Abstract
The high-speed deformation behaviors of SUS316LN stainless steel, mainly comprised of deformation twin domains, ultrafine lamellae, and shear bands to form a heterogeneous-nano (HN) structure, were systematically investigated by means of Charpy impact tests and dynamic tensile tests. At the lowest applied impact velocity of v = 10−2 ms−1, the Charpy impact value increased with decreasing temperature from room temperature (RT) down to 173 K. Nevertheless, at the highest impact velocity of v = 100 ms−1, the impact values were approximately identical irrespective of temperature and were lower than those at 10−2 ms−1. Deformation-induced γ → α’ martensitic transformation was found to take place by the impact tests. The change in the volume fraction f of the α’ phase exhibited the same tendency as the impact value. That is, the value of f increased with decreasing temperature at v = 10−2 ms−1 and, however, it was almost identical regardless of the temperature at v = 100 ms−1. It was revealed by dynamic tensile tests that the temperature at the gauge section of the specimens increased abruptly with strain rate  and reached approximately 720 K at = 103 s−1. The above experimental results can be reasonably understood from the suppression of the γ → α’ martensitic transformation by the increase in temperature during high-speed deformation. The above analyses strongly suggest that deformation-induced martensitic transformation plays an important role in the Charpy impact value via the transformation-induced plasticity effect.
and reached approximately 720 K at = 103 s−1. The above experimental results can be reasonably understood from the suppression of the γ → α’ martensitic transformation by the increase in temperature during high-speed deformation. The above analyses strongly suggest that deformation-induced martensitic transformation plays an important role in the Charpy impact value via the transformation-induced plasticity effect.
1. Introduction
Steels for structural applications are required to possess a good balance of strength and ductility.1) These two mechanical properties show a trade-off relationship; hence, their simultaneous improvements are known to be difficult. One of the most powerful methods for enhancing the strength-ductility balance is grain refinement. It is reported that alloys comprising ultrafine-grained (UFGed) structures exhibit notably high strength without spoiling ductility.2) Severe plastic deformation (SPD) techniques are known to develop UFGed materials,3) in which the attained grain size is much finer than those obtained by classical thermo-mechanical processes.4,5,6) Tsuji produced IF steel sheets with an average grain size of 200 nm by employing an accumulative roll-bonding process, and excellent mechanical properties of tensile strength of 820 MPa and elongation of 7% were attained.4) Similarly, Park et al. applied equal channel angular pressing to Mn steel and successively obtained a UFGed structure with an average grain size of 500 nm and impressive mechanical properties with a tensile strength of 945 MPa and elongation of 10%.5) Miura et al. utilized multi-directional forging (MDFing) method on an austenitic stainless steel SUS316L to obtain UFGed structure with an average grain size of 10 nm or less and reported that superior mechanical properties of 2.2 GPa in tensile strength and 10% in plastic elongation were achieved.6) The UFGed metallic materials produced by SPD methods exhibit exceptionally superior mechanical properties and are expected to be put to use in a variety of industrial fields. Nevertheless, almost all SPD methods developed to date are batch processes that use shape-invariant deformation and have fatal limitations in terms of applicable product sizes. Owing to the complexity of the process and the increase in manufacturing costs caused by the introduction of new equipment, SPD methods have rarely been employed in industrial mass production.
Recently, Miura et al. subjected stable austenitic stainless steel SUS316LN having low-stacking fault energy (Low SFE) to simple heavy cold rolling. They discovered that the heavily cold-rolled one exhibited superior mechanical properties compared to the UFGed one fabricated by MDFing.7) The research revealed that the excellent mechanical properties achieved were attributed to the development of a heterogeneous-nano (HN) structure consisting of nanometer-ordered deformation-induced microstructures, such as “eye-shaped” deformation twin domains, shear bands and conventional rolling lamellae elongated along the rolling direction (RD).7,8) Miura et al. also found that the HN-structured SUS316LN steel has anisotropic mechanical properties, where the strength along the transverse direction (TD) is higher than that along the RD. Aoyagi et al. have investigated the above-mentioned anisotropic mechanical properties of the HN-structured materials using multiscale simulation and shown that it is attributed to the change in the mean free path for dislocation motion depending on the tensile direction in the twin domains and lamellar grains.9) Jiang et al. studied the strain-rate dependence of the mechanical properties of HN-structured SUS316LN steel and revealed that both strength and ductility increased with increasing applied strain rate in the range from 10−4 to 10−2 s−1, due to the twinning-induced plasticity effect.10) Jiang et al. also reported a remarkable strength-ductility balance of HN-structured SUS316LN steel with tensile strength of 2.2 GPa and elongation to failure of 55% at 77 K.11) According to their report, deformation-induced γ→α’ martensitic transformation occurred during deformation at 77 K, which led to exceptional mechanical properties via the transformation-induced plasticity (TRIP) effect.
The above studies have provided insights into the microstructural characteristics and mechanical properties of HN-structured SUS316LN steel under quasi-static conditions. It has also been shown that dynamic microstructural changes during deformation due to twinning and martensitic transformation significantly affect quasi-static mechanical properties. The results of these studies provide valuable insights also into the development of high-performance materials using innovative processing techniques and microstructural design. However, further research is needed to investigate the dynamic mechanical properties of HN-structured materials and their performance under various loading conditions, because the dynamic mechanical properties are relevant to the collision performance of mobility devices such as automobiles.12) The strain rates applied to the body and various parts of the car during collisions can be as high as 102 to 103 s−1.13) Therefore, it is necessary to evaluate dynamic mechanical properties under such conditions. Moreover, changes in the test temperature can also affect the dynamic mechanical properties of materials; thus, it is essential to investigate their temperature dependence under high-speed deformation. In the present study, the mechanical properties of HN-structured SUS316LN steel under high-speed deformation conditions and their temperature dependence were systematically investigated.
2. Experimental Procedure
The material used in this study was hot-rolled plates of commercial austenitic stainless steel SUS316LN provided by Nippon Steel Corporation. The chemical composition is listed in Table 1. The hot-rolled plates were solution-treated at 1423 K for 300 s followed by cold rolling from 6 to 0.5 mm thickness, that is, 92% reduction. Two types of specimens for the Charpy impact test were cut from the cold-rolled sheets, with one set having the loading direction (LD) parallel to the rolling direction (RD) and the other having the LD parallel to the transverse direction (TD). The tensile-test specimens were also cut, but only to have the tensile direction parallel to the RD. The shapes and dimensions of the specimens are shown in Fig. 1. The specimen surfaces were mechanically polished using SiC papers up to #2000. A V-notch with a depth of 0.25 mm and opening angle of 45° was made in each impact specimen using a diamond cutter (Fig. 1(a)).
Table 1. Chemical composition in mass% of SUS316LN stainless steel used in the present study.
| C | Si | Mn | P | S | Ni | Cr | Mo | Al | N | O | Fe |
|---|
| 0.020 | 0.49 | 0.86 | 0.020 | <0.0003 | 11.07 | 18.11 | 2.48 | 0.013 | 0.192 | <0.0026 | Bal. |

Fig. 1. Shapes and dimensions (in millimeters) of specimens for (a) impact and (b) tensile tests.
Charpy impact tests were conducted using an instrumented micro-impact tester with an indenter having a tip radius of 1 mm, open angle of 30°, and support span of 13 mm. The impact tests were performed at 173 K, 223 K, and room temperature (RT), and at hammer impact velocities v of 10−2, 10−1, and 100 ms−1. Tensile tests were conducted at RT using two types of mechanical testing machines: an Instron-type universal testing machine and a falling one-bar type impact testing machine.14) The former was used for the tensile tests at lower strain rates
ε
˙
from 10−5 to 10−1 s−1 and the latter at higher strain rates over 3 × 102 s−1. During the tensile tests, changes in the temperature at the gauge part of the specimens were monitored using a T-type thermocouple having a wire diameter of 0.25 mm and a two-color fiber-optic thermometer with a maximum sampling rate of 1 μs.15) The time from the onset of deformation to fracture was around 100 μs at the highest
ε
˙
of 103 s−1, indicating that the fiber-optic two-color thermometer has a sufficient time resolution performance. All the impact and tensile tests were repeated three times under identical conditions, and the average values were obtained.
Microstructural observations were carried out using transmission electron microscopy (TEM) and scanning electron microscopy (SEM) to examine microstructural changes before and after deformation. In addition, crystal orientation analysis was performed using electron backscatter diffraction (EBSD) method. The specimens for EBSD analysis were prepared by the following procedures; mechanical grind using SiC papers, polishing using diamond suspensions and, then, finishing with a colloidal silica suspension. The step size used for EBSD analysis was 0.02 μm. After the impact tests, 2 × 2 × 0.5 mm3 sized samples (approximately 10−2 g in weight) were cut from the fracture surface for the saturation magnetization measurements using the Magnetic Property Measurement System (MPMS). From the results of the magnetization measurements, the volume fraction f of α’ martensite was estimated using the following equation.16)
|
f=
(
σ
S
)
f
/
(
σ
S
)
f=1
|
Here, (σS)f represents the measured saturation magnetization and (σS)f=1 is the saturation magnetization of SUS316LN steel with an α’ martensite volume fraction of 1 (143 Am2kg−1 16)).
3. Results
3.1. HN Structure Developed in Rolled-sheets
Figure 2 shows a typical HN structure developed in the 92% cold-rolled specimen when observed from the TD. The microstructure mainly comprises three deformation-induced components with different sizes and features; hence, it appears inhomogeneous at first sight. The most characteristic component is the “eye-shaped” twin domain seen in the center of Fig. 2, which is composed of nano-lamellar deformation twins with an average boundary spacing of about 30 nm. Two types of crystallographic orientations of the twin domains, RD//<110> or <211>, were confirmed.8) Furthermore, their (111) plane is aligned parallel to the rolling plane of the heavily rolled sheet, which effectively suppresses the sharp (101) texture evolution.8) The second component is the low-angle lamellae elongated along the RD direction. The average interlamellar spacing was approximately 70 nm. The third component is the shear band. The shear bands subdivided the twin domains and lamellae. The morphology of the HN structure is described in more detail elsewhere.7,8,17)

Fig. 2. TEM bright-field image showing the typical HN structure developed in the 92% cold-rolled SUS316LN steel.
Figure 3 shows the relationships between the Charpy impact value and hammer impact velocity v under the conditions of (a) LD//TD and (b) LD//RD when performed at some test temperatures. The impact value appeared slightly higher when tested under the LD//TD condition than under the LD//RD condition at all temperatures. The impact values decreased with increasing v at the same temperature irrespective of the direction of the impact test. At v = 10−1 and 10−2 ms−1, the impact value increased with decreasing temperature. However, at v = 100 ms−1, the impact values were roughly identical at all test temperatures. Thus, the temperature dependence of the Charpy impact value was much more significant at low v than at high v.

Fig. 3. Variation in Charpy impact values depending on impact velocity and test temperature. Test conditions are (a) LD//TD, (b) LD//RD in HN structured SUS316LN stainless steel, respectively. (Online version in color.)
The impact stress versus displacement curves obtained from the Charpy impact tests for LD//TD are summarized in Fig. 4 No clear dependence of maximum impact stress on v was observed at RT. The maximum stress increased as the temperature decreased from RT to 173 K. Furthermore, at 173 K, the maximum stress increased as v decreased. The flow stress of the metallic materials essentially tends to increase with increasing v. However, the above-attained results exhibited different tendencies, that is, the maximum stress remained nearly constant at RT irrespective of v and, on the other hand, decreased at 173 K with increasing v. As will be discussed later, this phenomenon is assumed to be due to the temperature rise at the gauge part of the specimen caused by adiabatic deformation heat. In the case of the LD//RD test, the impact stress-displacement curve showed a similar trend to that of the LD//TD test, although the absolute values were lower.

Fig. 4. Impact stress-displacement curves of HN structured SUS316LN stainless steel obtained under different test conditions. Impact loads were applied parallel to TD. (Online version in color.)
Figure 5 compares the impact stress vs. displacement curves obtained from the tests of LD//RD and LD//TD at v = 100 ms−1 and RT. The maximum stress of LD//RD is higher, while the displacement of LD//TD is greater. Because the Charpy impact values can be evaluated from the integration of the impact stress-displacement curves, an increase in the impact stress and ductility is directly related to a higher impact value. The impact test of LD//TD showed a much higher displacement despite the lower maximum stress; therefore, it demonstrated a higher impact value than that of LD//RD. Although only one test condition is exampled here, similar trends between the LD//TD and LD//RD impact tests were observed in the other conditions.

Fig. 5. Impact stress-displacement curves of HN structured SUS316LN stainless steels obtained at RT at v = 100 ms−1. (Online version in color.)
Tensile tests parallel to the RD were performed at various
ε
˙
from 10−3 to 103 s−1 at RT. Figure 6 shows the obtained stress-strain curves, and Table 2 summarizes the mechanical properties. As the strain rate increased, the stress level increased and the elongation decreased slightly. It is interesting to note that the absorbed energy W estimated from the enclosed area in the stress-strain curve appears to be almost the same and independent of the strain rate.

Fig. 6. Nominal stress-nominal strain curves of HN structured SUS316LN stainless steel tensile deformed at various strain rates from 10−3 to 103 s−1 at RT. (Online version in color.)
Table 2. 0.2% proof stress
σ0.2, ultimate tensile strength
σUTS, fracture strain
εf and absorption energy
W of HN structured SUS316LN stainless steel tensile tested at various strain rates
ε
˙
at RT. The tensile axis is parallel to the rolling direction. The values of
W were estimated from the enclosed area in the stress-strain curves.
|
ε
˙
[s−1] | σ0.2 [MPa] | σUTS [MPa] | εf [%] | W [Jm−3] |
|---|
| 10−5 | 1200±60 | 1520±10 | 12±1 | 140±10 |
| 10−3 | 1330±30 | 1530±30 | 11±1 | 150±10 |
| 10−1 | 1340±10 | 1590±60 | 11±1 | 150±20 |
| 3.0×102 | 1360±10 | 1650±30 | 10±1 | 140±10 |
| 103 | 1380±40 | 1730±20 | 10±1 | 140±10 |
Figure 7 shows the change in the maximum temperature monitored at the gauge parts during the tensile tests, depending on the strain rate. At the strain rate region of 10−3 s−1 or less, the temperature remained unchanged. However, at 10−1 s−1, a slight increase in the temperature was detected. At the strain rate regions of 102 s−1 and more, the temperature increased rapidly with increasing strain rate and the maximum temperature exceeded 700 K at 103 s−1.
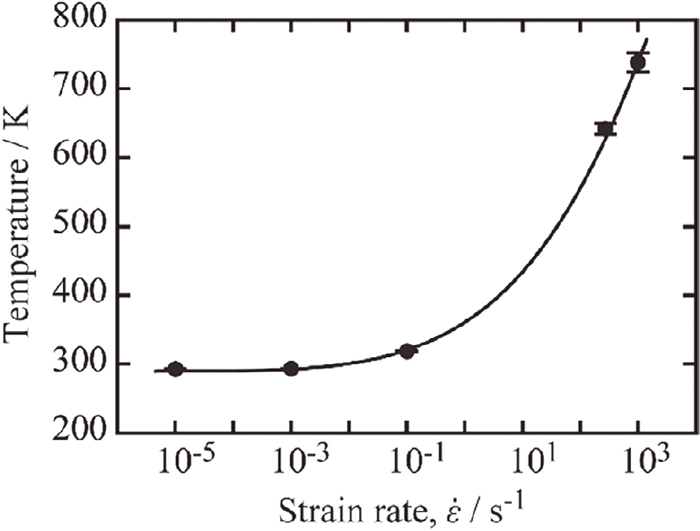
Fig. 7. Strain-rate dependency of the detected maximum temperature during tensile tests at RT of the HN structured SUS316LN stainless steel.
It is well known that high-speed deformation causes an increase in specimen temperature due to heat generation and the rise in temperature becomes more significant with increasing strain rate owing to the effect of adiabatic deformation. Futatsuka et al. reported that the temperature of a multi-layered steel specimen reached approximately 523 K during tensile deformation at a strain rate of 102 s−1 and at RT.18) Gilat et al. also reported that the maximum temperature exceeded 573 K during tensile deformation of 316 L stainless steel at 3.0 × 103 s−1 and at RT.19) The maximum temperature measured in the present study was significantly higher than that previously reported. However, in the above two reports, the temperatures were measured using infrared cameras, which may not accurately detect the change in temperature from moment to moment because the deformation speed exceeds the time resolution of the cameras. In fact, averaging the data over a period of 10 μs centered on the measured peak temperature yielded an approximate value of 600 K. Even considering that heat generation varies depending on the deformation conditions (material, deformation resistance, specimen geometry, atmosphere during the test, etc.), the maximum temperature recorded in this test should be reasonably consistent with previous reports.
3.4. Microstructure after Charpy Impact Tests
Figure 8 shows the phase maps obtained by EBSD analyses of the areas just beneath the notch bottom of the specimens after the Charpy impact tests. The green, yellow, and red colors in the phase maps indicate the γ, ε, and α’ phases, respectively. In the EBSD analysis, the crystallographic data of the ferrite phase with a body-centered cubic structure were taken as the α’ phase. Many points were left unresolved, as shown in black on the maps. This could be because of observations at severely deformed regions as well as a comparable HN structure to the resolution of EBSD (see Fig. 1). After the tests at RT and hammer impact velocities of v = 100 and 10−2 ms−1 (Figs. 8(a) and 8(b)), the transformed α’ phase was negligibly small. At 173 K and v = 100 ms−1, almost no α’ phase was observed (Fig. 8(c)), similar to that at RT. In contrast, at v = 10−2 ms−1, in contrast, a large amount of α’ phase was formed (Fig. 8(d)). Using only the analyzed points in Fig. 8(d), the area ratio of the γ phase to the α’ phase was approximately 1:3. In addition, a small amount of the ε phase was detected, as indicated by the arrows in Fig. 8(d). Thus, at 173 K, a clear impact velocity dependence of the formation of the α’ phase was revealed. Jiang et al. investigated the deformation behavior of SUS316LN steel with HN structure at 77 K. They found that α’ martensite, which was not present prior to deformation, was formed after deformation and that ε and α’ martensites coexisted in the early stage of deformation.11) Furthermore, it was also shown that the crystallographical orientations of (111)γ||(0002)ε||(111)α’; <011>γ||<2110>ε||<111>α’ were satisfied between the three phases of ε martensite, α’ martensite and austenite (γ) matrix phases (Shoji-Nishiyama (S-N) relationship between the γ-ε phases,20) Burgers relationship between the ε-α’ phases,21) and Kurdjumov-Sachs (K-S) relationship between the γ-α’ phases22)), respectively. These findings strongly suggest that martensitic transformation in the HN-structured SUS316LN steel occurred in the γ → ε → α’ sequence.23) Therefore, it can be understood that the α’ and ε martensites observed in Fig. 8 were formed through deformation-induced martensitic transformation.

Fig. 8. Phase maps obtained from the cross section just under the fracture surface of the HN structured SUS316LN stainless steels after Charpy impact tests. Impact loads were applied parallel to TD. Test conditions are at (a) RT and v = 100 ms−1, (b) RT and v = 10−2 ms−1, (c) 173 K and v = 100 ms−1, and (d) 173 K and v = 10−2 ms−1, respectively. The green, red, and yellow colors indicate FCC-γ, BCC-α’, and HCP-ε phases, respectively. The white arrows in (d) indicate ε-martensite. (Online version in color.)
Figure 9 shows the change in the volume fraction f of α’ martensite just under the fracture surface of the specimens after the Charpy impact tests under various conditions. The value of f increased with decreasing temperature regardless of LD, whereas f decreased significantly with increasing hammer impact velocity v at a fixed temperature. Furthermore, the temperature dependence of f decreased with increasing v, and the value of f was almost zero at 100 ms−1 independent of temperature.
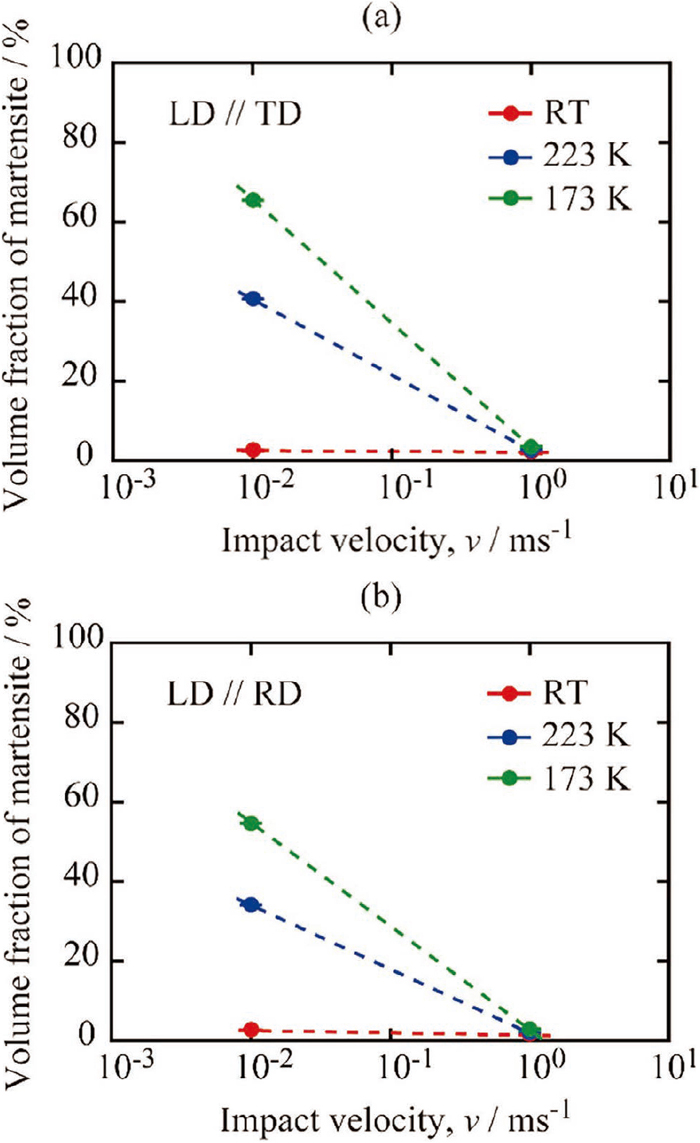
Fig. 9. Variations in the volume fraction of α’-martensite in a HN structured SUS316LN stainless steel after impact tests under various temperatures and impact speeds. Impact loads are applied parallel to (a) TD and (b) RD, respectively. (Online version in color.)
The dependences of f on temperature and v were qualitatively the same as those of the Charpy impact value (Fig. 3). This suggests that there is a close correlation between the impact value and γ→α’ martensitic transformation. The values of f were always slightly larger in the case of LD//TD than in LD//RD under the same test conditions. As shown in Fig. 5, the ductility during the impact tests was higher for LD//TD than for LD//RD. This may be attributed to the more martensitic transformation occurring in the former than in the latter. Conversely, the increase in martensitic transformation might have contributed to the enhanced ductility.
4. Discussion
The high-speed deformation behaviors of the HN-structured SUS316LN stainless steel were systematically investigated using Charpy impact and dynamic tensile tests. Clear anisotropies of the Charpy impact value, impact stress, ductility, and γ → α’ martensitic transformation depending on the LD were revealed. These properties were sensitively affected by temperature and strain rate as well as impact velocity. From the above experimental results, we hypothesized that the temperature increase during the impact test and martensitic transformation may control the phenomena during high-speed deformation. This hypothesis will be discussed in detail below.
4.1. The Effects of Temperature on Martensitic Transformation
Numerous studies have reported that metastable austenitic stainless steels undergo martensitic transformation when deformed at low temperatures.24,25,26) During the tensile deformation of HN-structured SUS316LN steel at 77 K, martensitic transformation was also observed.11) In the present study, as shown in Sections 3. 4 and 3. 5, it was confirmed that deformation-induced martensitic transformation (DIMT) occurred at low temperature of 173 K (Figs. 8 and 9). Maki attributed the temperature dependence of DIMT to the increase in the driving force for martensitic transformation with decreasing temperature.27) DIMT often results in an increase in both the strength and ductility of metastable austenitic steels, which is the called TRIP effect.28) It is well known that the “hard” martensite phase induced by DIMT maintains a high work-hardening rate up to a high-strain region, resulting in excellent mechanical properties. In the Charpy impact test, the Charpy impact value increased as the temperature and impact velocity v decreased (Fig. 3). In addition, saturation magnetization measurements showed that the volume fraction f of martensite increased with decreasing temperature or v (Fig. 9). Aytekin reported that increase in strain rate and deformation temperature resulted in an increase in the volume fraction of residual austenite in a TRIP steel, i.e., a decrease in the volume fraction of martensite.29) The temperature and v dependence of f observed in the present study is in good agreement with his report. The impact value is the energy essentially absorbed per unit area of the specimen and is proportional to the product of stress and displacement. Therefore, the TRIP effect, which enhances the mechanical properties of high strength and ductility, is also directly related to the improvement in the Charpy impact value. Hence, the impact value is qualitatively consistent with the temperature and v dependence of f. The effects of the deformation speed on the martensitic transformation will be discussed in detail below.
4.2. The Effects of Deformation Speed on DIMT
The SUS316LN steel employed in the present study had a very high austenite phase stability. Md30 is an index that indicates the stability of the austenite phase and specifies the temperature at which 50% of austenite is transformed into martensite when a single-phase austenitic alloy is subjected to a tensile true strain of 0.30.30) The following equation proposed by Nohara et al. can be used to estimate the value of Md30.31)
|
M
d30
=551-462(C%+N%)-9.2%Si%-8.1Mn%
-13.7Cr%-29.0(Ni%+Cu%)-18.5Mo%
-68.0Nb%
| (1) |
Using Eq. (1), the value of Md30 of the present SUS316LN steel is calculated to be approximately 100 K. On the other hand, for a comparison, the value of Md30 of a typical austenitic stainless steel of SUS304 is about 280 K.32) Therefore, it can be said that SUS316LN steel has extremely high stability of the austenite phase. However, it is widely accepted that grain refinement increases the mechanical stability of the austenite phase, that is, Md30.33) However, recent studies have shown that metastable austenitic stainless steels with UFGs finer than 1 μm have low mechanical stability of the austenite.34,35) Similarly, it has been reported that HN-structured SUS316LN tensile deformed to failure at 77 K steel has a considerably higher volume fraction of deformation-induced martensite than that in the conventional coarse-grained one.11) Furthermore, in the present study, deformation-induced martensite was detected during deformation even at 223 K (Fig. 9), which is significantly higher than the Md30 estimated from the chemical composition using Eq. (1). Thus, it can be stated that the HN structure promoted deformation-induced martensitic transformation.
The temperature monitoring during the tensile tests revealed that the specimen temperature was raised due to the heat generation by plastic deformation particularly above the strain rate
ε
˙
of 10−1 s−1, and that the increasing rate in the temperature became more rapid with
ε
˙
(Fig. 7). Horiuchi et al. reported the relationship between the increase in temperature ΔT [K] of the specimen during deformation, heat generation A [Jm−3s−1], and thermal conductivity K [Jm−1s−1K−1] of the specimen, as follows.36)
The absorbed energy W, which is the area enclosed by the stress-strain curve obtained from the tensile test, decreased slightly with increasing
ε
˙
, as shown in Table 2. However, it can be considered roughly constant, as shown in Table 2. Conversely, the time t required for fracture decreases rapidly with increasing
ε
˙
. The estimation of ΔT using A = W/t and Eq. (2) reveals that the temperature of the specimen increases sharply with an increasing
ε
˙
. This is in good accordance with the experimental results (Fig. 7). In the impact stress-displacement curves obtained from the Charpy impact tests under various conditions (Fig. 4), the maximum stress remained unchanged and independent of v at RT. However, it increased with a decrease in v at 173 K. Based on the relationship between
ε
˙
and ΔT discussed above, the temperature increase during deformation should be smaller under test conditions of low v. As a result, a considerable amount of austenite was transformed into martensite by DIMT (Fig. 8(d)), leading to an increase in the maximum stress along with an increase in ductility owing to the TRIP effect. On the other hand, at RT, the high stability of the austenite phase made martensitic transformation difficult. Therefore, no change in the maximum stress occurred irrespective of v.
4.3. High-speed Deformation Characteristics of HN-structured SUS316LN
As described in Section 4. 2, SUS316LN steel has a very low Md30 value and, hence, considerably high austenite stability. In industrial applications, the excellent mechanical properties produced by the TRIP effects are very attractive. However, no TRIP effect at RT can be expected in the SUS316LN steel because of its significantly low Md30 value. However, the Charpy impact value of the present HN-structured SUS316LN was relatively high and about 3.6 MJm−2 even under conditions of LD//TD at RT and v of 100 ms−1 where no TRIP effect could be expected. Under the same conditions, the impact value of an UFGed pure iron with an average grain size of approximately 250 nm was measured. The obtained value is approximately 1.9 MJm−2. It is noteworthy that the UFGed pure iron has high mechanical properties of a tensile strength of 1400 MPa and a plastic elongation of 11%,34) comparable to the present HN-structured SUS316LN. Shamardin et al. also investigated the impact value at RT of the UFGed austenitic steel AISI 321 (Fe-0.08C-18Cr-10Ni-0.6Ti (in mass%)) with an average grain size of 200–300 nm and reported it about 0.4 MJm−2.38) The above experimental results indicate that the HN-structured SUS316LN steel possesses excellent impact absorption capability regardless of the TRIP effect. From the above comparisons, it can be concluded that the HN-structure provides superior toughness compared to the UFGed steels.
5. Summary
The high-speed deformation behaviors of SUS316LN austenitic stainless steel with heterogeneous-nano structure were systematically investigated. The main findings are summarized as follows:
(1) Charpy impact tests were conducted along different loading directions at various temperatures and hammer impact velocities. The Charpy impact values increased with decreasing temperature and impact velocity, that is, deformation strain rate. However, the effect of the loading direction on the impact value was rather small.
(2) Tensile tests were performed at room temperature at a wide range of strain rates from 10−5 s−1 to 103 s−1. The 0.2% proof and tensile stresses increased slightly with the increasing strain rate. However, the elongation to failure exhibited a reverse trend. The absorbed energy necessary for fracture was almost constant and independent of the strain rate.
(3) Deformation-induced γ→α’ martensitic transformation occurred in some specimens by Charpy impact tests. The volume fraction of martensite increased with decreasing temperature and impact velocity. The dependence of the martensite volume fraction on temperature and deformation velocity was qualitatively consistent with that of the Charpy impact value.
(4) The temperature at the gauge section of the tensile specimen increased rapidly with increasing strain rate and reached approximately 720 K at 103 s−1. The characteristic mechanical properties observed at high-speed deformation could be understood from the suppression of martensitic transformation owing to this heat generation. That is, the disappearance of the temperature dependence of the Charpy impact value at the highest applied impact velocity of 100 ms−1 was attributed to the suppression of the deformation-induced martensitic transformation, that is, the loss of the transformation-induced plasticity effect, due to the increase in specimen temperature caused by the heat generated during deformation.
Acknowledgement
This work was supported by the Innovative Science and Technology Initiative for Security, Grant Number JP J004596, ALTA, Japan. All authors appreciate this support. The authors also thank Nippon Steel Corporation for the preparation of stainless steel.
References
- 1) K. Takata, K. Ushioda, R. Akiyoshi, K. Ikeda, J. Takahashi, S. Hata and K. Kaneko: J. Jpn. Inst. Met., 79 (2015), 391 (in Japanese). https://doi.org/10.2320/jinstmet.J2015026
- 2) H. Miura and H. Liu: J. Jpn. Inst. Light Met., 61 (2011), 518 (in Japanese). https://doi.org/10.2464/jilm.61.518
- 3) A. Azushima, R. Kopp, A. Korhonen, D. Y. Yang, F. Micari, G. D. Lahoti, P. Groche, J. Yanagimoto, N. Tsuji, A. Rosochowski and A. Yanagida: CIRP Ann., 57 (2008), 716. https://doi.org/10.1016/j.cirp.2008.09.005
- 4) N. Tuji: Tetsu-to-Hagané, 88 (2002), 359 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.88.7_359
- 5) K-T. Park, S. Y. Han, D. H. Shin, Y.-K. L, K. J. Lee and K. S. Lee: ISIJ Int., 44 (2004), 1057. https://doi.org/10.2355/isijinternational.44.1057
- 6) H. Miura, Y. Nakao and T. Sakai: Mater. Trans., 48 (2007), 2539. https://doi.org/10.2320/matertrans.MRP2007123
- 7) H. Miura, M. Kobayashi, Y. Todaka, C. Watanabe, Y. Aoyagi, N. Sugiura and N. Yoshinaga: Scr. Mater., 133 (2017), 33. https://doi.org/10.1016/j.scriptamat.2017.02.016
- 8) C. Watanabe, S. Kobayashi, Y. Aoyagi, Y. Todaka, M. Kobayashi, N. Sugiura, N. Yoshinaga and H. Miura: ISIJ Int., 60 (2020), 582. https://doi.org/10.2355/isijinternational.ISIJINT-2019-445
- 9) Y. Aoyagi, C. Watanabe, M. Kobayashi, Y. Todaka and H. Miura: Tetsu-to-Hagané, 105 (2019), 262 (in Japanese). https://doi.org/10.2355/tetsutohagane.TETSU-2018-078
- 10) H. Jiang, C. Watanabe, Y. Miyajima, N. Koga, Y. Aoyagi, M. Kobayashi and H. Miura: Mater. Sci. Eng., A, 815 (2021), 141251. https://doi.org/10.1016/j.msea.2021.141251
- 11) H. Jiang, T. Watanabe, C. Watanabe, N. Koga and H. Miura: Mater. Sci. Eng., A, 840 (2022), 142871. https://doi.org/10.1016/j.msea.2022.142871
- 12) R. Andersson, E. Schedin, C. Magnusson, J. Ocklund and A. Persson: SAE Trans., 111 (2002), 1918. https://doi.org/10.4271/2002-01-2020
- 13) J. Talonen, H. Hänninen, P. Nenonen and G. Pape: Metall. Mater. Trans. A, 36 (2005), 421. https://doi.org/10.1007/s11661-005-0313-y
- 14) M. Itabashi: J. Jpn. Soc. Exp. Mech., 2 (2002), 27 (in Japanese). https://doi.org/10.11395/jjsem2001.2.109
- 15) T. Ueda and A. Hosokawa: J. Soc. Mater. Sci., Jpn., 36 (1987), 404 (in Japanese). https://doi.org/10.2472/jsms.36.404
- 16) M. Botshekan, S. Degallaix, Y. Dsplanques and J. Polák: Fatigue Fract. Eng. Mater. Struct., 21 (1998), 651. https://doi.org/10.1046/j.1460-2695.1998.00058.x
- 17) H. Miura, M. Kobayashi, Y. Todaka, C. Watanabe and Y. Aoyagi: J. Jpn. Inst. Met., 81 (2017), 536 (in Japanese). https://doi.org/10.2320/jinstmet.JC201702
- 18) T. Futatsuka, Y. Kawasaki, T. Iwama, K. Sato, Y. Toji and J. Hiramoto: Trans. Soc. Automot. Eng. Jpn., 49 (2018), 510 (in Japanese). https://doi.org/10.11351/jsaeronbun.49.510
- 19) A. Gilat, V. Kuokkala, J. D. Seidt and J. L. Smith: Procedia Eng., 207 (2017), 1994. https://doi.org/10.1016/j.proeng.2017.10.1057
- 20) H. Shoji: Z. Kristallogr. - Cryst. Mater., 77 (1931), 381 (in German). https://doi.org/10.1524/zkri.1931.77.1.381
- 21) W. G. Burgers: Phys., 1 (1934), 561. https://doi.org/10.1016/S0031-8914(34)80244-3
- 22) G. Kurdjumov and G. Sachs: Z. Angew. Phys., 64 (1930), 325 (in German). https://doi.org/10.1007/BF01397346
- 23) G. B. Olson and M. Cohen: Metall. Mater. Trans. A, 7 (1976), 1905. https://doi.org/10.1007/BF02659822
- 24) J. Dash and H. M. Otte: Acta Metall., 11 (1963), 1169. https://doi.org/10.1016/0001-6160(63)90044-0
- 25) D. Fahr: Metall. Mater. Trans. B, 2 (1971), 1883. https://doi.org/10.1007/BF02913420
- 26) V. Seetharaman and R. Krishnan: J. Mater. Sci., 16 (1981), 523. https://doi.org/10.1007/BF00738646
- 27) T. Maki: Materia Jpn., 54 (2015), 626 (in Japanese). https://doi.org/10.2320/materia.54.626
- 28) I. Tamura: Met. Sci., 18 (1982), 245. https://doi.org/10.1179/030634582790427316
- 29) P. Aytekin: Steel Res., 83 (2012), 775. https://doi.org/10.1002/srin.201200022
- 30) T. Angel: J. Iron Steel. Inst., 177 (1954), 165.
- 31) K. Nohara, Y. Ono and N. Ohashi: Tetsu-to-Hagané, 63 (1977), 772 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.63.5_772
- 32) N. Tsuchida, Y. Morimoto, T. Tonan, Y. Shibata, K. Fukaura and R. Ueji: ISIJ Int., 51 (2011), 124. https://doi.org/10.2355/isijinternational.51.124
- 33) M. J. Sohrabi, M. Naghizadeh and H. Mizadeh: Archives of Civil and Mech. Eng., 20 (2020), 124. https://doi.org/10.1007/s43452-020-00130-1
- 34) G. Sun, M. Zhao, L. Du and H. Wu: Mater. Char., 184 (2022), 111674. https://doi.org/10.1016/j.matchar.2021.111674
- 35) A. Kisko, R. D. K. Misra, J. Talonen and L. P. Karjalainen: Mater. Sci. Eng. A., 578 (2013), 408. https://doi.org/10.1016/j.msea.2013.04.107
- 36) R. Horiuchi, J. Kaneko, A. B. Elsebai and M. M. Sultan: J. Jpn Inst. Met., 34 (1970), 108 (in Japanese). https://doi.org/10.2320/jinstmet1952.34.1_108
- 37) N. Adachi, H. Sato, Y. Todaka and T. Suzuki: Procedia Manuf., 15 (2018), 1495. https://doi.org/10.1016/j.promfg.2018.07.329
- 38) V. K. Shamardin, T. M. Bulanova, A. E. Fedoseev, A. A. Karsakov, R. Z. Valiev, M. M. Abramova, I. V. Smirnov and N. A. Enikeev: J. Nucl. Mater., 544 (2021), 152680. https://doi.org/10.1016/j.jnucmat.2020.152680