Abstract
In this study, we prepared hypereutectoid SUJ2 and SK3 steels with cementite (θ) particles of varying area fraction, particle size and circularity. The steels were then subjected to a specially-designed heat treatment aimed at eliminating coarse θ particles located on the grain boundaries. The effect of heat treatment on the characteristics of the θ particles and the resultant toughness were evaluated by Charpy impact tests. The designed heat treatment successfully achieved the spheroidization and annihilation of the θ particles on the grain boundaries, especially in the SUJ2 steels. Specifically, the heat-treated SUJ2 samples showed a ductile fracture surface with fine and homogeneously distributed dimples, whereas the SK3 samples showed a fracture surface with a mixture of cleavage and dimple surfaces, and grain boundary fracture was also partly observed. The impact values tended to be high when the size and area fraction of the θ particles on the grain boundaries were small. Furthermore, the circularity of the θ particles at the grain boundaries significantly influenced the impact value. It has been demonstrated that if the circularity of the θ particles is high, the impact values are less likely to deteriorate, even if there are large θ particles on the grain boundaries.
1. Introduction
Recently, as the requirement for reducing carbon dioxide emissions has increased, there has been a need for simplification of process steps in the industry to promote energy conservation and reduction. In addition, the need to reduce the size and weight of industrial products and the demand for higher strength and longer life components are increasing.
High hardness and ductility are essential for machinery such as bulldozers and power shovels. Carburized and quenched low-carbon alloy steels, such as JIS-SCM420, are often used when high strength and ductility are required.1) By carburizing and subsequent quenching, high hardness is obtained on the surfaces of the parts, while high ductility is maintained in the core. However, to obtain the desired properties for each target part using this process, significant care is required in designing the process conditions, depending on the size of the parts and the required depth of the hardening layer. In addition, due to growing environmental concerns, there is an increasing demand for the reduction of carbon dioxide emissions during the production process, and there is a strong need to decrease the number of carburizing steps and shorten the carburizing time.2) However, hypereutectoid steels possess high hardness without requiring complicated surface treatments. As a typical hypereutectoid steel, JIS-SUJ2 steel with high C and Cr contents is widely known as a bearing steel with a martensitic microstructure as the matrix and globular carbide particles.3,4)
However, as is generally known in the field of metallic materials, there is a trade-off between strength and ductility, meaning that as strength increases, ductility tends to decrease. Accordingly, hypereutectoid steels are characterized by high hardness and brittleness. To avoid fracturing machine tools, hypereutectoid steels are often used with lowering the hardness by annealing or by adding other elements, such as Ni or Mo, to improve the ductility. However, the addition of an annealing process or expensive rare metals leads to an increase in production and material costs. Thus, the authors have attempted to develop a hypereutectoid steel with high hardness and ductility by means of microstructural control, without increasing the process and material costs.
As mentioned above, conventional hypereutectoid steels exhibit a trade-off relationship between hardness and ductility. Therefore, for parts where both high hardness and wear resistance are required, high carbon hypereutectoid steels are practically used giving up ductility. In practical applications, conventional hypereutectoid steels usually undergo heating up to γ-austenite and θ-cementite two-phase states and subsequent quenching. After this heat treatment, there are many coarse θ particles on the prior γ grain boundaries and within the grains. Such coarse θ particles on the grain boundaries cause grain boundary fracture, which is the major reason for the brittle fracture of the hypereutectoid steels. Thus, if the θ particles on the grain boundaries can be eliminated, a significant improvement in ductility can be expected. However, increasing the quenching temperature to eliminate such coarse θ particles leads to the coarsening of the prior γ grains, which causes grain boundary embrittlement and deteriorates the ductility.5,6) Thus, achieving compatibility between high hardness and high ductility remains a challenge.
To overcome this, we previously focused on the hypereutectoid SUJ2 steel and investigated the effect of the α-ferrite grain and θ particle size on the dissolution process and dissolution mechanisms of the θ particles.7,8) It has been clarified that the θ particles on the grain boundaries dissolve and annihilate more rapidly compared to the θ particles inside the grains in the initial stage of the dissolution treatment, i.e., annealing at temperatures of 800–1050°C.7,8) This unique dissolution process relates to the fact that the addition of Cr into hypereutectoid steels lowers the dissolution rate of the θ particles9) As a result, the addition of Cr emphasizes the difference in dissolution rate between the θ particles inside grains and grains on grain boundaries. As an example to evidence the preferential dissolution of θ particles on the grain boundaries, Fig. 1 shows the preliminary experimental result showing the microstructure of the SUJ2 steel after short-term θ particles dissolution treatment.7) By etching, ridge-like region was observed on the grain boundaries after the treatment. The formation of ridge-like pattern indicates that the grain boundaries and narrow area along the grain boundaries are less susceptible to corrosion than in the grains. This is due to the preferential dissolution of θ particles on the grain boundaries and subsequent grain boundary diffusion of Cr, resulting in the enrichment of Cr along the grain boundaries. Thus, Cr element significantly affect the dissolution behavior of the θ particles and following change in microstructure. In the middle and last stages of the dissolution treatment, the θ particles in the grains also start to dissolve with the lattice diffusion of the Cr element. Thus, to annihilate the θ particles on the grain boundaries while keeping the θ particles inside the grains, which can strengthen the materials, it is important to design and optimize the heat treatment process in the Cr-containing high-carbon steel.

In the present study, using knowledge acquired from the previous study, commercial hypereutectoid SUJ2 and SK3 steels were subjected to five types of heat treatment. They have almost the same amount of C, but the Cr and Mn contents are different. By comparing them, the effect of Cr element for the variations in dissolution behavior of the θ particles, and effect of Mn element for quenching behavior of γ phase were examined. The difference in the characteristics of the θ particles, i.e., morphology and area fraction obtained with each heat treatment was investigated, and the effect of the θ particles on the impact properties was evaluated. By designing a heat treatment process using the understanding of the dissolution behavior of θ particles, the development of hypereutectoid steels without coarse θ particles on the grain boundaries is strongly expected.
2. Experimental Procedure
2.1. Materials
Commercial hypereutectoid SUJ2 and SK3 steel rods with a diameter of 29 mm were used in this study. The phase diagrams of SUJ2 and SK3 as functions of C are shown in Fig. 2. The θ particles in the as-received steel were spheroidized to a certain extent. The chemical compositions of the steels are listed in Table 1. The SUJ2 steel contains primarily 1.0 mass% of C, 0.40 mass% of Mn, and 1.37 mass% of Cr. The SK3 steel contains almost the same amount of C, whereas it contains much less Cr, only 0.43 mass%, and it contains Mn, 0.94 mass%. Since the dissolution process utilizes the rapid grain boundary diffusion of Cr, the dissolution behavior of θ particles in SUJ2 is considered to be more pronounced on the grain boundaries than in the grains.
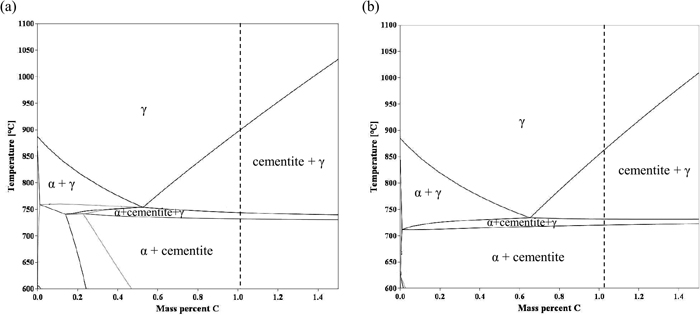
Fig. 2. Phase diagrams of (a) SUJ2 and (b) SK3 steels as a function of C. The dotted line shows the C content in the SUJ2 and SK3 steels.
Table 1. Chemical compositions (mass%) of the SUJ2 and SK3 steels.
| C | Si | Mn | P | S | Ni | Cr | Mo | Cu |
|---|
| SUJ2 | 1.01 | 0.26 | 0.40 | 0.014 | 0.006 | 0.09 | 1.37 | 0.03 | 0.12 |
| SK3 | 1.03 | 0.28 | 0.94 | 0.024 | 0.018 | 0.07 | 0.43 | – | – |
To obtain high toughness and avoid grain boundary fracture, the θ particles on the grain boundaries are expected to be spheroidized or annihilated. Based on the previous study, the difference in Cr diffusion rates between on the grain boundaries and inside the grains was used for the dissolution treatment, that is, for the spheroidizing and annihilation of the θ particles on the grain boundaries. Therefore, it is important to sufficiently enrich with Cr inside the θ particles prior to the dissolution treatment. Because the dissolution and annihilation processes of the θ particles also depend on their initial size and morphology, it is important to understand the effect of the initial microstructure on the dissolution and annihilation behavior of the θ particles. To investigate the effect of heat treatment while changing the microstructural factors, such as morphology and distribution of the θ particles and γ grain size, the SUJ2 and SK3 steels were subjected to five different heat treatments as shown in Fig. 3. All the samples were finally subjected to the heat treatment at 780°C for 15 min in γ + θ two-phase state, which is the dissolution process of θ particles, followed by quenching to induce martensite formation, and the subsequent annealing at 180°C for 3 h. With this final heat treatment at 780°C for 15 min, we expected the dissolution and annihilation of the θ particles on the grain boundaries. The objectives of each heat treatment before the final treatment are explained below.

Fig. 3. Heat treatment conditions for the SUJ2 and SK3 steels; (a) Condition 1, (b) Condition 2, (c) Condition 3, (d) Condition 4, and (e) Condition 5. (Online version in color.)
In the heat treatment Condition 1 (Fig. 3(a)), only the γ phase formation treatment at 1000°C for 5 min and the subsequent quenching for the formation of martensite were conducted before the final heat treatment. The process of Cr enrichment into the θ particles was not involved in this heat treatment. The heat treatment Condition 1 was used to clarify the importance of the Cr enrichment process by comparison with the other heat treatment conditions.
In Condition 2, the samples were held at 700°C for 10 h, after the treatment at 1000°C for 5 min which was conducted in Condition 1. As shown in Fig. 2, the A1 temperatures for SUJ2 and SK3 where α phase exists at and lower, are 732 and 720°C, respectively. Thus, when held at 700°C, both the steels are in the α + θ two-phase state. During this treatment, the θ particles were spheroidized simultaneously with Cr enrichment.
The difference between Conditions 2 and 3 was that in Condition 3 (Fig. 3(c)), after keeping the temperature at 1000°C, the samples were cooled at 500 and 550°C for SUJ2 and SK3 steels respectively and kept for 20 min, followed by the oil quenching. This treatment resulted in the formation of a bainitic phase in the samples. Bainitic phase consists of a highly-strained microstructure, and unlike the martensite microstructure obtained with Condition 2, it already has fine θ particles. It is expected to obtain fine and globular θ particles with the subsequent treatment at 700°C for 10 h.
The heat treatment in Condition 4 aimed to obtain θ particles with high circularity by spheroidizing the pearlite. In Condition 4 (Fig. 3(d)), the samples were air cooled to form pearlite microstructures after the temperature was kept at 1000°C for 5 min, and then they were again heated up to 780°C to be in the γ + θ two-phase state. It has been known that the process of heating up to the temperature in the γ + θ two-phase state enables the platelet θ particles in the pearlite microstructure to dissolve partially and spheroidize rapidly. Thus, in this heat treatment, by holding the temperature at 780°C for 1 h, most of the platelet θ particles in the pearlite microstructure was expected to collapse and spheroidize. After holding at 780°C, the samples were slightly cooled to 710°C under the A1 temperature, in the α + θ two-phase state. Since C element is not very soluble in the α phase compared to the γ phase, new fine θ particles were expected to precipitate and coexist with the relatively coarse θ particles that remained even after pre-annealing at 780°C.
The heat treatment under Condition 5 (Fig. 3(e)) was aimed at refining the θ particles by rolling at room temperature. In Condition 5, the samples were first heated up to 860°C followed by air cooling to form pearlite microstructures. Note that the Acm temperatures for SUJ2 and SK3 steels are 900 and 864°C, respectively. In this process, unlike the conventional pearlite microstructures, the microstructure consists of a mixture of the originally existing globular θ particles and subsequently precipitated platelet θ particles in the α matrix. This treatment improved the deformability of the alloy, enabling rolling. Subsequently, the samples were rolled up to 48% and 41% for SUJ2 and SK3 steels, respectively, at room temperature. In this rolling process, the samples were heated at 700°C for 30 min to release the residual strain once when achieving 28% reduction. Then after the annealing at 700°C for 10 h for spheroidizing θ particles, the final treatment was conducted.
2.3. Microstructure Characterization
After the above heat treatments, the samples were mechanically polished with SiC paper and buff-finished with an alumina slurry having a particle size of 0.3 μm. The microstructure of each sample was observed using the two etching solutions. For observation of the θ particles, a mixture of 395 g of methanol, 44.4 g of acetylacetone, and 4.40 g of tetramethyl ammonium chlorite was used, and the samples were subjected to the electrochemical etching at 500 mV and at 15°C. For observation of the prior γ grain boundaries, the samples were chemically etched with a mixture of 20 g of picric acid, 50 g of sodium dodecylbenzenesulfonate, 1.5 g of sodium chloride, 0.7 g of sodium sulfate, and 930 ml of water at 15°C. The etched samples were observed with scanning electron microscope (SEM). The SEM images were processed into binary images using the ImageJ software to separate the θ particles and matrix phase. The area fraction, average diameter, and circularity of the θ particles were measured from the binary images. The circularity (C) was calculated using the following equation:
where A and p are the area and perimeter of the particles, respectively. The prior γ grain size was also measured using the ImageJ software. For the analysis of one sample, three images were obtained and subjected to the measurements.
2.4. Mechanical Property Characterization
Vickers hardness tests were conducted on the surfaces of the polished samples, as described in Section 2.3. The hardness was measured with a load of 500 g for 10 s. Seven points were measured and the average value was calculated.
Charpy impact tests were performed at room temperature using specimens with dimensions of 10 × 10 × 55 mm with C-notch. The C-notch has a depth of 2 mm and a tip radius of 10 mm. The specimen heat-treated under Condition 5 had smaller dimensions of 10 × 8 × 55 mm because of the limited sample size by rolling. Because the impact value is strongly affected by the surface roughness, residual stress, and microstructure at the notch surface, the notch was processed by electrodischarge machining and grinding after completing all the heat treatments. Impact tests were conducted at least three times for each sample. After the tests, the fracture surfaces were observed using SEM to investigate the crack initiation sites and fracture behavior.
3. Results
3.1. Microstructure
Figures 4 and 5 show the microstructures of (a–e) SUJ2 and (f–j) SK3 steels obtained after each heat treatment. As shown in Figs. 4 and 5, the morphologies of the θ particles and prior γ grain boundaries were enhanced by the different etching treatments. The average diameter, area fraction, and circularity of the θ particles and the prior γ grain diameters are summarized in Table 2. All the microstructures basically consisted of martensite matrix phase and θ particles, though bainite phases were partially observed near the grain boundaries due to incomplete quenching in both the SUJ2 and SK3 steels with Condition 1, and in the SUJ2 steel with Condition 5.

Fig. 4. Microstructures of (a–e) SUJ2 and (f–j) SK3 heat-treated with (a, f) Condition 1, (b, g) Condition 2, (c, h) Condition 3, (d, i) Condition 4, and (e, j) Condition 5.

Fig. 5. Prior γ microstructures of (a–e) SUJ2 and (f–j) SK3 heat-treated with (a, f) Condition 1, (b, g) Condition 2, (c, h) Condition 3, (d, i) Condition 4, and (e, j) Condition 5.
Table 2. Characteristic of the
θ particles in the SUJ2 and SK3 steels.
| SUJ2 | Heat treatment condition |
|---|
| 1 | 2 | 3 | 4 | 5 |
|---|
| average diameter (μm) | 0.15 | 0.42 | 0.28 | 0.30 | 0.61 |
| area fraction (%) | 5.5 | 10.8 | 9.3 | 9.9 | 11.6 |
| circularity | 0.93 | 0.88 | 0.86 | 0.89 | 0.91 |
| prior γ grain diameter (μm) | 6.5 | 5.6 | 6.2 | 7.5 | 4.6 |
| SK3 | Heat treatment condition |
|---|
| 1 | 2 | 3 | 4 | 5 |
|---|
| average diameter (μm) | 0.16 | 0.47 | 0.41 | 0.42 | 0.61 |
| area fraction (%) | 3.5 | 7.2 | 7.0 | 7.4 | 7.9 |
| circularity | 0.89 | 0.87 | 0.88 | 0.91 | 0.89 |
| prior γ grain diameter (μm) | 6.4 | 6.2 | 6.8 | 7.7 | 4.8 |
Generally, the circularity of the θ particles is preferred to be high because the higher the circularity of the θ particles, the smaller the stress concentration, and the less likely they are to be crack initiation points. In this study, all samples showed high circularity, particularly those prepared under Conditions 4 and 5.
The trend of the prior γ grain size change depending on the heat treatment conditions was the same for both SUJ2 and SK3 steels. The smallest size was obtained under Condition 5, and the largest size was obtained under Condition 4. The sizes under Conditions 1–3 were almost the same. In addition, there was no significant difference in size between the SUJ2 and SK3 steels.
3.1.1. Variety of θ Particle Characteristics with Heat Treatment
As shown in Table 2, the variation in the average size of the θ particles with heat treatment showed the same trend in both SUJ2 and SK3 steels. With Condition 1, the size of the θ particles was the smallest, 0.15 μm for SUJ2 and 0.16 μm for SK3. With Conditions 2–4, the particle size was almost the same, which was in a range of 0.30–0.40 μm for both SUJ2 and SK3, though it was slightly larger in the samples heat-treated with Condition 2, 0.42 μm and 0.47 μm for SUJ2 and SK3, respectively. With Condition 5, the size was almost 1.5–2 times as large as the other conditions, which was 0.61 μm for both SUJ2 and SK3.
Regarding the area fraction of the θ particles, the lowest value was obtained under Condition 1 in both SUJ2 and SK3, which was 5.5% for SUJ2 and 3.5% for SK3, whereas under Conditions 2–5, the area fraction was approximately 9–11% for SUJ2 and 7–8% for SK3. The reason for the lowest area fraction of the θ particles under Condition 1 was the difference in the solid solubility limit of C in the α and γ phases. With Condition 1, the samples were heat-treated at the γ + θ two-phase state, while with other conditions, the samples were heat-treated at the α + θ two-phase state before the final dissolution treatment. Higher amount of C can dissolve in γ phase than α phase, and therefore, the area fraction of the precipitated θ particles is smaller in the samples prepared with Condition 1, compared to others.
By comparing the results obtained with Conditions 2 and 3, we can observe the influence of the microstructure prior to the Cr enrichment process on the morphology of θ particles. Specifically, before the Cr enrichment process, the samples were martensite and bainite structure with Conditions 2 and 3, respectively. In the microstructure of Condition 3, there were many fine θ particles inside the grains, and some acicular θ particles were observed (Figs. 4(c), 4(h)). Under Condition 3, the samples were transformed to the bainite phase by austempering treatment, leading to the formation of acicular θ particles that reflect the bainitic structure. The results demonstrated that the θ particles are finer in the sample quenched from the bainite structure in SUJ2, though there is no significant difference in SK3.
In the SUJ2 sample treated under Condition 4, the microstructure consisted of a mixture of relatively large and fine θ particles. Platelet θ particles in the pearlite structure require a long time for spheroidization because they are stable in the α + θ two-phase state. However, in the γ + θ two-phase state, spheroidizing of the platelet θ particles occurred with dissolution, and thus, spheroidizing was completed in a short time. In the stage holding at 780°C for 1 h with Condition 4, SUJ2 sample was in the γ + θ two-phase state, and therefore, the θ particles dissolved and spheroidized. After that, when holding at 710°C for 1 h in the α + θ two-phase state, fine θ particles precipitated in between the relatively large θ particles that remained from the previous treatment at 780°C. Consequently, both large and fine θ particles were observed under Condition 4.
In the above results, a larger size and lower area fraction of θ particles were measured at SK3 compared to the SUJ2 samples. This was due to the higher C solubility limit in SK3 than in SUJ2. SUJ2 contains more Cr, which is an α-phase stabilizing element and its A1 temperature is 732°C. On the other hand, SK3 contains a higher amount of Mn, which is a γ-phase stabilizing element and its A1 temperature is 720°C. According to the phase diagram shown in Fig. 2, in SK3, higher amount of C can be dissolved into the γ matrix phase when the temperature is kept at 780°C as the final heat treatment, and therefore, smaller amount of θ particles remained. Thus, in the present study, a smaller number of θ particles remained in SK3; therefore, a lower area fraction of the θ particles was measured in SK3. In addition, according to the Lifshitz-Slyozov-Wagner (LSW) theory of Ostwald ripening,10) the higher the C solubility limit, the higher the ripening rate. Thus, in SK3, which had a higher C solubility limit, Ostwald-like grain growth occurred more rapidly. Consequently, in SK3, the fine θ particles dissolved and annihilated due to the Ostwald ripening effect, and a small number of large particles were observed.
3.1.2. θ Particles on the Grain Boundaries and Inside the Grains
Figure 6 shows the distribution of the θ particle size in the samples treated with Conditions 2–5. In both the SUJ2 and SK3 steels, the peak of the size distribution of the θ particles was less than 0.4 μm, except for Condition 5. Especially, there are very fine θ particles with Conditions 3 and 4, where approximately 90% of the θ particles had a diameter of less than 0.4 μm. On the other hand, with Condition 5, both the SUJ2 and SK3 samples have a peak at the size distribution of the θ particles of 0.4–0.6 μm, which indicates that relatively coarse θ particles were obtained with Condition 5.

Fig. 6. Distribution of the θ particle diameter in (a) SUJ2 and (b) SK3 steels with each heat-treatment condition.
Figure 7 shows the area fraction, average particle size, and circularity of the θ particles on the grain boundaries and in the grains of the SUJ2 steel. Regarding the data for Condition 1, the bainite phase appeared near the grain boundaries, and it was difficult to distinguish the grain boundaries. Thus, for Condition 1, the θ particles on the grain boundaries and in the grains were not differentiated, and the average values were calculated and plotted in the figures. According to the results, the area fraction of the θ particles was higher in the grains than on the grain boundaries under all Conditions 2–5. In particular, under Conditions 4 and 5, the area fraction of the θ particles inside the grains was high. The results demonstrate that the Cr enrichment heat treatment works well for preferential dissolution and annihilation of the θ particles on the grain boundaries. As demonstrated in previous studies,7,8) owing to the rapid diffusion of Cr on the grain boundaries, the θ particles on the grain boundaries dissolved preferentially, and consequently, only a small number of θ particles remained on the grain boundaries.
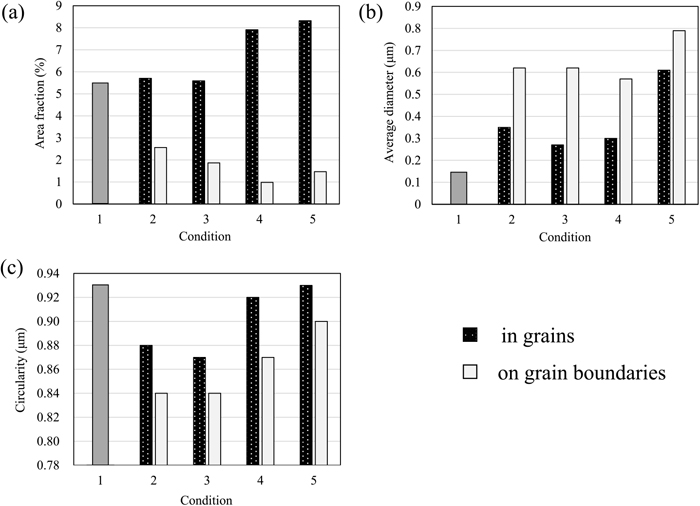
Fig. 7. Characteristics of the θ particles in the SUJ2 steel in each heat-treatment condition; (a) area fraction, (b) average diameter, and (c) circularity.
The size of the θ particles on the grain boundaries are larger than that of the particles inside the grains. With Conditions 2–4, the average size of the θ particles on the grain boundaries was almost double that of the particles inside the grains. Regarding the circularity, the θ particles in the grains showed higher values than those on the grain boundaries. With Conditions 4 and 5, the circularity was relatively high, both at the grain boundaries and inside the grains. It has been known that the area fraction and morphology of the θ particles on the grain boundaries significantly affect the impact properties. The effects of these factors on the impact properties of the θ particles are discussed in the discussion section.
3.2. Vickers Hardness
Figure 8 shows the area fraction of the θ particles and the Vickers hardness of the samples subjected to each heat treatment. As shown in the figure, almost all the samples achieved high hardness of more than 700 Hv, except for the SUJ2 sample treated under Condition 1. With all heat treatments, SUJ2 showed a lower hardness than SK3. This was due to the difference in the C solubility limit, as discussed in Section 3.1.1. The C solubility limit is high in the SK3, indicating that θ particles dissolve more easily than in SUJ2. Thus, SK3 hardened with solute C and, accordingly, with the formation of a martensite phase with a high C content, it showed higher hardness than SUJ2.

Fig. 8. Area fraction of the θ particles and Vickers hardness of the samples with each heat treatment.
The differences in hardness after heat treatment exhibited the same trend for SUJ2 and SK3. The samples under Condition 1 showed the lowest hardness, and the highest hardness was obtained under Condition 3. The reason why both the SUJ2 and SK3 samples show low hardness under Condition 1, is the existence of the bainite phase due to incomplete quenching. Because SK3 contains a higher amount of Mn, which improves its quenching ability, the amount of bainite phase is lower in SK3 than in SUJ2. Thus, SK3 exhibited higher hardness. Moreover, the reason for the low hardness of the samples under Condition 5 can be considered to be the same. Under Condition 5, a bainite phase was observed in SUJ2. Although the bainite phase was not clearly observed in SK3, the hardness results implied that the bainite phase might exist sparsely in SK3.
With Conditions 2–4, all the samples were transformed into the martensite phase; therefore, they achieved high hardness. It has been known that the hardness of the martensite phase is determined predominantly by the annealing temperature and C content. As the annealing temperature was fixed in this study, the difference in hardness was due to the matrix C content. Considering the area fraction of θ particles, with Conditions 2–5, it is observed that the area fraction decreases as the hardness increases. This is because as the higher amount of θ particles dissolved into the γ matrix, the C concentration in the γ matrix increased, and the hardness of the matrix increased owing to formation of martensites with high C content.
3.3. Charpy Impact Test
3.3.1. Impact Values
Figure 9 shows the results of the Charpy impact tests. Basically, the SUJ2 steels show higher impact values than the SK3 steels, irrespective of the heat treatment. The impact values of the SUJ2 steels were almost double those of the SK3 steels. Furthermore, there were significant differences in the impact properties depending on the heat treatment; in both the SUJ2 and SK3 samples, the lowest impact value was obtained with Condition 1, and the highest value was obtained with Condition 5.

Fig. 9. The impact values obtained from Charpy impact tests for the SUJ2 and SK3 steels with each heat-treatment condition.
Figure 10 shows typical load-displacement curves obtained from the Charpy impact tests. The curves obtained for the samples under Conditions 1 and 5, showing the lowest and highest impact values are indicated as representatives. In the SK3 steels, all the load-displacement curves exhibited a sharp peak. That is, the load suddenly decreased immediately after reaching its maximum value. A similar curve was measured for the SUJ2 sample under Condition 1. However, in the samples under Conditions 2–4, the load maintained high values, even after the initial rapid load-increasing region. This suggests that the cracks rapidly propagated after their initiation in the SK3 samples, whereas the crack propagation slowed down, probably owing to the occurrence of plastic deformation in the SUJ2 samples under Conditions 2–4. The impact property was estimated from the area below the load-displacement curve. The morphology of the curve implies that the Cr enrichment heat treatment, which aimed at the dissolution and annihilation of the θ particles on the grain boundaries in the SUJ2 samples, causes a change in the fracture mode different from that of ordinary high-hardness θ-dispersed steels, including ductile plastic deformation. The details of this process are described in Section 4.

Fig. 10. Load displacement curves of the Charpy impact tests of (a) SUJ2 and (b) SK3 steels heat-treated with Condition 1 (solid line) and Condition 5 (dotted line).
Figures 11(a) and 11(b) show the fracture surfaces of the SUJ2 samples under Conditions 1 and 5, which exhibit the lowest and highest impact values, respectively. In both samples, under Conditions 1 and 5, the fracture initiated at the bottom of the notch surface, and the crack propagated uniformly. This is considered to be because of the heat treatment for Cr enrichment that effectively worked to preferentially dissolve and annihilate θ particles on the grain boundaries.

Fig. 11. Fracture surfaces after the impact tests in the SUJ2 heat-treated with (a, c) Condition 1, and (b, d) Condition 5; (a, b) macroscopic view and (c, d) microscopic view.
Figures 11(c) and 11(d) show higher magnification images of the crack propagation parts on the fracture surfaces. In all the samples, grain boundary fracture was not observed. The fracture surface was consisted mainly of the fine dimple patterns, and partially of facet-like cleavage patterns. In both samples, granular θ particles were observed at the bottom of the dimples. It can be considered that the fine voids nucleate on the interfaces between the granular θ particles and the matrix and then coalesce, consequently forming a dimple fracture surface. Thus, the SUJ2 samples in this study fractured in a ductile manner.
Figures 12(a) and 12(b) show macroscopic views of the fracture surfaces of the SK3 samples under Conditions 1 and 5. Unlike the SUJ2 samples, fracture initiation points were observed in these samples. This fracture pattern is called the fish-eye fracture pattern and is generally known to be caused by non-metal inclusions.11,12,13) Furthermore, as shown in Figs. 12(c) and 12(d), there is a mixture of dimples and cleavage fractures, and grain boundary fracture was also partly observed with the area fraction of ~20% as indicated with arrows in the figures. Similar fracture surfaces were observed also in the other samples with Conditions 2–4. Obviously, a larger cleavage surface area was observed than that of the fracture surface of SUJ2. In addition, it was confirmed that, in SK3, the dimple area was larger and the size of the dimples was smaller in the samples with higher impact values.

Fig. 12. Fracture surfaces after the impact tests in the SK3 heat-treated with (a, c) Condition 1, and (b, d) Condition 5; (a, b) macroscopic view and (c, d) microscopic view. The arrows in the figures indicate the grain boundary fracture.
4. Discussion
4.1. Fracture Morphology and Impact Properties
From the observation results of the fracture surfaces for both SK3 and SUJ2, the dimple fracture area increased as the impact value increased, and dimples were observed over the fracture surface in the samples showing high impact values. In the bottom of the dimples, globular θ particles were observed. Thus, the homogeneous dispersion of fine θ particles plays an important role in obtaining ductile fractures with fine dimple formation.
Generally, in conventional θ-particle dispersed martensite steels, coarse and angular θ particles exist on the grain boundaries, causing grain boundary fracture.14,15,16,17,18,19,20,21) For example, in case that stress concentration occurred at the triple junction of the grain boundary, a large θ particle that existed on the grain boundary might fracture itself or weaken the grain boundary strength via the interfacial delamination between the θ particle and γ-matrix phase. Consequently, a cleavage-like intergranular fracture occurred through the grain boundary instead of an intragranular fracture. In the present study, especially in SUJ2 samples, taking advantage of the rapid Cr diffusion on the grain boundaries, θ particles on the grain boundaries were preferentially dissolved and annihilated. Thus, the grain boundary fracture was strongly suppressed. On the other hand, in the SK3 samples without Cr, it can be considered that the preferential dissolution of θ particles on the grain boundaries is not significant compared to the SUJ2. Thus, the small amount of the remained θ particles might be an initiation site for fracture, leading to the partial grain boundary fracture, as discussed in the section 4.3.
In the intragranular fracture mode, the size of the dimples is considered to vary depending on the size of the θ particles.22,23) In fact, in the present study, the SUJ2 samples treated with Conditions 2 and 4 that had fine θ particles, showed smaller dimple size than the samples treated with Condition 5 that had coarse θ particles. Generally, it has been known that θ particles should be finely and homogeneously dispersed to form fine dimples and to obtain high impact value.22,23) However, not all SUJ2 samples in the present study followed this general rule; the sample under Condition 5 with coarser θ particles showed a higher impact value. Thus, other factors were considered to affect the impact value. As a candidate for these factors, the effect of the prior γ grain size on the impact value is investigated and discussed in the following section.
4.2. Effect of Prior γ Grain Size on Impact Value
Figure 13 shows the relationship between the impact value and prior γ grain size. For comparison, the results for SCR-carburized steel reported by Nishikawa et al.24) are also plotted on the same graph. The impact values of the SCR steel samples were obtained using impact test specimens with the same dimensions and notch shapes as those in the present study. Also, the SCR steel does not have θ particles and the surface hardness was controlled at around 720 Hv, almost same as the samples in the present study. From the reported results, it is clear that as the prior γ grain size decreases, the impact value increases.
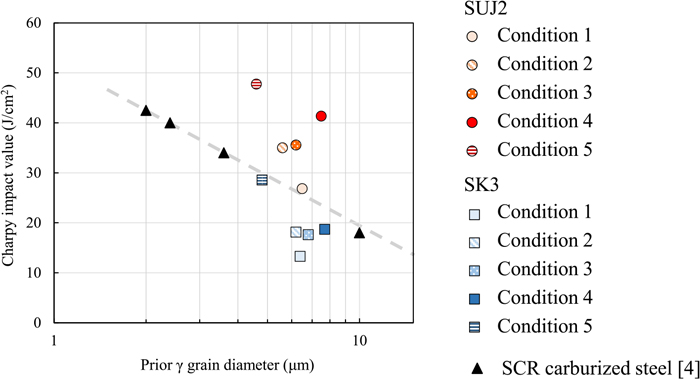
Fig. 13. Relationship between prior γ grain size and Charpy impact value. (Online version in color.)
However, there was no clear correlation between the prior γ grain size and the impact value of both the SK3 and SUJ2 samples in the present study, although there was a slight tendency for the impact value to increase as the prior γ grain size decreased. The reason for the less clear effect of the γ grain size on the impact value is considered to be the contribution of the θ particles. Comparing the impact values of the reported SCR steels with those of the present SK3 and SUJ2 steels having the same level of prior γ grain size, the SK3 sample showed lower impact values, while SUJ2 sample showed higher values. As mentioned above, the SCR steel does not have θ particles while the SK3 and SUJ2 have. Namely, the θ particles effectively worked to improve the impact value in the SUJ2 samples, while they worked negatively in the SK3 samples. The θ particles have an extremely high hardness of over 1000 Hv; therefore, they are generally brittle.24) Thus, if the morphology and distribution of the θ particles are not well controlled, they can cause brittle fractures and deteriorate the impact property. Specifically, the θ particles on the grain boundaries can be considered to significantly affect the impact value because they can be one of the reasons for grain boundary fracture when stress concentration occurs, as discussed in Section 4.1. Because a high impact value was obtained in the present SUJ2 samples, it has been suggested that the θ particles on the grain boundaries were well-controlled to be small amount, and to be small in size and have sufficiently high circularity to obtain a high impact value with the present heat treatment. As shown in the above results sections, the θ particles in the SUJ2 samples were spheroidized and the particles inside the grains formed the dimples, leading to the ductile fracture. Therefore, the SUJ2 steels exhibited higher impact values than the carburized steel without θ particles. On the other hand, the reason why θ particles induced the negative influence on the fracture toughness in SK3 samples is discussed in the following section.
4.3. Effect of the θ Particles on Impact Values
Figure 14 shows the relationship between the impact value and characteristics of the θ particles on the grain boundaries: (a) area fraction, (b) average diameter, and (c) circularity. The area fraction shown in this figure is the ratio of the θ particles area on the grain boundaries to the total area. As shown in Fig. 14(a), the SUJ2 samples showed a slight tendency that impact value increases as the area fraction of the θ particles on the grain boundaries decreases. This is because the hard θ particles can cause fracture or weaken the grain boundary strength via interfacial delamination between the θ particles and γ-matrix phase.

Fig. 14. Relationship between Charpy impact value and (a) area fraction, (b) average diameter and (c) circularity of the θ particles on the grain boundaries. (Online version in color.)
In the SK3 samples, similar correlations between impact value and area fraction of the θ particles was detected in Fig. 14(a). However, the results indicate that higher impact value was obtained only in the sample with Condition 5. Thus, it cannot be ruled out the possibility that impact value is determined by the factors other than the area fraction of the θ particles in the SK3 samples.
As shown in Fig. 14(b), in the SUJ2 samples with Conditions 2–4, the θ particles on the grain boundaries were very fine. In contrast, the θ particles were relatively coarse in the SUJ2 sample under Condition 5. However, the area fraction of the θ particles on the grain boundaries was low, and the circularity was high in this sample under Condition 5. As shown in Fig. 14(c), there is a clear correlation between the circularity and impact value. Higher impact values were obtained as the circularity of the θ particles on the grain boundaries increased. Importantly, in the present study, the impact value remains low unless the circularity is above a certain value, that is, approximately 0.85. Since the angular θ particles on the grain boundaries can be a stress concentration point, a certain level of circularity of the θ particle especially on the grain boundaries is required to obtain a high impact value. In the SUJ2 sample under Condition 5, there was a large variation in the impact value, as shown in Fig. 9. We believe that the reason of such large variation in impact value is due to the incomplete quenching phase near the grain boundaries, and the θ particles having high circularity with a small area fraction on the grain boundaries have no negative effect on impact value even if the particles are coarse.
In the SK3 samples, on the other hand, the circularity of the θ particles was less than 0.85, except under Condition 5. This must be the reason why the θ particles induced negative influence to the fracture toughness in the SK3 samples. In addition, owing to the higher C content, the matrix in the SK3 samples showed the higher hardness. This may induce the formation of larger cleavage surface area than that of the fracture surface of SUJ2, resulting in lower fracture toughness.
5. Conclusions
In this study, SUJ2 and SK3 steels with θ particles of various area fractions and morphological factors, that is, particle size and circularity, were prepared and subjected to a specially designed heat treatment to eliminate coarse θ particles on the grain boundaries. The effect of heat treatment on the characteristics of the θ particles and the resultant impact properties are discussed and concluded as follows:
(1) With the designed heat treatment, spheroidization and annihilation of the θ particles on the grain boundaries were successfully achieved, particularly in the SUJ2 steels. The heat-treated SUJ2 samples showed a ductile fracture surface with fine and homogeneously distributed dimples, whereas the SK3 samples showed a fracture surface with a mixture of cleavage and dimple surfaces, and grain boundary fracture was also partly observed.
(2) There is no clear correlation between the prior γ grain size and the impact value both in the SUJ2 and SK3 samples. By comparing with a previous study obtained with SCR steel without θ particles, it was found that the θ particles effectively improved the impact value in the SUJ2 samples, whereas they worked negatively in the SK3 samples. Because high impact values were obtained for the SUJ2 samples, it is suggested that the present heat treatment is suitable for SUJ2 steel with a high Cr content.
(3) In the SK3 samples, because the C solid solubility limit is high and more θ particles can dissolve in the matrix phase than in SUJ2, a higher hardness was obtained owing to solution hardening.
(4) It was found that the θ particles on the grain boundaries should be fine and the area fraction of the θ particles should be small to obtain a high impact value. More importantly, a high circularity of the θ particles on the grain boundaries is required to achieve a high impact value. Note that if the θ particles have high circularity, even slightly large θ particles on the grain boundaries are unlikely to deteriorate the impact value. Therefore, the high circularity of the θ particles on the grain boundaries significantly improved the impact value.
Acknowledgments
This work was partly supported by the Japan Society for the Promotion of Science (JSPS) KAKENHI (grant number JP21H01652). A part of this study was conducted with financial support from Komatsu Ltd. and Sanyo Special Steel Co., Ltd.
References
- 1) J. Lee, Y. Jeong, D. Shim and E. Lee: Mater. Sci. Eng. A, 809 (2021), 140943. https://doi.org/10.1016/j.msea.2021.140943
- 2) K. Obayashi: Encyclopedia of Materials: Metals and Alloys, 2 (2022), 162. https://doi.org/10.1016/B978-0-12-803581-8.12127-7
- 3) N. Kowathanakul, Q. Yu, C. Zhu, X. Li, A. M. Minor and R. O. Ritchie: Int. J. Fatigue, 156 (2022), 106693.
- 4) T. Nagase, T. Ito, Y. Nishimura, H. Suzuki and K. Takai: ISIJ Int., 58 (2018), 349. https://doi.org/10.2355/isijinternational.ISIJINT-2017-512
- 5) H. Takahashi, N. Tsunekage and T. Fujimatsu: Sanyo Technical Report, 28 (2021), 36 (in Japanese).
- 6) Y. Zheng, F. Wang, C. Li, Y. Li, J. Cheng and R. Cao: ISIJ Int., 58 (2018), 1126. https://doi.org/10.2355/isijinternational.ISIJINT-2017-531
- 7) K. Yamamoto, T. Takayama, Y. Minamino, Y. Koizumi, T. Tokunaga and K. Hagihara: Mater. Charact., 205 (2023), 113241.
- 8) Y. Minamino, K. Hagihara, T. Sugimoto and K. Yamamoto: Netsushori, 62 (2022), 79.
- 9) M. Hillert, K. Nilsson and L.-E. Toerndahl: J. Iron Steel Inst., 209 (1971), 49.
- 10) I. M. Lifshitz and V. V. Slyozov: J. Phys. Chem. Solids, 19 (1961), 35. https://doi.org/10.1016/0022-3697(61)90054-3
- 11) T. Sakai, Y. Sato and N. Oguma: Fatigue Fract. Eng. Mater. Struct., 25 (2002), 765. https://doi.org/10.1046/j.1460-2695.2002.00574.x
- 12) C. Sun, Z. Lei, J. Xie and Y. Hong: Int. J. Fatigue, 48 (2013), 19. https://doi.org/10.1016/j.ijfatigue.2012.12.004
- 13) Z. Cao, Z. Shi, B. Liang, X. Zhang, W. Cao and Y. Weng: Int. J. Fatigue, 140 (2020), 105854. https://doi.org/10.1016/j.ijfatigue.2020.105854
- 14) L. Monrsdorf, A. Kashiwar, C. Kubel and C. C. Tasan: Mater. Sci. Eng. A, 862 (2023), 144369. https://doi.org/10.1016/j.msea.2022.144369
- 15) S. Lee, D. Y. Lee and R. J. Asaro: Metall. Trans. A, 20 (1989), 1089. https://doi.org/10.1007/BF02650144
- 16) F.-C. An, J.-J. Wang, S.-X. Zhao and C.-M. Liu: Mater. Sci. Eng. A, 802 (2021), 140686. https://doi.org/10.1016/j.msea.2020.140686
- 17) H.-F. Li, Q.-Q. Duan, P. Zhang and Z.-F. Zhang: Adv. Eng. Mater., 21 (2019), 1801116. https://doi.org/10.1002/adem.201801116
- 18) K. B. Lee, S. H. Yoon, S. I. Hong and H. Kwon: Scr. Metall. Mater., 32 (1995), 1197. https://doi.org/10.1016/0956-716X(95)00125-F
- 19) M.-Y. Tu, C.-A. Hsu, W.-H. Wang and Y.-Fu. Hsu: Mater. Chem. Phys., 107 (2008), 418. https://doi.org/10.1016/j.matchemphys.2007.08.017
- 20) Y. L. Wang, Y. F. Shen, N. Jia, J. J. Wang and S.-X. Zhao: Mater. Sci. Eng. A, 848 (2022), 143400. https://doi.org/10.1016/j.msea.2022.143400
- 21) Y. Zheng, F. Wang, C. Li, Y. Li and J. Cheng: Mater. Sci. Eng. A, 712 (2018), 453. https://doi.org/10.1016/j.msea.2017.11.115
- 22) C. R. Brook and A. Choudhury: Metallurgical Failure Analysis, McGraw-Hill, (1993), 1-409. ISBN007008078X.
- 23) E. Yu, H. Jung, K.-S. Kim, E.-J. Kim and J. Kim: Appl. Microscopy, 43 (2013), 81. https://doi.org/10.9729/AM.2013.43.2.81
- 24) M. Nishikawa and K. Hiraoka: Sanyo Technical Report, 14 (2007), 42.