抄録
Global concerns over the environmental impact and health effects of the lead-based solders have led to the development of lead-free solder alloys. Further improvements in the reliability of lead-free solder alloys at high temperatures are required for downsizing of electronic components in vehicles. In this work, tensile and creep tests and microstructure analysis were carried out to determine the effect of Bi or Sb addition on high-temperature deformation behavior in Sn-Cu-Ni solder alloys. The addition of Bi or Sb increased the strength of the Sn-Cu-Ni solder alloys. The stress exponent was estimated to be ≥3, indicating that the high-temperature deformation was controlled by dislocation creep. Furthermore, in both the alloys, the stress exponent observed in the low stress region was nearly equal to 3 and discontinuously increased to ≥7 in the high stress region. For Sb addition, the solute atmosphere drag mechanism was observed in the low stress region.
1. 緒言
近年,環境負荷物質である鉛の使用について,環境汚染や健康被害への懸念が高まっており,鉛はんだ合金の代替材として,スズを母相とした鉛フリーはんだ合金の採用が拡大している1,2).
また,パワー半導体製品に代表される電気・電子部品の接合材として使用されている鉛フリーはんだ合金については,パワー半導体製品の更なる小型化および低コスト化に伴い,鉛フリーはんだ合金に負荷される繰り返し熱応力の増大が想定されており,鉛フリーはんだ合金そのものの高温環境下における力学特性の向上が求められている3,4,5,6).
金属材料の力学特性向上については,一般的な手法として,分散・析出強化,固溶強化および結晶粒微細化などの手法が用いられている7).これらの強化法では,いずれも材料中に転位運動に対する障害物を導入し,転位の動きを妨げることで材料の高強度化を達成している.
著者らは,先行研究において,現在,広く用いられているスズを母相とした鉛フリーはんだ合金であるSn-Cu-Ni系はんだ合金に着目し,CuとNi添加が母相であるスズの高温変形挙動におよぼす影響について考察を行った8).その結果,CuとNi添加によりCu6Sn5やNi3Sn4などの晶出物が母相スズ内に分散し,その分散強化により,母相スズの力学特性が向上していることを明らかにした.さらに,晶出物の生成・成長挙動がSn-Cu-Ni系はんだ合金の高温変形挙動に影響をおよぼしている可能性を示した.
一方で,固溶強化ついては,これまでにSn-Ag-Cu系はんだ合金に固溶元素であるBiやSbを添加したはんだ合金の力学特性に関する研究9,10,11,12)やSnにBiやSbを添加したはんだ合金13,14,15)の力学特性に関する研究が行われてきており,はんだ合金の力学特性向上にBiやSbなどの固溶元素を添加する固溶強化の適用が始まっている.しかし,Sn-Cu-Ni系はんだ合金にBiやSbを添加したはんだ合金に対して,その力学特性や固溶元素添加の影響に関する検討は十分に行われているとはいえない.
Sn-Cu-Ni系はんだ合金において力学特性の更なる向上を図るためには,分散・析出強化や固溶強化,それぞれ単独の強化機構に注目するのではなく,二つ以上の強化機構を複合させて活用することが有効な手段であるといえる.析出強化と固溶強化の二つの強化機構が共存した場合の変形挙動について,アルミニウム合金などの構造材料における研究事例16)は報告されている一方で,Sn-Cu-Ni系はんだ合金をはじめとする鉛フリーはんだ合金に関しては十分とはいえない.
そこで本研究では,Sn-Cu-Ni系はんだ合金に固溶元素であるBiまたはSbを添加した合金について力学試験を行い,BiまたはSb添加がSn-Cu-Ni系合金の高温変形挙動におよぼす影響について考察を行った.
2. 実験方法
2.1 試料
本研究では,Sn-0.7 mass%Cu-0.06 mass%Ni,Sn-0.7 mass%Cu-0.06 mass%Ni-xBi(x=0.5,1.0,2.0(mass%))およびSn-0.7 mass%Cu-0.06 mass%Ni-ySb(y=1.0,3.0,5.0(mass%))の7種類を用いることで,Sn-Cu-Ni系はんだ合金の高温変形挙動に対するBiまたはSb添加の影響を検討できるようにした.試験片の作製方法および熱処理条件については前報に示す方法に準拠している8).具体的には,目的とする合金組成のインゴットを鋳造し,圧延加工後,打抜きにより試験片形状に加工した.その後,圧延加工や打抜きによる加工ひずみの除去と組織の均一化をねらい,窒素雰囲気下もしくはオイルバスにおいて,Sn-0.7 mass%Cu-0.06 mass%Niに対しては 464 K(191°C),1時間,それ以外の合金組成に対しては 438 K(165°C),1時間の熱処理を実施した.ここで,熱処理条件の温度が異なる理由については前報と同様である.また,Sn-0.7 mass%Cu-0.06 mass%Niに 438 K(165°C),1時間の熱処理を施した場合でもその機械的特性に大差ないことを確認している.
2.2 微細組織解析
2.2.1 示差走査熱量測定
示差走査熱量測定(DSC:Differential Scanning Calorimetry)により各試料の溶融温度範囲を測定した.測定方法は,JIS Z 3198-1 鉛フリーはんだ試験方法-第1部:溶融温度範囲測定17)に準拠した.
2.2.2 X線回折測定
X線回折(XRD:X-ray diffraction)により各試料の格子定数を測定した.測定条件を以下に示す.管球はCo,負荷電圧は 38 kV,負荷電流は 80 mAとした.検出器を固定し,24°で300秒間,50°で450秒間,76°で600秒間露光した.ステップは0.01°で,大気雰囲気下,室温(25°C)にて測定を行った.
2.2.3 走査電子顕微鏡観察
走査電子顕微鏡(SEM:Scanning Electron Microscopy,加速電圧 5 kV)および後方散乱電子回折(EBSD:Electron Back-Scattering Diffraction Pattern,加速電圧 20 kV)を用いて,熱処理後の各試料の微細組織観察を実施した.
観察試料には,前報と同様の調整を施した8).具体的には,樹脂埋め後,観察面を切り出し,ダイヤモンド研磨剤による湿式機械研磨およびコロイダルシリカ懸濁液を用いた機械化学研磨を行った.
2.3 力学試験
2.3.1 引張試験条件
引張試験には,前報と同じ装置を使用した(島津製作所製 5 kNオートグラフ,および 1 kNのロードセル)8).Fig. 1 に,試験片形状を示す.試験温度は,233 K(-40°C)および 298 K(25°C)の2水準とした.233 K(-40°C)の温度条件については,前報と同様に,試験片を取り付け後,恒温槽の温度が安定するまで5分間放置し,その後,引張試験を開始した.すべての引張試験はストローク制御で実施した.ストローク速度は 0.24 mm/minとした.ひずみ速度に換算すると1.0×10-4/sである.
2.3.2 クリープ試験条件
試験装置の模式図をFig. 2 に示す.Fig. 2 に示すように,試験片を冶具で固定し,おもりを用いて所定の荷重を負荷させることにより,クリープ試験を行った.また,試験片平行部の端にマーカーを平行に貼り,その長さの変化を記録することで試料のひずみを算出した.マーカーの長さを測定する変位計として,光学式高精度寸法測定器を用いた.変位と測定時間のデータは,寸法測定器からコントローラーを介して接続したパソコンに記録された.Fig. 3 に,試験片形状を示す.試験温度は 298 K(25°C),負荷応力は 3.9~24 MPaの範囲とした.
3. 結果と考察
3.1 微細組織解析結果
3.1.1 示差走査熱量測定結果
Table 1 に,Sn-0.7 mass%Cu-0.06 mass%Ni,Sn-0.7 mass% Cu-0.06 mass%Ni-xBi(x=0.5,1.0,2.0(mass%))およびSn-0.7 mass%Cu-0.06 mass%Ni-ySb(y=1.0,3.0,5.0(mass%))の溶融温度範囲の測定結果を示す.Table 1 から,Sn-Cu-Ni系はんだ合金へのBi添加により,固相線温度が下降し,液相線温度が上昇するため,溶融温度範囲は拡大する傾向が見られる.一方で,Sb添加の場合はBi添加とは反対の傾向を示し,Sb添加により,固相線温度が上昇し,液相線温度が下降している.ただし,どちらの場合も,5 K程度の温度上昇もしくは下降である.
Table 1 Melting temperature ranges of each solder alloy.
| Solder alloy | Melting temperature ranges |
|---|
| Solidus temperature TS / K | Liquidus temperature TL / K |
|---|
| Sn-0.7Cu-0.06Ni | 500 | 533 |
| Bi addition | Sn-0.7Cu-0.06Ni-0.5Bi | 498 | 535 |
| Sn-0.7Cu-0.06Ni-1.0Bi | 496 | 535 |
| Sn-0.7Cu-0.06Ni-2.0Bi | 492 | 539 |
| Sb addition | Sn-0.7Cu-0.06Ni-1.0Sb | 501 | 531 |
| Sn-0.7Cu-0.06Ni-3.0Sb | 503 | 528 |
| Sn-0.7Cu-0.06Ni-5.0Sb | 506 | 528 |
各試料の固相線温度は 492 K(219°C)から 506 K(233°C)の範囲である.固相線温度がこの温度範囲であることは,たとえ室温であっても融点(固相線温度)の約60%となり,原子の拡散が十分に起こりうる温度域であるといえる.このことから,本研究で取り扱う合金組成においては,室温であっても十分に高温域の範疇であり,室温でのクリープ試験により合金の高温変形機構を検討することが可能である.
3.1.2 XRDによる格子定数測定
Fig. 4 に,Sn-0.7 mass%Cu-0.06 mass%Ni,Sn-0.7 mass% Cu-0.06 mass%Ni-xBi(x=0.5,1.0,2.0(mass%))およびSn-0.7 mass%Cu-0.06 mass%Ni-ySb(y=1.0,3.0,5.0(mass%))のXRD測定から得られた格子定数の固溶元素濃度依存性を示す.Fig. 4(a)から,Sn-Cu-Ni系はんだ合金のa軸は固溶元素により拡張されていることが分かる.特にBi添加の場合,Sbに比べて少ない添加量でもa軸拡張の効果が大きく,BiはSbに比べて固溶強化能が高いことが示唆される.一方で,Fig. 4(b)から,c軸は固溶元素添加による影響を受けにくいことがわかる.次に,添加元素による固溶強化能を検討するため,サイズミスフィットパラメータεbを算出した.J. D. Eshelbyによれば,サイズミスフィットパラメータとは次式のように定義される18).
|
ε
b
=(1/
L
a0
,
c0
)(d
L
a
,
c
/dx)
| (1) |
ここで,
La0,
c0は母相であるSn-Cu-Ni系はんだ合金の格子定数,d
La,c/d
xは格子定数
La,cの固溶元素濃度
x依存性である.サイズミスフィットパラメータの値が大きいほど,固溶元素による母相の格子ひずみは大きく,固溶強化能が大きいといえる.また,結晶格子全体のひずみを検討するために,格子定数変化による単位格子の体積変化率も算出した.
Table 2 に,各試料のサイズミスフィットパラメータおよび単位格子の体積変化率を示す.母相スズはc/a=0.55の体心正方晶構造であり,c軸とa軸の格子定数は異なる.a軸,c軸ともにBi添加合金のサイズミスフィットパラメータの値がSb添加合金に比べて大きいことが分かる.体積変化率もBi添加合金がSb添加合金に比べて大きいため,より格子を歪ませていると考えられる.したがって,Sbに比べてBiの固溶強化能が大きいと推察される.
Table 2 Size misfit parameters and volume change rate.
| Solder alloy | Size misfit parameter εb | Volume change rate/% |
|---|
| a-axis | c-axis |
|---|
| Bi addition | Sn-0.7Cu-0.06Ni-0.5Bi | 0.061 | -0.111 | 0.00 |
| Sn-0.7Cu-0.06Ni-1.0Bi | 0.061 | 0.055 | 0.10 |
| Sn-0.7Cu-0.06Ni-2.0Bi | 0.090 | 0.000 | 0.21 |
| Sb addition | Sn-0.7Cu-0.06Ni-1.0Sb | 0.000 | 0.000 | 0.00 |
| Sn-0.7Cu-0.06Ni-3.0Sb | 0.024 | -0.032 | 0.04 |
| Sn-0.7Cu-0.06Ni-5.0Sb | 0.011 | -0.006 | 0.07 |
Fig. 5 に,Sn-0.7 mass%Cu-0.06 mass%Ni,Sn-0.7 mass% Cu-0.06 mass%Ni-2.0 mass%BiおよびSn-0.7 mass%Cu-0.06 mass%Ni-5.0 mass%Sbにおける同倍率でのSEM反射電子像を示す.観察画像は,Fig. 1 に示す試験片中央部付近を長手方向に沿った切断面の微細組織を示している.写真の水平方向が試験片長手方向であり,上下端の黒帯部は観察サンプルの埋込み樹脂部である.Fig. 5(a)と(b)の比較から,Sn-0.7 mass%Cu-0.06 mass%NiにBiを添加するとスズの結晶粒がやや微細化していることがわかる.また,(a)では数μm程度の黒色の晶出物が結晶粒内部に均一に分散しているが,(b)では黒色の晶出物が数十μm程度に粗大化している.この黒色晶出物は,前報8)にも示したとおり,Sn-Cu二元状態図19)からCu6Sn5と推察される.同様に,Sn-0.7 mass%Cu-0.06 mass%NiにSbを添加したFig. 5(c)の場合も,スズの結晶粒は微細化し,かつCu6Sn5と思われる晶出物の粗大化が確認される.
A. A. El-Dalyら13,14)は,Sn-5.0 mass%Sb合金においてSnSb相の析出が生じたと報告しているが,Fig. 5 に示すSEM観察結果では,その生成は確認できない.そこで次に,EBSDを用いた生成物の同定を実施した.Fig. 6 に,結晶方位解析から同定した生成物の分布を示す.Fig. 6(a),(b),(c)より,すべての合金組成において,Fig. 5 で観察された黒色晶出物がCu6Sn5であることがわかる.また,Fig. 6(d)より,5.0 mass%Sb添加合金ではSnSbが析出している様子も確認される.これは,先に述べたA. A. El-Dalyら13,14)の先行研究の結果とよく一致する.Table 3 に,EBSD観察結果から得られた母相スズの結晶粒径と,各生成物の面積率について示す.これより,BiまたはSbの添加によって,母相スズの結晶粒が微細化し,Cu6Sn5の面積率が増加していることが定量的に確かめられた.
Table 3 Microstructure parameters of each solder alloy.
| Solder alloy | Matrix | Precipitates |
|---|
| β-Sn | Area fraction, f |
|---|
| Diameter, d/μm | Cu6Sn5 | SnSb |
|---|
| Sn-0.7Cu-0.06Ni | 39.0 | 0.009 | None |
| Sn-0.7Cu-0.06Ni-2.0Bi | 16.1 | 0.024 | None |
| Sn-0.7Cu-0.06Ni-5.0Sb | 16.0 | 0.026 | 0.023 |
引張試験結果から得られたSn-0.7 mass%Cu-0.06 mass%Ni,Sn-0.7 mass%Cu-0.06 mass%Ni-xBi(x=0.5,1.0,2.0(mass%))およびSn-0.7 mass%Cu-0.06 mass%Ni-ySb(y=1.0,5.0(mass%))の真応力-真ひずみ曲線を,Fig. 7 に示す.この図から,合金組成によらず,試験温度 233 Kでは降伏後に明瞭な加工硬化挙動が発現する一方で,試験温度 298 Kの場合には変形の定常状態が確認できる.定常状態では,変形応力とひずみ速度が一定になることから,定常クリープ変形が生じているとみなせる.以上の結果は,先述のDSC測定結果と矛盾はなく,各試料において 298 K(25°C)は高温域の範疇であることが改めて確認できる.また,Bi添加合金,Sb添加合金ともに,添加量が増加するほどに強度が向上していることがわかる.
3.2.2 クリープ試験結果
試験温度 298 K(25°C),負荷応力 14 MPaのクリープ試験から得られたSn-0.7 mass%Cu-0.06 mass%Ni,Sn-0.7 mass% Cu-0.06 mass%Ni-x2.0 mass%BiおよびSn-0.7 mass%Cu-0.06 mass%Ni-5.0 mass%Sbのクリープ曲線(試験時間とひずみの関係)を,Fig. 8 に示す.クリープ試験は各試料において破断するまで実施した.Fig. 8(b)と(c)から,Bi添加合金とSb添加合金において,1次クリープ領域がほとんどなく,変形のごく初期に直ちに2次クリープ領域へ遷移するような挙動が確認できる.このようなクリープ曲線は逆遷移型クリープ曲線と呼ばれ,固溶強化型金属で発現することが報告されている20).したがって,本研究で実施したクリープ条件では,Bi添加合金とSb添加合金で固溶強化が有効に作用していると推察される.
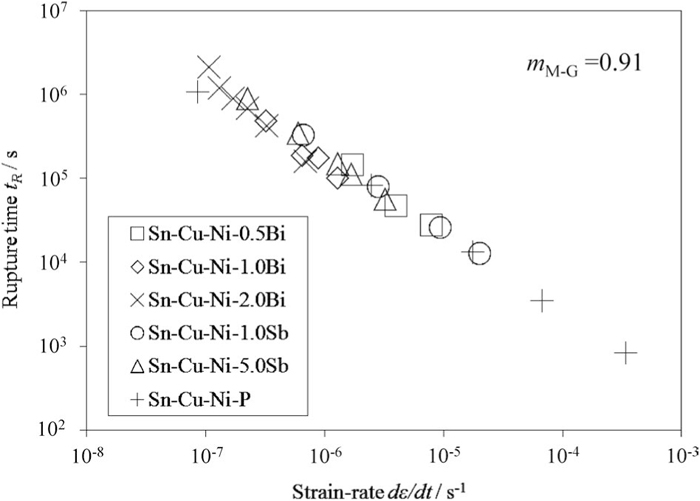
Fig. 9 に,298 K(25°C)のクリープ試験で得られた破断時間と応力の関係を示す.Fig. 9 から,BiとSbは添加するほどに強度を増加させ,Sn-Cu-Ni系はんだ合金<1.0Sb添加<0.5Bi添加<5.0Sb添加<1.0Bi添加<2.0Bi添加の順に破断時間が長くなっており,BiおよびSb添加はSn-Cu-Ni系はんだ合金のクリープ特性向上に有効であることがわかる.次にFig. 10 に,最小ひずみ速度と破断時間の関係を示す.この図から,合金組成やクリープ試験条件によらず,最小ひずみ速度と破断時間の関係は良好な直線性を示し,Monkman-Grantの関係21)が成立していることがわかる.このことは,本研究で取り扱う合金の破断時間は変形中の最小ひずみ速度の値により決定されることを意味している.最小ひずみ速度は変形機構に強く依存する値であり,次項では,応力-最小ひずみ速度線図から,応力指数による変形機構の考察を行う.
3.3 応力指数による高温変形機構の推定
Fig. 7 に示したとおり,298 K(25°C)における引張試験では変形の定常状態が確認されている.この場合,定常応力とひずみ速度の関係は,クリープ試験における負荷応力と最小ひずみ速度の関係と同様に取り扱うことができる22).Fig. 11 に,(a)Bi添加合金と(b)Sb添加合金の 298 K(25°C)における引張試験およびクリープ試験結果から得られた最小ひずみ速度と応力の関係を示す.Sn-Cu-Ni合金との比較から明らかなように,BiとSbを添加した合金では,高応力側と低応力側でひずみ速度と応力の両対数プロットに異なる直線性が現れる.直線の傾きは応力指数nの値に相当し,どちらの合金もほぼすべての応力域でn≧3であることから,主な変形機構は転位クリープであることが示唆される.したがって,どちらの合金においても変形の担い手は転位である.また,一般に転位クリープでは,ひずみ速度に対する結晶粒径の依存性がないため,BiとSb添加による結晶粒径の減少はクリープ速度やひずみ速度の変化にほとんど関与しないものと推察される.
n値は,n=3であれば固溶強化,n≧7であれば分散・析出強化が変形に寄与しているといわれている23).Fig. 11 より,Bi添加合金,Sb添加合金ともに低応力側ではn値が3に近く,高応力側では7以上であることから,低応力域では主に固溶強化が,高応力域ではそれぞれの合金中に含まれるCu6Sn5や 5.0 mass%Sb中のSnSbなどの生成物による分散・析出強化が変形に対して有効に作用しているものと推察される.
次に,BiまたはSb添加合金の低応力側において,転位による溶質雰囲気引きずり機構の発現を検討する.ひずみ速度が,溶質雰囲気引きずり機構で律速される転位運動速度によって決定される場合,ひずみ速度dε/dtと応力σの間には次式の関係が成り立つ7).
|
dε/dt∝D
σ
n
/(
ε
b
2
c)
| (2) |
ここで,
Dは拡散係数,
εbはサイズミスフィットパラメータ,
cは固溶元素濃度である.
Fig. 12 に,負荷応力 14 MPaでのクリープ試験における最小ひずみ速度と固溶元素濃度の関係を両対数プロットで示す.また
Fig. 12 中には,最小ひずみ速度が1/c,1/c
3に比例する場合の傾きをそれぞれ点線の三角形で示している.Sb添加合金では,直線の傾きが1/cによく一致する.したがって,
式(2)の関係に則っており,Sb添加合金では固溶したSb溶質原子雰囲気に対する転位の引きずり機構が発現していると考えて矛盾はない.一方Bi添加合金では,直線の傾きは1/cと一致しない.この原因について現時点では明らかでないが,例えばSn-Cu-Ni系はんだ合金で晶出するCu
6Sn
5にはBiがいくらか含まれることが報告されている
24).したがって,低濃度のBi添加合金では,クリープ変形中に固溶Biの一部がCu
6Sn
5中に拡散し,固溶強化が十分に有効に作用しなかった可能性も示唆される.
4. 結論
本研究では,Sn-0.7 mass%Cu-0.06 mass%Ni,Sn-0.7 mass%Cu-0.06 mass%Ni-xBi(x=0.5,1.0,2.0(mass%))およびSn-0.7 mass%Cu-0.06 mass%Ni-ySb(y=1.0,3.0,5.0(mass%))に対し,微細組織解析と力学試験を実施して,BiまたはSb添加がSn-Cu-Ni系はんだ合金の高温変形挙動に与える影響について検討した.その結果,得られた知見を以下にまとめる.
(1) Sn-Cu-Ni系はんだ合金に対して,BiまたはSbを添加することにより,5 K程度,溶融温度範囲が変化する.
(2) Sn-Cu-Ni系はんだ合金にBiまたはSbを添加することで,母相であるSn-Cu-Ni系はんだ合金のa軸が大きくなる.特にBi添加ではその効果が大きい.一方で,BiとSb添加によるc軸の変化はほとんどない.
(3) Sn-Cu-Ni系はんだ合金に,BiおよびSbを添加すると,スズの結晶粒は微細化し,晶出物のCu6Sn5が粗大化し面積率が増加する.また,5.0 mass%Sb添加合金では,加えてSnSbの析出が生じる.
(4) 本実験条件においては,BiまたはSbの添加量が増加するほど合金の強度が向上する.
(5) 本研究で行った力学試験条件では,Bi,Sb添加合金における高温変形機構は主として転位クリープであり,低応力域と高応力域で,応力指数の変化が生じる.この変化から,低応力域では固溶強化が,高応力域では分散・析出強化がそれぞれ有効に作用しているものと考えられる.
(6) Sb添加合金の低応力域におけるひずみ速度は,転位による溶質雰囲気の引きずり機構により説明できる.
引用文献
- 1) M. Koyama, K. Makita and T. Igarash: Fuji-jihou 76(2003) 634-637.
- 2) K. Suganuma: Namarifurihandagijutsu-jissen hand book, (REALIZE, Tokyo, 2000) pp. 1-253.
- 3) K. Suganuma: SiC/GaN-pawahandoutaino-jissouto-sinraiseihyoukagijutsu, (NIKKAN KOGYO SHIMBUN, Tokyo, 2014) pp. 1-256.
- 4) Y. Takahashi, E. Mochizuki and Y. Ikeda: 17th Symposium on “Microjoining and Assembly Technology in Electronics”, (2011) pp. 187-192.
- 5) A. Morozumi, K. Yamada and T. Miyasaka: Fuji-jiho 74(2001) 145-148.
- 6) O. Ikeda: 14th Symposium on “Microjoining and Assembly Technology in Electronics”, (2008) pp. 101-104.
- 7) K. Maruyama and H. Nakashima: Kouonkyoudono-zairyoukagaku, (UCHIDA ROKAKUHO, Tokyo, 2002) pp. 1-329.
- 8) M. Takano, K. Kuroda, K. Hase, S. Tanaka, S. Yamasaki, M. Mitsuhara and H. Nakashima: J. Japan Inst. Met. Mater. 81(2017) 337-344.
- 9) X. P. Zhang, C. B. Yu, S. Shrestha and L. Dorn: J. Mater. Sci: Mater. Electron. 18(2007) 665-670.
- 10) M. He, S. N. Ekpenuma and V. L. Acoff: Journal of ELECTRONIC MATERIALS 37(2008) 300-306.
- 11) X. P. Zhang, L. M. Yin and C. B. Yu: J Mater Sci: Mater Electron 19(2008) 393-398.
- 12) A. A. El-Daly, A. E. Hammad, A. Fawzy and D. A. Nasrallh: Materials and Design 43(2013) 40-49.
- 13) A. A. El-Daly, Y. Swilem and A. E. Hammad: J. Alloy. Compd. 471(2009) 98-104.
- 14) A. A. El-Daly, A. Z. Mohamad, A. Fawzy and A. M. El-Tacher: Mater. Sci. Eng. A 528(2011) 1055-1062.
- 15) I. Shohji, C. Gagg and W. J. Plumbridge: Journal of ELECTRONIC MATERIALS 33(2004) 923-927.
- 16) H. Nakashima, K. Iwasaki, S. Goto and H. Yoshinaga: J. Japan Inst. Metals 52(1988) 180-188.
- 17) Japanese Industrial Standards Committee: JIS Z 3198-1 Test methods for lead-free solder- Part 1: Methods for measuring of melting temperature ranges, (Japanese standards association, Tokyo, 2014) pp. 1-11.
- 18) J. D. Eshelby: J. Appl. Phys. 25(1954) 255-261.
- 19) H. Okamoto: Phase Diagrams for Binary Alloys, (ASM International, USA, 2010) pp. 1-900.
- 20) H. Kimura: Zairyou kyoudo no kangaekata, (AGNE Gijutsu Center Inc., Tokyo, 2013) pp. 1-445.
- 21) F. C. Monkman and N. J. Grant: Proc. ASTM, 56(1956) 593-620.
- 22) H. Nakashima, M. Watase and H. Yoshinaga: J. Japan Inst. Metals. 49(1985) 598-606.
- 23) Y. Kariya and M. Mukai: Journal of The Japan Institute of Electronics Packaging 8(2005) 150-151.
- 24) J.-W. Yoon, C.-B. Lee and S.-B. Jung: Mater. Trans. 43(2002) 1821-1826.