Abstract
Al/Si composites with 27 mass % Si were prepared by powder metallurgy, and then were multi-pass hot-rolled and, the deformation reduction was 8%–15% for each pass. An intermediate annealing treatment with the holding time of 30 min was prepared for the next rolling process until the rolling reduction was 70%. At last specimens were annealed at 400°C for 6 h followed by air cooling. Microstructures and properties of the composites were investigated. The results show that the prepared composites consist of Al and Si phases, and Si particles distribute uniformly in Al matrix. During the rolling process, the deformation behavior of the composites is sustained by Al matrix, while Si particles are not deformed. The coefficient of thermal expansion (CTE), the thermal conductivity (TC) and the mechanical strength of the composites are also improved by the rolling process. The TC are improved and the mechanical strength are reduced due to the decrease of residual stress after annealing treatment. The annealed composite with the rolling reduction of 70% shows comprehensive properties with the CTE of 17.61 × 10−6/K (25–200°C), the TC of 169 W/(m·K), the tensile strength of 137 MPa and the bending strength of 228 MPa.
1. Introduction
During the operation of semiconductor devices, electronic packaging demands effective heat removal and dissipation to avoid the failure of the components.1,2) However, it is estimated that 30% of the current chip performances are limited by the electronic packaging materials, especially considering the reduction of component size and the increase of computing capability.3,4) Hogg5) found that the lifetime of a Si or GaAs semiconductor device was reduced dramatically by one-third with every 10°C temperature ascent. Therefore, it is urgent for heat sinks and heat spreaders to develop materials with high thermal conductivity (TC) and adjusted coefficient of thermal expansion (CTE). The requirement of the advanced electronic packaging can not be satisfied, because the traditional metal packaging materials, such as aluminum (Al), copper, Cu–W(Mo) composites, Kovar and Invar alloys, have more or less performance deficiencies. Al and Cu show extremely high TC but, their CTEs are too high to match with the requirement of ceramic substrates and semiconductors, which limits the long-term reliability of electronic devices.6) Cu–W and Cu–Mo composites possess compatible CTE and excellent TC, but they exhibit high density and poor weldability.7) Kovar and Invar alloys exhibit suitable CTE, while their thermal conduction properties are rather poor.8)
Al/Si composites, with high volume fraction of Si particles, present tailored CTE, high TC, low density and excellence mechanical properties (e.g., high specific modulus and high specific strength). Thus, the composites have attracted considerable interest as potential electronic packaging materials recently.9,10) The influence of sintering temperature on thermal expansion of Al/Sip composites is studied,11) indicating that the relative density and the CTE are improved with the increase of sintering temperature. Zhai et al.12) reveal that the TC, the CTE and strength of the composites decrease with the increase of Si content. In addition, the microstructure, the shape and size of second phases, the thermal history, and the distribution of internal stress have a significant effect on the properties of Al/Si composites.13–15) However, few researches have been performed on the influence of deformation and annealing treatment on microstructure and properties of Al/Si composites with high Si content prepared by powder metallurgy. Furthermore, metal-matrix composites preserve the residual stress caused by complex reasons. The thermal residual stress is getting more and more attention along with the development of electronic packaging materials.16) The production of thermal residual stress requires the favorable interface bonding between the metal-matrix and the strengthening phase, the variation of environment temperature and, the different heat expansion coefficients of metal-matrix and the strengthening phase. The thermal residual stress also influences microstructure, mechanical properties and thermophysical properties of the composites. The residual stress can be eliminated or reduced by the annealing treatment. When the internal stress of the composites is greater than the yield strength, the metal-matrix is deformed to relax the residual stress. While the internal stress is less than the yield strength, the main form of stress relaxation is the creep deformation.
In the present work, Al/Si composites were fabricated by powder metallurgy, then hot rolled and annealed treatment. The microstructure and properties of the composites were comparatively investigated and, effects of the internal stress is also considered in sintered, rolled and annealed specimens. The aim is to study the rolling deformation and the annealing process of Al/Si composites.
2. Experimental
The commercially available Si and Al powders with a purity of 99.9% (mass fraction) as the mass fraction of 27:73 were mixed in a high-speed planetary miller (MTI-SFM1) for 24 hours at rotation speed of 120 rpm. Si powders were mechanical sieved to exclude larger powders than 38 µm (400 mesh), and the average size of Al powder was 15 µm. It can be observed from Fig. 1 that morphologies of Al and Si particles were spherical and polygonal, respectively. The mixture of Si and Al powders was cold-pressed at 250 MPa for 5 min into a compact billet, and then was hot pressed in a graphite die with inner walls coated with BN slurry. The hot pressing pressure, sintering temperature, heating rate and holding time were 50–55 MPa, 590°C, 20°C/min and 20 min under air cooling condition, respectively. The dimensions of hot pressed specimens were 100 mm × 100 mm × 12 mm.

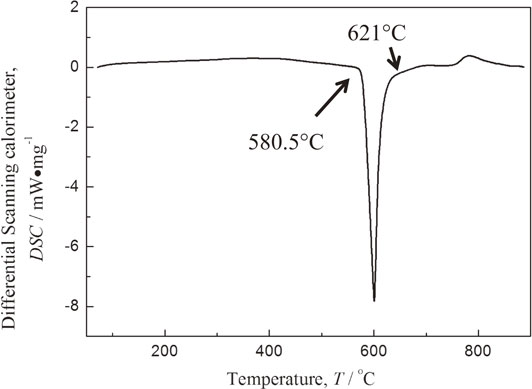
The rolling temperature was determined by the differential scanning calorimetry (DSC) analysis of the Al/Si composites. The solidus temperature of the sintered Al–27 mass %Si composites is 580.5°C, and the liquidus temperature is 621°C, as shown in Fig. 2. It indicates that the surface of Al–27 mass %Si composites may be melt in the temperature range of 580.5–621°C. Therefore, the rolling temperature was set at 500°C. The sintered specimens were multi-pass hot-rolled and, the deformation reduction was 8%–15% for each pass. An intermediate annealing treatment with the holding time of 30 min was prepared for the next rolling process. K.G. Prashanth17) analyzed the mechanical properties and microstructure of Al–Si alloy at the heat treatment temperature of 200–450°C. After 400°C annealing, the material presents a better mechanical property. Thus, the final rolled specimens were annealed at 400°C for 6 h followed by air cooling.
The surface state and structures of the Al/Si composite were examined using scanning electron microscopy (SEM, POLYVAR-MET) and transmission electron microscopy (TEM, Tecnai G2 20AEM). The fracture surface of specimens was analyzed by scanning electron microscope (FE-SEM, FEI QUANTA-200). X-ray diffraction (XRD) patterns were obtained by a D/MAX-2500X diffractometer using Cu Kα radiation at a scan step of 2 (°)/min from 20° to 80°.
The residual stress was tested with bruker D8, depth profiles were determined by successive electrolytical material removal using the classical sin2 ψ method with Cu Kα radiation, diffracting at the {3 1 1} planes and using 1/2 s2 = 19.54 × 10−5 mm2/N as an elastic constant.
Using the X-ray with different incidence angle, the corresponding diffraction angle of 2θ is measured, and the slope M of 2θ-sin2 ψ is calculated to calculate the residual stress. The X-ray diffraction method is used to measure the internal stress σφ of one direction on the sample surface. The elastic mechanics theory is applied to find the formula for σφ. Due to the limit of penetrating power of X-ray, only the surface stress of specimen can be detected. So, the surface stress distribution can be regarded as two-dimensional stress state, the principal stress in the vertical direction σ3 ≈ 0 (the principal strain of the direction ε3 ≠ 0). Thus, strain εψ can be calculated with the angles ψ which is vertical to the surface of the sample:
| \begin{equation}
\varepsilon_{\psi} = \frac{1 + \nu}{E}\sigma_{\psi}\sin^{2}\psi - \frac{\nu}{E}(\sigma_{1} + \sigma_{2})
\end{equation}
| (1) |
The value of εψ can be represented by relative variations of the diffraction pattern, and is associated with the diffraction peak, which is:
| \begin{equation}
\varepsilon_{\psi} = \frac{\Delta d}{d} = -\cot\theta_{0}(\theta_{\psi} - \theta_{0})
\end{equation}
| (2) |
In eq. (2), θ0 is the Bragg diffraction peak angle of the unstressed sample, and the θψ is the Bragg diffraction peak Angle of the stressed sample.
Put eq. (1) into eq. (2) and take the partial derivative.
| \begin{equation}
\sigma_{\phi} = -\frac{E}{2(1 + \nu)}\cot\theta_{0}\frac{\pi}{180}\frac{\partial(2\theta)}{\partial(\sin^{2}\psi)}
\end{equation}
| (3) |
Set
| \begin{equation*}
K = -\frac{E}{2(1 + \nu)}\cot\theta_{0}\frac{\pi}{180},\quad M = \frac{\partial(2\theta)}{\partial(\sin^{2}\psi)}
\end{equation*}
|
There is
| \begin{equation}
\sigma_{\phi} = K \cdot M
\end{equation}
| (4) |
In eq. (3), K is only related to material nature and selected the diffraction plane HKL. When the samples are the same kind of material, the selected diffraction plane is same, the surface index K can be regarded as constant, called the stress coefficient. M is the linear slope of (2θ)-sin2 ψ. On the same diffraction plane of HKL, a series of ψ values (0°, 15°, 30°, 45°) are selected to measure the mapping of (2θ)-sin2 ψ straight line with the least squares, so the slope M can be calculated.
The CTE of specimens was tested on DIL 457402C thermal analyzer from 25°C to 300°C at a heating rate of 10°C/min. The thermal diffusion ratio was measured by LFA 457Micro Flash, then the TC(λ) was calculated according to the following equation (5):
| \begin{equation}
\lambda = \alpha\cdot\rho\cdot c_{p}
\end{equation}
| (5) |
where α, ρ and C
p are the thermal diffusion ratio, the specimen density and the specific heat capacity, respectively. Three-point bending strength test with 40 mm span was measured by a MTS810 test mechanic at room temperature. Each experimental data was the average of tree tests or more.
3. Results and Discussion
3.1 Microstructure
Figure 3 shows XRD patterns of the sintered, rolled and annealed Al/Si composites. Obviously, all diffraction peaks represent Al or Si phase and, no additional compound or intermetallic can be found, which indicates that there are no chemical reactions between Al and Si during the sintering and annealing process. While the relative intensity of different peaks is altered after rolling deformation, attributed to the evolution of grain orientation.
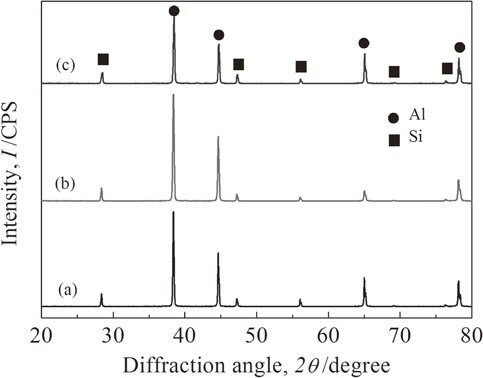
Figure 4 displays typical microstructures of the hot-press sintered, rolled and annealed composites. It can be seen that Si particles distribute homogeneously in Al matrix, and no Al–Si eutectic phase is found. Because the melting points of Al and Si are 660°C and 1440°C, respectively, it is difficult to obtain the densified Al/Si composites by the common sintering methods. Most of the pores distribute near the Al/Si or Si/Si interfaces leading to the decrease of density (Fig. 4(a)). During the rolling process, the pores are seamed gradually (Fig. 4(b)–(e)). Figure 4(g) and (h) show the line scanning of Al/Si interfaces. After rolling, the combination of Si particle and Al matrix is finer than that of the sintered sample, so the densification of the composites is improved with the increase of rolling reduction. Moreover, the shape of the Si particle is not changed. The phenomenon indicates that the deformation behavior of the composites is undertaken by the Al matrix, and Si particles are not deformed but moved only. It is also seen that the shape and size of Si particles is scarcely changed after the annealing (Fig. 4(f)). Therefore, the annealing treatment at 400°C has no effect on the morphology of Si particles.

Figure 5(a) shows the TEM image of the Al/Si interface. Reaction products are not observed in the interface of Al matrix and Si phase, which is consistent with the XRD test results. Furthermore, the interface of Al matrix and Si phase is well combined and high density dislocations occur in the Al matrix, attributed to the deformation of the matrix during the rolling process. That the thermal residual stress is remained in metal-matrix composites due to high density dislocations, as it is reported. The dislocations are able to impede the extend of crack and to strengthen the Al matrix, improving the mechanical properties of the rolled composite. After annealing at 400°C for 6 h, the density of dislocations is reduced and a few of dislocations exist in the composite, as shown in Fig. 5(b). It is confirmed that the mechanism of stress relieving is the creep deformation during annealing process and the internal stress is less than the yield strength. During the process, the residual stress decreases continuously. Dislocation movement is gradually retarded or ceased due to the impediment of dispersed Si particles and the self-intersection of dislocations.

Relative density has a significant effect on thermal properties, including the coefficient of thermal expansion (CTE) and thermal conductivity (TC). Generally, the higher the relative density is, the higher the CTE and the TC are. Besides, good wettability between Si and Al can lead to good interfacial bonding between Si particles and Al matrix, which effectively restrains the CTE of the matrix. Figure 6 displays the CTE as a function with the test temperature (25–300°C) of the Al–27 mass %Si composites under three different conditions. It is seen that all the curves shows a similar tendency. The CTE increases rapidly with the increasing temperature from 25°C to 80°C, then rises slowly after 200°C. The phenomenon is owing to the changing of stress in the matrix. During cooling process, the residual stress generated exists in the matrix. The residual stress, as tensile stress, restrains the thermal expansion of the lattice spacing of the matrix at the beginning of the heating. With the increase of temperature, the stress is released slowly. Thus, the CTE increases with the decrease of restriction. During further heating, the residual stress is completely released, while the compressive stress is gradually generated due to the CTE mismatch between Al matrix and Si particle. Thus, the CTE of the composites is slightly decreased.18)

In order to study effects of rolling and annealing treatment on the CTE of Al/Si composites, the average CTEs between 25°C and 200°C are calculated in Fig. 6. The average CTEs of the sintered, rolled and annealed composites are 16.92 × 10−6/k, 17.43 × 10−6/k and 17.61 × 10−6/k, respectively. Obviously, the CTE is increased in the composites during rolling reduction as shown in Table 1. This is attributed to the pores seamed and the decline of the porosity. The pores are also regarded as a stiffness third phase and have no expansion with the increasing temperature.19) Thus, the CTE of rolled composite is higher than that of the sintered composite. After rolling, the residual stress is generated in the composites. The stress can reduce the plastic strain of the matrix and restrains the thermal expansion. The residual stress is relaxed after annealing at 400°C for 6 h. In this way, the CTE of rolled composite is further increased, but the increased value is small.

Table 1 The CTE and residual stress corresponding to different rolling deformation.
The residual stress in composites is calculated in Table 1. The residual stress of sintered specimen is −106.9 MPa, and it increased with increasing rolling reduction. When the rolling reduction increased to 70%, the residual stress of rolled specimen was −139.4 MPa, while it reduce to −96.4 MPa after heat treatment. Residual stress is tensile stress. Residual stress is tensile stress and is less than yield strength, thus the mechanism of stress relieving is the creep deformation during annealing process.
3.3 Thermal conductivity
As one of significant performance parameters, the TC determines whether the packaging material can effectively disperse the heat produced by the chips and semiconductors in order to keep the low operating temperature and avoid the device failure induced by over-heating. Therefore, the excellent electronic packaging materials should have a high thermal conductivity. In general, the thermal conductivity of the composites has a connection with volume fraction, geometric distribution, interfacial bonding strength, residual stress, pore defect, etc.20)
Figure 7 shows the room-temperature TC of the Al–27 mass %Si composites under the different situations. The TC of the composites is improved after the rolling, and the TC of the rolled composite is 158 W/(m·K) which is higher than that of the sintered one (141 W/(m·K)). It is generally known that thermal conductivity is actually an energy transmission process. In the Al/Si composites, the Al matrix mainly depends on free electron to transfer heat, while the Si particle as the non-metal mainly depends on the phonon. When Al and Si particles are combined, phonon and free electron coact to transfer heat.21) The pores as a defect have a scattering effect on phonon and free electron, resulting in reducing the TC of the composites. In the rolling process, the pores are gradually seamed. Therefore, the rolling effectively increases the TC of the Al/Si composites. In addition, the TC of the composites is further improved to 169 W/(m·K) after the annealing treatment at 400°C for 6 h. During the rolling process, the residual stress is generated, and they are regarded as the defects that enhance the scattering of free electron and phonon. The annealing treatment reduces the residual stress. Thus, the annealing treatment improves the TC of the composites.

Besides good thermophysical properties, fine mechanical properties are also critical to support and protect the chips for thermal management application. Table 2 shows the mechanics numerical of the Al/Sip composites in the different situations. The mechanical strength of the Al/Si composite increases due to rolling deformation. The mechanical strength of the sintered composite is influenced by the porosity. Due to stress concentration, the pore weakens the mechanical strength of the composite. The rolling makes the pore seamed gradually and improve the densification of the composite. In addition, the rolling deformation increases the dislocation density and thus enhance the mechanical strength of the composite due to the work hardening. After the annealing treatment, the mechanical strength declines, because the decline of dislocation density and the release of residual stress.
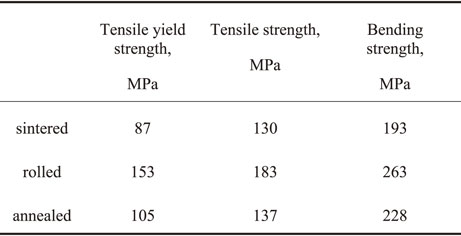
Table 2 The mechanical strength of the Al/Sip composite.
Figure 8 displays the bending fracture surface of the Al/Si composites. It is known that the Al/Si composites mainly exhibit three fracture modes including the ductile tearing of Al phase, the cleavage fracture of Si particles as well as the interface separation between Al phase and Si particles. The fracture mode of the composite mainly depends on the reinforced particle strength and particle/matrix interfacial bonding strength.22) If the composites have poor particle/matrix interfacial bonding strength, the reinforced particles would be pulled out from the matrix. It is observed in Fig. 8 that no Si particle is pulled out from the Al matrix, indicating that the Si particle/Al matrix interface exhibits a strong bonding strength. The surface of Si particles with large size is clean, and no other impurity is found. It demonstrates that the fracture of Si particles is the cleavage fracture. Moreover, some impurities are seen in the surface of small Si particles, which results from interfacial separation along the Al/Si interface. Therefore, the fracture mode of the Al/Si composites contain not only the cleavage fracture of Si particles but also interfacial separation along the Al/Si interface.

4. Conclusions
-
(1)
Al–27 mass %Si composite is prepared by powder metallurgy. The prepared composite is comprised of Al and Si phases, Si particles distribute uniformly in Al matrix, and there are no chemical reactions between Si and Al elements.
-
(2)
The deformation behavior of the Al/Si composite is undertaken by Al matrix, and Si particles are not deformed but moved only during the rolling process. In addition, the CTE, the TC and the bending strength of the composite are improved by the rolling process.
-
(3)
The annealing treatment reduces the thermal residual stress and the mechanical strength of the rolled Al/Si composite. It has no significant influence on the CTE, but the TC is enhanced. The annealed composite presents fine comprehensive properties, including the CTE of 17.61 × 10−6/K, the TC of 169 W/(m·K), the tensile strength of 137 MPa and the bending strength of 228 MPa.
Acknowledgments
This research is supported by the Natural Science Foundation of Shandong Province of China (ZR2017MEM005), the 2015 Shandong province project of outstanding subject talent group, the key research and development project of Hunan province (2017GK2120).
REFERENCES
- 1) K. Yu, S.-J. Li, L.S. Chen, W.-S. Zhao and P.-F. Li: Trans. Nonferrous Met. Soc. China 22 (2012) 1412–1417.
- 2) K. Wang, Y. Kang, P. Song, F. Xu and X. Li: Trans. Nonferrous Met. Soc. China 20 (2010) s988–s992.
- 3) Y.-X. Li, J.Y. Liu, W.S. Wang and G.-Q. Liu: Trans. Nonferrous Met. Soc. China 23 (2013) 970–976.
- 4) C.W. Chien, S.L. Lee and J.C. Lin: Mater. Sci. Technol. 19 (2013) 1231–1234.
- 5) S.C. Hogg, A. Lambourne, A. Ogilvy and P.S. Grant: Scr. Mater. 55 (2006) 111–114.
- 6) Z. Cai, R. Wang, C. Zhang, C. Peng, Y. Feng and L. Wang: J. Mater. Sci. Mater. Electron. 26 (2015) 4894–4901.
- 7) X.-H. Qu, L. Zhang, M. Wu and S.-B. Ren: Prog. Nat. Sci. Mater. Int. 21 (2011) 189–197.
- 8) X.M. Zhu, J.-K. Yu and X.Y. Wang: Trans. Nonferrous Met. Soc. China 22 (2012) 1686–1692.
- 9) Y. Jia, F. Cao, S. Scudino, P. Ma, H. Li, L. Yu, J. Eckert and J. Sun: Mater. Des. 57 (2014) 585–591.
- 10) Y.Q. Liu, S.H. Wei, J.Z. Fan, Z.L. Ma and T. Zuo: J. Mater. Sci. Technol. 30 (2014) 417–422.
- 11) Z. Ni, H. Zhao and F. Ye: Vacuum 120 (2015) 101–106. RETRACTED.
- 12) W.C. Zhai, Z.H. Zhang, F.C. Wang, X.B. Shen, S.K. Lee and L. Wang: Trans. Nonferrous Met. Soc. China 24 (2014) 982–988.
- 13) C.W. Chien, S.L. Lee, J.C. Lin and M.T. Jahn: Mater. Lett. 52 (2002) 334–341.
- 14) C.S. Park, C.H. Kim, M.H. Kim and C. Lee: Mater. Chem. Phys. 88 (2004) 46–52.
- 15) M.M. Benal and H.K. Shivanand: Mater. Sci. Eng. A 435–436 (2006) 745–749.
- 16) R.J. Arsenault and M. Taya: Acta Metall. 35 (2016) 651–659.
- 17) K.G. Prashanth, S. Scudino, H.J. Klauss, K.B. Surreddi, L. Löber, Z. Wang, A.K. Chaubey, U. Kühn and J. Eckert: Mater. Sci. Eng. A 590 (2014) 153–160.
- 18) Y.L. Shen: Mater. Sci. Eng. A 252 (1998) 269–275.
- 19) S. Elomari, M.D. Skibo, A. Sundarrajan and H. Richards: Compos. Sci. Technol. 58 (1998) 369–376.
- 20) Q. Zhang, L. Jiang and G. Wu: J. Mater. Sci. Mater. Electron. 25 (2014) 604–608.
- 21) S. Ren, X. Qu, J. Guo, X. He, M. Qin and X. Shen: J. Alloys Compd. 484 (2009) 256–262.
- 22) Z. Wang, M. Song, C. Sun and Y. He: Mater. Sci. Eng. A 528 (2011) 1131–1137.