Effect of Post Heat Treatment on the Mechanical Properties of Porous Ti–6Al–4V Alloys Manufactured through Powder Bed Fusion Process
2019 年 60 巻 1 号 p. 74-79
詳細
2019 年 60 巻 1 号 p. 74-79
Ti–6Al–4V alloys are widely used as a structural material. Open-cell porous Ti–6Al–4V alloys with different porosities are manufactured through powder bed fusion process. Cylindrical specimens consisting of ordered truncated octahedron unit-cells are designed using a 3D-CAD software. After the building, porous Ti–6Al–4V alloy specimens are annealed at different temperatures of 1173 and 1323 K for 1 h in vacuum. Vickers hardness of the annealed specimens is lower than those of as-built specimens. This is due to the increased volume fraction of beta phase which is measured by SEM observation and X-ray diffraction analysis. On the other hand, initial peak stress and energy absorption increase after the annealing because of the enhanced ductility of cell edges. Most specimens show the macroscopic shear band formation during compression tests, which causes the reduction of energy absorption. The ordered cell structure which is one of the reasons of the shear band formation is not suitable for energy absorbing applications.
Porous metals are attractive materials because of their lightweight and high energy absorption properties. Porous titanium alloys having excellent mechanical, corrosion resistance and biological properties are focused on as implant, automotive, railway and aerospace materials. Conventional porous titanium alloys had been manufactured through powder metallurgical (PM) process.1) Recently, additive manufacturing (AM) process enabled to produce titanium alloy parts having complex 3D shape.2) Most of the metal AM systems are of powder bed fusion (PBF) type because of its superior capability to make complex parts. The microstructural evolution of titanium alloys during PBF process has been reported by many researchers.3,4) PBF titanium alloys have high strength at the expense of low ductility compared to wrought titanium alloys. Optimal post heat treatment process is important to improve the mechanical properties of PBF titanium alloys.
Mechanical properties of porous aluminum alloys often depend on the post heat treatment process as well as the cell morphology. Aging treatment after foaming was effective to increase the strength of conventional closed-cell5,6) and open-cell7–9) aluminum alloy foams. In the case of PBF Ti–6Al–4V alloys, the post heat treatment is important to reduce the thermal residual stress. One research on the post heat treatment of dense PBF Ti–6Al–4V alloys reported that annealing at 1123 K for 2 h followed by furnace cooling gave extremely high tensile strength over 1 GPa.10) On the other hand, for porous titanium alloy, researches on the effect of post heat treatment on the mechanical properties are limited.
The purpose of the present study is to clarify the effect of post heat treatment on the mechanical properties of open-cell porous Ti–6Al–4V alloys manufactured through PBF process. Here, the unit-cell structure was designed to a truncated octahedron which is one of the space filling polyhedron (Fig. 1). The authors had reported that the open-cell porous pure titanium consisting of truncated octahedron unit cells manufactured through PBF process had higher strength than that of rhombic dodecahedron cells.11) In the present study, porous titanium alloy specimens having identical unit-cell structures are used for experiments in order to eliminate the effects of cell morphology.
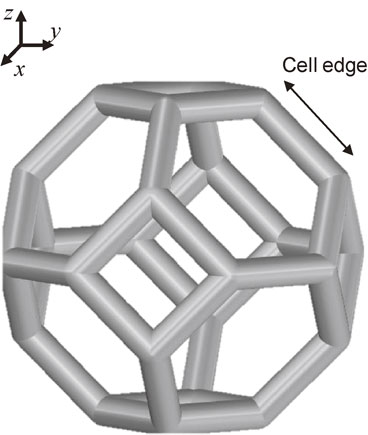
3D-CAD image of a truncated octahedron unit-cell having 36 cylindrical cell edges. Building direction is parallel to the z-axis.
Open-cell structure was designed using a commercial 3D-CAD software, Solidworks. The dimension of specimens is a cylindrical shape of 30 mm in diameter and 30 mm in height (Fig. 2). Nominal porosities at the part of cell structure are designed as 90%, 93% and 97%. The nominal porosity is geometrically determined by the length and the thickness of the cell edges. Since the nominal thickness of the cell edges is fixed at 0.5 mm in all specimens, the cell diameter increases with increasing the porosity. In addition, thin circular plates with 1 mm thickness are placed on the top and bottom of the specimens.
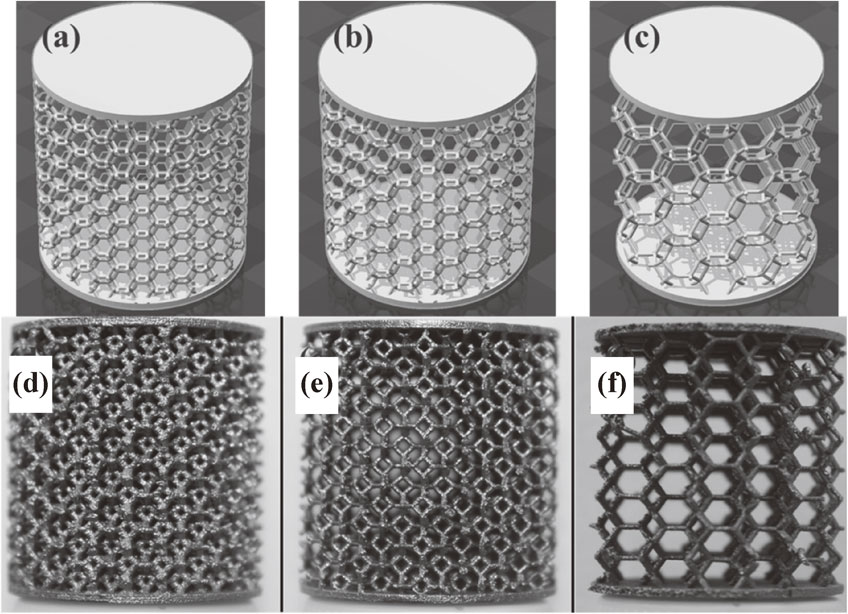
3D-CAD images with (a) 90%, (b) 93% and (c) 97% of nominal porosities. Photographs as-built porous Ti–6Al–4V alloy specimens with (d) 82.6–85.0%, (e) 87.1–90.1% and (f) 94.2–95.7% of actual porosities.
Porous Ti–6Al–4V alloy specimens were manufactured through a PBF process. Ti–6Al–4V alloy ELI Grade 23 powder was used as a starting material. The chemical composition is shown in Table 1. All specimens were manufactured by a Concept Laser M2 selective laser melting (SLM) machine under a high-purity argon atmosphere containing no more than 100 ppm oxygen. The laser power is 100 W, the scanning speed is 600 mm/s and the spot size is about 100 µm. Photographs of as-built porous Ti–6Al–4V alloy specimens are shown in Fig. 2. Building direction is parallel to the vertical direction. It is noted that the actual porosities calculated from the mass of the as-built specimens are 82.6–85.0% for 90% specimens, 87.1–90.1% for 93% specimens and 94.2–95.7% for 97% specimens. Slightly low actual porosities compared to the nominal porosities are due to the building condition of SLM.

As-built specimens were annealed at 1173 and 1323 K for 1 h in vacuum, which are lower and higher than β transus temperature, 1234 K, of Ti–6Al–4V alloy.12) All specimens were Ar cooled down to the room temperature. Annealed specimens at 1173 and 1323 K are named as HT1173 and HT1323 specimens, respectively. Annealing treatments were carried out by Tamayakin Co. Ltd., Japan. Oxygen contents of the post heat-treated specimens were analyzed by HORIBA EMGA-920, at HORIBA Analytical Laboratory, Japan. They are 0.19 and 0.23 mass% for HT1173 and HT1323 specimens, respectively.
A Rigaku Ultima IV X-ray diffractometer (XRD), was used for structural characterization. Cu Kα beam was used in measurements. The tube voltage and the tube current of XRD are 40 kV and 20 mA, respectively.
Vickers hardness tests were carried out using a Shimadzu, HMV-2T micro hardness tester. Specimens were mounted in resin and were polished by emery papers of #1000, #1200, #2000, and 3 µm diamond paste. The Vickers hardness of 10 points were measured.
Compression tests of cylindrical specimens were carried out at room temperature using a Shimadzu Autograph AG-50kNIS universal testing machine. Crosshead speed was fixed at 10 mm/min.
Microstructural observation was carried out using a JEOL JSM-6510A scanning electron microscope (SEM), with the acceleration voltage of 15 kV. First, the specimens were polished with SiC abrasive papers followed by 70% hydrogen peroxide and 30% OP-S suspension mixed solution. Next, the specimens were chemically etched using 10% fluoric acid, 5% nitric acid and 85% H2O mixed solution.
Figure 3 shows the SEM micrographs in the cell edges of porous Ti–6Al–4V alloys. Ti–6Al–4V alloy was a typical dual phase alloy, therefore, the cell edges consist of the α hcp phase or α′ martensitic phase, dark region, and the bcc β phase, bright region. As-built specimens (Fig. 3(a)) mainly consist of the α phase or α′ martensite phase, which was typical microstructure of PBF Ti–6Al–4V alloys. After the post heat treatments, area fraction of β phase increased because of martensite decomposition.

SEM micrographs of cell edges in porous Ti–6Al–4V alloys. (a) As-built (b) HT1173 and (c) HT1323 specimens. Bright region is β phase and dark region is α or α′ phase.
Results of XRD analysis are shown in Fig. 4. As-built specimen only has diffraction peaks from α phase. Both α and α′ phases are hexagonal crystal structure. These lattice parameters are close to each other. Therefore, it was impossible to distinguish these phases using a general XRD in the present study. Small diffraction peaks from β phase were detected at 38.5 deg of 2θ.
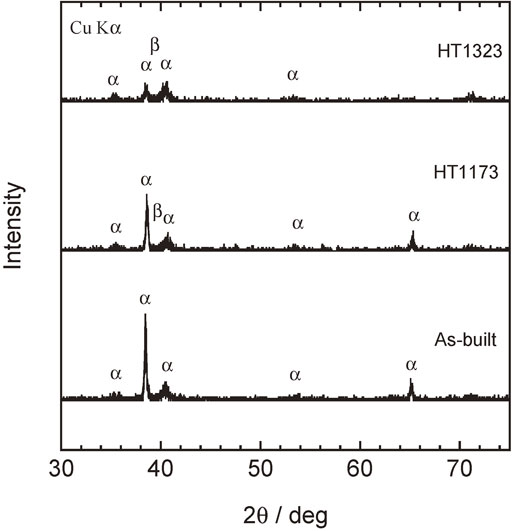
Results of XRD analysis of porous Ti–6Al–4V alloys. Small peaks of β phase are observed in HT1173 and HT1323 specimens.
Volume fractions of α and β phases were evaluated from SEM micrographs (Fig. 3). Figure 5 shows area fractions of α and β phases in three specimens which were calculated using an Image J software. Area fractions of β phase of as-built, HT1173 and HT1323 specimens are 15%, 41% and 21%, respectively. Low volume fraction of β phase may be due to the transformation from β to α phase during the Ar cooling.

Area fraction of α and β phases in three porous Ti–6Al–4V alloy specimens.
Results of Vickers hardness tests were shown in Fig. 6. At the cell edges, Vickers hardness of as-built, HT1173 and HT1323 specimens was 376 HV, 344 HV and 358 HV, respectively. At the plate section, Vickers hardness of as-built, HT1173 and HT1323 specimens was 422 HV, 370 HV and 384 HV, respectively. Vickers hardness value of dense Ti–6Al–4V alloy manufactured through PBF process had been reported as 409 ± 35.9 HV,3) which was close to the present experimental values. Hardness of the cell edge sections was slightly lower than that of the plate section. This may be due to the small thickness of the cell edges. After the post heat treatment, the hardness of porous Ti–6Al–4V alloy decreased.
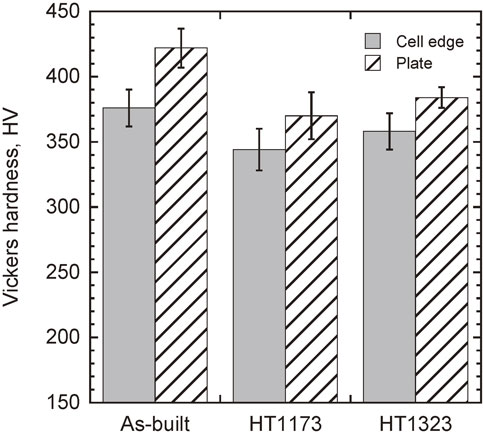
Vickers hardness of cell edges and plate parts in porous Ti–6Al–4V alloy specimens.
Results of compression tests are shown in Fig. 7. Compressive flow stress decreases with increasing the porosity. For as-built specimens (Fig. 7(a)), the initial peak stress is 24, 15 and 4.8 MPa at 90, 93 and 97% nominal porosities, respectively. For HT1173 specimens (Fig. 7(b)), the initial peak stresses are 40, 23 and 3.0 MPa at 90, 93 and 97% nominal porosities, respectively. For HT1323 specimens (Fig. 7(c)), the initial peak stresses are 39, 23 and 4.5 MPa at 90, 93 and 97% nominal porosities, respectively. After the initial peak stress, the compressive stresses rapidly decreased to zero and the stress-strain curves showed serrated shapes.
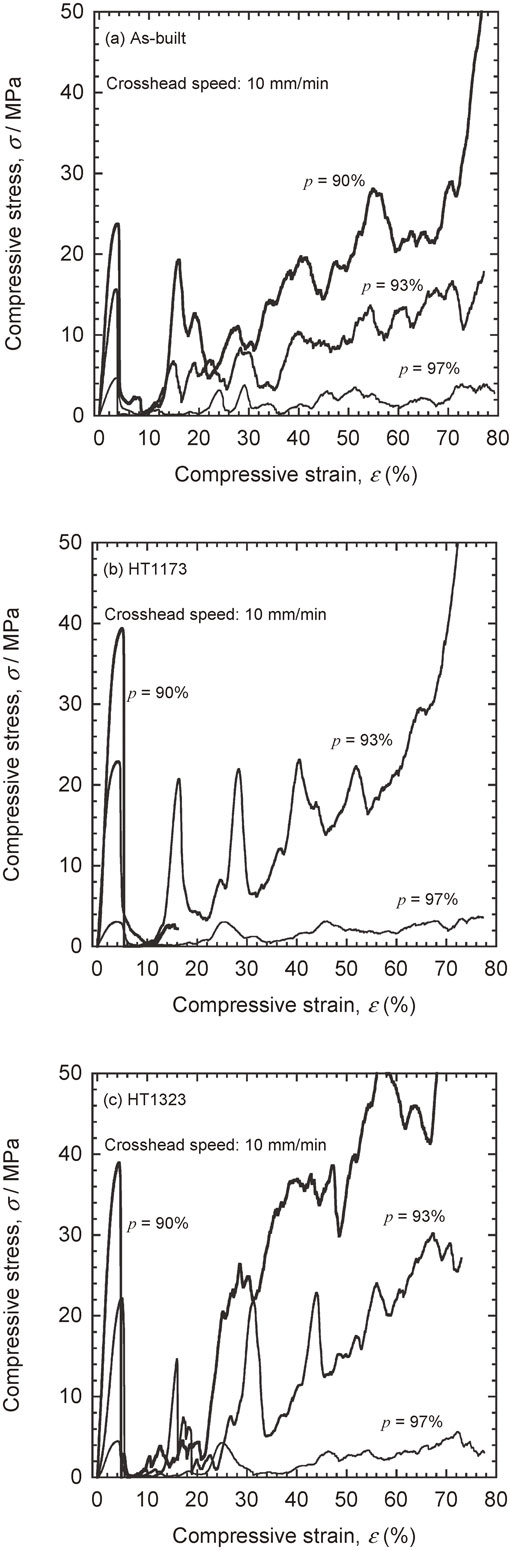
Compressive stress-strain curves of porous Ti–6Al–4V alloys with different nominal porosities. (a) As-built, (b) HT1173 and (c) HT1323 specimens.
Typical and special examples of the compressive deformation behaviors of porous Ti–6Al–4V alloy specimens, as-built and HT1173, are shown in Fig. 8. Both specimens have nominal porosities of 90%. As-built specimen deformed with local fractures of the cell edges. In the case of HT1173 specimen, macroscopic shear band having the inclined angle of about 45 deg was formed and the specimen was fractured at the total compressive strain at about 5.5%.
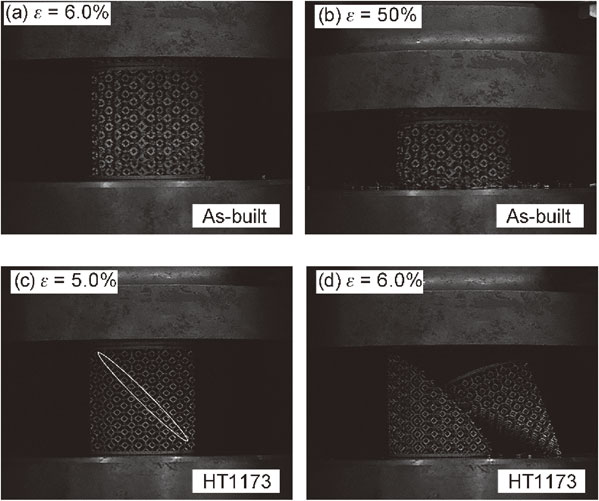
Photographs of as-built (a), (b) and HT1173 (c), (d) porous Ti–6Al–4V alloy specimens with 90% nominal porosity during the compression tests. Macroscopic shear band or strain concentration is observed at about 5.5% strain in HT1173 specimen.
SEM microstructures of fracture surfaces after shear band formation are shown in Fig. 9. Some dimples which are characteristics of the ductile fracture are observed at the fracture surface.
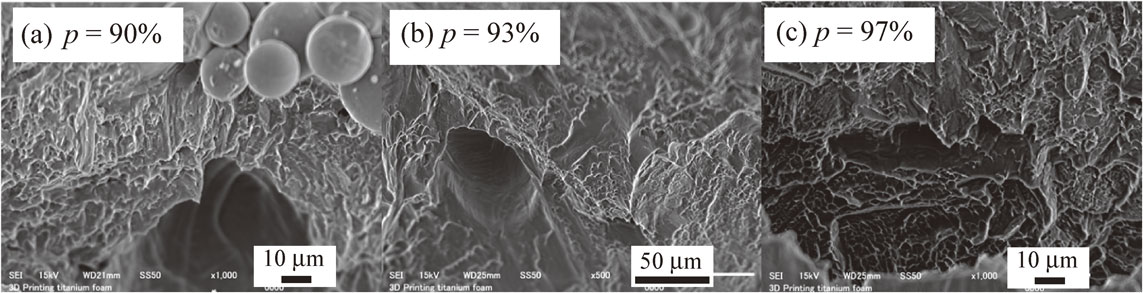
SEM micrographs of the fracture surface of the cell edges. The nominal porosities are (a) 90%, (b) 93% and (c) 97%.
High strength of as-built porous Ti–6Al–4V alloy specimens is due to the rapid solidification during the PBF process. In general, the rapid cooling during the SLM process causes the formation of the hard α′ martensite phase.10) As shown in Fig. 6, the post heat treatments by the annealing at both high and low temperatures are effective to decrease the strength of the cell edges. Microstructural observation revealed the increased volume fraction of β phase after the annealing. Therefore, the reduction of the strength of the cell edges is mainly due to the decomposition of α′ martensite phase and the formation of β phase. It is noted that the formation of brittle non-equilibrium ω phase might not have occurred because of the annealing temperature being higher than 773 K.13)
Initial peak stress and energy absorption of porous Ti–6Al–4V alloys are summarized in Fig. 10. According to ISO 13314,14) the energy absorption, W, during the compressive deformation is calculated as
| \begin{equation} W = \int_{0}^{50\%}\sigma\,d\varepsilon, \end{equation} | (1) |
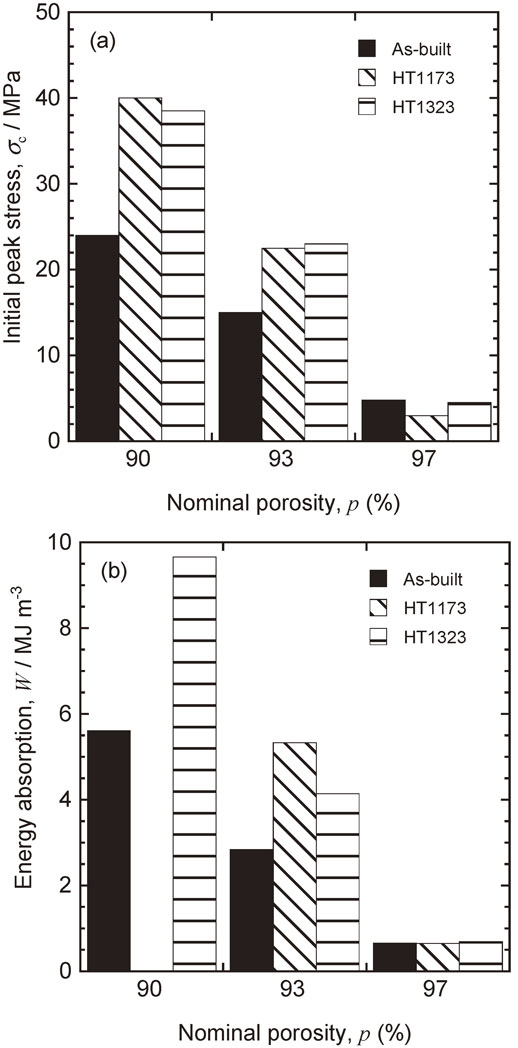
Initial peak stress (a) and energy absorption (b) of porous Ti–6Al–4V alloys with different nominal porosities and annealing temperatures.
As shown in compressive stress-strain curves (Fig. 7), significant reduction of the compressive stress occurred just after the initial peak stress. This is due to the formation of shear bands. Ductile cell edges in porous metals with ordered unit-cell structures is effective to suppress the shear band formation. The authors11) had reported that commercially pure titanium foams having ordered cell structures showed limited shear band formation compared to the present porous Ti–6Al–4V alloys. This is probably due to the ductile cell edges made of commercially pure titanium. Therefore, it is concluded that the compressive strength of porous Ti–6Al–4V alloys after the post heat treatment increased as a result of suppressed shear band formation. Shear band formation during the compression gives negative effects on the compressive strength as well as the energy absorption. Shear band formations are not observed in traditional cast or PM porous metals but in recent AM porous metals. The reason is due to the ordered cell structure of AM porous metals. The disordered or random cell structures instead of the ordered cell structure may be suitable for industrial applications such as energy absorbing parts.
Mechanical properties of open-cell porous Ti–6Al–4V alloys manufactured through PBF process were examined and the following conclusions were obtained.
This work was financially supported in part by the Advisory Committee for Space Engineering, Japan Aerospace Exploration Agency, and the Light Metal Educational Foundation, Japan.