Abstract
This paper proposes the concept and fabrication process of titanium alloy rods for spinal fixation. A part of rod for fixing the lower side of the lumbar vertebra is strengthened, while the other part for fixing the upper side has low stiffness. The results obtained by finite element analysis reveal that a rod with partially lowered Young’s modulus has higher flexibility and fixity compared with a rod possessing high Young’s modulus throughout. Using Ti–29Nb–13Ta–4.6Zr alloys with oxygen contents of 0.2 and 0.4% as the model alloys, rods with partially different Young’s moduli were fabricated by aging treatment at 723 K, followed by partial heating up to above the β-transus temperature and quenching by high-frequency induction heating (IH-treatment). A single β-phase, which has low Young’s modulus, is obtained by IH-treatment and has lower strength. With regard to the as-aged parts, the precipitated condition of the α-phase can be changed by varying the aging time. The obtained Young’s modulus and strength reflect this change. Near the boundary between the as-aged and IH-treated parts, the hardness is gradually changed, and it is possible to gradually soften the material from the as-aged part to the IH-treated part.
1. Introduction
Spinal fixation surgery using titanium alloy rods, screws, and plugs, which are spinal implants, is performed to treat spinal deformities and other diseases. After surgery, patients can assume a normal standing posture and their balance and walking ability are greatly improved. However, the rods may break under load during use, and must have high strength to prevent fractures. Y. Yamato et al. reported that the incidence rates of rod fracture were 36% and 68% when a multiple 4-rod system, which is a clinical countermeasure to prevent rod fractures, and a normal 2-rod system were used, respectively.1) It is a very severe problem that the extremely high possibility of the rod fracture still exists even if the clinical countermeasure is carried out. There is the following another severe problem even if the countermeasure of multiple 4-rod system can decrease the incidence rates of rod fracture. Generally, high strength is associated with high rigidity. If the rigidity of the rod is too high, stress will concentrate on the normal area adjacent to the fixation site, and secondary fractures and adjacent intervertebral disorders are likely to occur. Spinal deformities tend to occur in the elderly and many patients having weak bones; therefore, preventing secondary fractures and adjacent intervertebral disorders is an important issue. In clinically, the incidence of secondary fractures or adjacent intervertebral disorders on the normal area adjacent to the fixation site ranges from 17% to 39%, with the majority of cases occurring within 3 months following spinal fixation.2) Accordingly, rods must have high strength to prevent fractures and low stiffness to prevent secondary fractures and adjacent intervertebral disorders.
As an effective method for achieving low stiffness, the adoption of materials with low Young’s modulus, close to that of bone (approximately 10–30 GPa), has been proposed. Particularly, titanium alloys with Young’s modulus of approximately 40–80 GPa, which is approximately 1/4 of that of stainless steel and cobalt alloys and approximately 1/2 of conventional titanium alloys, have been newly developed for biomedical applications and are expected to be used in practice.3,4) However, since the strength of these alloys is lower than that of conventional titanium alloys, their strength must be increased for practical use. Many studies have attempted to increase the strength of titanium alloys with low Young’s modulus. Since these titanium alloys are classified as metastable β-type titanium alloys, the most typical method for increasing their strength is to use precipitation strengthening by thermomechanical treatment. However, since the precipitated phase (typically, the α-phase) has higher Young’s modulus than that of the β matrix, the precipitation greatly increases the strength but also increases Young’s modulus.5–7) Recent studies have effectively used oxygen as an alloying element, even though oxygen is an impurity of titanium and its removal, to the extent possible, has been previously recommended.8–12) Since oxygen is an interstitial element, it is expected to provide significant solid solution strengthening and significantly change the phase stability of the β matrix, which in turn affects the precipitation behavior. For example, Takesue et al. investigated the mechanical properties of β-type Ti–36Nb–2Ta–3Zr–(0.3–0.5)O alloys (mass%) using their single crystals.13) They showed that Young’s modulus almost did not depend on the oxygen content, but the tensile strength increased with increasing oxygen content, indicating a significant solid solution strengthening due to oxygen solute in β-phase of titanium alloys. Interestingly, for β-type Ti–29Nb–13Ta–4.6Zr (TNTZ)–(0.1–0.7)O alloys (mass%), oxygen addition not only enhanced the tensile strength monotonically with increasing oxygen content, but also posed an unusual effect on the elongation, which first decreased at the moderately increased oxygen content of 0.3 mass%, but recovered to a high level with further increasing the oxygen content up to 0.7 mass% under solution-treated conditions.9,14) Further, oxygen plays a role in stabilizing α phase, and thus it has been reported that the precipitation of α-phase during aging after solution treatment is enhanced by oxygen addition to β-type TNTZ–(0.1–0.4)O8) and Ti–35Nb–7Zr–5Ta(TNZT)–(0.06–0.68)O15) alloys (mass%). In that duration, oxygen is partitioned into precipitated α-phase from β matrix.16,17) Qi et al. observed that the coherent interface between β-matrix and α-precipitate in a β-type Ti–24Nb–4Zr–8Sn alloy (mass%) aged at 723 K.18) On the other hand, Chou et al. found that oxygen-concentrated ω precipitate may behave as a non-shearable particle in a β-type Ti–32.7Nb alloy (mass%) including oxygen, while small ω precipitate is conventionally known to be a coherent particle that is sheared by moving dislocations.19) Mantri et al. obtained high volume-fraction of non-shearable super-refined α precipitates in β-type titanium alloys through two-step heat treatment, and have suggested that the difficulty in shearing of α precipitates by dislocations accounts for the exceptionally high strength.20) According to the analogy with these reports, it is expected that oxygen-concentrated α precipitate is likely to lead to higher strength for aged β-type titanium alloys.
Recently, the partial heat treatment of artificial hip joint stems made of titanium alloys with low Young’s modulus has been proposed as a method for fabricating medical devices.21) In an artificial hip joint stem, the required performance of the product is considered separately for each part, and aging treatment is applied only to parts that are frequently broken to achieve high strength for the prevention of fractures and low stiffness for the suppression of stress shielding.4)
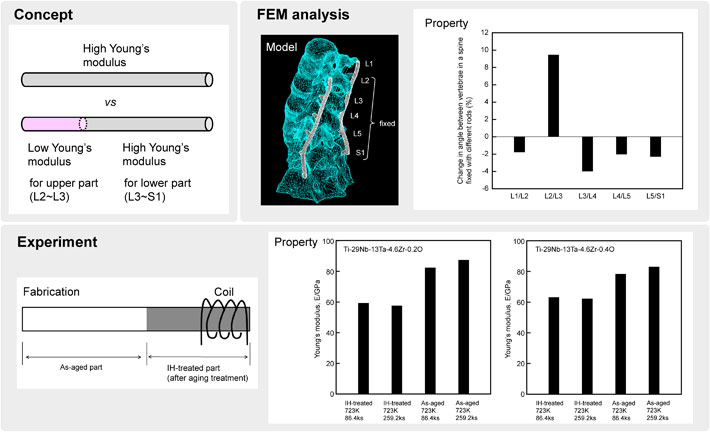
This study applied this concept to spinal fixation devices, and fabricated rods for which the lower side of the lumbar vertebrae, which is the most likely to be broken, was aged for precipitation strengthening, while the upper side of the lumbar vertebrae was solution-treated to achieve low Young’s modulus. The effectiveness of this concept was evaluated using a finite element analysis, and an example of the fabrication process is described in this paper.
2. Analysis of Spinal Fixation Effectiveness
The finite element method (FEM) was used through a commercial software (ADINA) to verify the effectiveness of using titanium alloy rods with partially different Young’s moduli for spinal fixation. The full lumbar model22) and the material properties used in the analysis are presented in Fig. 1 and Table 1. The lumbar model was established from CT images of a 30-year-old healthy subject, and was constructed from the vertebrae, intervertebral discs (annulus fibrosus, nucleus pulposus, and endplate), intervertebral joints, and seven different ligaments. The intervertebral joints were reconstructed to be in plane contact with each other and the friction coefficient of their surfaces was set to zero. The ligaments were represented by truss elements. The material properties of bony elements, such as the vertebra, were represented by an elastic body and pore fluid equations, while those of soft tissues, such as the annulus fibrosus, were represented by a hyperelastic body (Mooney–Rivlin solid23)) and pore fluid equations. Four vertebrae from S1 to L2 were fixed with rods and screws, and moments were applied to the upper part of L1 to represent the extension, flexion, lateral bending, and torsion motions. Each moment was applied such that the displacement of the entire S1–L1 intervertebral space fixed with rods and screws would be comparable to that in the daily activities of healthy subjects. One case was that the Young’s modulus of the entire rod and screws was set to 110 GPa, and the other case was that the Young’s moduli of the lower part (S1–L3) and the upper part (L3–L2) of the rod and screws were set to 110 GPa and 60 GPa, respectively. These Young’s moduli were set with consideration to titanium alloys with a microstructure consisting of an α + β duplex phase and another one consisting of a single β-phase, respectively. The moment required to deform a spine fixed with rods and screws by the movable displacement of a healthy subject during daily activities, and the change in the angle between the vertebrae, were compared.

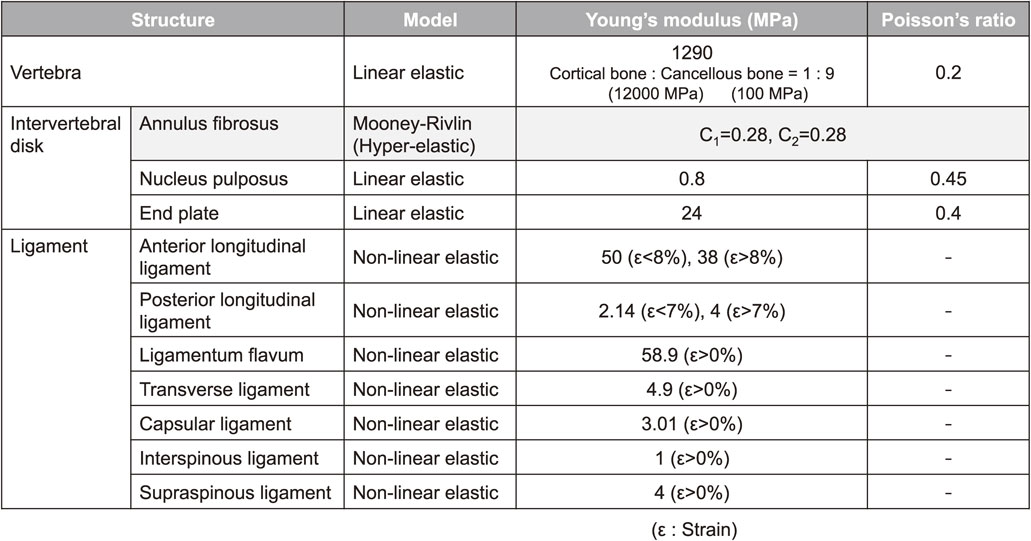
Table 1 Material properties used in finite element analysis.
3. Fabrication Process and Product Evaluation
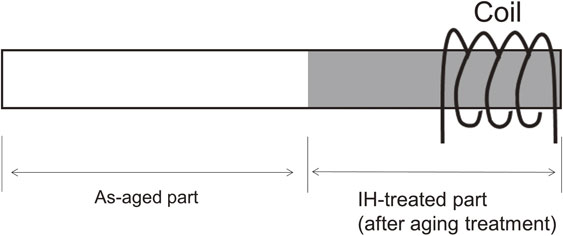
Based on the concept discussed above, a fabrication process for titanium alloy rods with partially different Young’s moduli for spinal fixation is proposed as described below. Two β-type Ti–Nb–Ta–Zr–O alloys, namely, Ti–29Nb–13Ta–4.6Zr–0.2O and Ti–29Nb–13Ta–4.6Zr–0.4O alloys (mass%), were used as the model alloys. Oxygen addition is expected to increase strength while suppressing the increase in Young’s modulus under solution-treated conditions, but high strength and high Young’s modulus were expected under aged conditions. Additionally, in our previous studies, Ti–29Nb–13Ta–4.6Zr–0.7O alloy subjected to solution treatment exhibited excellent tensile properties such as extremely high strength and fairly good elongation.9,14) However, assuming mass production, cold swaging should be adopted to produce the rods. Craking was found to occur in the Ti–29Nb–13Ta–4.6Zr–0.7O alloy rod after cold swaging. Therefore, we judged that the oxygen content of 0.7 mass% was too high and that of 0.4 mass% was employed as the maximum oxygen content in this study. Hot-forged round bars with a diameter of 20 mm and a length of 1000 mm were prepared as the received materials. The bars were cold-swaged into rods with a diameter of 11 mm. Solution treatment was carried out at 1073 K for 3.6 ks under an argon atmosphere followed by water quenching. The solutionized bars were cold-swaged into rods with a diameter of 5.8 mm. Subsequently, the cold-swaged rods were subjected to centerless polishing to a diameter of 5.5 mm and cut to a length of 300 mm, and then aged at 723 K for 86.4 ks or 259.2 ks under vacuum. After aging, the rods were partially solution-treated by applying high-frequency induction heating to a part of the rods with a length of 50 mm using a coil with a length of 15 mm to rapidly heat them to temperatures above the β-transus temperature, followed by water quenching without keeping the heated condition (IH-treatment), as shown in Fig. 2. For the IH-treatment, voltage and current were set to be 80 V and 4 A, respectively, and temperature on the surface of the rod was measured by a radiation thermometer during heating.
The microstructures of the fabricated rods were analyzed by X-ray diffraction (XRD) and observed using a field emission scanning electron microscopy (FE-SEM). Specimens were machined from the as-aged and IH-treated parts of the rods for XRD and FE-SEM analysis. In the XRD analysis, the polished cross-section of the rods perpendicular to the longitudinal direction was analyzed using a Co-Kα radiation focused by a collimator with a diameter of 1 µm at a voltage of 30 kV and current of 40 mA, with a diffraction angle ranging from 35° to 125°. In the FE-SEM analysis, the plane parallel to the longitudinal direction of the rods was polished and chemically etched, and it was observed with an acceleration voltage of 5 kV. The planes analyzed by XRD and FE-SEM are shown in Fig. 3.
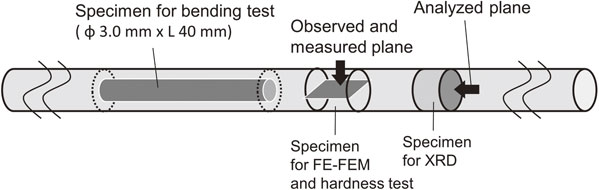
The mechanical properties of the fabricated rods were evaluated using a three-point bending test and a Vickers hardness test. Specimens with a diameter of d = 3.0 ± 0.1 mm and length of around 40 mm were machined from the core of the rods, as also shown in Fig. 3, and were obtained from the rods except the boundary region within ±10 mm between the as-aged and IH-treated parts. The specimens were polished with emery paper up to #600 and subjected to a three-point bending test at a crosshead speed of 1.7 × 10−2 mm/s in air at room temperature up to the maximum deflection of 5.0 mm using an Instron-type universal testing machine with a capacity of 10 kN. The distance between the fulcrums in the test was L = 30 mm. The bending stress (σ)–deflection (δ) curve was obtained from the load (F) measured by the load cell and displacement of the crosshead (= deflection) using the following general equation for three-point bending tests.
| \begin{equation}
\sigma = \frac{8FL}{\pi d^{3}}
\end{equation}
| (1) |
Young’s modulus (
E) was obtained from the slope of the elastically deformed part using the following general equation for three-point bending tests.
| \begin{equation}
E = \frac{4\Delta FL^{3}}{3\pi d^{4}\Delta \delta}
\end{equation}
| (2) |
A Vickers hardness test was conducted to determine the hardness distribution in the transition zone between the as-aged and IH-treated parts of the rod. Five points of hardness in the plane parallel to the longitudinal direction (the same plane as that in the XRD and FE-SEM analyses) were measured at each position with reference to the boundary between the as-aged and IH-treated parts, and the average values and standard deviations were obtained. The test conditions were a load of 4.9 N and a holding time of 10 s.
4. Results and Discussion
4.1 Effect of using different Young’s moduli in different rod parts on flexibility and fixity of spinal fixation
Figure 4 shows the difference in the moment required to deform a spine fixed with a rod possessing a Young’s modulus of 110 GPa in all regions, and a rod possessing a Young’s modulus of 110 GPa in the S1–L3 part and 60 GPa in the L3–L2 part. Displacement identical to that caused by motion during the daily activities of healthy subjects was applied to deform the spine. In the case wherein a rod with Young’s modulus of 110 GPa in the S1–L3 part and 60 GPa in the L3–L2 part is used, the moment decreases by approximately 2.2% in torsion motion compared with the case of a rod with Young’s modulus of 110 GPa in all regions, and the difference between these fixations was the largest. The results obtained by the analysis suggest that motion becomes easier when using a rod with lower Young’s modulus in one of its parts.
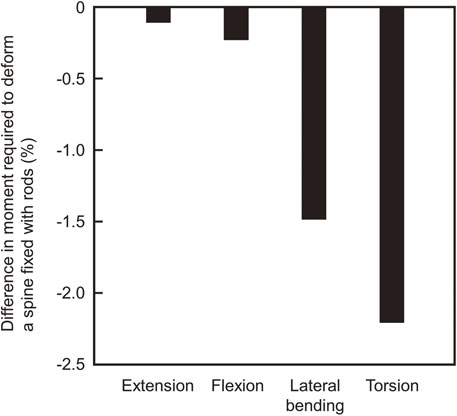
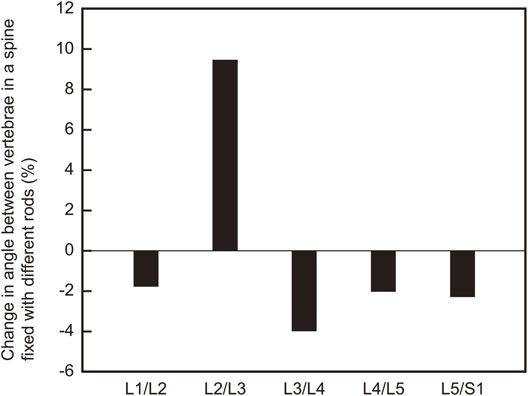
Figure 5 shows the change in the angle between every two vertebrae during torsion motion, when the same analysis as that in Fig. 4 was carried out. Compared with the case wherein the rod’s Young’s modulus is 110 GPa throughout, the angle between the L2/L3 vertebrae is relatively larger. The angles between most of the other adjoining vertebrae pairs are relatively smaller in the case wherein a rod with a Young’s modulus of 110 GPa in S1–L3 and 60 GPa in L3–L2 was used. Larger and smaller angles indicate higher flexibility and fixity, respectively, and it is considered that conflicting performances, that is, flexibility and fixity, can be simultaneously enhanced by lowering the Young’s modulus at a part of the rod.
4.2 Microstructures in fabricated rods
Figure 6 shows the XRD profiles of the specimens machined from the as-aged and IH-treated parts of the Ti–29Nb–13Ta–4.6Zr–0.2O and Ti–29Nb–13Ta–4.6Zr–0.4O rods. For the as-aged parts of the rods made of different alloys after aging treatments at 723 k for 86.4 ks and 259.2 ks, the peaks of the α-phase are detected in addition to those of the β-phase. In contrast, for the IH-treated parts, only β-phase peaks are detected in both alloy rods. Furthermore, strong 110β and 220β peaks are detected as the β-phase peaks in both the as-aged and IH-treated parts. This result indicates that a strong crystallographic texture along ⟨110⟩β parallel to longitudinal direction forms by cold swaging and does not disappear even after aging treatment at 723 K and even IH-treatment.
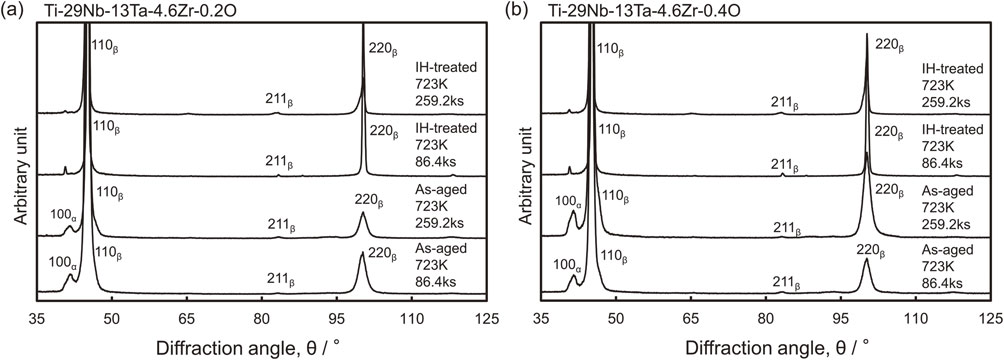
Figure 7 shows the FE-SEM micrographs of the specimens machined from the as-aged parts of the Ti–29Nb–13Ta–4.6Zr–0.2O and Ti–29Nb–13Ta–4.6Zr–0.4O rods subjected to aging treatments at 723 K for 86.4 ks and 259.2 ks. Fine precipitates with a size of less than 100 nm form in high number density in the as-aged parts of the rods made of both alloys after aging treatments for 86.4 ks. However, in this aged condition, the precipitates are plate-like in the Ti–29Nb–13Ta–4.6Zr–0.2O rod and grain-like in the Ti–29Nb–13Ta–4.6Zr–0.4O rod. According to the XRD profiles shown in Fig. 6, these precipitates were identified as the α-phase. The grainy precipitate, except the ω-phase, is observed in the Ti–29Nb–13Ta–4.6Zr alloy for the first time in this study. On the other hand, plate-like precipitates, which were detected as the α-phase by XRD analysis (Fig. 6), are observed in the as-aged parts of the rods made of both alloys after aging treatments for 259.2 ks. In the Ti–29Nb–13Ta–4.6Zr alloys with oxygen contents of 0.2 and 0.4% subjected to aging treatment at 723 K for 259.2 ks after solution treatment, the plate-like α-phase was also observed previously by transmission electron microscopy.8) Further, for each alloy rod, the size and the number density of these precipitates are larger and lower respectively than those of the precipitates after aging treatment for 86.4 ks. The grainy α-phase, which is observed in the Ti–29Nb–13Ta–4.6Zr–0.4O rod subjected to aging treatment for 86.4 ks, is finer than the plate-like α-phase in the Ti–29Nb–13Ta–4.6Zr–0.2O rod under the same aging condition, and its morphology is changed to plate-like by extending the aging duration up to 259.2 ks. Therefore, the grainy morphology is considered to represent a preliminary stage of plate-like growth. Namely, these results indicate that increasing the oxygen content delays precipitation initiation or growth in Ti–29Nb–13Ta–4.6Zr alloy during aging at this temperature after cold swaging.
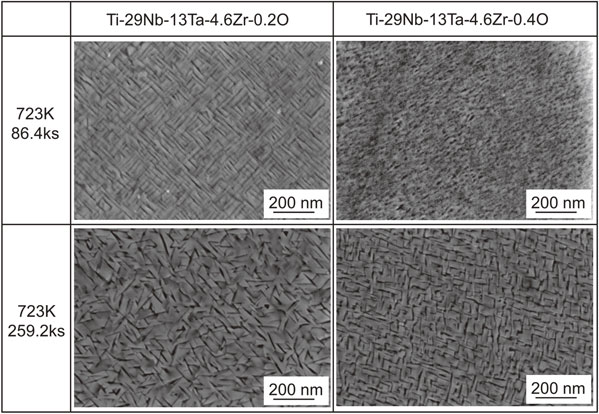
Figure 8 shows the bending stress–deflection curves of the specimens machined from the as-aged and IH-treated parts of the Ti–29Nb–13Ta–4.6Zr–0.2O and Ti–29Nb–13Ta–4.6Zr–0.4O rods. By comparing the results of the IH-treated parts, it is found that the bending strength of the Ti–29Nb–13Ta–4.6Zr–0.4O rod is higher than that of the Ti–29Nb–13Ta–4.6Zr–0.2O rod. This conclusion is derived from the solid–solution strengthening of the β-phase by oxygen in the Ti–29Nb–13Ta–4.6Zr alloy. The bending strengths of the as-aged parts are higher than those of the IH-treated parts in the rods made of both alloys. The as-aged part of the Ti–29Nb–13Ta–4.6Zr–0.2O rod treated for 86.4 ks causes a fracture, while that of the Ti–29Nb–13Ta–4.6Zr–0.2O rod treated for 259.2 ks does not. This result suggests that the treatment time of 259.2 ks leads to over-aging, which decreases the bending strength of the Ti–29Nb–13Ta–4.6Zr–0.2O alloy. In our previous report, the aging treatment at 723 K for 259.2 ks was not shown as over-aging for the Ti–29Nb–13Ta–4.6Zr–0.2O alloy.8) However, in that case, aging treatment was carried out after solution treatment, and age hardening of Ti–29Nb–13Ta–4.6Zr alloy is likely to be enhanced by cold working in comparison to solution treatment before aging treatment for Ti–29Nb–13Ta–4.6Zr alloy.24) Therefore, it is considered that the Ti–29Nb–13Ta–4.6Zr–0.2O alloy subjected to aging treatment at 723 K for 259.2 ks reached an over-aging condition because of cold swaging before aging treatment in this study. In contrast, for the Ti–29Nb–13Ta–4.6Zr–0.4O rod, the bending strength of the as-aged parts continued to increase as the treatment time increased up to 259.2 ks. This result reflects the possibility of delay in the precipitation initiation or growth, owing to the increase in the oxygen content of the Ti–29Nb–13Ta–4.6Zr alloy, as indicated by the FE-SEM observations.

Figure 9 shows Young’s modulus obtained by the bending test for the specimens machined from the as-aged and IH-treated parts of the Ti–29Nb–13Ta–4.6Zr–0.2O and Ti–29Nb–13Ta–4.6Zr–0.4O rods. For both rods made by different alloys, the Young’s moduli of the IH-treated parts are lower than those of any as-aged parts, and their values are approximately 60 GPa, but a slight increase with increasing oxygen content is observed. Among Young’s moduli of the as-aged parts for each alloy, the highest value of approximately 90 GPa is obtained from the Ti–29Nb–13Ta–4.6Zr–0.2O rod aged for 259.2 ks. The Young’s moduli of the as-aged parts tend to be higher for the Ti–29Nb–13Ta–4.6Zr–0.2O rod compared with the Ti–29Nb–13Ta–4.6Zr–0.4O rod. This result suggests that the increase in the oxygen content contributes to the delay in the precipitation initiation or growth in the Ti–29Nb–13Ta–4.6Zr alloy. For the Ti–29Nb–13Ta–4.6Zr–0.2O rod, the bending strength was influenced by over-aging as the aging time increases, but Young’s modulus continues to increase. Since Young’s modulus does not depend on the size and morphology of the precipitated phase, but instead only depends on the volume fraction, it is considered that the volume fraction itself increases beyond 86.4 ks in the Ti–29Nb–13Ta–4.6Zr–0.2O rod by aging treatment at 723 K. At the same time, however, the α-phase coarsens and its number density decreases. Further, the Young’s moduli of the as-aged parts of the Ti–29Nb–13Ta–4.6Zr–0.2O rods are higher than those of the Ti–29Nb–13Ta–4.6Zr–0.4O rods at each aging time. This is the opposite trend from the previous report; the Young’s modulus of Ti–29Nb–13Ta–4.6Zr–0.2O alloy aged at 723 K for 259.2 ks was lower than that of Ti–29Nb–13Ta–4.6Zr–0.4O alloy aged at the same condition.8) As already mentioned, the degree of aging progress is different between the previous report and this study, depending on the specimen condition before aging treatment, which is solution treated or cold worked. The aging treatment at 723 K for 259.2 ks after cold swaging is as over-aging for Ti–29Nb–13Ta–4.6Zr–0.2O alloy, but is in progress of aging for Ti–29Nb–13Ta–4.6Zr–0.4O alloy, resulting in the dependence of Young’s modulus on oxygen content in Ti–29Nb–13Ta–4.6Zr alloy opposite from the previous study.
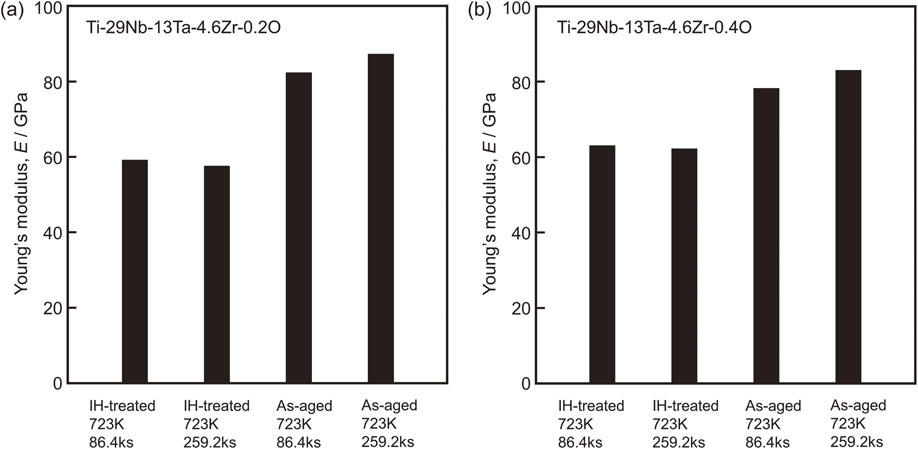
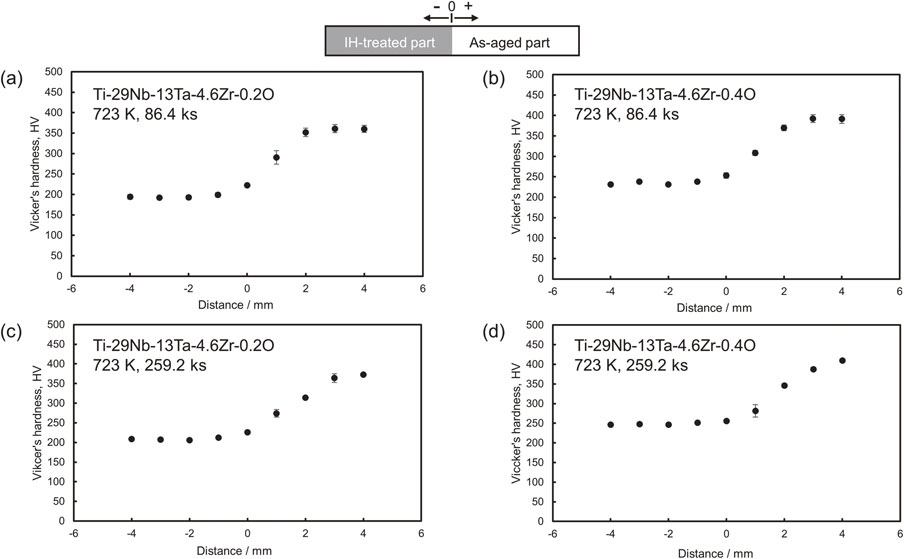
Figure 10 shows the hardness distributions of the Ti–29Nb–13Ta–4.6Zr–0.2O and Ti–29Nb–13Ta–4.6Zr–0.4O rods subjected to aging treatment at 723 K for 86.4 ks and 259.2 ks, followed by IH-treatment. The hardness of the as-aged parts is 1.5–2.1 times higher than that of the IH-treated parts, regardless of the oxygen content of the alloys. Moreover, the change in hardness from the as-aged part to the IH-treated part is gradual and progressively decreases. The fact that the change in hardness is not abrupt is considered as the reason for the suppression of stress concentration at the boundary between the treated parts.
5. Summary
This paper proposes the concept and fabrication process of titanium alloy rods for spinal fixation. A part of rod for fixing the lower side of the lumbar vertebrae, which is the most likely to be broken, is strengthened, while the other part for fixing the upper side of the lumbar vertebrae has low stiffness to prevent secondary fractures and adjacent intervertebral disorders. Finite element analysis was carried out to verify the effectiveness of rods with partially lower Young’s modulus in terms of the flexibility and fixity of the spinal fixation. As the model materials, Ti–29Nb–13Ta–4.6Zr alloys with oxygen content up to 0.4% were used. The rods made of these alloys were subjected to aging treatment at 723 K, followed by rapid heating and quenching with high-frequency induction heating (IH-treatment) to produce a partially solution-treated rod. The microstructures were observed and analyzed, and the mechanical properties of the as-aged and IH-treated parts of the rods were evaluated. The following conclusions were drawn from this study:
-
(1)
The results obtained by finite element analysis reveal that a rod with partially lowered Young’s modulus (60 GPa) can simultaneously enhance both the flexibility and the fixity compared with a rod with high Young’s modulus (110 GPa) throughout.
-
(2)
The IH-treated parts of rods made of Ti–29Nb–13Ta–4.6Zr alloys with oxygen contents of 0.2 and 0.4% consist of a single β-phase. In contrast, the α-phase precipitates in the as-aged parts.
-
(3)
The IH-treated parts of both rods made of Ti–29Nb–13Ta–4.6Zr alloys with oxygen contents of 0.2 and 0.4% have lower bending strength and lower Young’s modulus (approximately 60 GPa) compared with the as-aged parts. For the as-aged parts of both rods made of two different alloys mentioned above, Young’s modulus increases with the aging time. However, the trend of strength is not necessarily the same as that of Young’s modulus.
-
(4)
The hardness near the boundary between the as-aged and the IH-treated parts gradually decreases from the as-aged part to the IH-treated part. The change in hardness is not abrupt and is considered to have had a suppressing effect on the stress concentration at the boundary between the as-aged and IH-treated parts.
Acknowledgment
This study was supported by METI Monozukuri R&D Support Grant Program for SMEs Grant Number JPJ005698, and JSPS KAKENHI Grant Numbers JP20H02036 and JP20K34567.
REFERENCES
- 1) Y. Yamato, T. Hasegawa, D. Togawa, G. Yoshida, T. Banno, H. Arima, S. Oe, Y. Mihara, H. Ushirozako, T. Yasuda and Y. Matsuyama: Spine Deform. 8 (2020) 481–490. doi:10.1007/s43390-020-00071-y
- 2) R. Lafage, B.G. Line, S. Gupta, B. Liabaud, F. Schwab, J.S. Smith, J.L. Gum, C.P. Ames, R. Hostin, G.M. Mundis, Jr., H.J. Kim, S. Bess, E. Klineberg and V. Lafage: Spine 42 (2017) 1570–1577. doi:10.1097/BRS.0000000000002191
- 3) D. Banerjee and J.C. Williams: Acta Mater. 61 (2013) 844–879. doi:10.1016/j.actamat.2012.10.043
- 4) M. Niinomi, M. Nakai and J. Hieda: Acta Biomater. 8 (2012) 3888–3903. doi:10.1016/j.actbio.2012.06.037
- 5) Y.L. Hao, M. Niinomi, D. Kuroda, K. Fukunaga, Y.L. Zhou, R. Yang and A. Suzuki: Metall. Mater. Trans. A 34 (2003) 1007–1012. doi:10.1007/s11661-003-0230-x
- 6) T. Akahori, M. Niinomi, H. Fukui, M. Ogawa and H. Toda: Mater. Sci. Eng. C 25 (2005) 248–254. doi:10.1016/j.msec.2004.12.007
- 7) K. Narita, M. Niinomi, M. Nakai, J. Hieda and K. Oribe: J. Mech. Behav. Biomed. Mater. 9 (2012) 207–216. doi:10.1016/j.jmbbm.2012.01.011
- 8) M. Nakai, M. Niinomi, T. Akahori, H. Tsutsumi and M. Ogawa: Mater. Trans. 50 (2009) 2716–2720. doi:10.2320/matertrans.MA200904
- 9) F. Geng, M. Niinomi and M. Nakai: Mater. Sci. Eng. A 528 (2011) 5435–5445. doi:10.1016/j.msea.2011.03.064
- 10) Y.-S. Lee, M. Niinomi, M. Nakai, K. Narita, K. Cho and H. Liu: J. Mech. Behav. Biomed. Mater. 51 (2015) 398–408. doi:10.1016/j.jmbbm.2015.07.001
- 11) H. Liu, M. Niinomi, M. Nakai, S. Obara and H. Fujii: Mater. Sci. Eng. A 704 (2017) 10–17. doi:10.1016/j.msea.2017.07.078
- 12) J. Stráský, D. Preisler, H. Seiner, L. Bodnárová, M. Janovská, T. Košutová, P. Harcuba, K. Šalata, K. Halmešová, J. Džugan and M. Janeček: Mater. Sci. Eng. A 839 (2022) 142833. doi:10.1016/j.msea.2022.142833
- 13) N. Takesue, Y. Shimizu, T. Yano, M. Hara and S. Kuramoto: J. Cryst. Growth 311 (2009) 3319–3324. doi:10.1016/j.jcrysgro.2009.03.052
- 14) H. Liu, M. Niinomi, M. Nakai, X. Cong, K. Cho, C.J. Boehlert and V. Khademi: Metall. Mater. Trans. A 48 (2017) 139–149. doi:10.1007/s11661-016-3836-5
- 15) J.I. Qazi, B. Marquardt, L.F. Allard and H.J. Rack: Mater. Sci. Eng. C 25 (2005) 389–397. doi:10.1016/j.msec.2005.01.022
- 16) M. Niinomi, M. Nakai, M. Hendrickson, P. Nandwana, T. Alam, D. Choudhuri and R. Banerjee: Scr. Mater. 123 (2016) 144–148. doi:10.1016/j.scriptamat.2016.06.027
- 17) T. Homma, A. Arafah, D. Haley, M. Nakai, M. Niinomi and M.P. Moody: Mater. Sci. Eng. A 709 (2018) 312–321. doi:10.1016/j.msea.2017.10.018
- 18) L. Qi, S. He, C. Chen, B. Jiang, Y. Hao, H. Ye, R. Yang and K. Du: Acta Mater. 195 (2020) 151–162. doi:10.1016/j.actamat.2020.05.058
- 19) K. Chou, N. Li and E.A. Marquis: Acta Mater. 220 (2021) 117302. doi:10.1016/j.actamat.2021.117302
- 20) S.A. Mantri, D. Choudhuri, T. Alama, G.B. Viswanathan, J.M. Sosa, H.L. Fraser and R. Banerjee: Scr. Mater. 154 (2018) 139–144. doi:10.1016/j.scriptamat.2018.05.040
- 21) S. Hanada, N. Masahashi, T.-K. Jung, N. Yamada, G. Yamako and E. Itoi: J. Mech. Behav. Biomed. Mater. 30 (2014) 140–149. doi:10.1016/j.jmbbm.2013.11.002
- 22) R.N. Natarajan, K. Watanabe and K. Hasegawa: J. Biomech. Eng. 140 (2018) 091011. doi:10.1115/1.4039989
- 23) S.M. Renner, R.N. Natarajan, A.G. Patwardhan, R.M. Havey, L.I. Voronov, B.Y. Guo, G.B.J. Andersson and H.S. An: J. Biomech. 40 (2007) 1326–1332. doi:10.1016/j.jbiomech.2006.05.019
- 24) T. Akahori, M. Niinomi, K. Ishimizu, H. Fukui and A. Suzuki: J. Japan Inst. Metals 67 (2003) 652–660. doi:10.2320/jinstmet1952.67.11_652