Abstract
Digital hammering inspection technology using an acoustic emission (AE) sensor has been developed to evaluate the fixed condition of steel plates embedded in concrete. Since supporting structures for such equipment and pipes are welded to the plates, the reliability of the plates should be extremely high especially in nuclear facilities. The development was carried out through mock-up tests and FEM analysis as well as field application tests. It was confirmed that the embedded plates are in the state of being firmly fixed to the concrete when the hammering inspection index of “vibration duration” is below 20 ms. In addition, the stud welded on the back surface of the embedded plates has standard length, when the hammering inspection index of “natural frequency” close to the stud is higher than 1900 Hz.
I. 緒言
原子力発電所の施設はコンクリート構造物で構成され,それらは支持機能と遮蔽機能が求められている。支持機能の維持のためには,コンクリート強度の維持が求められており,引張力に弱いコンクリートを引張力に強い鉄筋で補強した鉄筋コンクリート構造とすることで,必要な強度を確保している。このようなコンクリート構造物は,原子力発電所等の建築構造物だけでなく橋梁等の土木構造物にも利用されている。これらコンクリート構造物には,現場での鉄筋や型枠工事が不要で工期短縮等の建設経済性が高く,鋼板とコンクリート相互の構造的特徴を生かすことで構造効率が高い鋼板補強コンクリート構造1,2)も採用されている。鋼板補強コンクリート構造とは,鋼板より突出させた頭付きスタッドジベル等の連結材により鋼板とコンクリートを一体化させたハイブリット構造であり,橋梁では鋼コンクリート合成床板として利用されている。合成床板に関しては,多くの鋼材を用いるためコンクリートの充填性に対する懸念や,鋼板によりコンクリートの損傷や劣化を直接目視できない等の課題が指摘されている。そのため,コンクリートと接触する鋼材の腐食や接触面の付着状態,引抜強度に関する研究3~7),打音法による非破壊検査に関する研究8~10)が行われている。
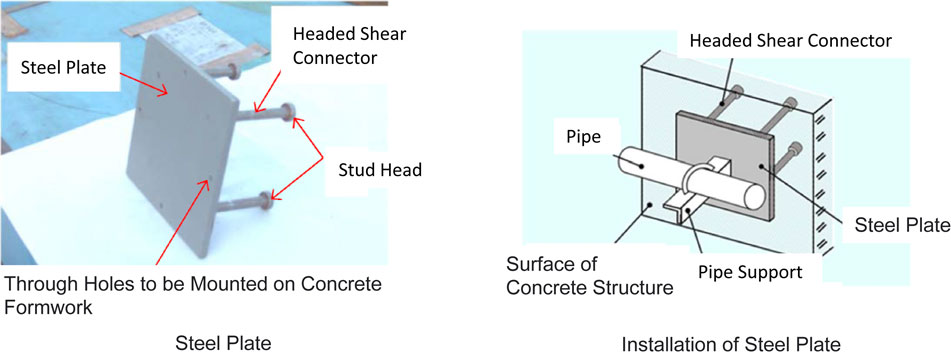
原子力発電所の施設に設置される機器や配管等のコンクリートへの固定では,頭付きスタッドジベルを溶接した鋼板(以下,埋込金物という)が用いられている。埋込金物は,矩形状の平板(以下,プレートという)に頭付きスタッドジベル(以下,スタッドジベルという)を溶接あるいはねじ込みにより取り付けた構造(Fig. 1参照)である。埋込金物は,コンクリートに埋設されて,床・壁・天井等において機器・配管等を支持するための構造物(以下,支持構造物という)が溶接されている。それらは,用途・設計耐荷重11~13)により種々のタイプが存在し,その設置位置は設計段階であらかじめ設定されている。しかし,コンクリート構造物の構成部材の内部には各種鉄筋やダクト配管等の埋設物が含まれていることから,埋込金物を配置した際にスタッドジベルが鉄筋等と干渉する場合がある。スタッドジベルが鉄筋等と干渉した場合,埋込金物の設置位置はあらかじめ定められていることからスタッドジベルを曲げ加工することにより対処されており,スタッドジベルが曲がった場合の埋込金物の強度については引き抜き耐力実験により評価を行っている14)。一方で,コンクリート内に埋設される鉄筋等とスタッドジベルの干渉を避けるためにスタッドジベルを切断し,切断したスタッドジベルをプレートの新たな位置に点付け溶接にて再溶接してからコンクリートを打設したと想定される不適切な施工も確認されている15,16)。埋込金物のスタッドジベルに切断または腐食等の損傷がある場合,埋込金物に掛かる荷重によってはコンクリートとの固定状態が悪化して浮き上がる可能性がある。埋込金物とコンクリートの固定状態を評価するために最も確実な方法は,スタッドジベルが健全であることを確認することである。一方で,埋込金物の浮き上がりは,荷重によりコンクリートとの密着状態が破壊された後,スタッドジベルに損傷がある場合に発生する。そのため,埋込金物とコンクリートの固定状態を評価するに当たり,密着していないという情報も健全性評価のための重要な意思決定に利用できる。スタッドジベルの切断を確認する非破壊検査手法としては,超音波探傷試験(UT)法やフェイズドアレイ超音波探傷試験(PAUT)法,電磁誘導試験(ET)法が挙げられる。しかし,UT法およびPAUT法ではスタッドジベル長さを測定するためにスタッドジベル直上にセンサを設置する必要があるが,埋込金物によっては,プレートに支持構造物が溶接されており,スタッドジベル直上にセンサを設置できず,スタッドジベル長さを測定できないケースが多く確認された15)。また,ET法では,埋込金物に渦電流を流して発生する磁束を測定するため,スタッドジベルの直上近傍の位置でも健全性が確認できるが,磁束の到達範囲が埋込金物に溶接された支持構造物による外乱影響を受けやすく,健全性の評価を行うには現実的ではないと判断した。
そこで,UT法,PAUT法の課題を解決するために,筆者らはAE(Acoustic Emission)センサを用いたデジタル打音検査装置17,18)を用いて,ハンマー打撃により発生する音響振動の持続時間および周波数分布により,埋込金物とコンクリートの固定状態を評価する技術(以下,デジタル打音検査という)を開発した。本報では,デジタル打音検査を埋込金物に適用するために実施したモックアップ試験およびFEM解析,現場適用結果について述べる。
II. AEセンサを用いたデジタル打音検査
1. デジタル打音検査装置
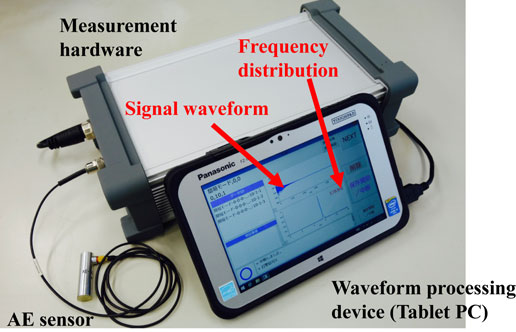
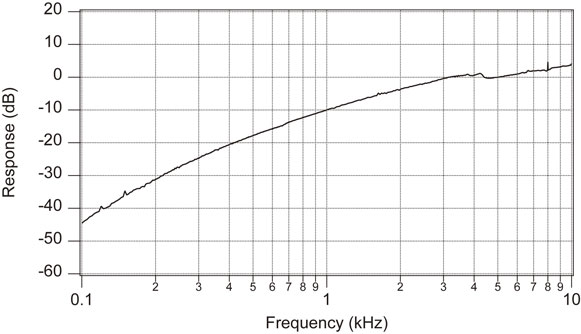
モックアップ試験および現場適用にはデジタル打音検査装置(型番:NFI-DRI-MB-002,原子燃料工業製)(Fig. 2参照)を用いた。本装置で利用する広帯域AEセンサ(NF回路設計ブロック社製AE-900S-WB)の周波数特性をFig. 3に示す。デジタル打音検査装置は,測定対象にAEセンサを接触させ,AEセンサの近傍を打音検査ハンマーで打撃することにより対象の振動を取得する装置である。デジタル打音検査装置により得られる情報は,打音検査ハンマーで打撃して対象を振動させた生波形と生波形の高速フーリエ変換(以下,FFTという)により得られた周波数分布となる。
2. デジタル打音検査における評価指標
デジタル打音検査で評価を行う指標としては,生波形の振動持続時間と生波形のFFTにより得られた周波数分布から抽出した評価に用いるピーク周波数の2つのパラメータを用いることとした。振動持続時間とは,ハンマーによる打撃により励起された振動において振幅がしきい値を超えた時点から,最大振幅の10%(打撃により励起された信号のみを抽出できる値として設定)に振幅が減衰するまでの時間を振動持続時間と定義した(Fig. 4参照)。
評価に用いるピーク周波数とは,ノイズによる影響を除外し,明確に識別可能なピーク周波数を選定するため,デジタル打音検査装置で,250 k/sのサンプリングレートで取得した生波形(0.1秒間)のFFTにより得られた周波数分布においてピーク強度が20,000 mV以上かつ最大強度の20%以上となる最も低周波側のピーク周波数と定義した(Fig. 4参照)。
3. デジタル打音検査による埋込金物/コンクリート間の界面状態
埋込金物を打撃すると,打撃による振動はまず埋込金物を振動させ,その後埋込金物を固定しているコンクリートにその振動エネルギーが伝わり,埋込金物の振動が減衰する。ここで,振動が減衰する程度は埋込金物とコンクリートの接触面における界面状態に依存する相互作用により決定される。
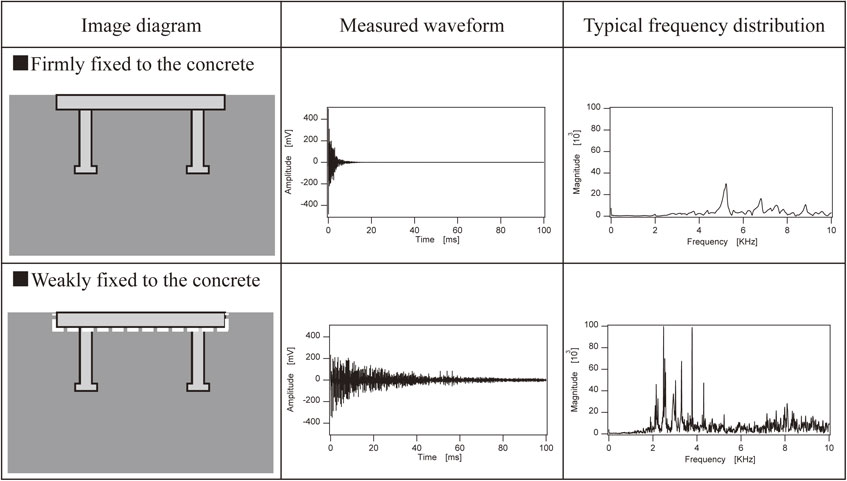
本論文では,埋込金物とコンクリートの固定状態を評価するに当たり,埋込金物がコンクリートに強固に固定され埋込金物/コンクリート間で振動エネルギーが十分伝達される状態を界面状態を「密着」と定義することとした。埋込金物/コンクリート間の界面状態が密着状態では,埋込金物を打音すると,その振動エネルギーはコンクリートに伝わり,埋込金物は直ちに減衰し振動持続時間は短い(Fig. 5参照)。
一方で,埋込金物/コンクリート間の固定状態が荷重負荷により密着状態が緩和された界面状態を「接触」と定義することとした。埋込金物/コンクリート間の界面状態が接触状態では,埋込金物を打音すると,一定時間振動が継続するため明確な固有振動が現れる(Fig. 5参照)。
埋込金物の固定状態の評価に当たっては,まず,生波形の振動持続時間を用いて埋込金物とコンクリートの相互関係(密着/接触)を評価し,密着の場合は,浮き上がりの可能性が非常に低いと判断できる。埋込金物とコンクリートの相互関係が接触の場合は,ピーク周波数よりスタッドジベル状態(健全/欠損)を評価することとした。
III. モックアップ試験
デジタル打音検査を用いて前記の振動持続時間とピーク周波数により,埋込金物の固定状態の評価方法および欠損スタッドジベルの検知方法を確立するため,健全なスタッドジベルおよび欠損スタッドジベルを模擬した埋込金物を無筋コンクリートに埋設したモックアップ試験体を製作した。
埋込金物はコンクリートに打設された後,支持構造物が溶接され,供用されると永続的に荷重を支持することになる。このため,埋込金物/コンクリート間の界面状態は,荷重発生状況により密着状態から接触状態に変化することが想定される。そこで,埋込金物の固定状態が荷重負荷により密着から接触への変化を把握するとともに,接触の場合における健全なスタッドジベルと切断されたスタッドジベルの判定基準を決定するための試験を計画した。
試験計画に当たり,現場状況の確認として,再処理工場に設置されている埋込金物のうち,スタッドジベル欠損が確認された種類の埋込金物を抽出し,スタッドジベル状態(健全/欠損)が既知の埋込金物に対し,デジタル打音検査を行いモックアップ試験のベースとなるデータを採取した。その結果,得られた振動持続時間は最大100 ms程度とばらつきが大きかった。一方で,振動持続時間が短い測定結果が大半であり,振動持続時間が長い測定位置は埋込金物とコンクリートの界面状態に影響を及ぼす荷重が負荷されたものと想定される。
1. コンクリートと接触する鋼板の界面状態の影響
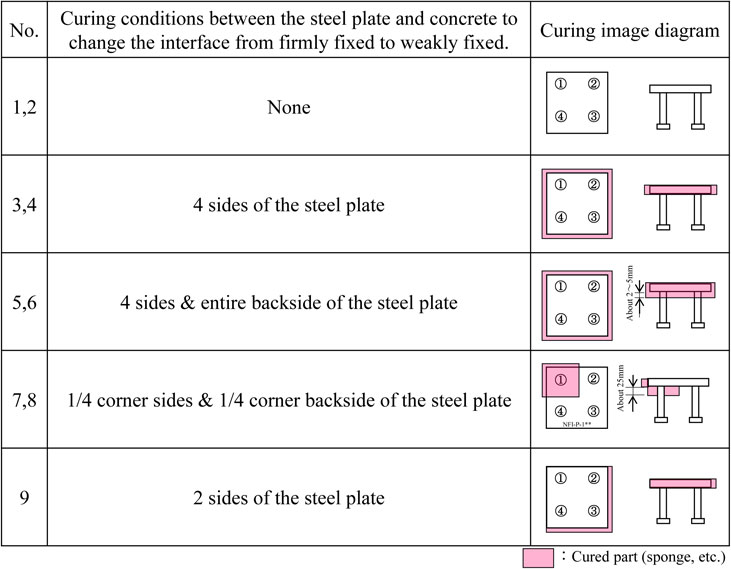
コンクリートと接触するプレートの界面状態の変化がデジタル打音検査における振動持続時間への影響を調査するため,界面状態が密着の場合のモックアップ試験体と,界面状態が接触の場合を模擬するためにコンクリート付着面に発泡ウレタンを貼付けたモックアップ試験体を製作した。埋込金物は,250 × 250 × 16 mmのプレート(材質:SS400(JIS G 3101))に,ϕ16 × 120 mmのスタッドジベル(材質:SWRCH16A(JIS G 3507))4本をJIS B 1198に従うスタッド溶接により製作した。不適切な埋込金物の施工では,鉄筋を避けて配置するためにスタッドジベルを切断していたことから日本建築学会「鉄筋コンクリート造配筋指針」に記載のある設計かぶり厚さ30 mm以上の記載をもとに,スタッドジベル欠損を含む埋込金物は,健全なスタッドジベルをスタッド溶接した後,25 mmを残して切断することにより製作した。埋込金物/コンクリート間の界面状態の段階的な変化を確認するために製作したモックアップ試験体の条件一覧をTable 1に示し,界面状態を変化させるために施工した発泡ウレタンの配置例をFig. 6に示す。
Table 1 List of the steel plate mock-ups with varying fixed states
| No. |
State of the
steel plate |
Curing conditions between the steel plate
and concrete to change the interface from
firmly fixed to weakly fixed. |
| 1 |
All studs sound |
None |
| 2 |
All studs deficient |
None |
| 3 |
All studs sound |
4 sides of the steel plate |
| 4 |
All studs deficient |
4 sides of the steel plate |
| 5 |
All studs sound |
4 sides & entire backside of the steel plate |
| 6 |
All studs deficient |
4 sides & entire backside of the steel plate |
| 7 |
All studs sound |
1/4 corner sides & 1/4 corner backside of the steel plate |
| 8 |
All studs deficient |
1/4 corner sides & 1/4 corner backside of the steel plate |
| 9 |
All studs sound |
2 sides of the steel plate |
界面状況が異なるモックアップ試験体に対して,埋込金物の四隅(ジベル近傍点)から50 mm以内の位置をデジタル打音検査して得られた振動持続時間をTable 2に示す。
Table 2 List of vibration durations of the steel plate mock-ups with varying fixed states
| No. |
State of the steel plate |
Curing conditions between the steel plate and concrete to change the interface from firmly fixed to weakly fixed. |
Vibration durations [ms] |
| Stud 1 |
Stud 2 |
Stud 3 |
Stud 4 |
| 1 |
All studs sound |
None |
1.54 |
3.83 |
2.53 |
2.99 |
| 2 |
All studs deficient |
None |
3.83 |
2.53 |
2.99 |
3.96 |
| 3 |
All studs sound |
4 sides of the steel plate |
9.12 |
11.3 |
8.23 |
8.03 |
| 4 |
All studs deficient |
4 sides of the steel plate |
8.26 |
7.44 |
9.7 |
7.73 |
| 5 |
All studs sound |
4 sides & entire backside of the steel plate |
18.29 |
20.55 |
19.42 |
19.86 |
| 6 |
All studs deficient |
4 sides & entire backside of the steel plate |
20.8 |
20.63 |
21.7 |
18.5 |
| 7 |
All studs sound |
1/4 corner sides & 1/4 corner backside of the steel plate |
16.59 |
4.22 |
4.68 |
4.66 |
| 8 |
All studs deficient |
1/4 corner sides & 1/4 corner backside of the steel plate |
18.2 |
7.61 |
7.03 |
5.76 |
| 9 |
All studs sound |
2 sides of the steel plate |
4.81 |
6.8 |
8.7 |
4.77 |
Stud numbers are numbered 1-4 clockwise from the upper left corner of the steel plate as viewed from the front.
界面状態が密着状態を模擬した埋込金物(No.1,2)では,4ヵ所すべての振動持続時間が5 ms以下となる結果が得られ,界面状態が接触状態を模擬した埋込金物(No.3~9)では,振動持続時間が5 msを超えており,振動持続時間が増大することを確認した。そのうち,側面および裏面の両方に発泡ウレタンを貼付け,埋込金物/コンクリート間の接触面積を小さくした場合(Fig. 6におけるNo.5,6の①~④およびNo.7,8の①参照)のAE打音検査結果では,振動持続時間が20 ms程度と非常に長くなり,界面状態の違いが振動持続時間に影響を及ぼすことが確認できた。
2. 支持構造物溶接および荷重負荷による界面状態の変化
埋込金物が実際に発電所等で利用される状況を想定した場合,型枠に固定された埋込金物がコンクリートに埋設され,次に支持構造物が溶接され,最後に設備等を支持することにより荷重負荷を受けることが想定される。
埋込金物は,コンクリート埋設により強固に固定された状態になるが,支持構造物溶接時の入熱により溶接部周辺の埋込金物のプレート部が膨張,収縮するため界面状態に変化が生じる可能性がある。さらにその後,機器・配管等を永続的に支持するため,継続的または突発的な荷重が加わることで界面状態が変化していく可能性がある。
そこで,モックアップ試験体を用いて想定される現場の埋込金物への荷重負荷を段階的に加えた状態のデジタル打音検査により得られる振動持続時間および周波数分布の変化について評価した。モックアップ試験体に用いた埋込金物は前述の埋込金物と同じ寸法の埋込金物(Pタイプ)に加え,不適切な施工が確認15)された埋込金物と同じ寸法となる400 × 400 × 25 mmのプレート(材質:SS400(JIS G 3101))に,ϕ22 × 160 mmのスタッドジベル(材質:SWRCH16A(JIS G 3507))を9本スタッド溶接した埋込金物(Rタイプ)を用いた。また,溶接する支持構造物については,代表的な種類を抽出し,想定されるスタッドジベル状態を複数設定したTable 3に示すPタイプ埋込金物を40体,Rタイプ埋込金物を51体の合計91体を製作した。
Table 3 Construction patterns of the steel plate
| Support |
Construction patterns |
| Shaped |
Location |
Soundness |
Deficient stud |
| One |
1 row |
2 rows |
All |
| HSS |
Center |
P(7), R(9) |
P |
P, R(2) |
R(2) |
P, R |
| Edge |
P(3), R(2) |
P(2) |
P(2) |
― |
― |
| L-angle |
Center |
R(4) |
― |
R |
R |
― |
| Edge |
P(2) |
P |
P |
― |
― |
| Channel |
Center |
R(4) |
― |
R |
R |
― |
| Edge |
P(2) |
P |
P |
― |
― |
| Wide Flange |
Center |
P(3), R(4) |
P |
P, R |
R |
― |
Steel
plate |
1/3 cover |
R(3) |
― |
― |
― |
― |
| 1/2 cover |
P(3) |
P |
P |
― |
― |
| 2/3 cover |
R(5) |
― |
R(2) |
R |
― |
| All cover |
P(3), R(4) |
P |
P, R |
R |
― |
P : P-type (Plate size : 250 × 250 × 16 mm, Stud size : φ16 × 120 mm × 4 pcs).
R : R-type (Plate size : 400 × 400 × 25 mm, Stud size : φ22 × 160 mm × 9 pcs).
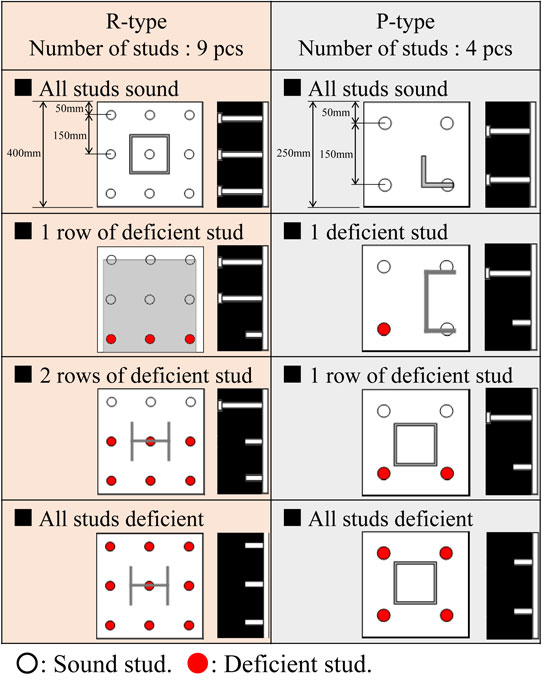
試験体の施工パターンおよび施工パターンごとのスタッドジベル状態の例をFig. 7,Rタイプ埋込金物のコンクリート打設前の写真をFig. 8に示す。なお,Fig. 7中の赤丸はスタッドジベルの軸部途中で切断されたスタッドジベルを示す。埋込金物の打設では,壁施工の埋込金物を模擬し,プレートが地面に対し垂直となる状態で原子力発電所において一般的に用いられているコンクリート(普通24-15-20 N)を打設した。
製作したモックアップ試験体に対するデジタル打音検査は,Pタイプ埋込金物に対しては埋込金物プレートの四隅(スタッドジベル近傍点)から50 mm以内の位置,Rタイプ埋込金物に対しては埋込金物プレートの四隅(スタッドジベル近傍点)から50 mm以内の位置に加え,プレートの辺の中間点(スタッドジベル近傍点)の計8点をデジタル打音検査することとした。
モックアップ試験体における,①埋込金物の製作時(コンクリート打設前),②コンクリート打設後,③支持構造物溶接後,④荷重負荷後の4つの製作過程ごとのデジタル打音検査を実施した。上記①から④では埋込金物の固定状態あるいは埋込金物/コンクリート間の界面状態が変化し,その変化はデジタル打音検査結果に表れることが想定される。
製作数が最も多いPタイプ埋込金物の中央部に角型鋼管を溶接した試験体の結果をTable 4に示す。
Table 4 Summary of digital hammering test results for the four manufacturing processes
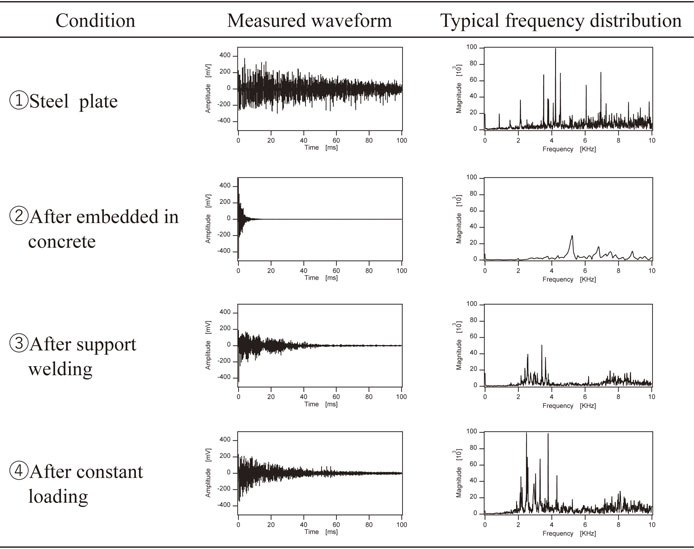
埋込金物の製作時(①)では,埋込金物に対するコンクリートの拘束がなく,自由振動できる状態であることから振動持続時間は長くなり,100 msを超える結果が得られ,周波数分布においても複数の振動モードが強く現れているピークが確認できる。次にコンクリート打設後(②)では,埋込金物がコンクリートにより強く拘束される密着状態を示すことにより,打撃により埋込金物に入った振動エネルギーがコンクリートに拡散されることで振動持続時間が短くなる(打撃直後に減衰する)ことが確認できる。周波数分布では,振動が直ちに減衰することにより,強度の高い有意なピークが出現しないことを確認できた。一方で,埋込金物に支持構造物を溶接した場合(③)では,支持構造物の形状および取付位置によっては溶接時の入熱により埋込金物の熱膨張の影響が顕著に現れるため,埋込金物が振動しやすくなり振動持続時間がコンクリート打設後と比べ長くなるとともに,周波数分布においても強度が高い有意なピークが現れ,埋込金物/コンクリート間の界面状態が接触に変化したことが確認できた。現場に設置された埋込金物には支持構造物を介して永続的に荷重が加わっていることから,引張荷重を付与した荷重負荷後(④)では,埋込金物/コンクリート間の接触状態が拡大するため,支持構造物溶接後(③)よりもさらに振動持続時間が長くなり,周波数分布においてもより強度が高い有意なピークが現れることが確認できた。
これらの結果より,埋込金物/コンクリート間の界面状態は,埋込金物に対する熱応力,荷重負荷等により変化し,デジタル打音検査での振動持続時間または周波数分布によりその状態確認の可能性を見い出した。
3. 欠損スタッドジベルによる影響
埋込金物のスタッドジベルが健全な場合,埋込金物はスタッドジベルの頭によって機械的にコンクリートに固定されているため浮き上がりの可能性はない。一方でスタッドジベルが途中で切断された場合,埋込金物はスタッドジベルの頭による機械的な拘束力がないため,埋込金物とコンクリート間の接着力によりコンクリートに固定されていることとなる。そのため,埋込金物とコンクリート間の接着力を超える荷重が負荷されると埋込金物の浮き上がりが発生する。
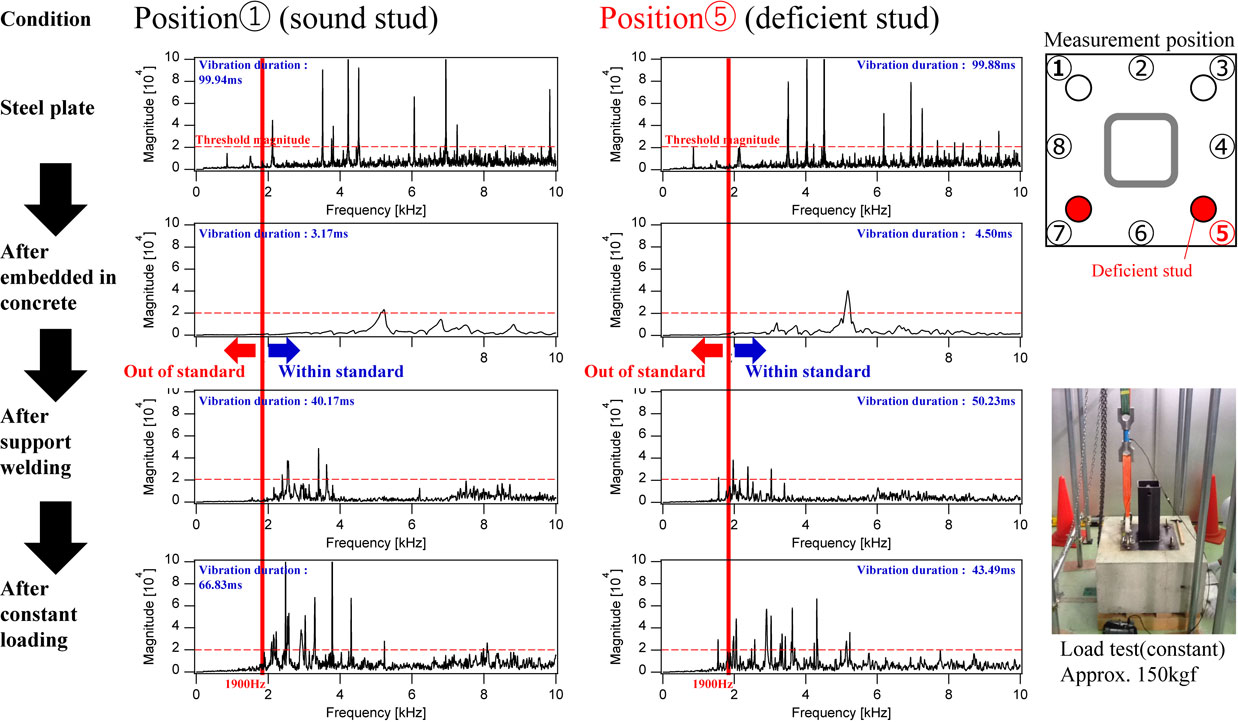
そこで,Fig. 7に示す角形鋼管が中央に溶接され,スタッドジベルが1列切断されたPタイプの埋込金物を対象に,前述した4つの製作過程ごとにデジタル打音検査して得られた結果をFig. 9に示す。Fig. 9の左側に健全スタッドジベル近傍部(計測点①)の周波数分布を示し,右側に欠損スタッドジベル近傍部(計測点⑤)の周波数分布を示す。
健全スタッドジベル近傍部および欠損スタッドジベル近傍部ともにコンクリート打設後は振動持続時間が短く,周波数分布においても強度の高いピークは確認できない。一方で,支持構造物溶接後は振動持続時間が長くなり,周波数分布ではピーク強度が高い有意なピークが現れていることが確認できる。さらに,支持構造物溶接後からの周波数分布において健全スタッドジベル近傍部と欠損スタッドジベル近傍部を比較した結果,健全スタッドジベル近傍部では比較的高い周波数にピークが現れ,欠損スタッドジベル近傍部では健全スタッドジベル近傍部に比べ低い周波数にピークが現れる傾向を確認した。そのため,デジタル打音検査を用いて欠損スタッドジベルを評価するには,欠損スタッドジベルに依存する特徴的な固有振動が現れている必要がある。
今回の結果より,界面状態が接触の場合における欠損スタッドジベル近傍の周波数分布では,健全なスタッドジベル近傍の周波数分布にはみられない低周波領域に有意なピークが出現するため,健全性判定の可能性を見い出した。一方,界面状態が密着の場合では,欠損スタッドジベルの健全性判定は難しい。
4. 健全性判定基準値の設定
デジタル打音検査による埋込金物の固定状態評価方法としては,まず界面状態の判定として,浮き上がりの可能性が非常に低い密着状態であるか否かを評価し荷重負荷の有無を判断する。次に,荷重負荷により界面状態が接触状態となったスタッドジベルについて健全性判定を行う2段階評価となる。評価に当たっては,判定基準値を定める必要があることから,Table 3に示すモックアップ試験の測定により得られた「振動持続時間」と「評価に用いるピーク周波数」を詳細に分析し決定した。
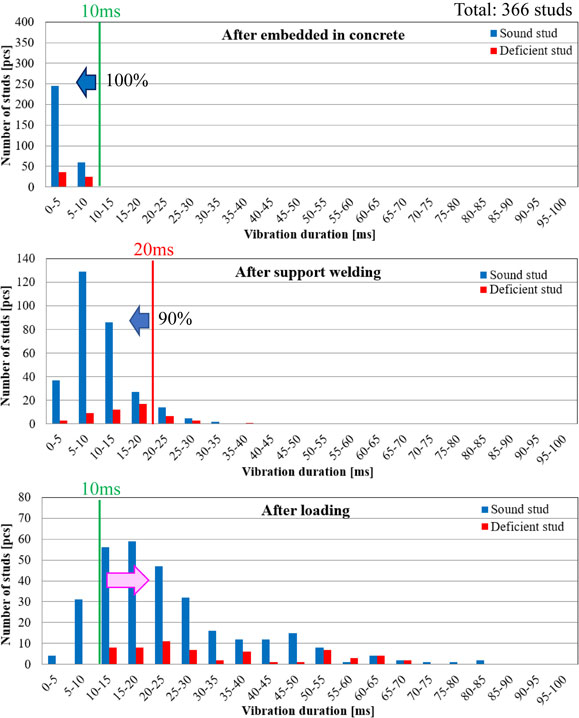
埋込金物の界面状態の判定として,Fig. 10にPタイプの埋込金物における各状態(コンクリート打設後,支持構造物溶接後,荷重負荷後)における健全および欠損スタッドジベル近傍部の振動持続時間の分布を示す。最初の埋込金物/コンクリート間が強固に固定されている状態(界面状態が密着)であるコンクリート打設後では,すべてのスタッドジベル位置で10 ms未満の振動持続時間となった。一方で,熱荷重が加わった支持構造物溶接後では,振動持続時間が増加し接触状態に変化したことが確認できた。荷重負荷後では振動持続時間がさらに増加したことから,接触状態の範囲が拡大したものと推定できる。欠損スタッドジベルに着目すると荷重負荷後では,振動持続時間が10 ms以上を示しており,接触状態となっていることが確認できた。
Rタイプの埋込金物においてもPタイプの埋込金物と同様に各状態における健全および欠損スタッドジベル近傍部の振動持続時間の分布をFig. 11に示す。Rタイプについても埋込金物の種類によらずPタイプと同様の傾向を示すことを確認した。
今回の結果より,埋込金物の状態がコンクリート打設後~支持構造物溶接後~荷重負荷後と変化するに従い,埋込金物とコンクリート間の境界条件が変化し,その状態変化が振動持続時間に現れることが確認できた。また,欠損スタッドジベルでは,健全スタッドジベルよりも埋込金物とコンクリート間の界面状態が変化しやすいことが確認できた。
埋込金物/コンクリート間の界面状態として,荷重による密着状態からの変化が生じたか否かを振動持続時間から推定することは可能であるため,振動持続時間がおおむね20 ms未満であれば浮き上がりを引き起こす可能性が低い「荷重発生無」と判定することにした。
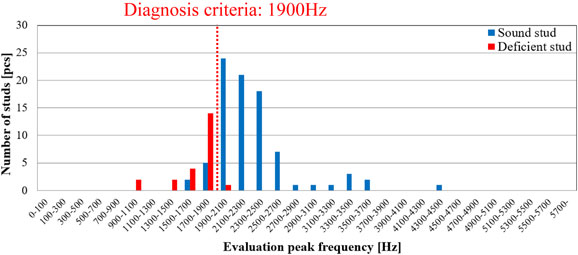
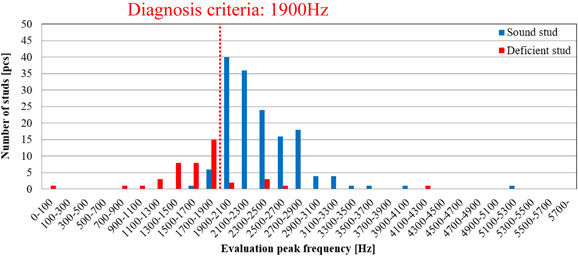
次に,なんらかの荷重負荷が発生した埋込金物について,スタッドジベルの健全性判定を行い,浮き上がりの可能性がないか判断する。スタッドジベルの健全性判定は,周波数分布における評価に用いたピーク周波数を用いる。Figs. 10, 11において振動持続時間20 ms以上となったスタッドジベルについて,健全および欠損スタッドジベルの評価に用いるピーク周波数の度数分布をFigs. 12, 13に示す。Pタイプ,Rタイプのいずれの埋込金物でも欠損スタッドジベルはおおむね1,900 Hz未満を示し,健全なスタッドジベルではおおむね1,900 Hz以上となった。
埋込金物のスタッドジベルは,健全であればスタッドジベルの頭がコンクリートに強固に固定されているため,埋込金物が浮き上がる事象には進展しない。今回の結果より,健全および欠損のスタッドジベルを判定する健全性判定基準値として1,900 Hzを設定し,振動持続時間による判定によって「荷重発生無」と評価されなかった埋込金物では,評価に用いるピーク周波数が1,900 Hz以上の場合「健全」と判定し,1,900 Hz未満の場合「NG」と判定することとした。一方で,埋込金物は用途により種々の寸法の物が存在する。今回モックアップ試験で製作したプレートが正方形のタイプでは,その寸法が250 mmから400 mmに変化しても判定基準値は変化しなかったが,プレート寸法がモックアップ試験体範囲を大きく逸脱する場合は診断基準値を再評価する必要がある。
IV. 有限要素解析
モックアップ試験体を用いた試験のみでは,再現性を確認するために複数試験体を都度調達することは現実的ではない。そこで,モックアップ試験により得られた傾向を確認するため,有限要素法(以下,FEMという)を用いた数値解析を行うこととした。
デジタル打音検査では,埋込金物のプレートを打撃することから,主にプレート(薄板)の振動モードが支配的になると想定される。薄板の古典的な微分運動方程式は板の変位wに対する固有振動として次式19)が用いられる。
| \begin{equation}
D\nabla^{4}w + \rho \frac{\partial^{2}w}{\partial t^{2}} = 0
\end{equation}
| (1) |
ここで,Dは曲げ剛性を示すことから次式に定義される。
| \begin{equation}
D = \frac{Eh^{3}}{12(1 - \nu^{2})}
\end{equation}
| (2) |
Eはヤング率,hは板厚,νはポアソン比,ρは単位体積当たりの密度,tは時間を示す。上式は,4辺単純支持の境界条件以外は厳密解が得られていないため,数値解析を用いた検討が行われている。
健全およびスタッドジベルが切断された埋込金物を対象に,打撃による時間変化の効果も含めた検討を行うためにFEM解析を用いた時刻歴応答解析を実施し,得られる振動持続時間や周波数分布の変化について調査した。FEM解析によるデジタル打音検査の時刻歴応答解析にはADVENTURE Cluster20)を用いた。
1. FEM解析モデルと境界条件
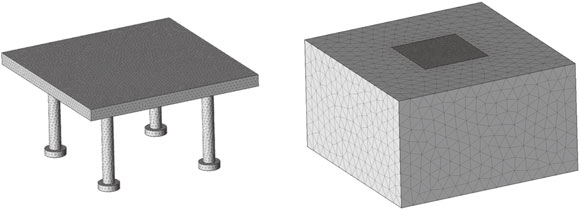
再処理工場に設置されている標準的な埋込金物タイプであり,モックアップ試験でも製作したPタイプの埋込金物を対象としてFEM解析モデルを構築した。埋込金物に溶接された支持構造物をモデル化する場合は,代表的な例として,幅100 × 100 mm,長さ400 mmの角形鋼管を埋込金物の中央部に溶接した形状とし,コンクリート部については500 × 500 × 400 mmの立方体とした。なお,モデル化において,スタッドジベル欠損による形状変化の効果に対して影響が小さいと想定される埋込金物のスタッドジベル溶接部の溶け込みによるスタッドジベル長さおよび角度の変化,溶け込み部の形状変化(肉盛り),プレートの面取り,歪み等の影響は考慮しない。また,コンクリートにおいても,内部の骨材の偏在や内部気泡,気泡による表面荒れ等は考慮せず,均質材としてモデル化した。
FEM解析のためのメッシュ分割設定としては,埋込金物および支持構造物部は四面体二次要素を用いて約5 mm間隔,コンクリート部は四面体二次要素を用いて約50 mm間隔となるように設定した。一例として,健全な埋込金物とコンクリートのモデルをメッシュ分割した場合は,総接点数約14万節点,総要素数約9万要素となる(Fig. 14参照)。
埋込金物部および支持構造物はSS400の物性値を採用し,コンクリート部は無筋コンクリートの密度とモックアップ試験体製作時に実施したJIS A 1108に準拠した圧縮強度試験結果より得られたコンクリート強度から計算できるヤング率,モックアップ試験で得られた結果と一致するように調整したレイリー減衰の値を採用した(Table 5参照)。
Table 5 Parameters of FEM analysis to evaluate the effect on the fixed state of metal plate
| Setting items |
Set value |
| Young's Modulus of steel plate |
205 GPa |
| Poisson's ratio of steel plate |
0.3 |
| Density of steel plate |
7.85 × 10−9 ton/mm3 |
| Young's Modulus of concrete |
24 GPa |
| Poisson's ratio of concrete |
0.2 |
| Density of concrete |
2.4 × 10−9 ton/mm3 |
| Rayleigh damping (α) |
200 |
| Rayleigh damping (β) |
0 |
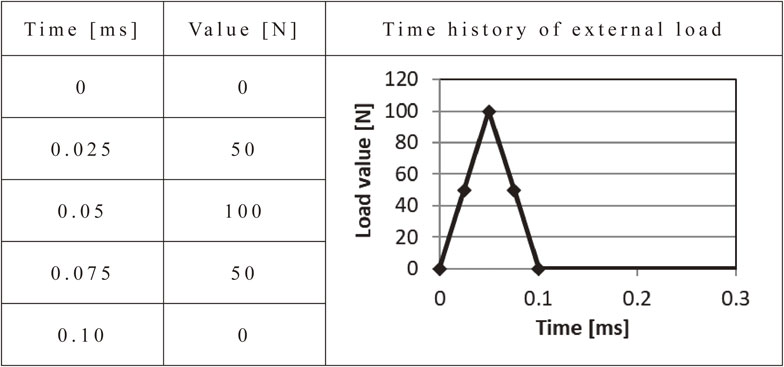
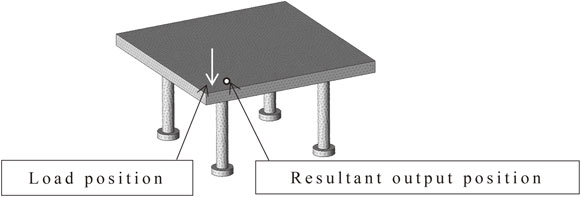
解析に用いる境界条件として,外力による初期条件(ハンマー打撃)と構造物の隣接面における接触条件を設定した。外力による初期条件は,デジタル打音検査時の打撃位置を考慮し,埋込金物のプレートの角から20 × 20 mm中央寄りの節点に設定した。外力として入力する負荷値をFig. 15に示す。また,FEM解析による振動の出力節点は,外力による初期条件を設定した節点より20 mm離れた節点とし,AEセンサは主に接触面の垂直方向成分の速度に応答していることから,垂直方向の速度成分を出力した(Fig. 16参照)。
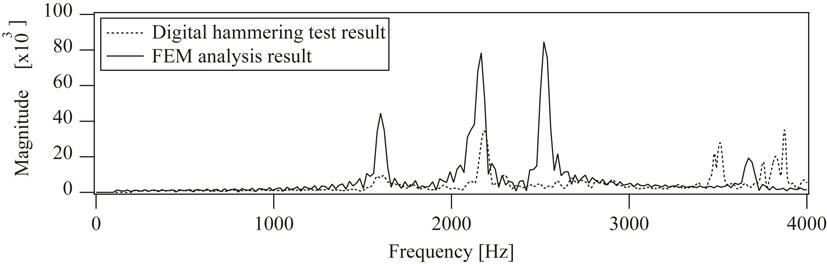
次に,モデルおよび解析条件の妥当性を健全なモックアップ試験体と比較して確認した。埋込金物/コンクリート間の境界条件は,モックアップ試験体の試験結果を考慮して,振動時速時間が長く,高い強度の有意な周波数ピークが現れるように「埋込金物プレート裏面」「埋込金物プレート側面」の接触条件を「非接触」とし,「スタッドジベル表面」のみ接触条件は「有限すべり」とした。ただし,境界条件の面内分布については均一と仮定した。20 msまでの時刻歴応答解析を実施して得られた節点出力をFFTにより得られた周波数分布と,モックアップ試験体をデジタル打音検査して得られた周波数分布をFig. 17に示す。FEM解析結果とデジタル打音検査結果でおおむね一致するピークが確認できた。一部のピーク周波数でFEM解析結果とデジタル打音検査結果が一致しない原因としては,均一と仮定した埋込金物/コンクリート間の界面状態が実際には不均一になっていることにより,ピーク周波数に差異が現れた可能性が考えられる。周波数分布の比較結果より,FEM解析モデルの妥当性をおおむね確認できた。
2. コンクリートと接触するプレートの界面状態の影響
前述のとおり,埋込金物はコンクリートに埋設後,荷重負荷等により埋込金物/コンクリート間の相互作用が密着から接触に変化することをモックアップ試験体へのデジタル打音検査による振動持続時間の変化により確認した。その理由として,埋込金物とコンクリート間の界面状態が密着から接触に変わることで,打音により生じた振動が減衰することなく継続する変化が起きていると考えた。そこで,前項にて妥当性を確認したFEM解析モデルを用いた時刻歴応答解析における埋込金物/コンクリート間の接触面の境界条件設定を変化させ,界面状態の違いが振動持続時間に与える影響について検証した。
FEM解析における境界条件の定義としては,解析の時間刻みごとに接触探索を行い,その都度接触拘束を更新する手法である「有限すべり:接している場合に接触面内方向には拘束されず,大きなすべりが生じる状態。」と接触面対の相対運動を考慮しない「非接触」が存在する。
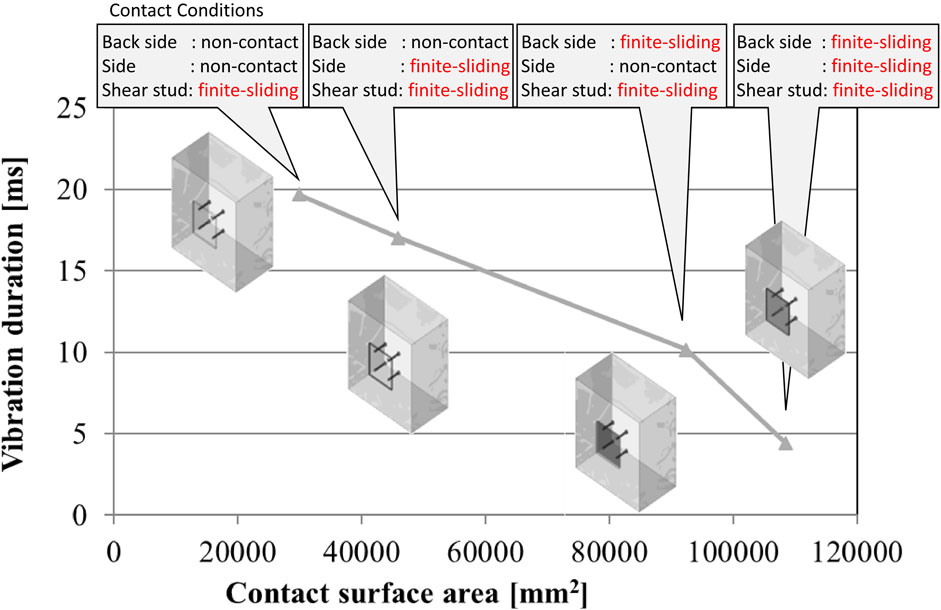
検証は健全な埋込金物をコンクリートに埋設したモデルを対象とし,コンクリートと接触するプレートの界面状態の影響を確認した。接触指定範囲を変更する位置は,モックアップ試験体で大きな変化がみられた面として,「スタッドジベル表面」「埋込金物プレート裏面」「埋込金物プレート側面」の3ヵ所に対して,「有限すべり」と「非接触」の組み合わせを変更した条件で時刻歴応答解析を用いて20 msまで解析を実施した。変更した接触指定範囲の面積における振動持続時間の変化結果をFig. 18に示す。「有限すべり」の接触条件を設定した接触面の表面積が大きくなるに従い,振動持続時間が低下する傾向が確認できた。以上より,接触面を通して埋込金物を打撃した振動がコンクリートに伝わり,減衰したため,埋込金物自体の振動が抑制され振動持続時間が低下する効果が表れており,デジタル打音検査での密着状態と接触状態の変化を再現できていた。
3. スタッドジベル欠損の影響
健全な埋込金物とスタッドジベル1本のみ根元から25 mm位置で切断された2条件のモデルを用いて,スタッドジベル欠損の影響を検証した。埋込金物/コンクリート間に設定する境界条件はFig. 18の結果を踏まえ,振動持続時間が20 ms以上となるように「埋込金物プレート裏面」「埋込金物プレート側面」の接触条件は「非接触」とし,「スタッドジベル表面」のみ「有限すべり」の設定で時刻歴応答解析を実施した。20 msまでの時刻歴応答解析を実施して得られた節点出力をFFTにより得られた周波数分布をFig. 19に示す。また,同じモデルを用いて,固有値解析によりピーク周波数の固有モードについて調査した。埋込金物のみを抽出して描画した変形モードもFig. 19に示す。スタッドジベル1本を切断したモデルでは,健全な埋込金物モデルで確認されるピークに比べ,低周波側にピークが存在する傾向が確認できた。また,健全なモックアップ試験体で強度の高いピークが確認された約2,200 Hzのピークに着目した場合,健全な埋込金物モデルの固有値解析結果では,プレート4隅がプレート中央部と逆方向に変形する固有モードであることが確認できた。スタッドジベル1本を切断したモデルでも健全な埋込金物モデルと同様の固有モードが約1,900 Hzの固有振動数に現れていることが確認できた。
以上より,同じ寸法の埋込金物において健全あるいは欠損スタッドジベル近傍部を打撃した場合,スタッドジベルの欠損による固有振動数の低下傾向を理論的に確認することができた。
V. 現場適用方法と適用結果
デジタル打音検査は,ハンマー打撃により発生する音響振動の振動持続時間および周波数分布によりスタッドジベル切断とそれに伴う固定状態の悪化を評価する技術である。前述のとおり,埋込金物の荷重発生状況に起因する埋込金物/コンクリート間の界面状態を評価することにより,埋込金物の浮き上がりの可能性を診断することができ,界面状態が接触の場合には,スタッドジベルの健全性を診断することができる手法である。この手法は,UT法による測定と異なり必ずしもスタッドジベル直上で検査する必要はない。
そこで,再処理工場の埋込金物を対象にデジタル打音検査とUT法を組み合わせた評価手法の現場適用について検討した。デジタル打音検査の適用範囲は,すでにUT法により1本でもスタッドジベルの健全性が確認できなかった埋込金物とした。
1. デジタル打音検査による補完評価方法
スタッドジベル直上部に支持構造物等が存在することでUT法では検査できないスタッドジベル(以下,UT未測定箇所という)を対象に,デジタル打音検査で補完することにより,埋込金物の浮き上がりの可能性について評価を行う。このとき,デジタル打音検査は以下の3つに分類できる。①スタッドジベル近傍部による直接的な評価が可能な場合。②スタッドジベル間による間接的な評価が可能な場合(スタッドジベル近傍部から多少離れてもその影響を評価することが可能)。上記①,②に該当しない場合は,補完評価が不可能となる。
補完評価の方法としては,デジタル打音検査により得られた振動持続時間による浮き上がりの可能性と周波数分布による健全性判定をスタッドジベルごとに行う。その組み合わせにより埋込金物全体の評価を行う。
2. 埋込金物の判定方法
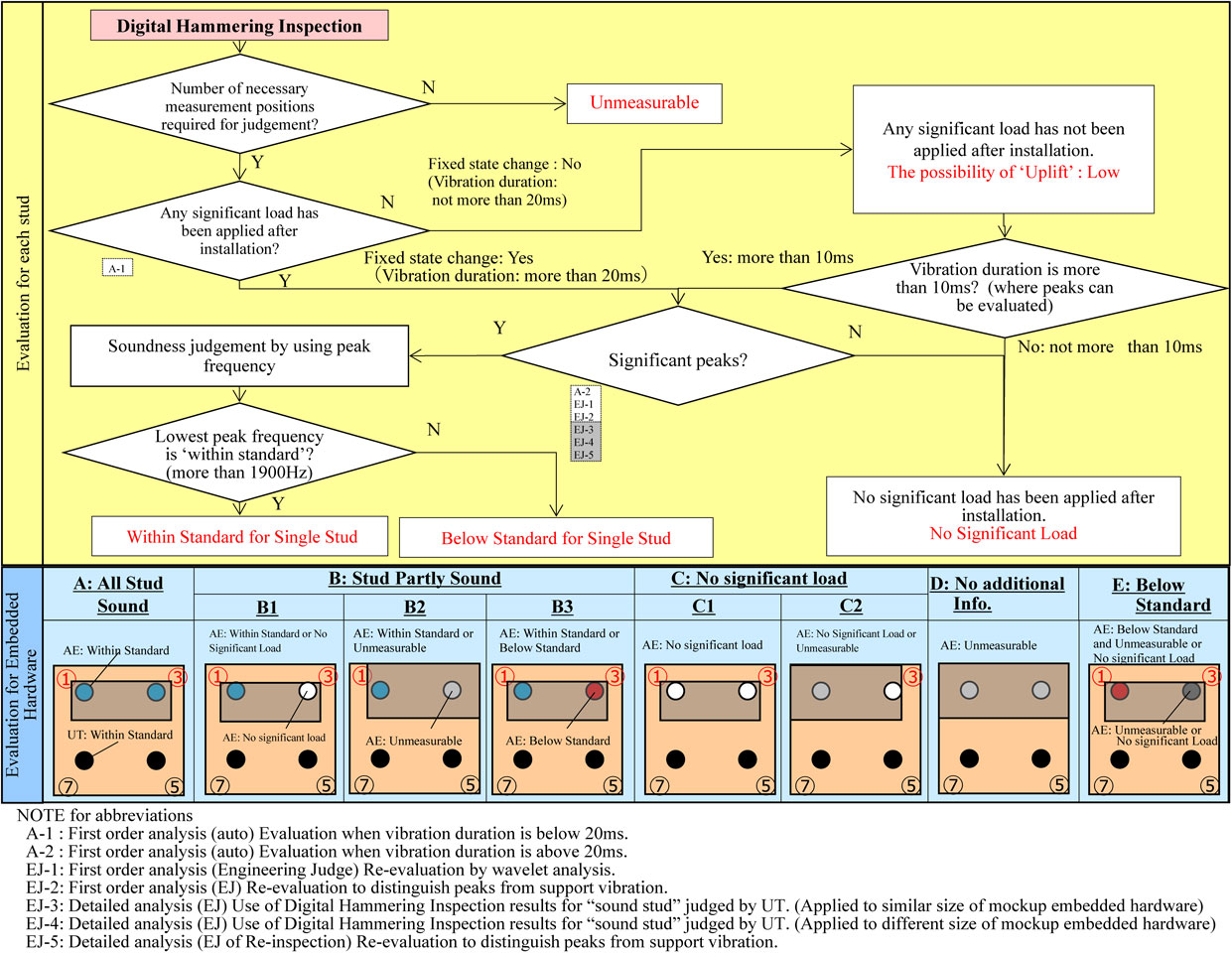
デジタル打音検査により得られた振動持続時間および周波数分布を用いた埋込金物の判定のフローをFig. 20に示す。Fig. 20の上部は,スタッドジベルごとの判定フローを示す。Fig. 20の下部は,各スタッドジベルの評価を踏まえて埋込金物全体を評価したときの分類を示す。埋込金物は種々のタイプが存在し,溶接される支持構造物の種類および取付位置も異なることから,モックアップ試験体を用いて作成した判定基準をすべての埋込金物に一律に適用することは困難であると想定される。そのため,工学的知見により健全性判定ができる場合は,以下のエンジニアリングジャッジを採用することとした。判定フロー内のダイヤ部の左下に記載している略号は評価に用いたシステムによる自動解析(A-1,A-2)およびエンジニアリングジャッジ(EJ-1~5)の番号を示す。
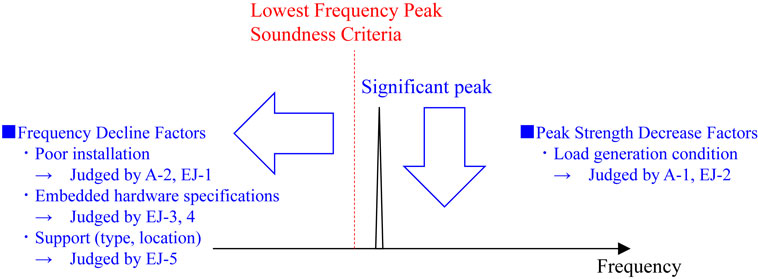
現場測定では,スタッドジベル近傍位置あるいはスタッドジベル間の位置を計測点としてデジタル打音検査を実施する。デジタル打音検査により得られたデータはまずスタッドジベルごとに自動解析を実施し,荷重発生無「●」,健全「○」,NG「×」,未確認(測定不可)「-」の4つに分類した。次に,モックアップ試験により得られた工学的知見に基づき,埋込金物評価ピーク周波数の変動要因(Fig. 21参照)とモックアップ試験条件を比較し,エンジニアリングジャッジを行うためのパターン分類を実施した。
デジタル打音検査により得られたデータは,最初にスタッドジベルごとの評価としてシステムによる自動解析により,解析対象の埋込金物全数に対して振動持続時間による判定(A-1)と評価ピーク周波数による判定(A-2)を実施する。振動持続時間による判定(A-1)では,埋込金物の界面状態について評価し,評価ピーク周波数による判定(A-2)では,スタッドジベル欠損について評価する。
自動解析の振動持続時間による判定(A-1)では荷重発生無「●」評価となったものの中に,有意なピークが得られ健全性評価が可能なデータが確認された。そこで,スタッドジベルの健全性評価の割合を極力増加させるため,エンジニアリングジャッジ(EJ-1)としてFFT波形を確認し,健全性評価が可能なピークを抽出した。
自動解析の評価ピーク周波数による判定(A-2)では,健全なスタッドジベルであっても埋込金物に溶接されている支持構造物等の振動による外乱やノイズの影響を受けNG「×」と誤認する低周波領域にピークが出現する場合がある。そこでエンジニアリングジャッジ(EJ-2~EJ-5)により外乱やノイズを除外するための評価を実施した。エンジニアリングジャッジ(EJ-2)では,評価ピークとしてのピーク強度を満たすが波形がなだらかなピークについて,評価ピークの形状確認により判定し,外乱やノイズの影響によるものと推定して健全性評価には用いないこととした。
また,エンジニアリングジャッジ(EJ-3およびEJ-4)は,同じ埋込金物において,UT法による測定で健全と判定されたスタッドジベル位置のデジタル打音検査結果と比較することで健全性判定を実施したものである。EJ-3はモックアップ試験体と同等サイズの埋込金物を対象とし,EJ-4はモックアップ試験体サイズから外れたサイズの埋込金物を対象として分類したものである。
最後に,エンジニアリングジャッジ(EJ-5)は,埋込金物に溶接されている支持構造物の固有振動と推定されるものについて,支持構造物を対象としたデジタル打音検査を追加実施し,ピーク周波数が支持構造物等由来の外乱によるピークかを判定したものである。
埋込金物の浮き上がりの可能性の評価は,スタッドジベルごとの評価を実施した後,すべてのスタッドジベルの評価結果を統合し埋込金物全体の評価とした。各スタッドジベルの判定結果の組み合わせが,「○」判定のみの埋込金物の場合「A:全数健全」と判定し,「○」以外に「●:荷重発生無」もしくは「-:測定不可」,「×:NG」が含まれる場合は「B:一部健全」と判定した。一方で,「○」判定がなく,「●」のみ,もしくは「●」と「-」の組み合わせの場合には「C:荷重発生無」と判定した。「-」のみの場合は「D:追加情報無」と判定した。「○」判定がなく,「×」を含む場合は「E:NG」判定とした。
3. 埋込金物判定方法の現場適用結果
日本原燃㈱再処理工場では,埋込金物の浮き上がり事象が発生し,その水平展開としてUT法による埋込金物の健全性評価を実施した。その中で,UT未測定箇所が存在する埋込金物が約6千枚に達したため,それらを対象に本研究で開発したデジタル打音検査による判定方法を適用した。測定した埋込金物をその設置場所により,建屋,洞道,およびその他に分類し,設置場所ごとの数量割合と,デジタル打音検査による埋込金物全体の評価分類ごとの数量割合をTable 6に示す。
Table 6 Results of field inspection in terms of the percentage of steel embedded plate classification for installation location
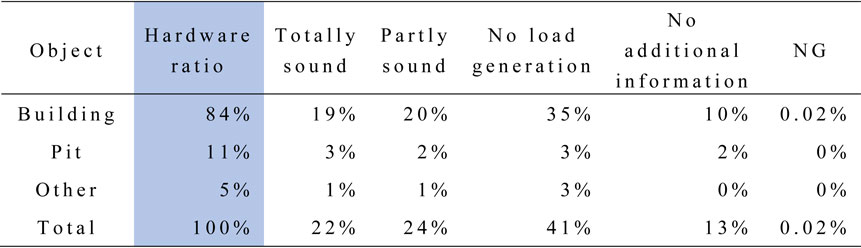
UT法による測定で健全性を評価できなかった約6千枚の埋込金物のうち約87%(対象枚数から追加情報無枚数と判定不可枚数を除いた枚数)に対し,デジタル打音検査によって埋込金物の固定状態を評価するための追加情報を得ており,相当数を補完することができた。検査できなかった埋込金物は,障害物(支持構造物,鋼板および設備等)により,埋込金物自体の露出部分が少なかったため,スタッドジベル近傍へのAEセンサの設置またはハンマー打撃ができなかったことによるものであった。
デジタル打音検査による埋込金物全体の評価結果より,埋込金物に浮き上がりが生じる可能性は極めて低いと考えられる荷重発生無状態の埋込金物は約41%,周波数判定により健全なスタッドジベルが存在すると判定した埋込金物は約46%(一部健全を含む),スタッドジベルが切断されているNG判定とした埋込金物は0.02%であった。
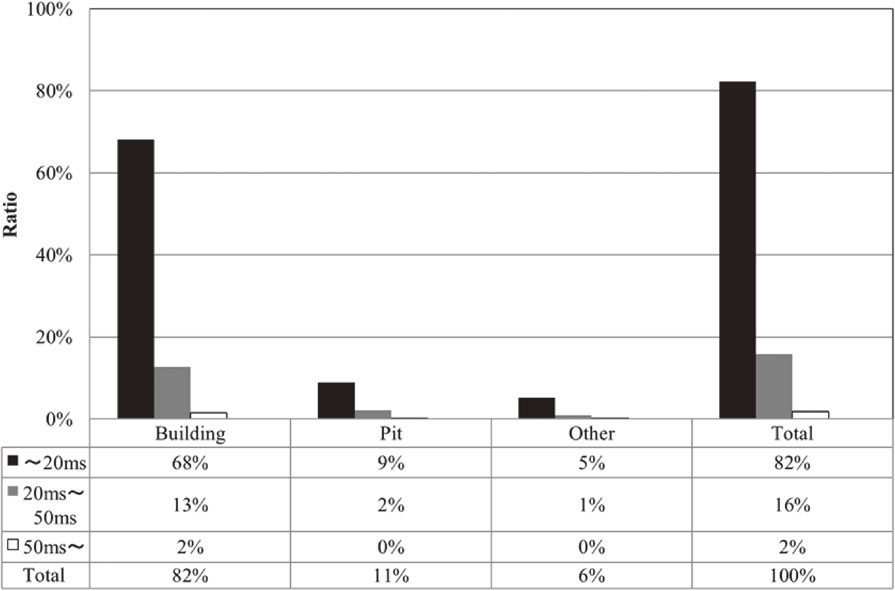
また,デジタル打音検査は,前述したように埋込金物の状態に依存する「埋込金物/コンクリート間の境界状態」を診断することができるため,現場測定した埋込金物の境界状態について,振動持続時間を用いた評価を実施した。今回現場測定した全対象のスタッドジベル近傍部のデータ(UT法により測定できたスタッドジベル近傍部のデータも含む)を対象に振動持続時間の分布を分類した結果をFig. 22に示す。
デジタル打音検査におけるスタッドジベルごとの評価において,荷重負荷等により埋込金物/コンクリート間の界面状態が密着状態を示す荷重発生無評価(振動持続時間が20 ms未満)となるスタッドジベルは,スタッドジベル全体数の約82%となり,大多数の埋込金物は施設建設から15年程経過しているにも関わらず,境界状態の変化が起きるほどの負荷がなかったことが確認でき,埋込金物がコンクリートに強固に固定された状態が維持されていることが確認できた。
VI. 結論
コンクリートと接触する鋼材の接触面における界面状態を非破壊で診断する手法の開発として,コンクリートに打設された後,支持構造物が溶接され,供用される埋込金物を対象に,モックアップ試験,FEMを用いた数値解析および現場適用試験によりデジタル打音検査技術の有効性を以下のとおり確認した。
まず,モックアップ試験体を用いて,コンクリートと接触するプレートへの支持構造物溶接および荷重負荷による界面状態への影響およびスタッドジベル欠損による影響について調査し,判定基準値を設定した。界面状態は,埋込金物に対する熱応力や荷重負荷等により変化し,デジタル打音検査における振動持続時間または周波数分布によりその状態確認が可能であり,振動持続時間が20 ms未満の場合は埋込金物がコンクリートに強固に固定されている状態が維持されている密着状態と評価し,浮き上がりの可能性が低い「荷重発生無」と判定した。一方,振動持続時間が20 ms以上となった場合は埋込金物とコンクリートの界面状態が密着から接触に変化したことにより,スタッドジベル状態(健全/欠損)に依存する固有振動が現れて健全および欠損スタッドジベルの判定が可能となる。このとき,周波数分布の評価ピーク周波数が1,900 Hz以上の場合「健全」,1,900 Hz未満の場合「NG」とした。
モックアップ試験により得られた結果を理論的に確認するため,FEMを用いた時刻歴応答解析等により,理論的にデジタル打音検査における振動持続時間や周波数分布の変化について調査した。最初に,健全な埋込金物のモデルを用いて解析した結果とモックアップ試験結果を比較し,周波数分布がおおむね一致したことより,FEM解析モデルの妥当性を確認した。次に,埋込金物/コンクリート間の相互作用の変化による影響の調査として,埋込金物/コンクリート間の接触条件を変化させた解析を実施した結果,コンクリートに伝わった振動の減衰効果による,デジタル打音検査における密着状態と接触状態の変化を再現できた。また,健全な埋込金物とスタッドジベルが切断されたモデルを用いて解析した結果,健全な埋込金物に比べ,欠損スタッドジベルでは固有振動数が低下する傾向が理論的に確認できた。
開発した技術を現場適用するため,モックアップ試験により得られた工学的知見に加え,埋込金物評価ピーク周波数の変動要因とその判定に従ったスタッドジベルごとの評価とスタッドジベルごとの評価を統合した埋込金物全体の評価判定フローを構築した。日本原燃㈱再処理工場の約6千枚の埋込金物を対象にデジタル打音検査を適用した結果,約87%の埋込金物に対して固定状態評価に必要な追加情報を得ることができた。検査できなかった埋込金物は,支持構造物または設備が埋込金物全体を覆っており物理的にAEセンサの設置またはハンマー打撃ができなかったことが要因であった。また,スタッドジベル個々の振動持続時間に着目した場合,約82%のスタッドジベルが振動持続時間20 ms未満であり,施設建設から15年程経過した現在でも埋込金物がコンクリートに強固に固定された状態が維持されていることを確認した。
今回,デジタル打音検査は埋込金物の健全性判定を行うためにUT法の補完的な位置付けとして採用したものであるが,埋込金物の浮き上がり評価を行うための検査であれば,デジタル打音検査単独でも十分に信頼性のおける検査方法になり得ることを確認した。
References
- 1) A. Varma, S. Malushte, K. Sener, Z. Lai, “Steel-plate composite (SC) walls for safety related nuclear facilities: Design for in-plane forces and out-of-plane moments,” Nucl. Eng. Des., 269, 240–249 (2014). https://doi.org/10.1016/j.nucengdes.2013.09.019.
- 2) I. Tanji, K. Odaka, K. Nakakura, “The construction method that did composition of reinforced concrete structures and steel structures in construction of nuclear power plants,” Proc. Jpn. Concr. Inst., 22[2], 1333–1338 (2000), [in Japanese]. https://ci.nii.ac.jp/naid/110009692679.
- 3) A. Nakajima, M. Kuramochi, Y. Degawa, M. Iso, “Experimental study on generation and development of interface corrosion between steel and concrete,” J. Struct. Eng., 58A, 889–896 (2012), [in Japanese]. https://doi.org/10.11532/structcivil.58A.889.
- 4) Y. Yasuda, H. Sakurai, Y. Kawasaki, K. Izuno, “Detection of peeling area between steel jacket and concrete using impact elastic wave method,” J. Jpn. Soc. Civil Eng., Ser. A1 (Struct. Eng. Earthquake Eng.), 74[4], I_490–I_496 (2018), [in Japanese]. https://doi.org/10.2208/jscejseee.74.I_490.
- 5) C. Nagao, S. Matsui, S. Ishizaki, K. Kubo, H. Komaki, N. Hirayama, “Structural performances of replacing FRP composite deck using permanent form with steel and FRP,” J. Struct. Eng., A, 53A, 1032–1039 (2007), [in Japanese]. https://doi.org/10.11532/structcivil.53A.1032.
- 6) T. Kuroyanagi, H. Higashiyama, S. Morimoto, S. Hiro, A. Yoshida, “Repair effect and ultimate load-carrying capacity of reinforced concrete beams with steel plate bonding quarried from existing bridge slabs by re-injection of resin,” J. Struct. Eng., A, 68A, 765–775 (2022), [in Japanese]. https://doi.org/10.11532/structcivil.68A.765.
- 7) A. Kobayashi, “State of the art report on bonded type FRP reinforcements for existing concrete members,” J. Jpn. Soc. Civil Eng., Ser. A1 (Struct. Eng. Earthquake Eng. (SE/EE)), 77[5], II_9–II_24 (2021), [in Japanese]. https://doi.org/10.2208/jscejseee.77.5_II_9.
- 8) M. Iso, K. Kubota, S. Echigo, Y. Tachibana, N. Utagawa, A. Nakajima, “Study on non-destructive inspection of slab covered with steel plate by impact acoustics methods,” J. Jpn. Soc. Civil Eng., Ser. F4 (Construc. Manage.), 69[2], 140–155 (2013), [in Japanese]. https://doi.org/10.2208/jscejcm.69.140.
- 9) Y. Ke, C. Cheng, Y. Lin, C. Huang, K. Hsu, “Quantitative assessment of bonding between steel plate and reinforced concrete structure using dispersive characteristics of lamb waves,” NDT E Int., 102, 311–321 (2019). https://doi.org/10.1016/j.ndteint.2019.01.002.
- 10) J. Kitasaka, R. Tanaka, T. Nagai, “Development of the delamination inspection system for lining materials using ultrasonic testing,” Thermal Nucl. Power Generat. Convent. Collect. Works, 10, 111–115 (2014), [in Japanese]. https://doi.org/10.14942/tenpes.10.111.
- 11) N. Lee, K. Park, Y. Suh, “Shear behavior of headed anchors with large diameters and deep embedments in concrete,” Nucl. Eng. Des., 421[3], 608–616 (2011). https://doi.org/10.1016/j.nucengdes.2010.04.018.
- 12) A. Sharma, R. Eligehausen, J. Asmus, “Experimental investigations on concrete edge failure of headed studs groups in reinforced concrete,” 23rd Conf. on Struct. Mech. in React. Technol., Manchester, United Kingdom, Aug. 10–14, 2015, Division V, peper ID 781 (2015). http://www.lib.ncsu.edu/resolver/1840.20/33774.
- 13) Y. Norota, H. Furuuchi, R. Takahashi, “Shear reinforcement effect of headed stud on steel-concrete composite slab,” J. Jpn. Soc. Civil Eng., Ser. A1 (Struct. Eng. Earthquake Eng.), 76[5], II_62–II_71 (2020), [in Japanese]. https://doi.org/10.2208/jscejseee.76.5_II_62.
- 14) Y. Matsuzaki, S. Usami, K. Okamoto, R. Asano, “折曲げたスタッドアンカーの引抜き耐力実験,” Summaries of Tech. Pap. Ann. Meeting Archit. Institute of Jpn., Kyushu, Japan, Sep., 1981, 56, 483–484 (1981), [in Japanese].
- 15) Japan Nuclear Fuel Limited. “Results of the investigation of the soundness of embedded hardware in reprocessing facilities etc. [再処理施設等における埋込金物の健全性の調査結果について],” NRA (Nuclear Regulatory Authority) official website, 2020 Nov. 13, [in Japanese], [Internet], https://www2.nsr.go.jp/data/000336503.pdf, (cited 2021 Sep. 28).
- 16) Chubu Electric Power Co., Inc., “Response to Inappropriate Installation of Embedded Hardware in Filter Vent Chamber [フィルタベント室の埋込金物の不適切な設置に係る対応について],” Chubu Electric Power Co., Inc. official website, 2017 Feb. 16, [in Japanese]. [Internet], https://www.chuden.co.jp/resource/ham/290216fvumekomikanamono.pdf, (cited 2021 Sep. 28).
- 17) T. Hamasaki, K. Kasama, T. Matsunaga, R. Ogawa, Y. Isobe, M. Sayama, “Experimental study for estimating tension force of ground anchors by hammering technology,” J. Jpn. Soc. Civil Eng., Ser. C (Geosphere Eng.), 75[1], 90–102 (2019), [in Japanese]. https://doi.org/10.2208/jscejge.75.90.
- 18) T. Matsunaga, R. Ogawa, M. Sagisaka, H. Fujiyoshi, Y. Isobe, “Social infrastructural diagnosis by hammering inspection with AE sensor,” E-J. Adv. Maintenance, 11[1], 27–33 (2019). http://www.jsm.or.jp/ejam/Vol.11No.1/AA/AA153/AA153.html.
- 19) A. W. Leissa, VIBRATION OF PLATES, NASA SP–160, Scientific and Technical Information Division, National Aeronautics and Space Administration, Washington, D.C., (1969).
- 20) Allied Engineering Co., “ADVENTURE Cluster,” Products & Services of Allied Engineering Co., 2018.3, [in Japanese]. [Internet], http://www.alde.co.jp/service/advc/index.html, (cited 2022 Jun. 17).



;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/23-3-Atab04.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)


;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/23-3-Atab06RGB.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)