4. 考察
4・1 窒素−水素ガス吹きによる吸窒の速度論的検討
Table
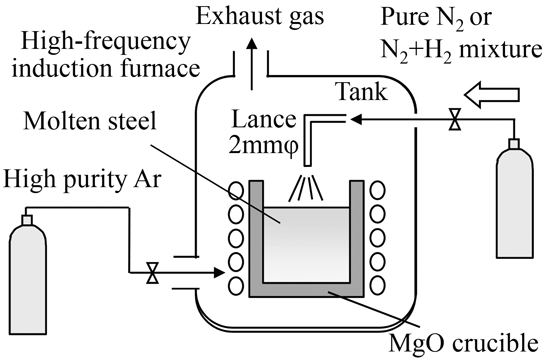
2に示すように,溶鋼からの脱窒・吸窒反応に関しては,これまでに多くの基礎的研究が行われてきており,化学反応速度に及ぼす界面活性元素である酸素,硫黄濃度の影響1,2,3,4,5,6,7,8,9,10,11),脱窒速度に及ぼす還元性ガスによる界面酸素濃度の低下の影響16,17),および,マランゴニ対流による溶鋼側物資移動への影響13)などについて明らかにされてきている。本実験結果を用い,窒素−水素混合ガスと溶鋼間の吸窒反応について速度論的検討を行った。また,窒素−水素混合ガスを溶鋼に吹き込むことにより,高酸素濃度域においても加窒速度を向上させることができないか検討を行った。
Table 2.
Studies on nitrogen desorption and absorption in previous work.
|
Rate - determing step |
Studies |
| Nitrogen desorption |
Chemical reaction |
Effect of the surface active elements (O, S)
Removal of surface active oxygen by reductive gas |
| Liquid-phase mass transfer |
Effect of marangoni convection by
reductive gas |
| Nitrogen absorption |
Mixed rate-determing
Liquid-phase mass transfer
Chemical reaction |
Effects of oxygen and sulfur content
on changing of rate-determing step |
Chemical reaction
High oxygen
concentration steel |
Removal of surface active oxygen by hydrogen gas
⇒ N2 + H2 mixture injection |
Fig.4に,窒素−水素混合ガスを吹き込んだ際のガス−メタル界面における窒素,酸素の濃度分布の模式図を示す。高酸素濃度域においては,表面活性元素である酸素により界面化学反応速度が低下することが知られているが,本実験では窒素ガスに水素を混合することにより,界面酸素を水素で脱酸し低下させる効果を期待している。
脱窒,吸窒反応速度に関して,メタル側の物質移動が律速される場合には (2)式のような1次式で,また,ガス−メタル界面での化学反応が律速される場合には(3)式のような2次式で表すことができる。
|
−
d
[
N
]
/
dt
=
A
V
k
N
m
(
[
N
]
−
[
N
]
e
)
| (2) |
|
−
d
[
N
]
/
dt
=
A
V
k
N
r
(
[
N
]
2
−
[
N
]
e
2
)
| (3) |
ここで,[N]は溶鋼中窒素濃度(%),[N]eは平衡窒素濃度(%),kNmは物質移動係数(m/min),kNrは反応速度定数(m/(%・min))である。また,Vは溶鋼体積(m3),Aは溶解/ガス間の反応界面積(m2)であり,ここではルツボの断面積(0.017
m2)を用いた。
吸窒反応において,上記いずれかの律速,もしくは両者の混合律速3,4)で整理すべきであるが,本実験条件では,高周波溶解炉を用いており,メタル側の物質移動は大きく,また,高酸素濃度域における実験が主体であることから,主に化学反応が律速されると考え,(3)式を積分した(4)式で整理を行なった。
|
1
2
[
N
]
e
{
ln
(
[
N
]
+
[
N
]
e
[
N
]
−
[
N
]
e
⋅
[
N
]
0
−
[
N
]
e
[
N
]
0
+
[
N
]
e
)
}
=
A
V
⋅
k
Nr
⋅
t
| (4) |
ここで,tは時間(min)である。
なお,[N]eは(5)式で表せるが21),純窒素を上吹きした場合の窒素分圧,PN2(atm)については,本実験がAr雰囲気下での実験であり,上吹き時にArを巻き込むと考えられるため,酸素濃度が5
ppmの純窒素吹き実験の窒素濃度変化を回帰して求めた到達窒素濃度の値を[N]eとして用い,(5)式より窒素分圧をPN2=0.26として求めた。
|
[
N
]
e
=
P
N
2
f
N
⋅
exp
(
−
9916
+
20.17
T
RT
)
| (5) |
ここで,Tは溶鋼温度(K),fNは窒素の活量係数である。
また,水素−窒素混合ガス吹き実験では,(6)式のように混合ガス中の窒素濃度,β(%)を純窒素吹き実験での窒素分圧(=0.26)にかけた値を窒素分圧として用いた。
|
P
N
2
=
0.26
×
(
1
−
β
/
100
)
| (6) |
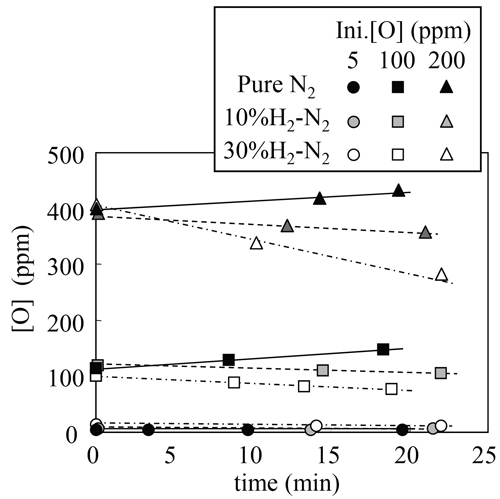
Fig.5に各実験結果を2次の反応式である(4)式で整理した結果を示す。初期酸素濃度が400
ppm,100 ppm,50 ppmの実験では比較的良い直線関係が得られており,化学反応速度が主に律速しているものと考えられる。一方,初期酸素濃度が5
ppmの実験では2次の反応式では直線関係が得られず,むしろ,1次反応式で整理した方が良い直線関係が得られた。低酸素濃度域においては,液相側の物質移動速度が律速しているものと考えられる。
直線の傾きより求めた見掛けの反応速度定数は,純窒素ガス吹きの場合,溶鋼中酸素濃度の増加により低下する。また,高酸素濃度において窒素−水素素混合ガスを吹き付けることにより,純窒素ガス吹きに比べ見掛けの反応速度定数は大きくなる。特に,100
ppm以上の高酸素濃度域でその効果が大きいことがわかる。脱窒反応速度に及ぼす還元ガスの影響については,Mizukamiら16),Kawakamiら17)により界面活性元素である酸素濃度の低下により,脱窒速度の向上が指摘されているが,本研究の窒素−水素混合ガスによる吸窒実験においても,高酸素濃度域において還元ガスによる吸窒速度の向上が認められる。
酸素濃度の低いAlキルドの水準については,30
mass%水素−窒素混合ガスを上吹きした場合,純窒素ガスを上吹きした場合に比べ脱窒速度が向上しており,マランゴニ効果による物質移動係数の増大の可能性も考えられる。
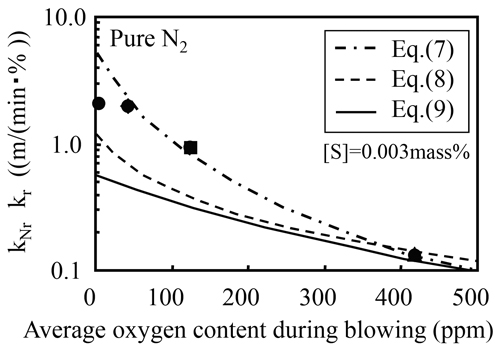
Fig.6に,純窒素を上吹きした実験における,見掛けの化学反応速度定数と上吹き時の平均溶鋼酸素濃度の関係を示す。これまでに報告された化学反応速度定数,kr(cm/(s・%))と酸素濃度の関係を(7),(8),(9)式に示す。
|
k
r
=
15.0
f
N
2
/
(
1
+
161
[
O
]
+
63.4
[
S
]
)
2
| (7)5) |
|
k
r
=
3.16
/
(
1
+
286
[
O
]
+
[
S
]
/
2
)
2
| (8)3) |
|
k
r
=
0.974
f
N
2
/
(
1
+
28.4
[
O
]
+
5.34
[
S
]
)
2
| (9)1) |
100 ppm以上の高酸素濃度域においては,今回得られた結果と(7)式のHarashima5)らが求めた結果がほぼ一致している。一方,酸素濃度が50
ppm以下では(7)式の関係に比べ見掛けの反応速度定数は小さく,一定値に近づく傾向が見られる。高酸素濃度域では化学反応速度が主要因であり,100
ppm以下の低酸素濃度域では酸素濃度が低下するにしたがい,液側物質移動抵抗が相対的に大きくなるものと考えられる。
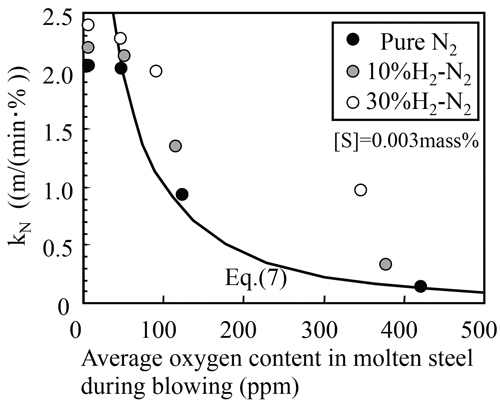
次に,水素−窒素混合ガスを上吹きした場合の見掛けの反応速度定数と上吹き時の平均酸素濃度の関係をFig.7に示す。水素混合ガスを上吹きすることにより高酸素濃度域で見掛けの反応速度定数は(7)式の関係よりも大きく増加し,水素濃度が高いほど増加量が大きいことがわかる。これは,溶鋼中の酸素濃度の低下よりさらにガス−メタル界面の酸素濃度が低下した結果,見掛けの反応速度定数が増加したものと考えられる。一方,低酸素濃度域においては界面酸素による反応速度への影響が小さく,かつ,液相側の物質移動抵抗が相対的に大きくなるため,水素混合ガスの効果は小さくなると考えられる。
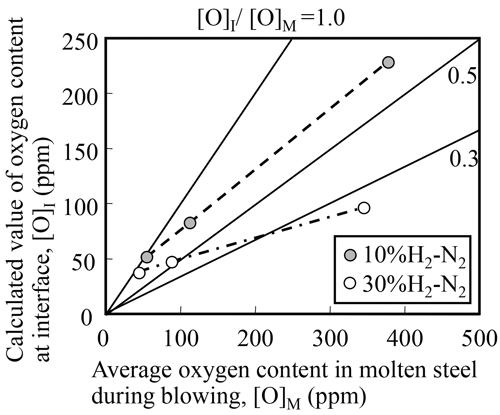
水素混合ガスの上吹きにより溶鋼界面の酸素濃度が純窒素ガスに比べてどの程度低下するか,見掛けの反応速度定数から(7)式を用いて推定した。Fig.8に溶鋼中酸素濃度,[O]M(ppm)と界面酸素濃度,[O]I(ppm)の関係を示す。溶鋼中酸素濃度が100
ppm以上の高酸素濃度域においては,10 mass%水素−窒素混合ガスを上吹きした場合,界面酸素濃度は溶鋼酸素濃度の60~70%に,30
mass%水素−窒素混合ガスの場合は30~50%に低下すると見積もられる。
以上より,窒素に水素を混合したガスを溶鋼に吹き込むことにより高酸素濃度域においても吸窒速度を向上できることがわかる。
4・2 RH真空脱ガス法の吸脱窒モデルによる窒素−水素ガス吹きの窒素濃度への影響の推定
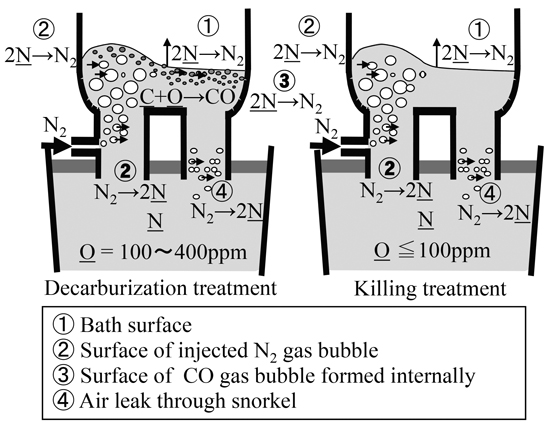
ラボ実験で得られた吸窒速度定数をもとに,水素−窒素混合ガスをRH真空脱ガス法の環流ガスとして吹き込んだ場合の吸・脱窒挙動を,純窒素ガス吹き込みの場合と比較した。吸・脱窒挙動を評価するために使用したRH真空脱ガス法の窒素反応モデルの概念図をFig.9に示す。モデルの前提として,リムド脱炭処理時(環流ガス:窒素),キルド処理時(環流ガス:窒素)の各ケースを考え,脱窒・吸窒の反応サイトとして,①真空槽内の鋼浴表面,②溶鋼環流用の吹き込み窒素ガスの気泡界面,③脱炭反応時のCO気泡界面,④浸漬管からのエアリークによる吸窒を考慮した。
4・2・1 取鍋−真空槽内の物質収支式
取鍋,真空槽内ともに溶鋼は完全混合と仮定し,各反応サイトの脱・吸窒速度を考慮すれば,真空槽内溶鋼,取鍋内溶鋼の窒素の変化速度はそれぞれ(10),(11)式で表される。
|
d
[
N
]
V
dt
=
−
Q
V
V
(
[
N
]
V
−
[
N
]
L
)
+
d
[
N
]
V
dt
|
S
+
d
[
N
]
V
dt
|
N
2
+
d
[
N
]
V
dt
|
CO
| (10) |
|
d
[
N
]
L
dt
=
Q
V
L
(
[
N
]
V
−
[
N
]
L
)
+
d
[
N
]
leak
dt
| (11) |
ここで,[N]V:真空槽内窒素濃度(%),[N]L:取鍋内窒素濃度(%),VV:真空槽内溶鋼量(m3),VL:取鍋内溶鋼量(m3),t:時間(min),d[N]leak/dt:浸漬管からの大気巻込みによる吸窒速度(%/min)である。なお,溶鋼環流量,Q(m3/min)はKuwabaraら22)が導出した(12)式を用いる。
|
Q
=
889
Q
g
1
3
D
4
3
{
ln
(
P
0
/
P
V
)
}
1
3
| (12) |
ここで,Qg:環流用の吹き込みガス流量(Nm3/min),D:浸漬管径(m),P0:環流用ガスの吹き込み位置の圧力(atm),PV:真空槽内圧力(atm)である。
(10)式において,右辺第2項は鋼浴表面における反応速度,右辺第3項は溶鋼環流用の窒素ガス気泡界面における反応速度,右辺第4項は内部脱炭により発生したCO気泡界面における反応速度を表す。以降,各反応サイトにおける反応速度式について示す。
4・2・2 RH真空槽内の浴表面,COガス気泡界面での反応速度式
RH真空槽内の反応サイトのうち,①真空槽内浴表面,③COガス気泡界面における反応速度は,メタル側物質移動と界面化学反応の混合律速と仮定する(真空度が十分でない場合,真空槽内浴表面におけるガス側の抵抗は無視できない場合もあるが,このモデルでは無視して解析)。各サイトの反応速度式を(13),(14)式に示す。
|
d
[
N
]
V
dt
|
n
=
−
A
n
V
V
k
m
(
[
N
]
V
−
[
N
]
i,n
)
=
−
A
n
V
V
k
r
(
[
N
]
i,n
2
−
[
N
]
e,n
2
)
| (13) |
|
d
[
N
]
V
dt
|
n
=
−
A
n
V
V
{
k
m
[
N
]
V
−
k
m
(
−
k
m
+
k
m
2
+
4
k
m
k
r
[
N
]
V
+
4
k
r
2
[
N
]
e,n
2
2
k
r
)
}
(
n
=
S,CO
)
| (14) |
ここで,An:反応界面積(m2),km:窒素のメタル側物質移動係数(m/min),kr:窒素の化学反応速度定数(m/(min・%)),[N]i,n:メタル側界面の窒素濃度(%),[N]e,n:気相と平衡する窒素濃度(%)である。また,下添字nは反応サイトを示し,Sは真空槽内浴表面,COはCOガス気泡界面である。
COガス気泡と平衡する窒素濃度,[N]e,COはCO気泡内の初期の窒素分圧は0であると仮定し,[N]e,CO=0とする。また,真空槽内浴表面における平衡窒素濃度,[N]e,Sは真空度の影響を受けるとし,浴表面の窒素分圧が槽内真空度,PV(atm)であると仮定して,(15)式に示す平衡式により求める。
|
[
N
]
e,S
=
P
V
f
N
⋅
exp
(
−
9916
+
20.17
T
RT
)
| (15) |
また,km(m/min)はMukawaら9)が高周波誘導溶解炉における実験にて0.054
m/minを得ているが,RH真空脱ガス法の真空槽内におけるkmは不明であるため,ここではパラメータとする。また,kr(m/(min・%))は,上述したHarashimaら5)により求められた界面活性元素であるO,Sの影響を考慮した(7)式を用いた。
4・2・3 吹き込み窒素ガスの気泡−溶鋼界面での反応速度式
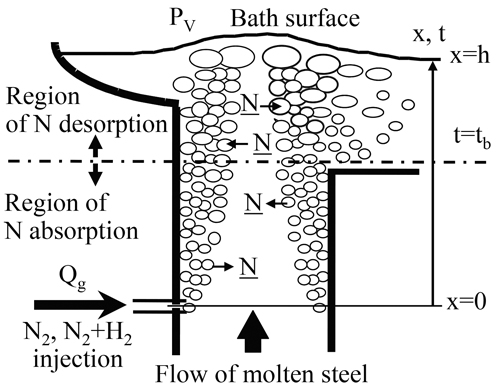
浸漬管より吹き込んだ窒素ガスの吸窒・脱窒の概念図をFig.10に示す。鋼中窒素濃度が窒素気泡内圧と平衡する窒素濃度よりも低ければ窒素気泡からの吸窒が,窒素気泡内圧と平衡する窒素濃度よりも高ければ窒素気泡への脱窒が生じる。よって,上昇管の窒素ガス吹込位置付近では,窒素気泡からの吸窒が生じるが,浴表面付近では窒素気泡の内圧が低いため脱窒が起こる。
この窒素気泡−溶鋼間の反応を定式化するために,a)上昇管内気泡位置と平衡窒素濃度の関係,b)上昇管内に吹き込まれた窒素ガスの気泡挙動についてモデル化し,窒素気泡界面における反応速度式を導いた。他のサイトと同様,(13)式に示すメタル側境膜の物質移動と界面化学反応の混合律速を仮定した。a),b)の仮定より,吹込窒素ガス気泡−溶鋼間の総括窒素反応速度は,ガスの吹込位置をx=0(m),鋼浴表面をx=h(m)とおくと,(16)式のように表される。
|
d
[
N
]
V
dt
|
N
2
=
∫
0
h
d
[
N
]
V
dt
|
x
dx
=
−
∫
0
h
A
N
2
(
x
)
V
V
{
k
m
[
N
]
V
−
k
m
(
−
k
m
+
k
m
2
+
4
k
m
k
r
[
N
]
V
+
4
k
r
2
[
N
]
e,N
2
2
(
x
)
2
k
r
)
}
dx
| (16) |
ここで,[N]e,N2(x)は窒素ガス吹き込み位置からの距離,xにおける窒素気泡−溶鋼間の平衡窒素濃度(%)であり,窒素吹き込み位置の圧力が大気圧であると仮定すると,(17),(18)式より求められる。
|
[
N
]
e,N
2
(
x
)
=
P
N
2
,
b
(
x
)
f
N
⋅
exp
(
−
9916
+
20.17
⋅
T
RT
)
| (17) |
|
P
b,N
2
(
x
)
=
P
V
+
ρ
Fe
⋅
g
⋅
(
h
−
x
)
1.013
×
10
5
| (18) |
ここで,Pb,N2(x):xにおける窒素気泡内圧力(atm),ρFe:溶鋼の密度(=7000
kg/m3),g:重力加速度(=9.8
m/s2),h:浴表面から窒素ガス吹き込み位置までの距離(m)である(PV=1 atm時にh=1.47 m)。
また,AN2(x)(m2)はxにおける吹き込み窒素気泡と溶鋼の反応界面積であり,幾何学的に上昇管内の溶鋼中に滞留する全気泡体積の2/3乗に比例し,また,x方向に一定であると仮定すると(19)式のように表せる。
|
A
N
2
(
x
)
=
α
(
Q
g
⋅
t
b
)
2
3
h
| (19) |
ここで,Qg:吹き込み窒素ガス流量(Nm3/min),tb:窒素気泡の鋼浴面までの滞留時間(min),α:吹き込み気泡の形状パラメータである。
tbについては,上昇管内に吹き込まれた窒素ガス気泡は合体しないと仮定し,(20)式で表される気泡の上昇速度,vb(m/s)から求めた。ここでv1(m/s)は溶鋼の上昇速度であり,(21)式で表せる。
|
v
b
=
0.5
⋅
d
b
⋅
g
+
v
l
| (20) |
|
v
l
=
Q
π
⋅
(
D
/
2
)
2
×
60
| (21) |
また,Ozawaら23)は,オリフィスから溶鋼内に吹き込まれた時点の気泡径,db(m)はオリフィス内径の5~10倍としており,ここではオリフィス内径の10倍(db=0.06
m)と仮定した。
4・2・4 浸漬管の下降管からのエアリークによる吸窒速度
Katoら24)は,RH真空脱ガス法(浸漬管内径=0.6 m,溶鋼量=280
t)において,浸漬管からのエアリーク量Qleak(Nm3/min)を定量的に求め,Qleak=0.17(Nm3/min)と評価した。今回はエアリーク量としてこの値を用いる。巻込まれた気泡は下降流にのり,取鍋内溶鋼中に一旦全量が溶解すると仮定すると,浸漬管からの大気巻込みによる吸窒速度,d[N]leak/dt(%/min)は(22)式のようになる。
|
d
[
N
]
leak
dt
=
0.80
Q
leak
M
N
2
0.0224
V
L
ρ
Fe
×
10
−
1
| (22) |
ここで,MN2:窒素の分子量(=28)である。
4・2・5 計算結果
以上のモデルにおいて,各サイトの反応速度定数に関してはラボ実験から求められた値を用い,また,液側の物質移動係数,および,反応界面積については様々な鋼種で窒素濃度変化に合うように下記①~④をパラメータとし,実績値とフィッティングさせた。①RH真空層内における溶鋼中窒素の物質移動定数,km,②真空槽内溶鋼浴表面の反応界面積,AS,③吹込ガスの反応界面積,Ab(x),④CO気泡の反応界面積,ACO。
Table
3に示す操業条件において,各鋼種の脱窒・吸窒速度実績値と計算値を最小二乗法でフィッティングさせることによりこれらのパラメータを決定した。その結果,①km=0.12(m/min)となり,Mukawaら9)の小型実験の値0.054(m/min.)の約2倍の値となる。②AS=26(m2)となり,下部槽の断面積=4.1(m2)の約6倍の値である。③吹き込み窒素気泡の反応界面積は,窒素ガス流量と気泡滞留時間によって変化するが,PV=1.3×10−3(atm),Qg=3(Nm3/min)の場合でAb=1.95(m2)となる。④脱炭最盛期のACO=164(m2)となる。
Table 3.
Calculation conditions of mathematical model for nitrogen desorption and
absorption reactions with N
2 injection in RH degassing process.
| Amount of molten steel |
280 t |
| Inner diameter of snorkel |
0.75 m |
| Inner diameter of vacuum
vessel |
2.3 m |
| Pressure in vacuum vessel |
1 ~ 35 Torr |
| Flow rate of injection gas |
3 Nm3/min |
| [C] concentration |
0.002 ~ 0.040% |
| [O] concentration |
3 ~ 400 ppm |
| [N] concentration |
40 ~ 220 ppm |
| [S] concentration |
0.005 ~ 0.030% |
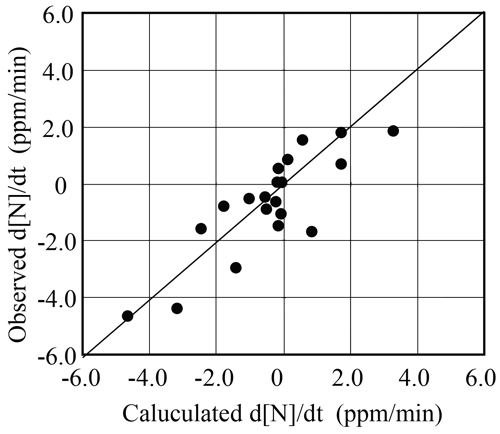
窒素濃度が50 ppm以上の高窒素溶鋼をRH真空脱ガス法で処理した場合の脱吸窒速度に関して,モデルより計算された平均窒素反応速度の実測値と計算値との比較をFig.11に示す。これによると,本モデルによる計算値は概ね実績と対応していることがわかる。
以上のモデルを用い,浸漬管より純窒素ガスを吹き込んだ場合と30%水素−窒素混合ガスを吹き込んだ場合の処理中の窒素濃度変化について比較を行った。計算条件をTable
4に示す。計算は,高真空・高酸素濃度の下,CO気泡が多量に発生する脱炭I期,および,浴面近傍での脱炭が主体の脱炭II期について,いずれも酸素濃度が400
ppmと高い条件として行った。さらに,低真空状態(35 Torr)の下,Al脱酸した酸素100 ppmのセミキルド条件,および,酸素濃度5
ppmのフルキルド条件について計算を行った。
Table 4.
Calculation conditions of mathematical model for nitrogen desorption and
absorption reactions with N
2 and 30%H
2-N
2 injection
in RH degassing process.
|
I |
II |
III |
IV |
|
Decaborization |
Decaborization |
Semi killing |
Full killing |
| [C] concentration |
0.005 ~ 0.040% |
0.002 ~ 0.005% |
0.002% |
0.002% |
| [O] concentration |
400 ppm |
400 ppm |
100 ppn |
5 ppm |
| [N] concentration |
20 ~ 200 ppm |
| [S] concentration |
0.005% |
| [Mn] concentration |
0.80% |
| Amount of molten steel |
280 ton |
| Injection gas |
N2,
30%H2-N2 |
| Flow rate of injection gas |
3 Nm3/min |
| Pressure in vacuum vessel |
1 Torr |
1 Torr |
35 Torr |
35 Torr |
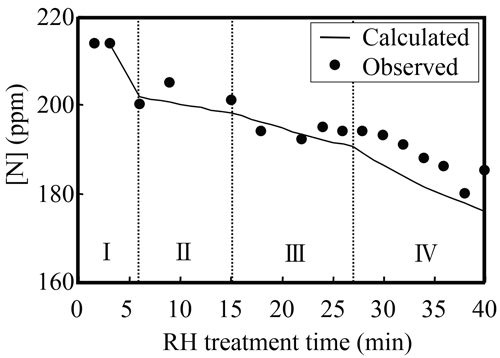
モデルより計算された極低炭素・高窒素鋼の窒素濃度変化の実績値と計算値の比較をFig.12に示す。脱炭I期(脱炭最盛期)は酸素濃度が高いが,内部脱炭によって大量のCO気泡が発生するため,高窒素域からの脱窒速度は大きい。脱炭II期は,内部脱炭によるCO気泡の発生がほとんど生じず,なおかつ高酸素であるため,脱窒がほとんど生じない。キルド期の脱酸不良の時期は,低真空状態(35
Torr)で窒素環流処理を行ったが,酸素濃度が脱炭期よりも低いため,浴表面からの脱窒速度が大きくなり脱窒が進行する。
次に,純窒素,水素混合ガス吹き込み時の吸脱窒速度の比較をFig.13に示す。純窒素吹きに関しては実測値をプロットしている。脱炭I期に関しては,純窒素の吹き込みでは加窒することが困難であるが,水素混合ガス吹込みにより加窒速度は増加し,低窒素側では加窒することが可能となると考えられる。脱炭II期に関しても,純窒素では加窒することが困難であるが,水素混合ガス吹込みにより高窒素濃度側でも加窒することが可能となると考えられる。さらに,セミキルド状態においても水素混合ガスにより加窒速度は増加することがわかる。
一方,フルキルド状態では酸素濃度が低いため,水素混合ガスの吹き込み効果は小さく,純窒素ガス吹き込みに対して加窒速度を増加させることは難しいと考えられる。