Regular Article
Reduction of Diffusion Bonding Temperature with Recrystallization at Austenitic Stainless Steel
2016 Volume 102 Issue 1 Pages 34-39
Details
2016 Volume 102 Issue 1 Pages 34-39
Diffusion bonding at low temperature is a necessary process for the manufacturing of metal MEMS (Micro-Electronic-Mechanical Systems) such as, in the case of metal micro-pump that requires a high proof strength. Metals with severe plastic deformation having high mobility grain boundaries are known to bond at low temperatures. We then simultaneously carried out recrystallization and solid phase diffusion bonding of the metals. In this paper, we have confirmed a reduction in the diffusion bonding temperature in severe plastic-deformed SUS304 and SUS316L as compared to the case of heat treated solutions. Especially the bonding temperature was decreased considerably in SUS304 having strain-induced martensite.
MEMS(Micro-Electronic-Mechanical Systems)部材のような微細で精密な構造を製造する方法として,種々の材料において種々の工法が提案されている。MEMS部材のなかでも素材が金属である,いわゆる金属MEMSの製造法のひとつに,金属箔あるいは極薄板をエッチングなどで必要な平面形状に加工した後に積層させて拡散接合させる方法が一部で実用化されている。素材がオーステナイト系ステンレス鋼である場合,その拡散接合温度は約1200 Kであり,接合処理の間に素材が焼なましされて耐力が低下する問題が潜在している。製造する製品が熱交換器1)のような,機能発現のために大きな強度を必要としない用途ではこの耐力低下は問題とならないが,駆動部を有するマイクロポンプ2)の場合には耐力の低下がバネ性の低下となって弁機構の動作不良の原因となる可能性がある。
また,接合処理温度が比較的高温であるために昇温や冷却のための時間が長くなってしまうことや,接合装置の部材に対して,より高い耐熱性が要求されることも量産においては問題である。これらの諸問題を解決するためには,より低い温度で拡散接合できる方法を提供する必要がある。
本研究では強加工されたオーステナイト系ステンレス鋼において接合実験を行い,溶体化処理材より接合温度を下げられることを確認し,さらに結晶粒がきわめて微細である,すなわち耐力が高いことが期待される組織が同時に得られることを確認したのでこれを報告する。
試料母材はSUS304およびSUS316Lの市販角材であり,その化学組成をTable 1に記す。この母材より,40 mm×40 mm×20 mmの鍛造用小片を切り出して供試材とした。いずれの試料も,第1段の加工として,573 Kに試料を加熱して,平型を使用して向きを変えながらの多方向据込み加工および圧延を加えた。このとき圧下方向の真ひずみの総和を,一方向に90%圧下したときと同等になるようにした。この第1段の温間加工を加えた試料より厚さ10 mmの圧延用小片を切り出し,第2段の加工として厚さ1 mmまで圧延した。SUS304とSUS316Lいずれの試料も,圧延時に試料を573 Kに加熱する温間圧延を行った。この試料は第1段の加工と第2段の加工と合わせて圧下方向の真ひずみの総和が99%圧下と等しくなる温間加工が加えられているので,この処理および試料を,以下W99処理およびW99材と呼称することとする。
| C | Si | Mn | P | S | |
|---|---|---|---|---|---|
| SUS304 | 0.05 | 0.48 | 0.97 | 0.035 | 0.004 |
| SUS316L | 0.021 | 0.50 | 1.49 | 0.034 | 0.002 |
| Mo | .Co | Ni | Cr | Fe | |
| SUS304 | – | 0.19 | 8.02 | 18.09 | bal. |
| SUS316L | 2.01 | – | 12.10 | 16.91 | bal. |
またSUS304では,冷間強加工によって,ひずみだけではなく加工誘起マルテンサイト(以下,α’)が生成する。強ひずみを加えられてα’単相となったSUS304を,α’がオーステナイト(以下,γ)相に変態する最低温度であるAs点以上で焼きなますと再結晶核生成が促進されて著しく微細なγ相の再結晶粒組織となる3,4)。そのためα’の導入を目的として,第2段の加工として,常温での90%の冷間圧延を加えた試料も作製した。このとき,加工熱でマルテンサイトの生成が阻害されるのを防ぐために,試料を1パス毎に水冷し,また1パスあたりの圧下率を5%以下とした。この「温間加工の次に冷間加工する」という処理および試料を以下WC処理およびWC材と呼称する。さらにWC材に973 K×1800 sの焼なましを加えた試料であるWCA材も作製した。また比較材として,厚さ1 mmに圧延した後に1373 K保持後水冷の溶体化処理したSOL材も使用した。SUS304のWC材,WCA材およびSOL材の断面を走査型電子顕微鏡(SEM:Scanning Electron Microscope)にて観察した反射電子線像をFig.1に示す。WCA材は粒径が約0.5 μmの等軸晶組織となっており,この組織を有するSUS304は973 Kで超塑性を発現する5)。WC材は強加工された加工誘起マルテンサイトであり,組織写真には結晶粒は認められず,圧延変形とマルテンサイト変態により形成された層状構造が認められるのみである。なお,WCA材の残留α’量をFischer社製のフェライトスコープで測定したところ約0.2%であった。またSOL材は結晶粒径が約100 μmまたは,それ以上と粗大な組織となっている。

SEM BSE image of SUS304 sheet for diffusion bonding.
以上の試料の呼びと処理を整理してTable 2にまとめて示す。
| Material | Name | Temperature of 90% rolling after warm upsetting | Heat treatment | Remark |
|---|---|---|---|---|
| SUS304 | WC | RT. | – | α’, high strain |
| SUS304/SUS316L | W99 | 573 K | – | γ, high strain |
| SUS304 | WCA | RT | 973 K × 1800 s | γ, fine grain size |
| SUS304/SUS316L | SOL | 573 K | 1373 K × 600 s | γ, coarse grain size |
SUS304の場合,W99材は強ひずみの入ったγ相組織,WC材は強ひずみの入ったα’相組織,WCA材は極微細等軸晶粒のγ相組織,SOL材は結晶粒径が粗大な等軸晶粒のγ相組織であるという特徴をそれぞれ有する。
これら厚さ1 mmの試料より,Fig.2に形状を示す試験片を切り出して供試材とした。試験片は10 mm×50 mm×1 mmの小片に固定用のネジを貫通させるための直径4.2 mmの穴を4個開けたものである。この試験片はJIS Z3137で定められる十字引張試験片を5分の1に縮小し,さらに,つかみ部を延長したものである。

Dimensions of the test piece for bonding test.
作製した試験片は片面をエメリー紙およびバフ研磨で鏡面に仕上げた。試料を十字に組み合わせて接合される中心部の表面粗さは10点計測した結果,算術平均粗さRaの最大値は20 nmであった。試料の表面研磨は接合実験に供する直前に行い,鏡面研磨後,装置中で真空引きを開始するまでの時間は可能な限り速やかに行い,最大で1200 sであった。
2・2 接合実験SUS316L材についてはSOL材およびW99材それぞれの同じ処理材同士の組み合わせ(SOL/SOLおよびW99/W99)で接合実験を行った。SUS304については,SOL材,W99材,WCA材およびWC材それぞれの同じ処理材同士を組み合わせたもの(SOL/SOL,W99/W99,WCA/WCAおよびWC/WC)の他に,超微細結晶粒のγ相組織を有するWCA材と強ひずみα'組織であるWC材の組み合わせ(WC/WCA),粗大結晶粒のγ相組織であるSOL材とWC材の組み合わせ(WC/SOL)についても接合実験を行った。
接合実験に使用した装置は,荷重容量50 kNの油圧サーボ試験機(島津製作所製EHF-EA5T)であり,真空チャンバ中で高周波加熱できるようにしてある。高周波加熱コイルは,直径6 mmの銅管を20 mmピッチで内径60 mm,長さ100 mmに巻いたものである。接合実験は,Fig.3にその概略を示すように,φ50 mm×10 mmのInconel-HX製の基盤に試験片を十字状に鏡面を向き合わせるように置き,φ50 mm×10 mmのInconel-HX製パンチガイド中心のφ5 mmの穴に挿入したInconel-HX製のφ5 mmの円柱状パンチによって加圧することで行った。パンチの試料と接する端は平面としてあるが,加圧ロッドに接する側はパンチの傾きが受動的に補正されるように球面に加工してある。測温は基盤の下面の,加圧ロッド外周に隣接する位置に溶接したR熱電対にて行った。

Outline of the jig for diffusion bonding.
実験は,試験片を接合治具に配置し,チャンバ中を3×10−3 Pa以下まで真空引きした後,円柱状パンチに対して,試料に50 MPaの圧力がかかるように荷重制御モードで0.98 kNで加圧した。なお,この圧力はWCA材の973 Kでの超塑性変形の変形応力の試験ひずみ速度との関係6)より,1×10−4/sでの変形応力を上回らない圧力として選定した。加圧後,所定温度に加熱して,1800 s保持した後,直ちに除荷して加熱を停止し真空中で放冷した。昇温速度は約2 K/sである。試料温度が573 K以下となったらチャンバ中に空気を導入して試料を取り出した。
接合後に接合強度を測定するために十字引張試験を行った。十字引張試験は,試料のそれぞれの端20 mmの部分を10 mm(w)×20 mm(l)×5 mm(t)の固定用小片で試料に開けた穴を介して引張試験治具にネジで固定して常温で0.01 mm/sの引っ張り速度で行った。
接合後の断面組織観察用の試料は別途作製した。組織観察用試料の寸法は約10 mm×約15 mmとし,片面を鏡面研磨した試料2枚の鏡面を向き合わせて,十字状に組み合わせて,直径20 mmのInconel-HX製平型で上下から加圧して接合した。このときの測温は平型の肩部に溶接したRタイプ熱電対で行った。荷重は,試料の重なった面積に対して50 MPaの圧力がかかるようにした。接合した組織観察用試料の断面は,エメリーおよびバフ研磨した後に電解研磨を施し,走査型電子顕微鏡(SEM)観察および,SEMに設置した電子線後方散乱回折(EBSD:Electron Backscatter Diffraction)装置による分析を行った。観察に使用したSEM装置はHITACHI製SU-70型であり,EBSD装置はEDAX製Digi ViewIVである。
Fig.4は,SUS304のWC材,W99材およびSOL材それぞれの同種同士を接合したWC/WC,W99/W99およびSOL/SOLの接合強度を接合温度に対して示したものである。WC材とW99材のいずれもSOL材より低温で接合できることがわかる。WC材とW99材を比較すると,WC材の方が接合温度の低減効果は大きい。すなわち予ひずみの付与が拡散接合温度を低減させる効果を持ち,α’の存在がさらに接合温度の低減を促進させることを意味する。

Effect of strain induced martensite and strain for fracture load of bonded SUS304 seats on bonding temperature.
Fig.5は,WC材とSOL材それぞれの同種同士を接合したもの(WC/WCとSOL/SOL)の他に,WCA/WCA,WC/WCAおよびWC/SOLの結果を示したものである。いずれの組み合わせでもSOL/SOLより接合温度が低下している。そのうちWC/WCAはWC/WCと似た傾向を示し,実験結果に有意差は認められないが,WC/SOLはWC/WCより,接合温度が低いときの接合強度が有意に向上しているのがわかる。また,WCA/WCAについてはWC/WCより接合温度の上昇にともなう接合強度の上昇が大きい傾向を示す。
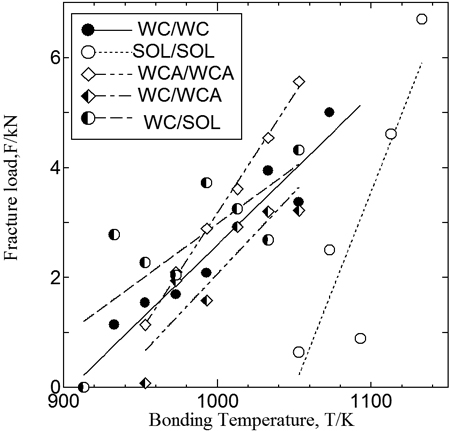
Effect of various pretreatment for fracture load of bonded SUS304 seats on bonding temperature.
Fig.6はWC/WCを973 Kで接合した後の接合部付近の断面のEBSD分析のIPF(Inverse Pole Figure) mapである。接合面の痕跡として結晶粒界がほぼ直線に連なっている部分が観察される。しかし,接合面を超えての粒成長があったことを示すように,接合面は直線からずれているのが認められ,また接合部に新生再結晶粒も認められる。

Inverse pole Figure map near the bonding interface of SUS304 (WC treated).
Fig.7は,SUS304のWC/WCおよびWCA/WCAについて1033 Kで接合した後に十字引張試験で引きはがした破面のSEM像である。WC/WCにおいては,接合面より数百μm下の母材破断となっており,肉眼で認められる程の窪みが形成され,その分だけ反対側の板が盛り上がった。比較的低倍率では層状構造を引きはがしたような破面となっている。WCA/WCAにおいては比較的平滑な中に楕円状のカップ構造が形成されているのがわかる。高倍率でみると,WC/WCは数百nm~1 μmの径のディンプルで全面が埋められた典型的な延性破面となっており,ディンプルの多くが破壊の起点となった介在物が認められている。一方WCA/WCAについては網状の構造が認められる。この構造は,Fig.1に示されるWCA材の結晶粒とほぼ同等の寸法である。高倍率でみると,網の部分は数百nmのきわめて微細なディンプルの列である。そして網目に当たる部分は平滑面が残留している。すなわち,WCA/WCAにおいては,接合面に結晶粒界が露出している部分だけが選択的に接合し,結晶粒内の断面が露出した部分は接合が進んでいないように見受けられる。この構造は接合処理中の粒界すべりで超塑性変形が起こり,結晶粒に対応する構造が表面に現れて凸になった部分の密着性が高まり選択的に接合した, あるいは,一般に粒界拡散は粒内拡散より活性であるために,その部分の接合が促進されたものであろう。

Fracture surface at peeling test of diffusion bonded SUS304.
またFig.8はSUS316LについてW99材同士およびSOL材同士を接合したW99/W99およびSOL/SOLの十字引張試験結果について示したものである。SUS316LでもSUS304と同様に,強加工を加えただけで接合温度が低下している。

Effect of preinduced strain for fracture load of bonded SUS316L seats on bonding temperature.
Harumotoら7)はオーステナイト系ステンレス鋼に予ひずみを付与すると接合温度が低下することを報告しているが,その機構については言及していない。またHanら8)はチタン合金において,接合部近傍にひずみが加えられると結晶粒が微細化し粒界拡散が促進されるために接合温度が低くなるという考え方を示している。本実験の結果の多くは,それと同様の機構で説明することができるように見える。しかしながら,粒界拡散の促進だけでは片方の結晶粒が粗大であるWC/SOLが,それより結晶粒が微細であるWC/WCAやWC/WCより低温で接合強度が高くなることはそれだけでは説明できない。そこで別の接合の促進機構を考える必要がある。
Fig.9と10はそれぞれSUS304のW99材およびWC材を種々の温度で1800 s焼なましした後の焼なまし温度とビッカース硬さを示したものである。それぞれの硬さ値は5点平均である。Fig.10には残留α’量も併せて示してある。またFig.11はSUS316LのW99材について同様に焼なまし後の硬さを示したものである。これらから,SUS304はα’の有無にかかわらず,再結晶開始温度が約800 K,再結晶終了温度が約1100 Kであり,SUS316Lは再結晶開始温度が約900 K,再結晶終了温度が約1200 Kであることがわかる。

Change of Vickers hardness on annealing temperature at SUS304 (W99 treated).

Change of Vickers hardness and remained martensite on annealing temperature at SUS304 (WC treated).

Change of Vickers hardness on annealing temperature at SUS316L (W99 treated).
本実験では,SUS304とSUS316Lのいずれも再結晶開始温度と再結晶終了温度の間で接合し始めている。このことは,本実験でおこなったひずみを加えての接合挙動が再結晶現象と関連していることを示唆している。
拡散接合は,材料同士の表面凹凸を局所的塑性変形あるいはクリープによって解消させることで密着させて,さらに接合表面に存在する非金属原子による阻害層が原子拡散により破壊されることで成立すると考えられている9)。十分に高温であれば原子拡散は粒界,粒内ともに活性であり,阻害層の酸素が母材に吸収されて拡散接合が成立するが,温度が低下すると原子拡散が活性を失って,阻害層の破壊ができなくなって,接合が起きなくなる。しかしながら,一般に粒界拡散の活性化エネルギーは粒内拡散よりは低いので,より低温までこの部分の原子拡散は活性となり,結晶粒界が接合面に露出した部分だけは酸素が母材に吸収されて,その部分のみが接合が成立する可能性がある。本実験のWCA/WCAで見られた破面の微小ディンプルが網状に並ぶ構造は,この結晶粒界部分のみの接合によると考えられる。
一方,再結晶挙動が起きているような条件では,全体の原子の再配列が起きる程度に原子の粒内拡散も活性化している状態であると考えることができる。WC/WCでは,結晶粒界とは無関係に,一様に接合している様子が観察されている。このことは,通常は粒内拡散が起きないような低温であっても,ひずみの付与などによる内部エネルギーの増加が駆動力となって粒内拡散が活性化され,ひずみがない状態では高温でないと起きない,接合面全面での阻害層の酸素の母材への吸収が起きるようになったのではないかと考えられる。さらにFig.6に認められるような接合面を超えての再結晶粒の成長や,接合面をまたいだ再結晶粒の新生があれば,阻害層の破壊はより確実なものになると期待される。
本実験でWC/WCやWC/WCAよりWC/SOLの接合温度が下がった理由は,片側が安定なγ相であり,しかもより成長しやすい粗大粒であるため一般に知られるオストワルド成長と同様の機構が働き,粗大粒であるSOL材の粗大結晶粒が接合面を超えて成長するのを促進したためと推測されるが,本実験の範囲では判断できない。一方α’と微細粒のγ相の組み合わせであるWC/WCAではWC/SOLほどにはγ相の粒成長の駆動力が大きくなかったと考えられるためWC/WCとの違いがみられなかったと推測される。
以上の知見から,オーステナイト系ステンレス鋼は強ひずみやα’を導入すると,再結晶することに伴って拡散接合が促進されると考えられる。すなわち,ひずみを付与することによる拡散接合温度の低下は,再結晶で生じる微細結晶の粒界拡散による原子拡散の促進だけではなく,再結晶を引き起こすバルク全体の原子拡散に原因を求めたほうがより適切なのではないかと思われる。
オーステナイト系ステンレス鋼SUS304およびSUS316Lに対して強ひずみの付与や加工誘起マルテンサイトの導入を行い,拡散接合を試み,以下の知見を得た。
ひずみを加えたものは低温で拡散接合しやすい。これは強ひずみを加えた材料が再結晶するのに伴って起きる現象ではないかと考えられる。また,ひずみだけでなく加工誘起マルテンサイトを導入すると,さらに低温で拡散接合しやすくなる。これはひずみだけでなくマルテンサイト相からオーステナイト相の拡散型の逆変態による再結晶核生成が寄与した結果だと思われる。一方接合前にオーステナイト単相の超微細結晶粒組織に調整した場合には,結晶粒界が接合界面に露出している部分は接合するが,他は接合が成立していない。