Synopsis:
Better balance of strength and toughness is a strong demand for the ASTM A707 5 L grade steel as offshore structural material. In our previous study, therefore, inter-critical quenching from dual-phase of ferrite and austenite region, which is called lamellarizing (L) treatment, brought a clear improvement of balance between strength and toughness of Cu containing low alloy steel based on A707 5 L grade. However it is important to investigate the effects of C and Cu amount and microstructure before the quenching on mechanical properties of L treated Cu-contained low alloy steel in order to clarify the mechanism of improvement of the properties by the L treatment.
From present study, the investigation revealed that C act on strength of harder phases that were inherited the transformed γ phase region in L treatment in the C rage from 0.01 to 0.05 mass%. Moreover, the steel was given better balance of strength by optimized L temperature which was (AC3-15) K. Additionally, Cu was useful to adjust balance of strength and toughness during tempering by aging. However, Cu precipitates were not observed after tempering in the steel was added 0.61 mass% Cu. Hence, the results suggest that the steel need to be contained over 1.0 mass% of Cu amount in order to make good use of Cu. Microstructure before L treatment had an effect upon optimized L temperature. The temperature was (AC3-15) K in the case of granular bainitic ferrites (αB) that was granular structure but it was the middle between AC1 and AC3 in the bainitic ferrites (α°B) and martensite (α’m). From results of in-situ EBSD (Electron Back Scatter Diffraction), the transformed γ phase did not show γ memory effect when microstructure before L treatment was granular structure. On the other hand, it had the γ memory effect in the case of acicular structure. It is inferred that the difference between the granular and the acicular structure of optimized L temperature results from generating behavior of the transformed γ phase during the lamellarizing.
1. 緒言
石油・天然ガスはエネルギーの中心として,世界の一次エネルギーの約6割を占めており,世界人口と新興国のエネルギー消費量の増加とともに,今後も石油・天然ガスの需要は増加傾向と予想されている。これらの開発は陸地から海洋へ移行し,近年の海洋資源開発は大陸棚より大水深でTension Leg Platform(TLP)やFloating Production, Storage and Offloading System(FPSO)を利用した採掘が主流になりつつある。さらに最近では5000 ft(約1500 m)以深の超大深水の開発に向けた取り組みが行われている1)。一方,一度海洋事故が発生すると,周辺環境に与える悪影響が甚大であるため,極地,大水深における気象・海象条件が厳しい開発エリアでは,掘削リグや生産プラットフォームの設計基準は高いレベルにある。それにともない,海水中での引張-圧縮荷重下で使用される海洋構造物用厚肉鍛鋼部材には,安全性確保の観点から,落重試験(Drop Weight Test:DWT)やき裂先端開口変位(Crack Tip Opening Displacement:CTOD)試験など,材料のアレスト性,破壊靱性に対する評価およびその要求値も厳しくなってきている。
これら海洋構造物用鋼は溶接組み立てされて用いられることが多いため,溶接性の確保の観点から,低い炭素当量(Ceq)と溶接割れ感受性組成(Pcm)が要求される。一方で,部材の軽量化を目的に高強度化が志向されることから,低Cでかつ析出硬化元素であるCuを含有する低合金鋼(ASTM A707 Grade L5の改良鋼)が広く適用されている2,3)。A707 Gr. L5改良鋼は,通常の調質熱処理(焼入れ-焼戻し)により,容易に80 ksi級(0.2% Y.S.≧552 MPa)の強度を発現するが,同時に高い破壊靱性を兼備させるのは困難である。
我々はこれまでに,AC1点とAC3点の間のα相とγ相からなる温度域で保持した後,焼入れを実施する二相域焼入れ(Lamellarizing:L)処理を適用したA707 Gr. L5改良鋼は,同鋼の焼入れ-焼戻し材より強度-靱性バランスに優れることを確認した4)。またTEM観察や高温EBSDによるその場測定結果から,L処理中に未逆変態α相と逆変態γ相から成る複雑な組織が,その後の機械的特性に好適に影響していることが示唆された。さらにL処理温度によって,L処理中の各相の面積率が変化し,それに伴って焼戻し後の機械的特性にも有意な差が生じた5)。
このL処理の適用事例は,780 MPa級建築用鋼の高強度-低降伏比(Yield Ratio:YR)化6),および9%Ni鋼などの極低温用鋼の低温靱性の確保7)に代表されるように様々ある8–13)ものの,低Cで,かつCu粒子により析出強化される海洋構造物用鋼を対象とした報告は少ない。このL処理中の逆変態挙動に及ぼす影響因子は,我々がこれまで示してきたL処理温度5)の他に,化学組成や前組織も挙げられ,L処理による靱性改善効果を最大限に活用するためには,これらの因子の影響を明確にする必要がある。特に鋼中のCは拡散しやすく,かつ変態点に大きく影響するため,C含有量は逆変態挙動に大きく影響する因子と考えられる。また,本鋼種の特徴の一つであるCuは,焼戻し過程で析出し時効硬化をもたらすため,L処理を経た調質熱処理後の機械的特性に及ぼすCuの影響を明確にすることは,本鋼種を扱う上で非常に重要である。本稿では,構成元素中でL処理とその後の熱処理工程における変態挙動や機械的特性への影響が大きいと予想されるCとCuの影響を明確にする。
またL処理前の金属組織の影響を理解することは,L処理による強度-靱性バランスの向上効果(以降,L処理効果という)を最大限に生かすために非常に重要であることから,A707 Gr. L5改良鋼におけるL処理効果発現に及ぼすCやCu含有量,L処理前の金属組織の影響についても考察した。
2. 実験方法
供試材は真空誘導溶解(Vacuum Induction Melting:VIM)で溶製したASTM A707 Gr. L5改良鋼の50 kg小型試験鋼塊を初期加熱温度1523 Kで鍛造したものである。Table 1に供試材の化学組成と昇温過程での変態点(AC1点およびAC3点)を示す。なお,AC1およびAC3点の測定はφ3×L10 mmの試料を用いて,変態点測定装置(富士電波工機 Formastor-EDP)にて実施した。
Table 1. Chemical compositions (mass%) and transformation temperatures (K) of the steels investigated.
| Steel | Chemical composition (mass%) | Transformation temp. (K) |
|---|
| C | Si | Mn | Ni | Cr | Cu | Mo | N (ppm) | Other | Ac1 | Ac3 |
|---|
| A | 0.01 | 0.24 | 1.41 | 2.15 | 0.71 | 1.23 | 0.45 | 81 | Al, Nb | 933 | 1103 |
| B | 0.03 | 0.25 | 1.40 | 2.15 | 0.72 | 1.27 | 0.46 | 82 | Al, Nb | 939 | 1088 |
| C | 0.05 | 0.26 | 1.42 | 2.14 | 0.72 | 1.24 | 0.45 | 65 | Al, Nb | 918 | 1071 |
| D | 0.03 | 0.27 | 1.40 | 2.15 | 0.71 | 0.01 | 0.45 | 95 | Al, Nb | 919 | 1119 |
| E | 0.03 | 0.26 | 1.39 | 2.15 | 0.71 | 0.61 | 0.45 | 88 | Al, Nb | 931 | 1121 |
| F | 0.03 | 0.24 | 1.38 | 2.11 | 0.72 | 1.74 | 0.45 | 88 | Al, Nb | 909 | 1074 |
| G | 0.10 | 0.25 | 1.36 | 2.15 | 0.72 | 1.25 | 0.45 | 83 | Al, Nb | 938 | 1076 |
| H | 0.20 | 0.26 | 1.39 | 2.16 | 0.71 | 1.23 | 0.46 | 85 | Al, Nb | 935 | 1052 |
B鋼は本研究におけるベース鋼であり,調質熱処理時の焼入れ性と溶接性確保のため低Cかつ約2.0 mass%のNi,また調質後の強度確保のため約1.2 mass%のCu,さらに調質後の結晶粒微細化のため微量のAlを含有することが特徴である。Cの影響の調査には含有量を0.01~0.05 mass%の範囲で変動させたA,BおよびC鋼,Cuの影響の調査には含有量を0.01~1.71 mass%の範囲で変動させたD,EおよびF鋼を用いた。事前調査によってベース鋼のBは焼入れ時の冷却速度による金属組織の制御が難しいことがわかっているので,焼入れ性を向上させるためC含有量を0.10または0.20 mass%に増加させたGおよびH鋼を用いて金属組織の影響を調査した。
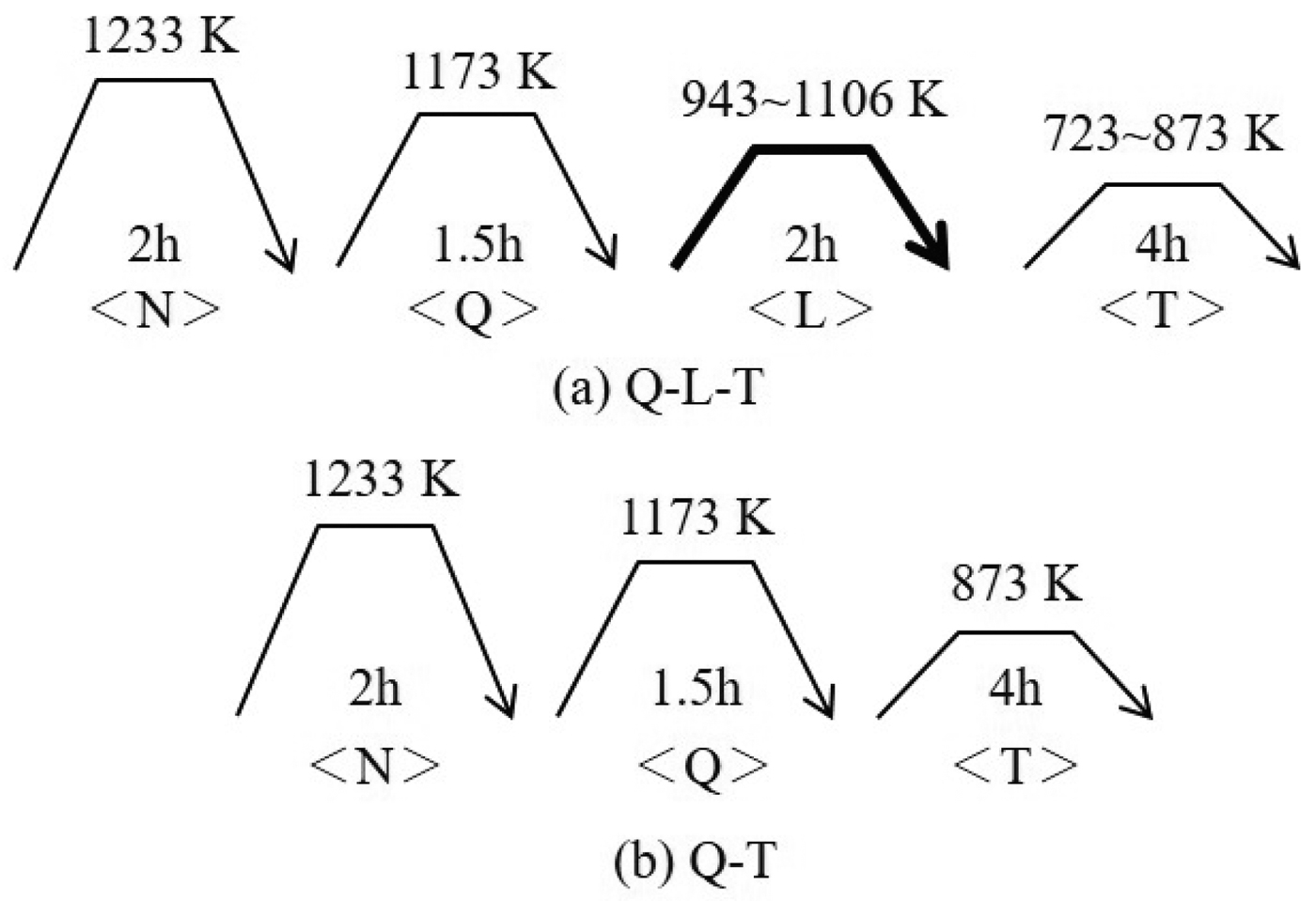
Fig.1に熱処理条件を示す。1233 Kで焼準(Normalizing:N)後,1173 Kから肉厚300 mm製品の水冷時の中心部相当の冷却速度を模したシミュレーション冷却(Quenching:Q)を実施した。L処理はQ後に実施し,L処理温度は各供試材のAC3変態点を基準に943~1106 Kの範囲で変動させた。L処理後には焼戻し(Tempering:T)を施した。焼戻し温度は,C量および前組織の影響の調査では873 K,Cu含有量の影響の調査では723~873 Kの範囲で変動させ,Cu析出による時効硬化の影響を確認した。また,GおよびH鋼に対してはFig.1(b)に示すQ-T処理を実施し,機械的特性に及ぼす金属組織の影響を確認した。
金属組織観察は,2%硝酸アルコール(2%ナイタール)でエッチングした試料を用いて,光学顕微鏡により行った。旧γ粒の結晶粒度は,界面活性剤を加えた飽和ピクリン酸水溶液に浸漬させた後,5%ピクリン酸アルコール/ピロ亜硫酸ナトリウム水溶液の混合液に浸漬させることで得た旧γ粒界組織を基に,JIS G 0551の比較法にて測定した。なお,測定視野数は10視野とした。金属組織を詳細に把握するため,サーマル型電解放射型走査型電子顕微鏡(Field Emission Scanning Electron Microscope:FE-SEM, JEOL JSM-7100F)に取り付けた電子線後方散乱分光(Electron Back Scatter Diffraction:EBSD)装置(TSL MSC-2200)にて,結晶方位解析を実施し,結晶方位差15°以上の大角境界で囲まれた粒径(以下,αB粒径と定義する)を求めた。1視野あたりの測定範囲は80×200 μm,視野数5とし,それらの集計結果からαB粒径の最大および平均値(加重平均値)を導出した。
機械的特性評価として,引張試験,シャルピー衝撃試験およびビッカース硬さ試験を実施した。引張試験は標点間距離(G.L.)50 mm,直径φ12.5 mm(JIS Z2201 10号試験片)の平滑丸棒引張試験片を用いて室温で実施した。シャルピー衝撃試験は2 mmVノッチ試験片(JIS Z2242)を用い,試験温度133~273 Kで実施し,延性破面率が50%となる延性-脆性遷移温度(Fracture Appearance Transition Temperature:FATT)を求めた。また,ビッカース硬さ試験はJIS Z2244に準拠し,測定荷重5 kgfで実施とした。任意の5点の平均値を測定値とした。
L処理の冷却過程の逆変態挙動に及ぼす前組織の影響を確認するため,GおよびH鋼のQまま材(1173 K)を用いて,BSおよびMS点に及ぼすL処理温度の影響を変態点測定装置(富士電波工機 Formastor-EDP)にて確認した。φ3×L10 mm形状の試験片を用いて,最高加熱温度943 K~1173 K,保持時間30 minで行った。各温度で保持後に冷却速度18 K/minで冷却し,その際に得られる変態点の温度を測定した。
L処理時の組織形成挙動の把握は,機械的特性発現メカニズムを推定するために必要である。我々はこれまで高温加熱および保持中にin-situでEBSD測定可能な加熱ホルダーを用いて,B鋼を対象に昇温過程およびL処理保持中のα→γ逆変態挙動を調査してきた4,5)。本研究では,G鋼のQまま材(1173 K)を用い,Fig.2に示すように二相域加熱温度の範囲の任意の温度到達後にEBSD測定(測定時間10 min)を実施し,相変態の様子を観察した。各測定位置はおおよそ同位置とし,α→γ逆変態挙動をPhase mapおよびIPF(逆局点図:Inverse Pole Figure)mapにて把握した。
析出物観察は透過型電子顕微鏡(Transmission Electron Microscope:TEM)にて実施した。L処理中の析出物(炭窒化物,Cu析出物)の分散状態を把握するため,T温度は723 KとしたQLT後のサンプルを用い,TEM観察を実施した。炭窒化物の観察はレプリカ法で,Cuの観察は薄膜法にて実施した。また,L処理時には逆変態に伴い,特定の成分がαまたはγ相中に濃化する可能性がある。そこで,Q-L-T材の成分の濃化についても確認するため,電界放出形電子線マイクロアナライザー(Field Emission Electron Probe Micro Analyer:FE-EPMA, JEOL JXA-8530F)を用いて,ライン分析を実施した。分析成分はFeおよびγ相への濃化が予想されるNiおよびCu,走査距離は0.1 mmとした。
3. 実験結果
3・1 L処理材の機械的特性に及ぼすCの影響我々はこれまでにA,BおよびC鋼を用いて,L処理条件と機械的特性やミクロ組織の関係について調査してきた5)。Fig.3にA,BおよびC鋼の金属組織の光学顕微鏡像を示す。本鋼種はC含有量0.01~0.05 mass%の範囲であれば,肉厚300 mm製品の焼入れ水冷時の中心部相当の冷却速度の条件の場合,Arakiらの分類14,15)でいうグラニュラーベイニティックフェライト(αB)組織を呈するが,厳密にはL処理後はL処理時に生成したαBと未変態部の焼戻しαBとなるが,両者は類似しているので見掛け上単一組織に見える。9%Ni鋼6)や中Mn鋼7)などでは二相域加熱温度に応じた残留γの安定化が,780 MPa級建築用鋼8)ではマルテンサイト変態が報告されているが,本鋼種においてはC量を0.05 mass%まで増加させても,調質後に残留γやマルテンサイトは確認されなかった。Fig.4および5にA,BおよびC鋼のL処理温度と強度およびFATTの関係をそれぞれ示す。なお,横軸はAC3点とL処理温度の差として示している。C含有量0.01~0.05 mass%の範囲では,いずれのC含有量でも,AC3点を基準としたL処理温度の最適化によって,強度-靱性バランスが向上すると推察される。

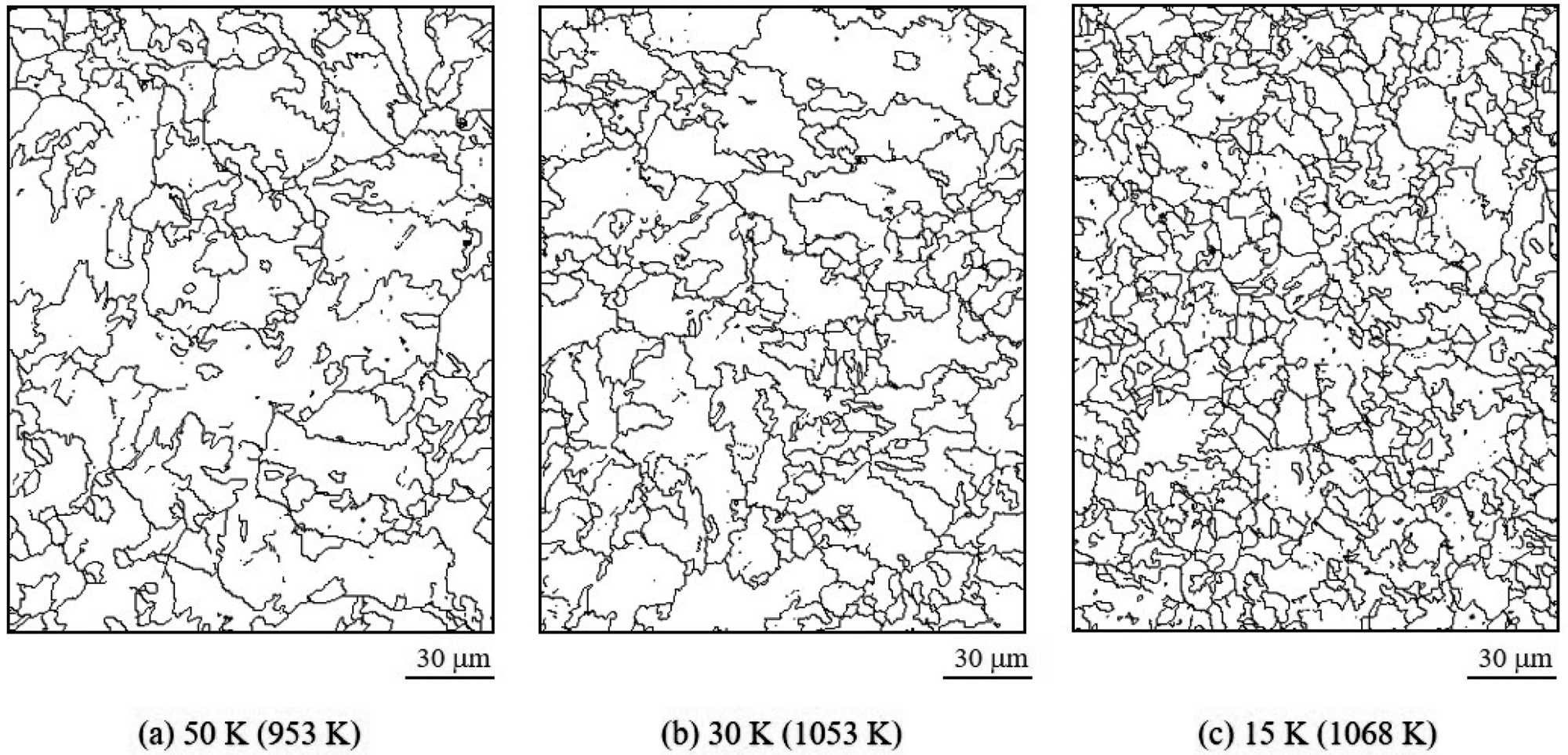
本鋼種のようにαB主体の組織を有する鋼においては,靱性支配因子の一つとしてαB粒径が挙げられている4,16)ことから,C含有量変動材の靱性に及ぼすL処理温度の影響を把握するためには,靱性改善αB粒径に及ぼすL処理温度の影響を明らかにする必要がある。そこでEBSDを用いてL処理工程におけるαB粒径を測定した。各温度でL処理したA鋼の大角境界マップをFig.6に,αB粒径の平均と最大値と各温度でL処理した場合のFATTをTable 2に示す。L処理温度がAC3点に近づくにつれ,αB粒径の平均および最大粒径は小さくなった。また,αB粒の微細化に伴いFATTも低下した。BおよびC鋼でも同様の傾向が認められた。本結果より,C含有量0.01~0.05 mass%の範囲において,L処理による靱性の改善効果は,従来の知見と同様にαB粒の微細化により発現すると推察される。また我々は,B鋼を用いて,L処理過程で逆変態γ相が未逆変態α相中に非常に入り組んだ形で生成していることをIn-situ EBSDにより確認した5)。本鋼のC含有量0.01~0.05 mass%の範囲において,L処理中に同様挙動で逆変態が起こっていると推定されるため,L処理温度の上昇によるαB粒の微細化は,L処理温度の高温化に伴う部分的かつ複雑なα→γ逆変態の組織形成に起因していると推測される。
Table 2. α
B grain size measured by EBSD and FATT from Charpy impact test of steel A treated at each L temperature.
| L treatment temperture (K) | αB grain size (μm) | FATT (K) |
|---|
| Average | Maximum |
|---|
| 953 | 12.5 | 128.6 | 198 |
| 1003 | 10.8 | 95.5 | 189 |
| 1053 | 10.5 | 84.4 | 190 |
| 1068 | 7.2 | 49.0 | 178 |
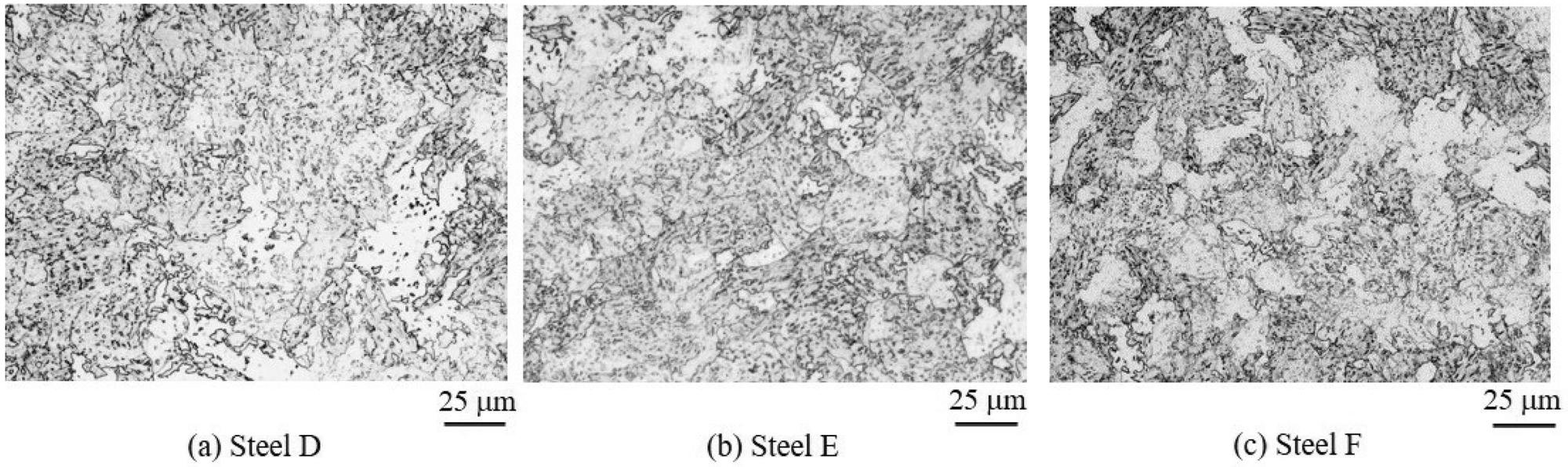
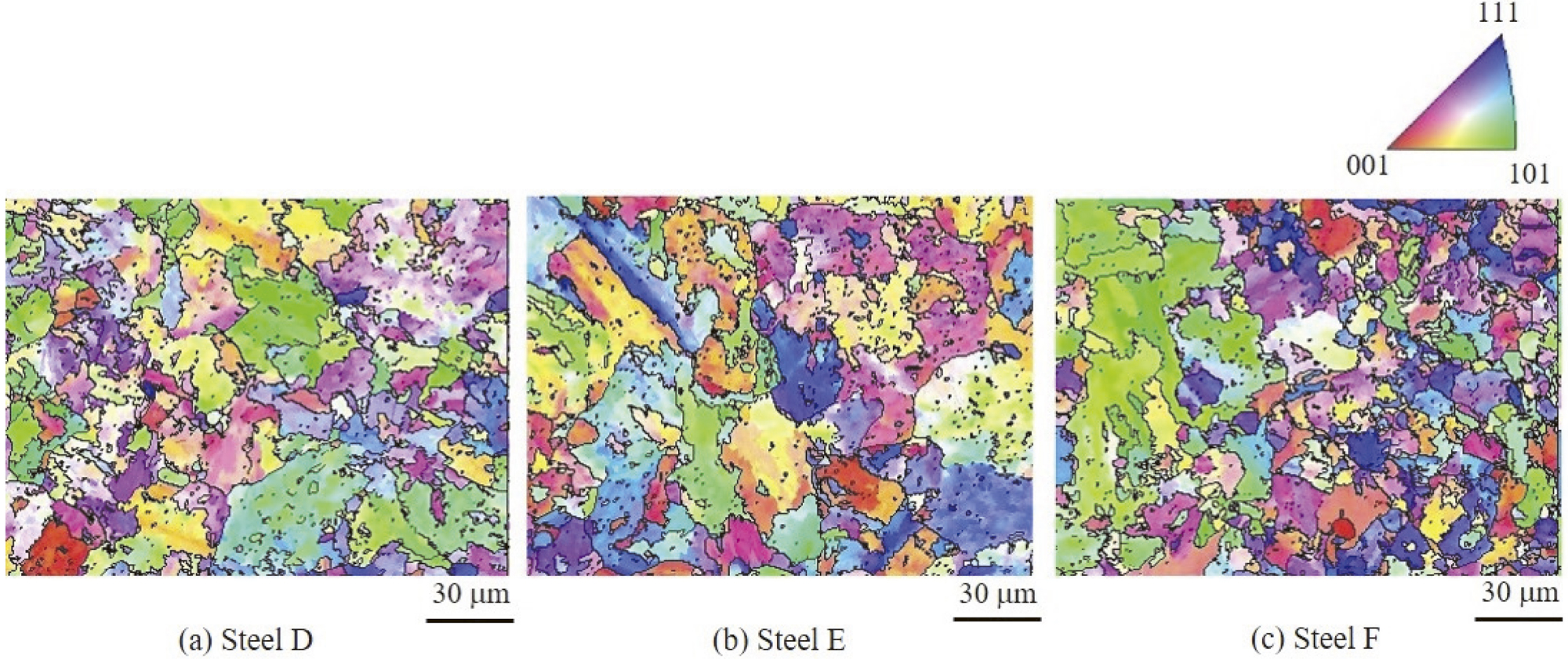
本鋼種の機械的特性への影響が大きいと考えられる元素としてCの他にCuが挙げられ,L処理を適用する上でCuの影響も把握する必要がある。そこでCu含有量を0.01~1.74 mass%の範囲で変動させたD,EおよびF鋼を用いて,Q-L-T後の金属組織観察と材料特性評価結果から,本鋼種におけるCuの役割について考察した。各鋼の金属組織の光学顕微鏡による観察像をFig.7に,EBSD測定から得られたIPFマップをFig.8にそれぞれ示す。Cu含有量によらずαB主体の組織を呈し,残留γは認められなかった。また大角境界の存在頻度もほぼ同等であった。したがって,本研究のCu含有量の範囲では,Cuは形成する金属組織にほとんど影響しないことが明らかとなった。
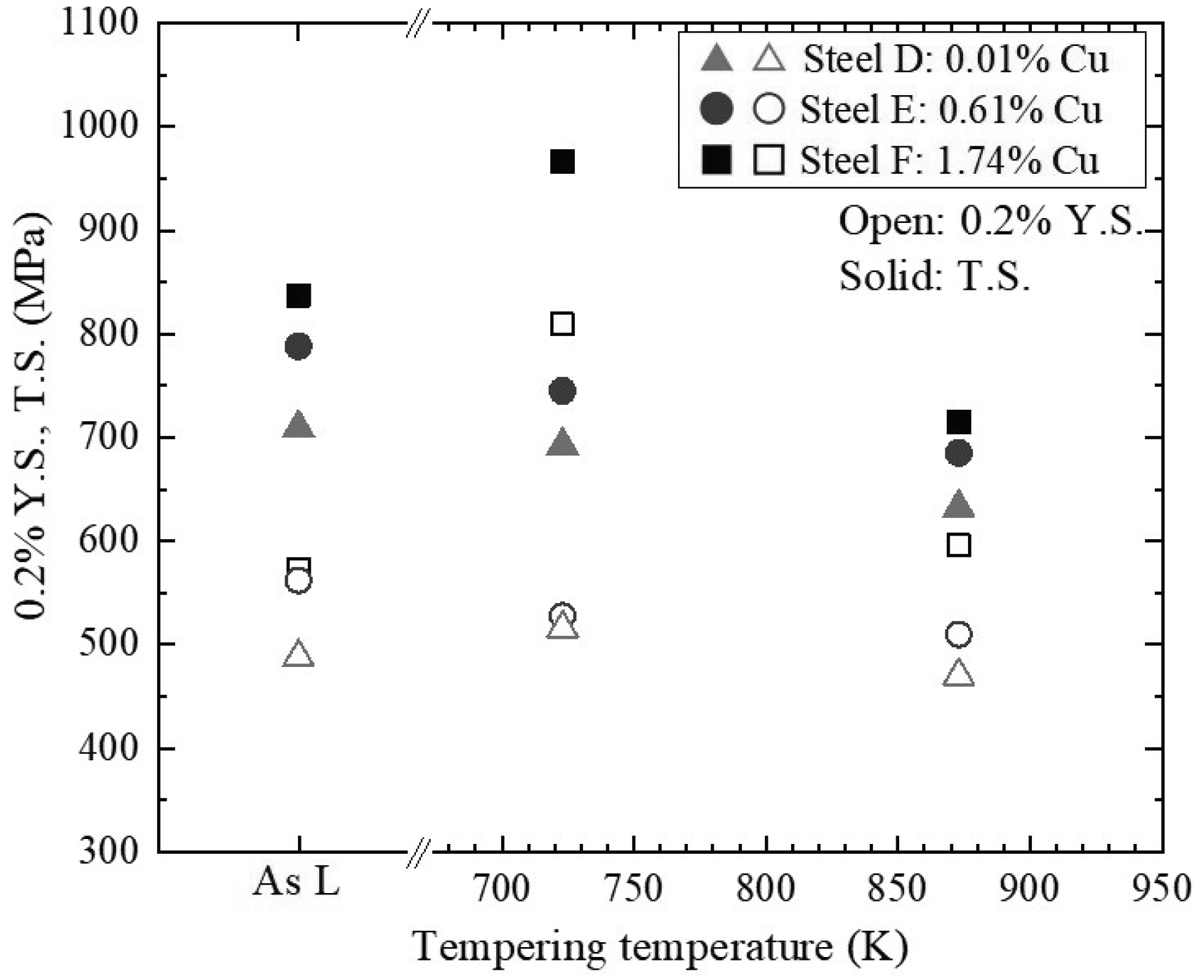
焼戻し温度を変動させた際のビッカース硬さをFig.9に示す。DおよびE鋼では,L処理まま材が最も硬さが高く,焼戻し温度の増加に伴い硬さは低下した。一方で,F鋼は723 Kで焼戻すとL処理まま材と比較して明らかな硬さの上昇が認められた。焼戻し温度770 KまではL処理まま材よりも硬さは高く,770 K以上ではDやE鋼と同様に焼戻し温度の増加に伴って硬さが低下した。焼戻し温度と0.2% Y.S.,T.S.およびFATTの関係をFig.10および11にそれぞれ示す。T.S.も硬さと同様に,DおよびE鋼ではL処理まま材を焼戻すと強度が低下したのに対し,F鋼では723 Kでの焼戻しで一度上昇し,それ以上の温度ではDおよびE鋼と近い値に低下した。FATTはDおよびE鋼ともに焼戻し温度の上昇に伴い単調に低下したのに対し,F鋼では焼戻し温度723 KでL処理まま材より100 K以上上昇し,強度の増加に伴うFATTの上昇が認められた。一方,焼戻し温度873 KではFATTが約180 Kまで低下し,DおよびE鋼とほぼ同等となった。通常,L処理を施すと不可避的に0.2% Y.S.が低下する17)。しかし,Cuをある量以上含有すると,焼戻し工程で時効硬化により強度が上昇し,強度-靱性バランスを調整できるため,本鋼種の靱性と引張特性を両立する上で,Cuは欠かせない元素であることが明らかとなった。
3・3 L処理効果の発現に及ぼすL処理前の金属組織の影響L処理前組織がαBであるB鋼の強度-靱性バランスが最も良好となるL処理温度は(AC3-15)Kである5)。このL処理効果とL処理前組織の関係を明確にするため,L処理前組織を変えたGおよびH鋼を用いて各種調査を実施した。GとH鋼のQまま材の光学顕微鏡による金属組織をFig.12に示すが,G鋼ではベイニティックフェライト(α°B),H鋼ではラスマルテンサイト(α’m)が主構成組織であった。GおよびH鋼でL処理前組織がB鋼と異なる材料が得られた。このような前組織を有する鋼種をB鋼の最適L処理温度である(AC3-15)KでL処理を施した後,焼戻しを施した。比較のため,L処理を実施しないQ-T材についても同様の観察を行った。
光学顕微鏡による金属組織をFig.13に,金属組織判別結果も含めた各種材料特性試験結果をTable 3に示す。なお,参考としてB鋼の結果も示し,0.2% Y.S.,T.S.およびFATTについてQ-T材の値からQ-L-T材の値を引いた値(Δ値)を表記している。B鋼ではQ-T材とQ-L-T材で金属組織の違いは認められず,ともにαB組織であった。また,旧γ結晶粒はわずかにQ-L-T材の方が微細だった。一方で,G鋼ではQ-T材でα°B組織であったのに対し,Q-L-T材ではαB組織に変化したが,G.S.No.はQ-T材とQ-L-T材でほぼ同等であった。G鋼と同様にH鋼もQ-T材とQ-L-T材で組織は変化するが,G.S.No.は変わらなかった。G鋼とH鋼において,Q処理とL処理での冷却速度は変わらないにも関わらず,Q-T材とQ-L-T材で組織が変化した。この理由として,QおよびL処理時に生成した逆変体γ相の焼入れ性に起因すると考えられる。これらの要因については,後述する変態点に及ぼすL処理温度の影響にて記す。
Table 3. Summary of experimental results for Q-T and Q-L-T materials of steel B, G and H lamellarized from (A
C3-15) K.
| Sample | Heat treatment | Microstructure | Prior austenite grain size (G.S.No.) | 0.2% Y.S. (MPa) | Δ0.2% Y.S.* (MPa) | T.S. (MPa) | ΔT.S.* (MPa) | FATT (K) | ΔFATT* (K) |
|---|
| B | Q-T | αB | 6.0 | 641 | –28 | 729 | 0 | 233 | –47 |
| Q-L-T | αB | 6.6 | 613 | 729 | 186 |
| G | Q-T | αºB | 8.2 | 705 | –72 | 827 | –8 | 190 | –4 |
| Q-L-T | αB | 7.9 | 633 | 819 | 186 |
| H | Q-T | α’m | 9.3 | 869 | –84 | 944 | –26 | 183 | –10 |
| Q-L-T | α’m + αB | 9.1 | 785 | 918 | 173 |
* The Δ values are the value of Q-L-T material minus that of Q-T material.
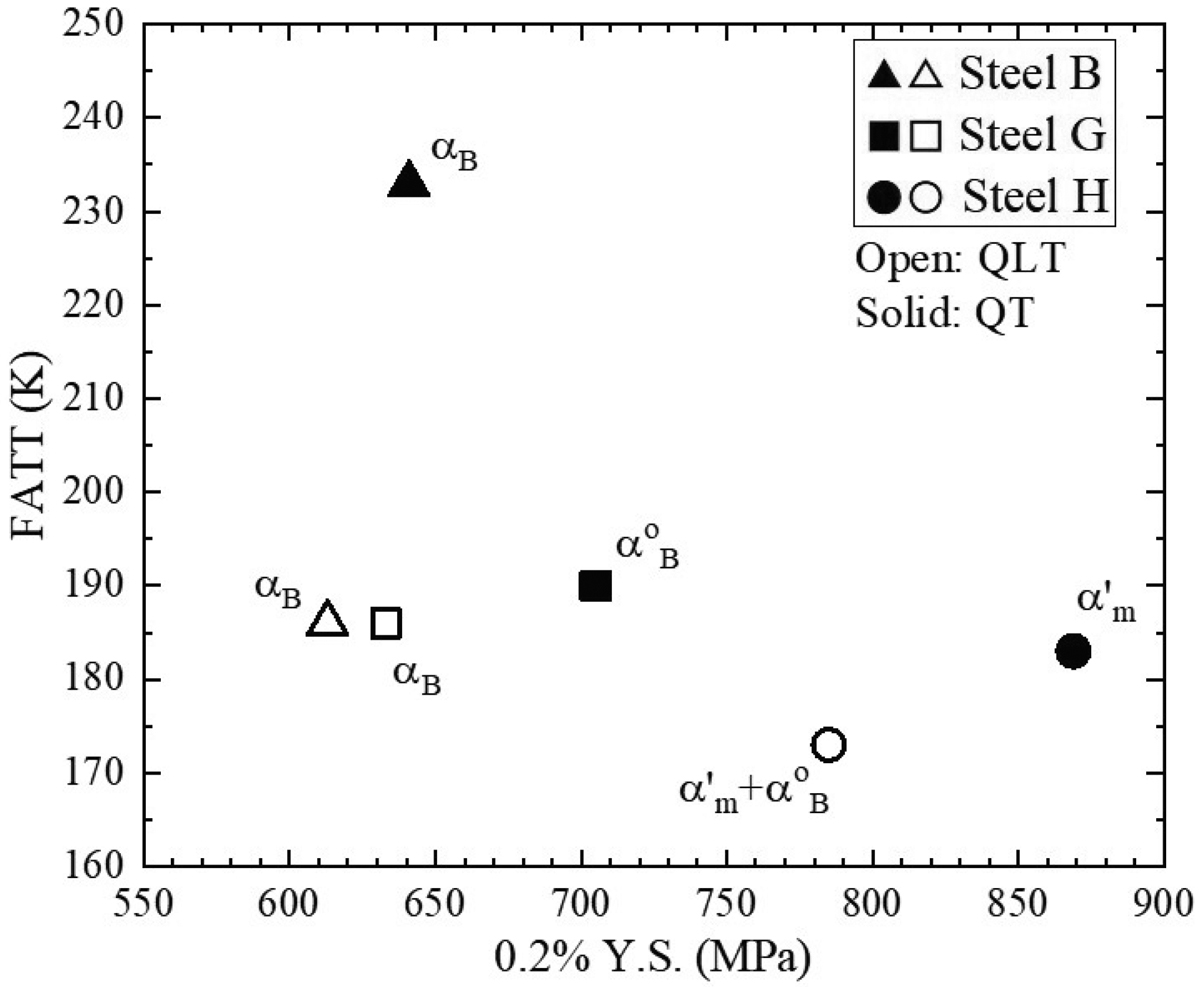
このような組織を有する鋼の引張特性とFATTを見ていくと,L処理による組織変化のなかったB鋼と,L処理によって組織が変化したGやH鋼では,L処理による材料特性の変化の傾向に大きな差異が認められた。B鋼はL処理により,0.2% Y.S.のわずかな低下とFATTの低温側への大きなシフトが生じ,靱性が飛躍的に向上した。一方でGおよびH鋼は,いずれも0.2% Y.S.が大きく低下したにも関わらず,FATTの低温側へのシフトはほぼ無く,Fig.14に示すようにL処理による靱性向上の効果が小さかった。
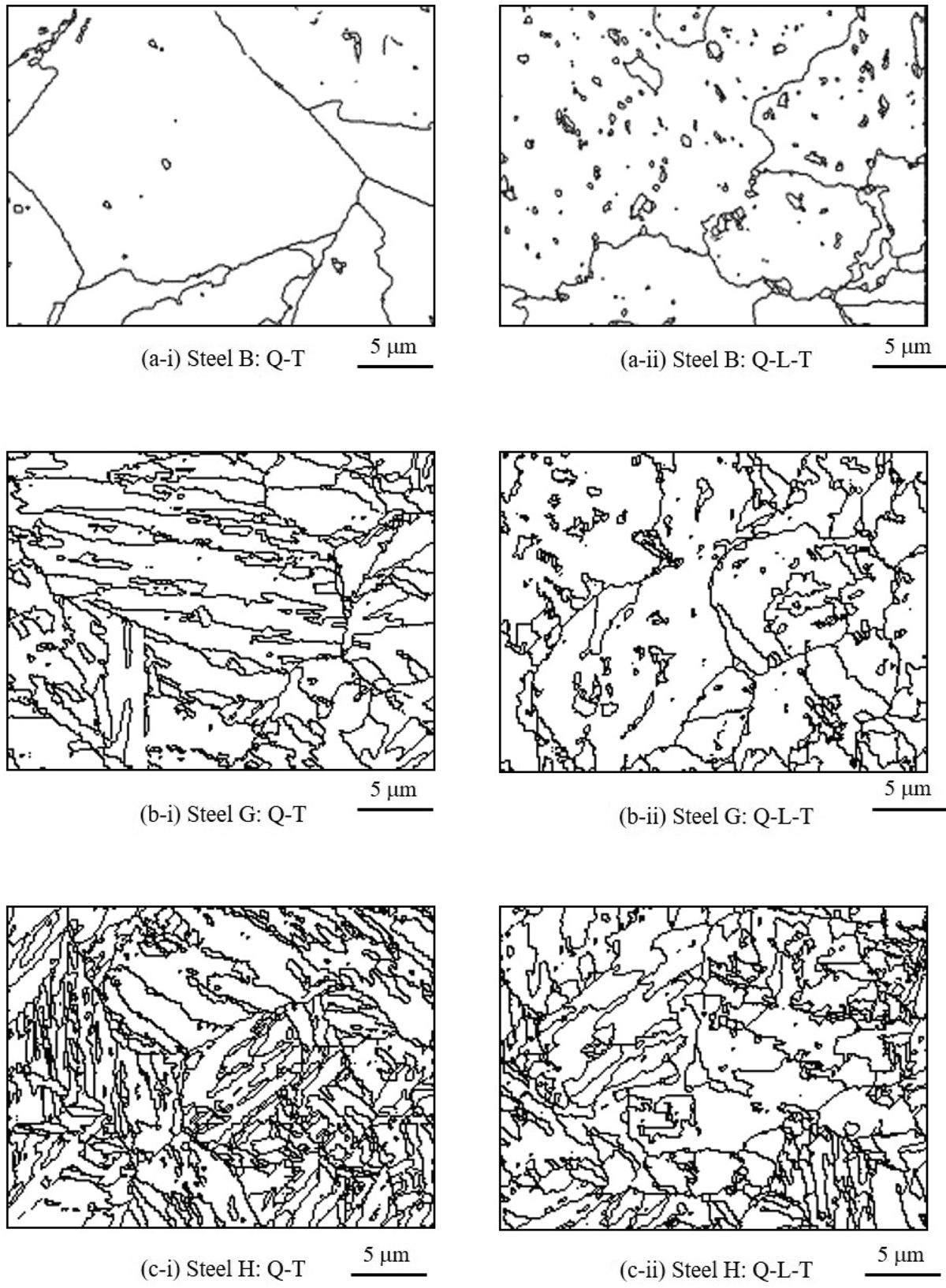
GやH鋼においてはL処理による靱性向上の効果が得られなかった。この要因を明らかにするために,EBSD測定による組織評価を行った。前述したように,組織と靱性の関係は15°以上の大角境界で囲まれた粒径やその幅で決まることが報告されている18)。そこでQ-T材とQ-L-T材の大角境界マップから,その差異について調査した。Fig.15に各マップを示す。L処理によって靱性の飛躍的な向上が認められたB鋼では,組織の形状が複雑になり,大角境界の生成頻度が明らかに増加したのに対し,靱性改善効果がなかったGおよびH鋼ではL処理により組織が変化し,大角境界の生成頻度が低下していた。したがって,組織変化に伴う大角境界の生成頻度の低下が,L処理効果を減少させている要因と推察される。
この組織変化はL処理時の冷却過程で生じており,L処理温度によってその冷却過程でのBSまたはMS点がどのように変化するかがポイントになる。即ち,Q-L-T材の変態点をQ-T材のそれと同等にできる温度でL処理すれば,GおよびH鋼でもQ-T材と同様の組織となり,L処理による靱性改善効果が得られる可能性がある。そこで,L処理冷却時のGおよびH鋼のBSおよびMS変態点に及ぼすL処理温度の影響を調査した。L処理温度における変態点(BS,MS)測定結果をFig.16に示す。いずれの鋼もL処理温度を約1000 Kとした場合,BSおよびMS点が低く,G鋼ではQ温度である1173 Kから冷却した場合よりも変態点が低く,H鋼ではほぼ同等の変態点が得られた。しかし加熱温度をAC3点近傍とした場合は,いずれの鋼も1173 Kから冷却した場合よりも,変態点が上昇した。この加熱温度によるBS,MS点の違いは,各温度での逆変態γ相の面積率とγ相への成分濃化の程度の違いによるものと考えられる。AC1点とAC3点の中間温度域(約1000 K)では逆変態γ相の生成量が少なく,その分逆変態γ相への成分の濃化がより顕著になる。その結果,逆変態γ相の焼入れ性が増加し,γ→α変態がより低温で発生したと考えられる。一方でL処理温度の上昇に伴い逆変態γ相の生成量が多くなり,成分濃化の程度がマイルドになると考えられる。その結果,成分濃化程度の弱い逆変態γ相は焼入れ性がそれほど増加せず,高温でγ→α変態したと推定される。さらにQ温度である1173 Kから冷却した場合と,AC3点近傍から冷却した場合では,逆変態γ相の成分はほぼ同等と考えられるが,Fig.16に示したように変態点は異なった。この理由は,生成した逆変態γ相の焼入れ温度が異なるため,Q温度の1173 Kから冷却した場合では,十分な焼入れ性が確保でき,BS点は低下したと推察される。

変態点測定結果より,L処理前組織がα°Bまたはα’mとなるGおよびH鋼はAC1点とAC3点の中間温度域でL処理を施すことで,Q-T材と同等の組織が得られる可能性が示唆された。そこで,L処理温度を変動させたGおよびH鋼の引張特性およびシャルピー衝撃特性を評価した。L処理温度と0.2% Y.S.,T.S.およびFATTの関係をFig.17に示す。参考として,Q-T材の結果も併記する。0.2% Y.S.およびT.S.はL処理温度の増加に伴い,単調に増加していた。一方でL処理温度とFATTの関係は強度との関係と異なり,まずL処理温度の増加に伴い,低温側へのシフトが認められるが,AC3点に近づくにつれ高温側へシフトする傾向が認められた。この結果より,GおよびH鋼は強度-靱性バランスが最も良好となるL処理温度はAC1点とAC3点の中間温度域であることが明らかとなった。
4. 考察
4・1 L処理時の逆変態γ相と未逆変態α相の炭窒化物の析出状況と強度の関係A,BおよびC鋼を用いた結果では,AC3点を基準としてL処理温度の最適化により強度-靱性バランスが向上した。さらには従来の知見の通り,靱性改善効果がαB粒径の微細化によるものであることが明らかとなった。一方で強度特性について,これまでの我々の研究では,AC3点直下でL処理すると,主構成相である逆変態γ相が硬質相としてT.S.に大きく影響し,未逆変態α相は高温焼戻しを受け軟質相となり0.2% Y.S.に影響を与えると報告してきた4)。従って,Q-L-T材の強度特性に及ぼすC含有量の影響を理解するためには,L処理中に逆変態γ相および未変態α相であった領域の炭化物の析出状況とC含有量の関係について考察する必要がある。
そこで,C含有量が異なるAおよびC鋼のQ-L-T後のサンプルを用いて,TEM観察(レプリカ法)を実施した。それらのTEM像をFig.18および19に示す。C含有量によらず,炭化物が多く存在する領域と少ない領域が認められた。この析出状態の違いは,L処理中の逆変態の有無に起因していると考えられ,L処理温度での高温焼戻しを受けた未逆変態α相(高温焼戻しαB)とL処理時の逆変態γ相から生成したαB(フレッシュαB)を示していると推察される。各領域がどちらに対応するかは今後の研究課題であるが,A鋼およびC鋼のC含有量の違いに関わらず,いずれのαB中の炭化物の析出状態に大きな差は生じないといえる。


この炭化物の析出状態から,Fig.4のL処理温度と0.2% Y.S.およびT.S.の関係に及ぼすC量の影響を考察する。本鋼種のT.S.は主にフレッシュαBの強度に支配されると考えられる。L処理加熱中に逆変態したγ相は冷却過程で再びαBに変態するが,その後のオートテンパリングと通常の焼戻ししか受けない。C含有量の違いで,フレッシュαB中の炭化物の析出量には大きな差はなかったことから,C含有量の多いC鋼は母相中に固溶しているC量がA鋼より多いことが推測され,この固溶C量の違いによりL処理中に生成したフレッシュαBの強度に差が生じる。さらに,C量が異なるためベイナイト変態温度が異なる。変態温度測定結果よりA鋼のBS点840 K,Bf点737 Kであり,C鋼ではBS点765 K,Bf点686 Kであった。一般的にベイナイトの強さは50%変態温度に依存すること20)が知られており,この関係を基にA鋼とB鋼のベイナイト変態温度の差から予測される引張強さの差異は約100 MPaと推定される。したがって,C鋼とA鋼のT.S.の違いはフレッシュαBのベイナイト変態温度の差,さらには固溶C量の違いに起因すると考えられる。その結果C鋼のT.S.はA鋼のそれより明らかに増加したと考えられる。一方で,0.2% Y.S.の挙動はT.S.のそれと若干異なる。例えばL処理温度が(AC3-30)Kの場合,A鋼とC鋼でT.S.は異なるが,0.2% Y.S.はほぼ同じであった。これは,0.2% Y.S.が高温焼戻しαBの強度に起因しているためといえる。Fig.18および19に示したTEM観察により,高温焼戻しαB中の炭化物もAおよびC鋼ともに析出状態は変わらないと考えられる。高温焼戻しαB中はL処理温度の高温で焼戻されているため,各鋼で固溶C量に差があったとしても,フレッシュαBと比較して強度(特に0.2% Y.S.)に対するCの寄与は非常に小さいと推定される。その結果,0.2% Y.S.はT.S.ほどC含有量の違いが明確に認められなかったと推定される。
上述した結果より,CはL処理中に生成した逆変態γ相が冷却時に変態したフレッシュαBの強度を向上させる。その一方で未逆変態α相である高温焼戻しαBの強度への寄与は小さい。その結果,C含有量の高いC鋼のQ-L-T後のT.S.がA鋼と比較して顕著に増加する一方で,0.2% Y.S.の増加量はT.S.と比べて極めて小さくなると考えられる。
4・2 Q-L-T材のCu含有量とCu析出の関係Fig.9および10では,Cu含有量が1.74 mass%のF鋼ではCu析出による時効硬化が認められたが,0.61 mass%のE鋼では認められなかった。923 Kでのα相へのCuの固溶量は約0.6 mass%と報告されている20)ものの,Cu含有量が0.61 mass%のE鋼であっても,L処理にCuがγ相へ濃化すれば21),逆変態γ相中のCu含有量がα相の固溶限を超える可能性がある。そこで,EPMAによるライン分析およびTEM-EDS分析を実施し,Cuの濃化およびCu析出物の存在の有無を確認した。
Fig.20にE鋼のQ-L-T材およびQ-T材(いずれもT温度は873 K)におけるFe,NiおよびCuのライン分析結果を示す。CuはNiと同じ領域で濃化しており,その濃度は最も高いところで約0.9 mass%であった。この結果から,L処理により局所的な領域でCuが923 Kでの固溶限以上に濃化することが明らかとなった。しかし,上述した硬さ試験および引張試験の結果はE鋼における時効硬化を示していない。そこで,時効硬化が認められたEおよびF鋼の723 K焼戻し後の試料についてTEM-EDS分析を実施した。Fe,NiおよびCuの分析結果をFig.21に示す。本測定位置の正確なCu含有量は不明であるが,いずれもNiの濃淡が認められているため,Cuも同様に濃化していると考えられる。このような領域であっても,Cu含有量が0.61 mass%(濃化部では約0.9 mass%)のE鋼ではCu析出物は認められなかった。時効硬化を示したF鋼ではCuの析出が認められたことから,本鋼種の焼戻しによる強度の増加はCuによる時効硬化が主因と考えられる。本鋼種において,局所的ではあるが,従来報告されているα相へのCu固溶量よりも多くのCuが含有されていたが,本調査の焼戻し保持時間(4 h)ではCuの析出が認められなかった。
上述した結果より,L処理により成分の濃化が発生したとしても,マトリクスの平均的なCu含有量が0.61 mass%では焼戻し過程で時効硬化しないことが明らかとなった。本鋼種はCu粒子の析出強化によって強度を確保することを特徴としている。これはL処理を施した場合でも同様であり,Q-L-T材の強度-靱性バランスを焼戻しにより調整するためには,Cuは欠かせない元素であり,その含有量は少なくとも1.0 mass%以上必要であることが明らかとなった。
4・3 最適L処理温度に及ぼすL処理前組織の影響Fig.17に示したように,L処理による靱性改善効果を得るための最適L処理温度はL処理前組織に大きく依存し,L処理効果を最大限に活用するためには,L処理前組織による効果の違いを明確にする必要があることがわかった。L処理前組織に最も影響する要因としてα→γ逆変態挙動が挙げられる。そこで,高温EBSD測定から明らかにした逆変態挙動から,最適L処理温度に及ぼす各組織の影響について考察した。B鋼およびG鋼の各温度におけるPhase mapをFig.22に,IPFマップをFig.23に示す。各IPFマップは,Qままではα相のIPFマップを,高温時の測定ではγ相のIPFマップを示している。G鋼の方が,AC3点が低いため,同一温度で比較すると,若干逆変態γ相の面積率が多くなったが,いずれの鋼も逆変態γ相と未逆変態α相が複雑に入り組んだ形で生成しており,前組織の違いによる逆変態γ相の形状に明瞭な違いは認められなかった。一方でIPFマップでは両者に顕著な違いが認められた。B鋼では様々な方位を有する逆変態γ相が生成し,組織が微細化していたが,G鋼ではQままの一つ旧γ粒内からほぼ同一の方位を持った逆変態γ相が生成しており,温度の上昇に伴いそれらが成長,合体し,最終的にはQままの旧γ粒径とほぼ同一の粒径を有する逆変態γ相が生成していた。これは,前組織がαBのような塊状組織の場合は,γメモリー効果22–24)が発現しないが,前組織がα°Bのような針状組織の場合は,γメモリー効果が発現していることを捉えた結果と考えられる。


以上の逆変態挙動の観察から考えられる前組織による逆変態挙動の模式図をFig.24に示す。前組織が塊状のαB組織の場合は,粒界や粒内の析出物(炭窒化物など)から生成した逆変態γ相はそれぞれ異なる方位を有しているため,AC3点近傍に達してもγメモリー効果による結晶粒の粗大化は起こらない。したがって,AC3点近傍でL処理を実施した方が,その後の冷却過程でより複雑な(大角境界頻度の多い)金属組織を形成することができるため,L処理による靱性改善効果が得られる。一方,前組織がα°B のような針状組織の場合は,粒内のパケットやブロック境界から生成した逆変態γ相はほぼ同一の方位を有する。このような同一方位を持った逆変態γ相は容易に成長,合体(γメモリー効果)するため,AC3点近傍まで達すると,結晶粒は微細化されない。さらに生成した逆変態γ相の焼入れ温度が低いため,十分な焼入れ性を確保することができない。その結果,冷却過程の変態点の上昇に伴う大角境界頻度の低い金属組織の生成が原因で,L処理による靱性の改善効果が得られない。しかし,AC1点とAC3点の中間温度域では,完全なγメモリー効果が発現する前に焼入れするため,部分的に残存した未逆変態α相と部分的に逆変態したγ相から冷却過程で変態したα相が混合することとなる。その結果,L処理後の金属組織は非常に複雑なものとなり,大角境界頻度が増加し,L処理による靱性改善効果が発現すると考えられる。各L処理温度で熱処理したサンプルのEBSD測定結果を基に,L処理温度と大角境界割合の関係をFig.25に示す。G鋼とH鋼いずれも最も靱性が良好となったAC1点とAC3点の中間温度域でL処理した場合に大角境界頻度が増加していることが確認され,材料特性の結果とも矛盾はなかった。なお,本図には炭化物やCuの析出は考慮しておらず,逆変態挙動のみを考慮している。前組織が変わったとしても,各前組織を考慮した最適L処理温度を選定することで,降伏比の低下および靱性の飛躍的な向上という基本的なL処理効果の傾向は変わらなかったことから,L処理適用による析出物の析出挙動は前組織によって変わらないと考えられる。また,H鋼のようなα’mも,γメモリーを有していることが報告されているため,基本的な逆変態挙動はα°Bと変わらないため,最適L処理温度がAC1点とAC3点の中間温度域となると推定される。

以上の結果より,L処理前組織により逆変態過程でγメモリー効果を発現するか否かがL処理効果の発現に大きく影響することが明らかとなった。また,γメモリー効果の有無によらず最適L処理条件の選定することで,強度-靱性バランスを改善することができることが示唆された。
5. 結言
二相域焼入れ(L)処理したCu含有低合金鋼における材料特性に及ぼすC,CuおよびL処理前組織の影響を調査した。結論を以下に示す。
(1)C含有量が0.01~0.05 mass%の範囲では,Q-L-T材の主な組織はαB組織であり,AC3点を基準とした最適なL処理温度である(AC3-15)KでL処理を施すことで,良好な強度-靱性バランスが得られる。また強度特性に及ぼすC(0.01~0.05 mass%の範囲)は,L処理中に生成した逆変態γ相に固溶し,その後変態生成するフレッシュαBの変態温度および固溶Cとして作用し強度を向上させるが,未逆変態α相である高温焼戻しαBの強度への寄与は少ないものと推定される。
(2)L処理を施すと不可避的に0.2% Y.S.が低下し,Cu含有量が0.61 mass%以下では焼戻しによる時効硬化が得られない。しかし,Cuをある量以上含有すると,焼戻し工程で時効硬化を示すようになり強度-靱性バランスを調整できる。Cu含有量として少なくとも1.0 mass%以上は必要と推定される。
(3)L処理前組織により逆変態過程でγメモリー効果の有無がL処理効果の発現に大きく影響する。
(4)γメモリー効果の有無によらず最適L処理条件の選定することで,強度-靱性バランスを改善できる。α相の形状によって最適L処理温度が異なり,αB(塊状)の場合はAC3点近傍の(AC3-15)Kで,α°Bまたはα’m(針状)の場合はAC1点とAC3点の中間温度域からL処理を施すと組織が複雑化し,強度-靱性バランスが改善する。
文献
- 1) J.Saint-Marcoux and J.Legras: Proc. 2014 Offshore Technology Conf. (OTC 2014), OTC, Texas, (2014), 946.
- 2) E.G.Nisbett and A.S.Melilli: Steel Forgings Second Volume, ASTM, Pennsylvania, (1997), 196.
- 3) P. Venturino, L.J. Otegui and M. Teutónico: Procedia Mater. Sci., 1(2012), 289.
- 4) Y. Honma, K. Hashi, G. Sasaki, T. Okawa and K. Nagai: Tetsu-to-Hagané, 103(2017), 579 (in Japanese).
- 5) Y. Honma, K. Hashi and G. Sasaki: JSW Tech. Rep., 68(2017), 65 (in Japanese).
- 6) N. Saitoh, R. Yamaba, H. Muraoka and O. Saeki: Nippon Steel Tech. Rep., 348(1993), 25 (in Japanese).
- 7) T. Hanamura, S. Torizuka, A. Sunahara, M. Imagumbai and H. Takechi: ISIJ Int., 51(2011), 685.
- 8) K. Ueda, S. Endo and T. Ito: JFE Tech. Rep., 18(2007), 23 (in Japanese).
- 9) B.-S. Xie, Q.-W. Cai, Y. Yun, G.-S. Li and Z. Ning: Mater. Sci. Eng. A, 680(2017), 454.
- 10) T. Tsuchiyama, T. Inoue, J. Tobata, D. Akama and S. Takaki: Scr. Mater., 122(2016), 36.
- 11) N. Yan, H. Di, R.D.K. Misra, H. Huang and Y. Li: Mater. Sci. Eng. A, 753(2019), 11.
- 12) W.S. Thompson: Mater. Charact., 136(2018), 425.
- 13) B. Hwang and C.G. Lee: Mater. Sci. Eng. A, 527(2010), 4341.
- 14) T. Araki: J. Jpn. Soc. Heat Treat., 29(1989), 322 (in Japanese).
- 15) T. Araki, M. Enomoto and K. Shibata: Tetsu-to-Hagané, 77(1991), 1544 (in Japanese).
- 16) Y. Izumiyama, R. Kayano and K. Nagai: Tetsu-to-Hagané, 100(2014), 704 (in Japanese).
- 17) K. Ohtani: Nippon Steel Tech. Rep., 344(1992), 40 (in Japanese).
- 18) Y. Honma, R. Kayano and K. Nagai: Tetsu-to-Hagané, 102(2016), 311 (in Japanese).
- 19) 牧正志:鉄鋼の組織制御,内田老鶴圃,東京,(2015).
- 20) E. Räsänen: Scand. J. Metall., 2(1973), 257.
- 21) R. Wei, M. Enomoto, R. Hadian, S.H. Zurob and R.G. Purdy: Acta Mater., 61(2013), 697.
- 22) T. Maki, H. Morimoto and I. Tamura: Tetsu-to-Hagané, 65(1979), 1598 (in Japanese).
- 23) N. Nakada, T. Tsuchiyama, S. Takai and S. Hashizume: ISIJ Int., 47(2007), 1527.
- 24) G. Shigesato, M. Sugiyama, T. Hara and H. Asahi: CAMP-ISIJ, 17(2004), 1269 (in Japanese).