Abstract
Effect of carbon content on V-bending in high-strength TRIP-aided dual-phase (TDP) steel sheets with polygonal ferrite matrix was investigated for automobile applications. V-bending test was performed on a hydraulic testing machine at a processing speed of 1 mm/min, using a rectangular specimen (50 mm in length, 5 mm in width, 1.2 mm in thickness). The main results are as follows.
(1) The (0.1-0.4)C-1.5Si-1.5Mn, mass% TDP steel sheets were able to perform V-bending by strain-induced martensitic transformation of TRIP effect. On the other hand, ferrite-martensite dual-phase (MDP0) steel sheet of 900 MPa grade was not able to perform 90-degree V-bending because of initiation of crack in tension region.
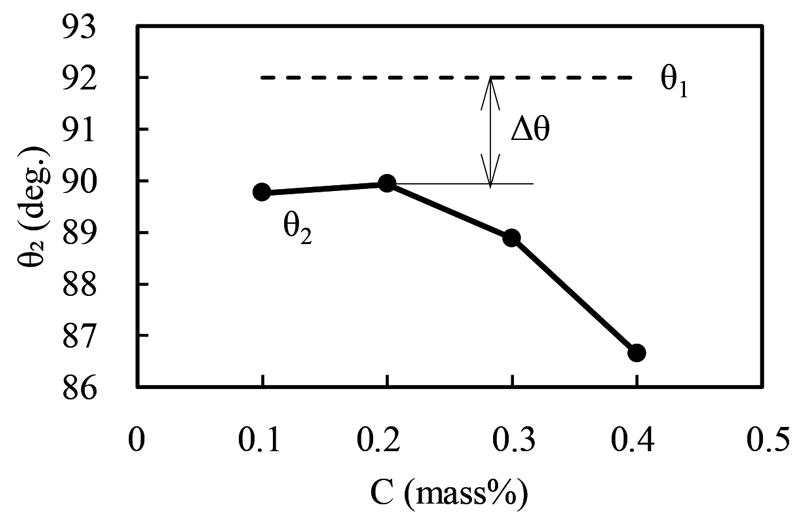
(2) The 0.4C-1.5Si-1.5Mn,mass% TDP4 steel sheet of 1100 MPa grade was able to enable the 90-degree V-bending that considered an amount of springback (Δθ=θ2−θ1), in which the θ1 and the θ2 are a bending angle on loading and a bending angle after unloading respectively, of more than 2-degree by controlling a displacement of punch bottom dead center.
1. 緒言
近年,自動車の衝突安全性と車体軽量化による燃費向上を目的として,ピラーやバンパービームには1470 MPa級のホットスタンプ部材が広く用いられている1)。また,V曲げ加工に関する研究は,スプリングバックフリー,およびサーボプレスなどでの研究報告2–4)はあるが,衝突安全性,およびプレス成形性等を考慮した場合,TRIP5)鋼板の適用が期待できるが6,7),TRIP鋼板のV曲げ加工に関する研究は十分に行われていない3)。
TRIP鋼の主に4種類のプレス成形性(深絞り性,張出し性,伸びフランジ性,および曲げ性)の変形のメカニズムを詳細に調査するため,プレス成形性の指標となる強度・延性バランスTS×TElが25 GPa%を有するポリゴナルフェライトを母相に有する高強度TRIP型複合組織鋼(TDP鋼)を用いた6)。TDP鋼は,主に鋼の5元素のC,Si,およびMn添加によって,熱処理により強度,硬さ,および残留オーステナイト特性等のミクロ組織制御を比較的容易に行うことが可能である。
一方,ベイニティックフェライトを母相に有するTRIP鋼(TBF鋼)のプレス成形性においては,TDP鋼と比較して優れた伸びフランジ性が報告されている7)が,強度・延性バランスTS×TEl,および残留オーステナイトγRの体積率が相対的に低いことから,残留オーステナイトγRの変態をEBSD解析によって検出することが困難で,そのメカニズムを明瞭にすることが難しい。そのため,残留オーステナイトγRの体積率が比較的高く,粒状でEBSD解析により残留オーステナイトγRの検出がTBF鋼よりも容易なTDP鋼を用いることが有効な手段の一助となる。
著者らは,低合金TRIP鋼の深絞り性6,8–10),張出し性10,11),穴広げ性7,10,12–16),および曲げ性14,16)に関する多くの研究を行い,各プレス成形性に及ぼす母相,第二相(残留オーステナイトγR)形態の影響,残留オーステナイト特性の影響を明らかにした。母相組織,第二相形態はポリゴナルフェライトを有し,粒状の残留オーステナイトγRを有するTDP鋼よりも焼鈍マルテンサイトラス母相と棒状の残留オーステナイトγRを有するTRIP型焼鈍マルテンサイト鋼(TAM鋼)やベイニティックフェライトラス母相とフィルム状残留オーステナイトγRを有するTRIP型ベイニティックフェライト鋼(TBF鋼)の方が穴広げ性に優れること8,11),および残留オーステナイトγRの体積率,およびその炭素濃度の高い低合金TRIP鋼はプレス成形性が向上すること6,8,14)を報告した。しかし,低合金TRIP鋼において,90°V曲げ加工のような形状凍結性も要求されるプレス加工様式に関する研究報告はほとんど行われていない。
そこで,本研究では残留オーステナイトγRのTRIP効果を利用できるポリゴナルフェライトを母相に有する高強度TRIP型複合組織鋼(TDP鋼)板6)のV曲げ加工に及ぼす化学組成の影響を明らかにすることを目的として,(0.1-0.4)C-1.5Si-1.5Mn, mass%の化学組成を有するTDP鋼板の90°V曲げ加工に及ぼすC量の影響を調査した。
2. 実験方法
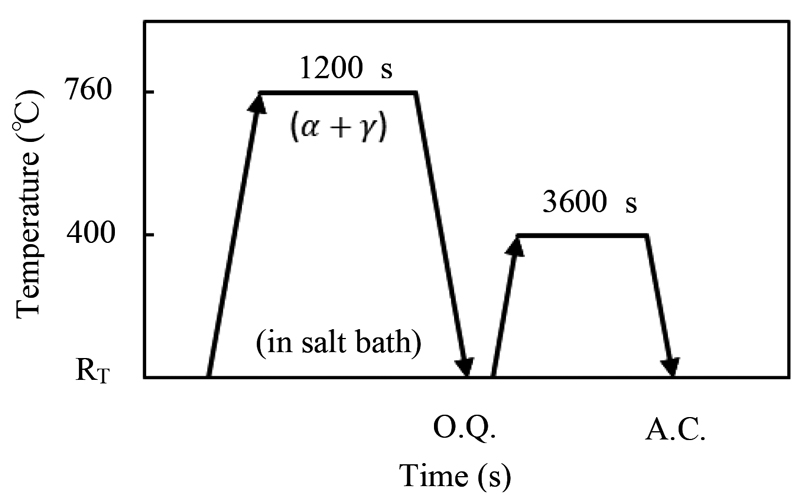
Table 1に供試鋼の化学組成を示す。Fig.1にTDP鋼の熱処理線図を,Fig.2にMDP鋼の熱処理線図を示す6)。熱処理として,780°C×1200 sの二相域焼鈍後,400°C×1000 sのオーステンパ処理を施した(Fig.1)。熱処理後のこれらの鋼をTDP1~TDP4鋼と呼ぶ。また,比較として,0.15C-0.25Si-1.70Mn, mass%を有する残留オーステナイトγRを含まないフェライト・マルテンサイト複合組織鋼(MDP0鋼,760°C×1200 sの二相域焼入れ),760°C×1200 sの二相域焼入れ後,400°C×3600 sで焼戻した鋼(MDP4鋼)を用いた(Fig.2)。
Table 1. Chemical composition of steels used (mass%).
| Steel | C | Si | Mn | P | S | Al |
|---|
| TDP1 | 0.10 | 1.49 | 1.50 | 0.015 | 0.0012 | 0.038 |
| TDP2 | 0.20 | 1.51 | 1.51 | 0.015 | 0.0011 | 0.040 |
| TDP3 | 0.29 | 1.49 | 1.50 | 0.014 | 0.0012 | 0.043 |
| TDP4 | 0.40 | 1.49 | 1.50 | 0.015 | 0.0012 | 0.045 |
| MDP0 | 0.15 | 0.25 | 1.70 | 0.010 | 0.0080 | 0.030 |
| MDP4 | 0.15 | 0.25 | 1.70 | 0.010 | 0.0080 | 0.030 |
引張試験にはJIS13B号引張試験片を用い,インストロン型万能試験機により,クロスヘッド速度1 mm/min(ひずみ速度2.8×10-4/s)で行った。
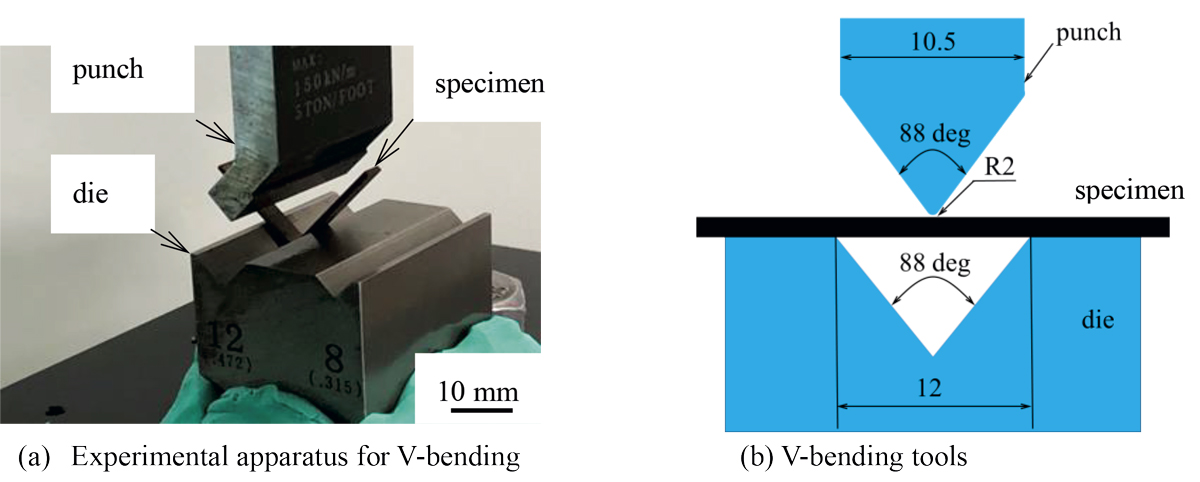
V曲げ試験にはワイヤ放電加工した50 mm×5 mmの短冊状試験片(圧延方向は長手方向に直角)を用い,油圧式疲労試験機により,88°Vパンチ(先端半径2 mm,成形速度1 mm/min),および88°Vダイス(ダイス溝の幅l=12 mm,ダイス肩半径0.8 mm)で成形した2,3)。Fig.3にV曲げ試験を示す。なお,基本鋼のTDP2鋼において,負荷時の曲げ角θ1=92°,除荷後の曲げ角θ2=90°になるようにスプリングバック量Δθ(=θ1-θ2)の2°を考慮してパンチ下死点の変位Smax=11.0 mmおよび保持時間2 sを設定した17)。
残留オーステナイトγRの初期体積率fγ0(vol.%)はX線回折法(Mo-Kα線)により回折面(200)α,(211)α,(200)γ,(220)γおよび(311)γの5ピーク法を用いて求めた18)。また,残留オーステナイト中の初期炭素濃度Cγ0(mass%)はCr-Kα線の回折面(220)γから求めた格子定数aγ(nm)を次式に代入して計算した19)。
| Cγ0=(aγ−0.35467)/4.67×10−3 | (1) |
ビッカース硬さ試験には,ダイナミック微小硬度計(荷重98.1 mN,保持時間5 s,負荷速度1.42 mN/s)により,鋼板の曲げ部断面パンチ側からx=0.1 mm間隔に半径方向の硬さ分布を測定し,ビッカース硬さHVで評価した。また,EBSD解析(解析領域40 µm×40 µm,ステップサイズ0.2 µm),および残留応力測定(cosα法,α相,30 kV,1.5 mA,ヤング率E=206 GPa,ポアソン比v=0.3,X線の入射角度35.0°,試料距離39.0 mm,パルステック工業(株)社製µ-X360 s)を行った。
3. 実験結果および考察
3・1 組織と機械的特性Fig.4に(a)TDP2鋼,および(b)MDP0鋼のミクロ組織を示す。また,Table 2に供試鋼の残留オーステナイト特性,および機械的特性を示す。3%硝酸エタノール溶液で腐食後のTDP2鋼のミクロ組織は,母相のポリゴナルフェライトαfに残留オーステナイトγRとベイナイトαbからなる第二相がネットワーク状に存在する(Fig.4(a))。一方,MDP0鋼は母相のポリゴナルフェライトαfに第二相がマルテンサイトαmである(Fig.4(b))。
Table 2. Retained austenite characteristics and mechanical properties.
| Steel | fγ0 | Cγ0
(mass%) | fγ0×Cγ0
(mass%) | YS
(MPa) | TS
(MPa) | UEl
(%) | TEl
(%) | YR | TS×TEl
(GPa%) | n |
|---|
| TDP1 | 0.049 | 1.31 | 0.06 | 429 | 651 | 27.8 | 37.2 | 0.66 | 24.2 | 0.25 |
| TDP2 | 0.079 | 1.38 | 0.11 | 527 | 831 | 31.4 | 35.8 | 0.63 | 29.7 | 0.22 |
| TDP3 | 0.132 | 1.41 | 0.19 | 562 | 895 | 28.6 | 32.2 | 0.63 | 28.8 | 0.22 |
| TDP4 | 0.170 | 1.45 | 0.25 | 728 | 1103 | 29.2 | 32.8 | 0.66 | 36.2 | 0.21 |
| MDP0 | ─ | ─ | ─ | 434 | 923 | 9.3 | 11.3 | 0.47 | 10.4 | 0.14 |
| MDP4 | ─ | ─ | ─ | 528 | 735 | 10.3 | 13.1 | 0.72 | 9.6 | 0.11 |
fγ0: volume fraction of retained austenite, Cγ0: carbon concentration in retained austenite, fγ0×Cγ0: total carbon concentration of retained austenite, YS: yield stress or 0.2% offset proof stress, TS: tensile strength, UEl: uniform elongation, TEl: total elongation, YR: yield ratio (=YS/TS), TS×TEl: strength-ductility balance and n: work hardening exponent (ε=5 - 15%).
Table 2より,Si,およびMn添加量をそれぞれ1.5 mass%にほぼ一定とし,C添加量を0.1~0.4 mass%の範囲で変化させたTDP1~TDP4鋼において,C添加量の増加に伴い,残留オーステナイトγRの初期体積率 fγ06),残留オーステナイトγR中の初期炭素濃度Cγ06),および有効炭素濃度fγ0×Cγ011)はそれぞれ増加する。TDP鋼の引張強さTSは651~1103 MPaの範囲にあり,高C鋼ほど高くなる。全伸びTElは32.2~37.2%の範囲にあり,MDP鋼と比べその値は大きい。また,強度・延性バランスTS×TElは24.2~36.2 GPa%の範囲にあり,MDP鋼に比較して25 GPa%以上とプレス成形性に優れていることがわかる。なお,MDP0鋼の降伏比YRは0.5以下の低降伏比を示す。
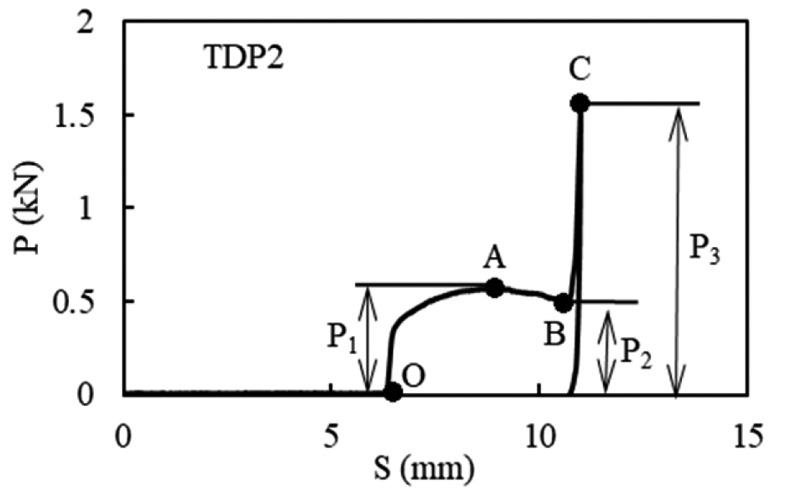
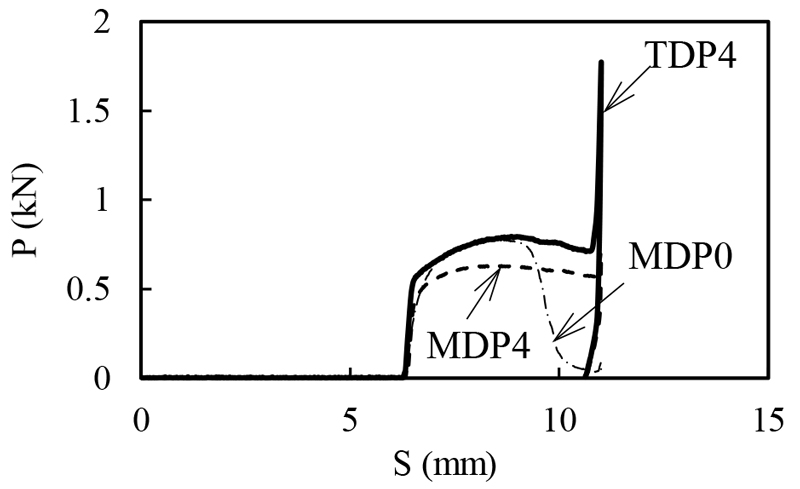
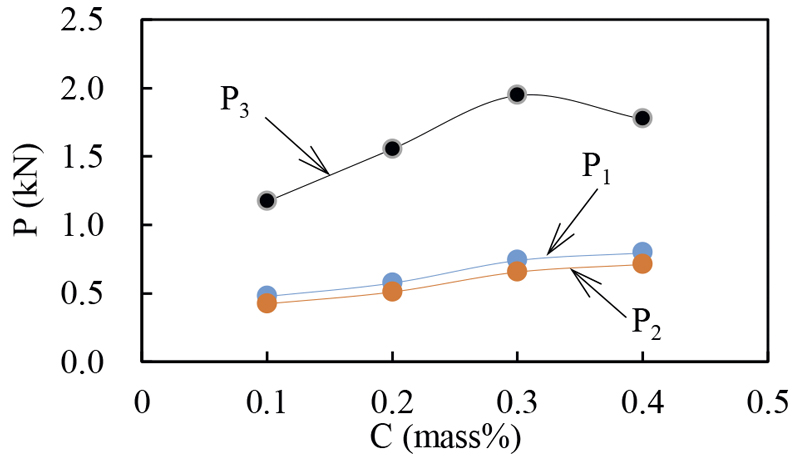
3・2 曲げ特性に及ぼす曲げ部の硬さ分布の影響Fig.5に曲げ荷重P‐変位S曲線(TDP2鋼,Smax=11.0 mm,θ2=90°)17),Fig.6に曲げ荷重P‐変位S曲線(TDP4鋼,MDP0鋼,MDP4鋼,Smax=11.0 mm),およびFig.7に曲げ荷重P‐変位S曲線(TDP4鋼,Smax=11.3 mm,θ2=90°)をそれぞれ示す。また,Fig.8にTDP鋼の除荷後の曲げ角θ2とC添加量の関係を示す(TDP1~TDP4鋼,Smax=11.0 mm)。Fig.9に曲げ荷重PとC添加量の関係,およびFig.10に曲げ荷重Pと残留オーステナイトの初期体積率fγ0の関係をそれぞれ示す(Smax=11.0 mm)。ここで,Fig.10(a)は実験値,Fig.10(b)は理論値の荷重Pをそれぞれ示す。
Fig.5より,(O-A)は純粋曲げ変形に相当する領域で,このときの曲げに必要な力は弾性曲げ変形から塑性曲げになるのに要するA点の荷重P1である17)。一方,荷重が一時低減する(A-B)間は板がダイス内に滑り込む過程のB点の荷重P2である。(B-C)間は曲げが完了する段階のC点の荷重P3である。Fig.6より,MDP4鋼,およびTDP4鋼は曲げ加工が可能であるが,MPD0鋼はクラックが曲げパンチ部先端半径2 mmの最外表面で発生した。これは,曲げパンチ部先端半径2 mm,円周方向ひずみとして23.1%程度の最大ひずみεmax20)が最外表面に生じ,最外表面の凸側の母相と第二相の界面の応力集中によりき裂が発生し,曲げ加工が困難であったと考えられる。このとき,TDP3鋼,およびTDP4鋼の除荷後の曲げ角θ2は90°以下,すなわち,スプリングバック量Δθが2°以上と大きくなった(Fig.8)。
そこで,パンチ下死点をSmax=11.3 mmに制御することで荷重P3が1.7 kNから7.3 kNと高くなり,スプリングバック量Δθが2°以上の大きい1100 MPa級のTDP4鋼は,90°V曲げ加工を可能にすることができる(Fig.6,Fig.7)。
V曲げの変形過程では試験片とパンチ,ダイスとの接触の仕方がFig.5のような3点の間でそれぞれ変わる。この3点での荷重の大きさP1,P2,P3を理論的に求めるのに式(2)の近似式がよく用いられる17)。
ここで,P:荷重P1,t:板厚,b:板幅,σ:板の引張強さ,l:ダイ溝の幅,C:比例定数(V曲げ:C=1.0~1.3)である。なお,CはV曲げ加工に適用する比例定数で,引張強さTS,金型形状,および試験片形状によることから,C量のみが0.1~0.4 mass%と変化しても,C=1.2という一定の比例定数が適用できる(Table 2)。各TDP鋼のP1はC=1.2,一方,MDP4鋼のP1はC=1.4でそれぞれ整理できる(Fig.9,Fig.10)。この比例定数の0.2の相違は,残留オーステナイトγRのひずみ誘起マルテンサイト変態(SIMT)21)が一因であると考えられる(Fig.10)。
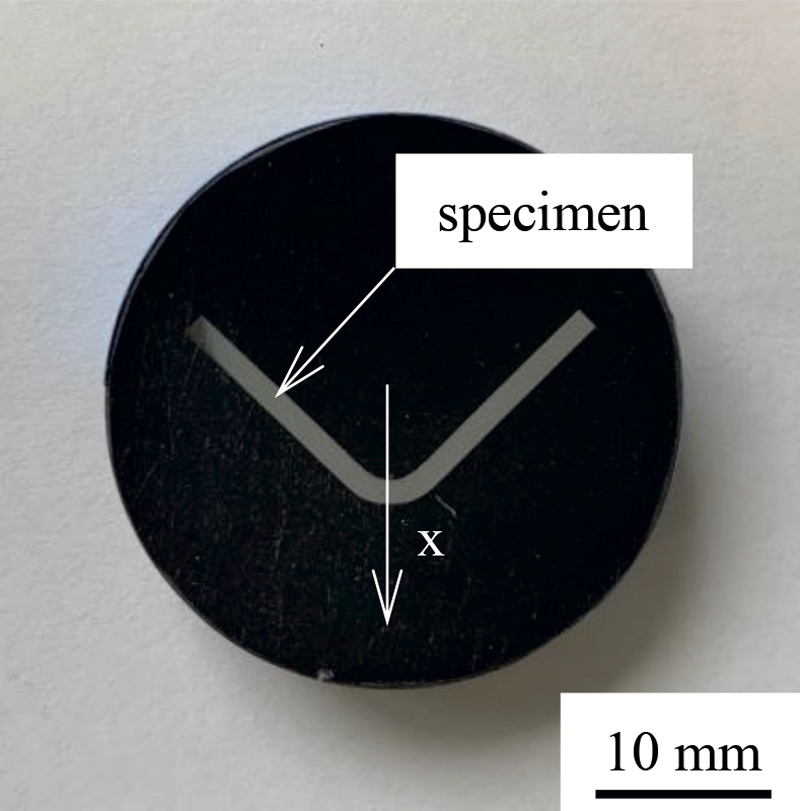
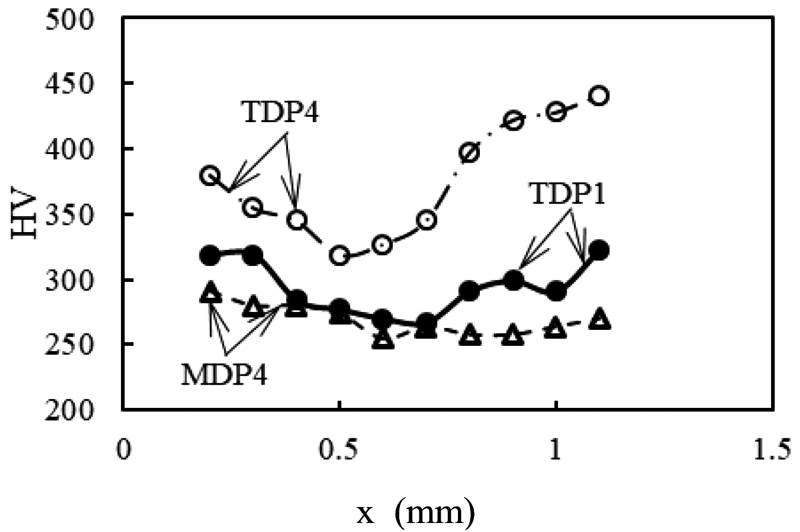
Fig.11にV曲げ試験片,Fig.12にV曲げ加工におけるパンチ先端部板厚半径方向xのビッカース硬さHV分布をそれぞれ示す(Smax=11.0 mm)。Fig.12より,TDP4鋼の曲げ部断面の変形状態は,内側,および外側は塑性変形域で17),TRIP効果により900 MPa級のMDP0鋼のような引張り側でのクラックの発生を抑制し,スプリングバックを考慮した90°V曲げ加工を可能にすることができた(Fig.6)。なお,Smax=11.0 mmの90°V曲げ加工時のTDP4鋼の硬さ分布は,Smax=11.3 mmの90°V曲げ加工時のTDP4鋼の硬さ分布と変わらなかった(Fig.12)。
Fig.13にTDP2鋼の試験温度Tにおけるk値の関係を示す。kはひずみ誘起変態係数で,その値は残留オーステナイトγRのひずみ誘起マルテンサイト変態(SIMT)が抑制されるほど小さくなる。なお,k値は試験片の一様変形部の残留オーステナイトγRの初期体積率fγ0と変形後の未変態残留オーステナイトγRの体積率fγ,および変形部のひずみε(均一伸びUEl)を用い,次式(3)より求めた。
Sugimotoらの報告21)より,TDP4鋼の室温におけるk値はk=3.5と,TDP2鋼の室温におけるk=2.8と比べ相対的に高いことから,TDP4鋼の有効炭素濃度fγ0×Cγ0は高いが,残留オーステナイトγRの加工安定性が低下し,スプリングバック量Δθが大きくなったと考えられる(Table 2,Fig.8)。そのため,TDP4鋼は相対的にひずみ誘起マルテンサイト変態(SIMT)量が多く,曲げ加工時の引張変形領域最表面(x=1.1 mm)のビッカース硬さHVが高くなったと考えられる(Fig.12)。
Fig.14に残留応力σRと引張強さTSの関係を示す(TDP1~TDP4鋼,Smax=11.0 mm)。残留応力σRは試験片の長手方向をx軸として,V曲げ板厚最外表面側の塑性変形域で, 引張強さTSが高いほど圧縮の残留応力σRは高くなることがわかる。この残留応力σRは88°のパンチとダイスに拘束され,曲げ戻しされることで発現する。このことは,スプリングバック量Δθが2°以上と大きくなったことが一因と考えられる(Fig.8)。
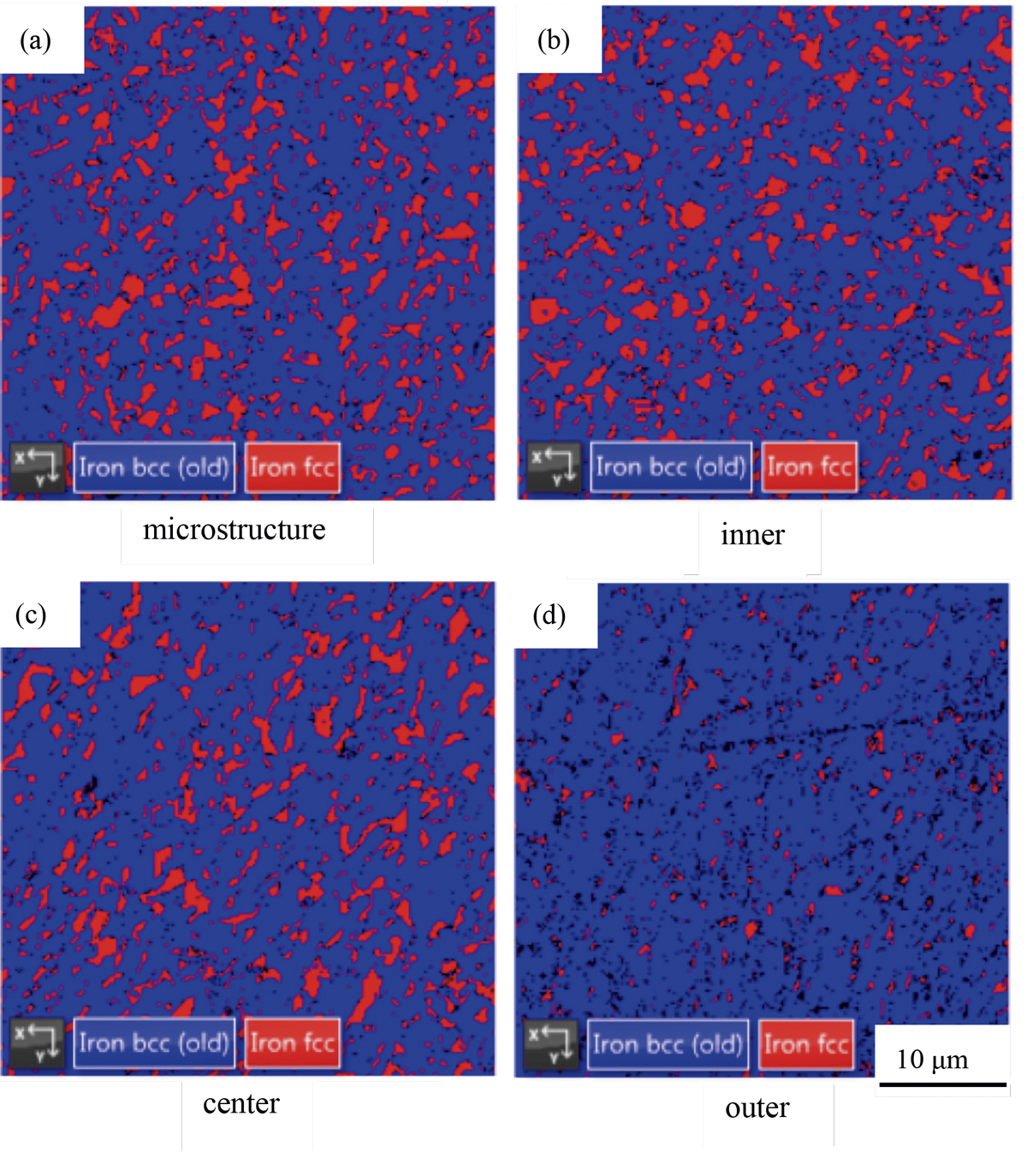
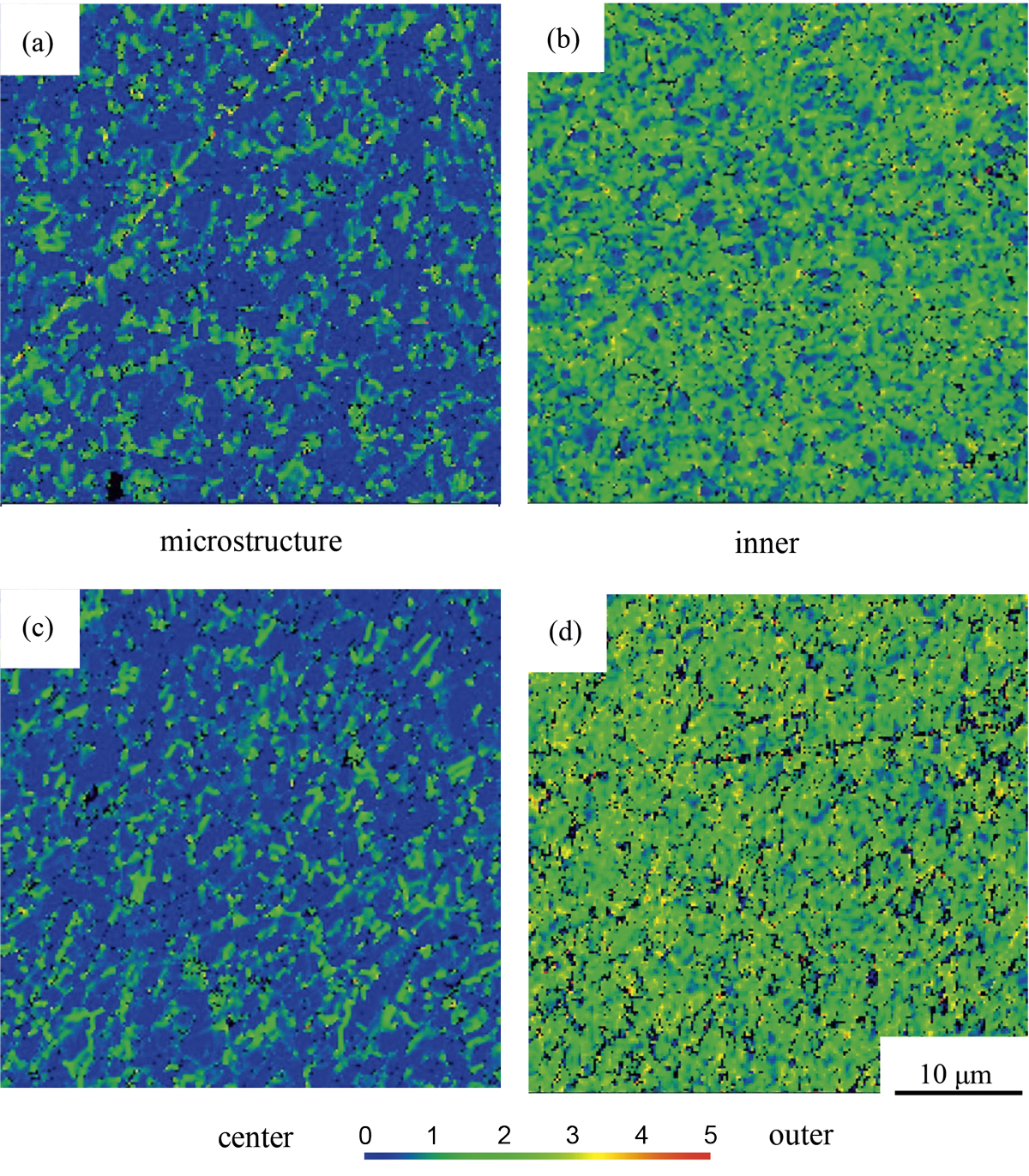
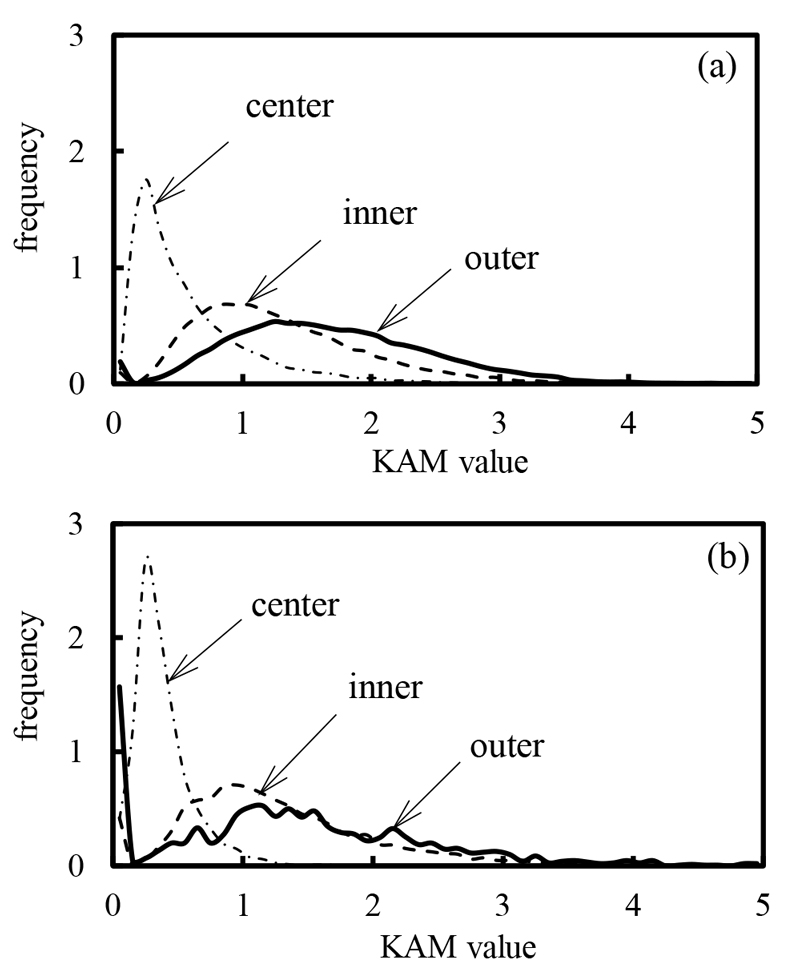
Fig.15にTDP4鋼のEBSD-IPFマップを,Fig.16にTDP4鋼のEBSD-相マップを示す。また,Table 3にTDP4鋼の各相の体積率を示す。Fig.17にTDP4鋼のKAM値分布を示す。Fig.18にKAM値の頻度分布を示す。
Table 3. EBSD analysis (area%).
| Steel | place | bcc | fcc | zero solution | bcc + zero solution |
|---|
| TDP4 | micro structure | 77.52 | 19.62 | 2.86 | 80.38 |
| inner | 77.52 | 19.01 | 3.48 | 81.00 |
| center | 79.49 | 17.26 | 3.25 | 82.74 |
| outer | 85.87 | 3.74 | 10.39 | 96.26 |
V曲げ試験片断面において,(a)が無ひずみ部(母材),(b)がV曲げ部の凹側(圧縮側,x=0.1 mm),(c)がV曲げ部の中立面(x=0.6 mm),(d)がV曲げ部凸側(引張側,x=1.1 mm)を示す(Fig.15,Fig.16)。Fig.16の図の青色部分が母相のフェライト(bcc),赤色部分が残留オーステナイトγR(fcc)である。Fig.16(d)はFig.16(a),およびFig.16(c)と比べ,残留オーステナイトγRの体積率が3.74 area%と激減していることがわかる(Table 3)。これは,曲げ変形の際,残留オーステナイトγRがマルテンサイトにひずみ誘起変態したことを示唆する。
Fig.17,およびFig.18より,V曲げ中立面は弾性変形領域で,無ひずみ部と同様であることがわかる。V曲げ部凸側のひずみが最大となり,一方,圧縮V曲げ部凹側は圧縮変形が支配的であることから,残留オーステナイトγRがマルテンサイトに相変態する際の約3%の体積膨張は抑制され6),無ひずみ部に比較して,変態量は少ないが母相の転位密度が高くなることで,中立面と比べ,HVが高くなったと考えられる(Table 3,Fig.12)。以上のことより,ビッカース硬さHV,EBSD-相マップ,およびKAM値の関係から,TDP鋼の90°V曲げにおいて,ひずみ誘起マルテンサイト変態が発現することを裏付けることができる。
4. 結言
高強度TRIP型複合組織鋼(TDP鋼)板の曲げ加工に及ぼすC量の影響を調査した。主な結果は以下の通りである。
(1)(0.1-0.4)C-1.5Si-1.5Mn, mass%を有するTDP鋼の曲げ部断面の変形状態は,板厚最外表面側の塑性変形域で,残留オーステナイトγRのひずみ誘起マルテンサイト変態によるTRIP効果により,900 MPa級のMDP0鋼のような引張り側でのクラックの発生を抑制し,スプリングバックを考慮した90°V曲げ加工を可能にすることができた。
(2)スプリングバック量Δθ(2°以上)の大きい残留オーステナイトγRの初期体積率の高い1100 MPa級の0.4C-1.5Si-1.5Mn, mass%を有するTDP4鋼は,パンチ下死点を制御することで90°V曲げ加工を可能にすることができた。
(3)ビッカース硬さHV,EBSD-相マップ,およびKAM値から得られたひずみ頻度分布により,(0.1-0.4)C-1.5Si-1.5 Mn, mass%を有するTDP鋼において,90°V曲げによりひずみ誘起マルテンサイト変態が発現することを裏付けることができた。
謝辞
最後に,本研究の一部は東北大学金属材料研究所における2019年度研究部共同利用研究(課題番号:19K0032),東北大学金属材料研究所・一般研究,および長野工業高等専門学校・2019年度特別経費によって行われた。ここに,深謝いたします。また,本研究に際しご協力をいただきました三次元設計能力協会の丹羽嘉明氏,長野工業高等専門学校,和田一秀氏,児玉創磨氏,小森雅己氏,齊藤大貴氏,廣瀬祐登氏,市川孝夫氏,大久保雄也氏,佐藤孝幸氏にお礼申し上げます。
文献
- 1) H. Fujimoto, K. Hamada, T. Okada and H. Fujii: Q. J. Jpn. Soc. Weld. Soc., 34(2016), 285 (in Japanese).
- 2) H. Ogawa and T. Hanaya: J. Jpn. Soc. Technol. Plast., 50(2009), 399 (in Japanese).
- 3) J. Yanagimoto and K. Oyamada: ISIJ Int., 46(2006), 1324.
- 4) M. Yang: Form Tech Rev., 27(2017), 15 (in Japanese).
- 5) V.F. Zackay, E.R. Parker, D. Fahr and R. Busch: Trans. Am. Soc. Met., 60(1967), 252.
- 6) A. Nagasaka, K. Sugimoto, M. Kobayashi, Y. Kobayashi and S. Hashimoto: Tetsu-to-Hagané, 87(2001) 607 (in Japanese).
- 7) A. Nagasaka, Y. Kubota, K. Sugimoto, A. Mio, T. Hojo, K. Makii, M. Kawajiri and M. Kitayama: ISIJ Int., 50(2010), 1441.
- 8) A. Nagasaka, S. Sugimoto, M. Kobayashi, Y. Kobayashi and S. Hashimoto: Tetsu-to-Hagané, 85(1999), 885 (in Japanese).
- 9) A. Nagasaka, S. Sugimoto, M. Kobayashi and S. Hashimoto: Tetsu-to-Hagané, 85(1999), 552 (in Japanese).
- 10) K. Sugimoto, S. Song, J. Sakaguchi, A. Nagasaka and T. Kashima: Tetsu-to-Hagané, 91(2005), 278 (in Japanese).
- 11) K. Sugimoto, M. Kobayashi, A. Nagasaka and S. Hashimoto: ISIJ Int., 35(1995), 4017.
- 12) K. Sugimoto, J. Sakaguchi, T. Iida and T. Kashima: ISIJ Int., 40(2000), 920.
- 13) K. Sugimoto, A. Nagasaka, M. Kobayashi and S. Hashimoto: ISIJ Int., 39(1999), 56.
- 14) K. Sugimoto, B. Yu, Y. Mukai and S. Ikeda: ISIJ Int., 45(2005), 1194.
- 15) A. Nagasaka, K. Sugimoto, M. Kobayashi and S. Hashimoto: Tetsu-to-Hagané, 83(1997), 335 (in Japanese).
- 16) K. Sugimoto, R. Kikuchi, M. Tsunezawa, S. Hashimoto, T. Kashima and S. Ikeda: Tetsu-to-Hagané, 89(2003), 1065 (in Japanese).
- 17) S.Osada and J.Yanagimoto: Kiso Karawakaru Sosei Kakou (Kaiteiban) (Plastic Working from the Basics (revised version)), Corona Publishing, Tokyo, (2010), 77 (in Japanese).
- 18) H. Maruyama: J. Jpn. Soc. Heat. Treat., 17(1977), 198 (in Japanese).
- 19) Z.Nishiyama: Marutensaito Hentai (Kihonhen) (Martensitic Transformation (Basic)), Maruzen, Tokyo, (1971), 13 (in Japanese).
- 20) T.Kawanami, H.Sekiguchi, M.Saito and T.Hiroi: Kiso Sosei Kakougaku (Dai 3 Pan) (Fundamental Plastic Working (3rd ed.)), Morikita Publishing, Tokyo, (2015), 44 (in Japanese).
- 21) K. Sugimoto, M. Kobayashi and S. Hashimoto: Metall. Trans. A, 23(1992), 3085.