Abstract
Recrystallization and grain growth during plate rolling are prevented by Nb addition both with the solute drag and the Nb carbide precipitation. Although a fine microstructure is achieved in the base material, welding heat completely changes the microstructure in the heat affected zone (HAZ). In this study, laboratory simulation of the coarse grain HAZ (CGHAZ) thermal cycle of double submerged arc welded linepipe was carried out using low carbon steels containing different Nb contents. Extraction residue analysis of the simulated CGHAZ samples revealed that almost all the Nb remained in solid solution. To clarify the interaction of Nb carbide dissolution and grain growth on overall simulated HAZ microstructure evolution, additional weld HAZ thermal simulations were performed. It was found that Nb carbides remain undissolved at HAZ peak temperatures up to 1200°C and showed significant pinning effect to prevent austenite grain growth. Significant grain growth was seen after continuous fast heating to 1350°C peak temperature, while the higher Nb added steel showed a slower overall austenite grain growth rate, suggesting that grain growth in the HAZ at higher temperature was suppressed by the combined effects of slower coarse Nb carbide dissolution providing some pinning, and the solute drag effect of higher amounts of Nb in solid solution. A pronounced retardation of longer-term isothermal grain growth was identified at 1350°C at higher levels of solute Nb, confirming the influence of Nb solute drag on high temperature resistance to austenite grain coarsening.
1. 緒言
世界経済の成長によるエネルギー需要の増加に伴い,石油や石炭に比べてCO2の排出量が少ない天然ガスの需要増加が見込まれている1)。天然ガスを輸送するパイプラインの敷設は需要地から離れた過酷な環境へと拡大しており2),低温靱性に優れた高強度鋼が求められている。強度および靱性の改善には,マイクロアロイ元素であるNbの添加と,制御圧延・加速冷却を駆使する熱加工制御(Thermo-Mechanical Controlled Processing: TMCP)の組合せが有効である3,4)。
Nbは鋼板製造の中でスラブ再加熱と熱間圧延の工程で特に有効である。圧延前のスラブ再加熱工程では,鋳造後に存在するNb炭化物によるピン止め効果によってオーステナイト粒の粗大化が抑制される5)。第二相粒子の分散による粒成長抑制の理論はZenerによって確立され6),実用鋼に最適化された粒成長モデルが提案されている7,8)。圧延工程においては,固溶Nbは界面の移動を遅らせることによって粒成長を抑制する9,10,11)。これはSolute Drag効果として知られており,固溶Nbは再結晶を著しく遅らせることが明らかにされている12)。3次元アトムプローブ(3 Dimensional Atom Probe: 3D-AP)法により,再結晶フェライトの粒界周囲に固溶Nbが偏析している様子も明瞭に観察されている13)。一方,圧延ひずみの蓄積によって転位組織中に微細なNb炭化物が析出し,この析出物のピン止め効果によって亜粒界の移動が抑制され,再結晶が遅延する12)。Nb添加による再結晶の遅延は有効累積圧延ひずみを増加させ,その結果,フェライト核生成サイトの高密度化により冷却中の変態が促進され3),微細な変態ミクロ組織が得られる。
大径ラインパイプは通常,鋼板を円形に冷間成形し,板の端を溶接することによって製造される。溶接入熱によって初期組織が大きく変化するため,母材に加えて溶接金属や熱影響部(Heat Affected Zone: HAZ)の低温靱性を確保することが重要である。一般に,溶接金属に最も近いHAZは粗粒熱影響部(Coarse Grain HAZ: CGHAZ)と呼ばれ,1400°C以上の温度に晒され,溶接中に顕著なオーステナイト粒成長を示し,靱性が著しく劣化することがある14,15)。また,ラインパイプ用鋼のHAZ組織は通常,上部ベイナイトと島状マルテンサイト(Martensite-Austenite constituent: M-A)であり16),靱性が劣化する傾向にある17,18)。HAZ靱性の劣化を抑制するにはいくつかのアプローチがある。非常に高温での溶接加熱中のオーステナイト粒の成長は,TiN析出物によって抑制することができ,合金設計で適切なTiとNの比率19,20,21)にすることが重要である。また,分散した微細な非金属介在物は,溶接後の冷却中の粒内フェライトの核生成サイトとなり,その結果,微細なHAZ組織が得られる21)。HAZにおけるM-A分率はSiやMoの含有量を低下させることにより低減できる22,23)。一方,Nbはベイナイト変態温度を下げることによりM-Aの生成を助長することが報告されている22,24)。ただし,この効果はC含有量と溶接入熱の影響を強く受ける。C含有量が比較的少ないラインパイプ用鋼の場合,Nbの添加はHAZ靱性に負の影響を与えず,むしろ改善することさえ報告されている25,26)。例えば,Barbaroらは0.058%と0.11%のNb添加鋼を用いて再現CGHAZを評価し,Nb含有量が多い鋼の方が,旧オーステナイト粒が微細であり,靱性に優れることを報告した26)。Yangらは,非常に高い入熱条件下でもCGHAZの粒成長が抑制されることを報告した27)。Garciaらは,再現HAZの粒界付近における固溶Nbの偏析挙動を3D-APにより明らかにし,また溶接のような短時間の熱履歴ではNb炭化物が溶解温度以上でも存在することを明らかにした28)。しかし,ラインパイプ用鋼のHAZ靱性に及ぼすNbの影響やHAZの粒成長挙動に及ぼすNbの影響は十分には解明されていない。したがって,本研究の目的は,HAZ靱性とHAZ組織に及ぼすNbの影響を明らかにすることとした。まず,Nb含有量の異なる鋼板を溶接熱サイクル再現試験に供し,ミクロ組織観察および靱性評価を行った。HAZにおけるNbの存在状態を明らかにするために,電解抽出法により定量分析を行った。次に,種々の温度と保持時間で粒成長試験を行い,測定された粒成長速度を古典的な粒成長理論と比較することにより,粒成長挙動に及ぼすNbの影響を考察した。
2. 実験方法
2・1 供試材
Table 1に,本研究で用いたNb含有量の異なる鋼の化学組成を示す。各試料の強度レベルを同等にしつつHAZ靱性に対するM-Aの影響を可能な限り除くために,各鋼のPcm値が同等になるよう合金元素の添加量が調整された。Pcmは溶接性を表すパラメータとして一般的に使用されるが29),Pcm値が高い鋼ではM-Aなどの硬質相の形成が促進されるため,Pcm値はHAZ靱性とも相関関係がある30)。Ti/N比の狙いは,0.030%Nb鋼と0.055%Nb鋼で同じとした。Fig.1に熱間圧延時のTMCP条件を模式的に示す。厚さ160 mmのスラブを,式(1)31)で与えられる溶解度積から求めたNb炭化物の溶解温度(Tsol.)の近傍まで昇温し,1時間保持した後,厚さ23 mmまで熱間圧延した。フェライトの生成を抑制するために,式(2)32)で与えられるAr3温度を超える温度で冷却を開始した。
| log10[Nb][C+12/14N]=2.26−6770/T(K) | (1) |
| Ar3=910−273[C]−74[Mn]−56[Ni]−16[Cr]−9[Mo]−5[Cu](°C) | (2) |
Table 1. Chemical compositions of the materials employed (mass%).
| Steel | C | Si | Mn | Nb | Ti | N | Others | Ceq | Pcm |
|---|
| 0.030% Nb | 0.04 | 0.28 | 1.34 | 0.030 | 0.01 | 0.004 | Cr, Mo | 0.35 | 0.14 |
| 0.055% Nb | 0.04 | 0.15 | 1.26 | 0.055 | 0.01 | 0.004 | Cu, Ni, Cr | 0.33 | 0.14 |
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Mo/15+Ni/60+V/10+5B
鋼板の圧延方向からミクロ組織観察用サンプルを採取し,鏡面研磨後,3%ナイタール水溶液でエッチングし,光学顕微鏡(Optical Microscopy: OM)を用いてミクロ組織を観察した。さらに,後方散乱電子回折(Electron Backscatter Diffraction: EBSD)パターンを走査型電子顕微鏡(Scanning Electron Microscope: SEM)内で測定した。測定面積は1 mm×1 mmとした。SEMの加速電圧は17 kV,EBSDのステップサイズは0.8 µmとした。測定したEBSDデータは,OIM-Analysisを用いて解析した。
2 mmVノッチシャルピー衝撃試験片を鋼板幅方向の板厚中心位置から採取し,延性-脆性遷移温度(Ductile-to-Brittle Transition Temperature: DBTT)を求めるために種々の温度でシャルピー衝撃試験を行った。
2・2 溶接熱サイクル再現試験
0.030%Nb鋼および0.055%Nb鋼の板厚中心位置から15 mm(t)×75 mm(W)×80 mm(L)のブロックサンプルを採取し,熱間加工再現試験装置を用いて溶接熱サイクル再現試験を行った。Fig.2に50 kJ/cmの入熱時のCGHAZを模擬した温度履歴を示す。ピーク温度は1400°Cに設定し,800°Cから500°Cまでの冷却時間は40秒であった。
溶接熱サイクル再現試験後のブロックサンプルから,鋼板幅方向に2 mm Vノッチシャルピー衝撃試験片を採取し,種々の温度でシャルピー衝撃試験を実施した。硬さ測定用の試験片を採取し,ビッカース硬さ試験機にて10 kgfの荷重で断面硬さを5回測定した。
ミクロ組織観察用のサンプルを採取し,OM観察とEBSD測定を実施した。また,M-A分率を測定するため,ナイタールエッチングを行った後,電解エッチングを行う2段エッチング処理を施し,SEM観察を行なった。
2・3 Nbの存在状態の定量分析
溶接前後のNbの固溶と析出の状態を明らかにすることは,HAZのミクロ組織形成に及ぼすNbの影響を明らかにするために極めて重要である。そこで,溶接熱サイクル再現試験の前後に,0.030%Nb鋼と0.055%Nb鋼に対して電解抽出分析を行った。まず,10vol%アセチルアセトン-1mass%塩化テトラメチルアンモニウム-メタノール(10%AA系電解液)を用いた定電流電解を行った。電解後,Nbが溶解した電解液を少量採取し,誘導結合プラズマ質量分析(Inductively Coupled Plasma Mass Spectrometry: ICP-MS)により固溶Nb量を同定した。
電解法により抽出した析出物は分散性溶媒中に安定分散させた33)。次いで,最初に孔径100 nmのアルミナフィルタ,次に孔径20 nmのフィルタにより沈殿物をろ過捕集した。最後に,2つのフィルタを透過した沈殿物を含む溶液を乾燥させ,残渣を捕集した。これら3つのサイズの沈殿物をフィルタごと硝酸,過塩素酸,硫酸の混合液に個別に溶解し,誘導結合プラズマ発光分光分析(ICP Atomic Emission Spectroscopy: ICP-AES)を行ない,100 nm超,20 nm以上100 nm以下,20 nm未満の3つの異なるサイズの析出Nb量を同定した。
2・4 炭化物の溶解と粒成長
溶接時の炭化物の溶解と粒成長挙動を明らかにするために,炭化物溶解試験と粒成長試験の2種類の熱処理試験を実施した。熱処理試験は,高周波誘導加熱が可能なBähr DIL805A膨張計を用いて,ピーク温度とピーク温度での保持時間を変化させた。このため,鋼板から膨張測定試験片を採取した。1300°Cと1400°Cのピーク温度では,φ4.0×10 mmの円筒試験片を用いた。ただし,1000°Cから1200°Cのピーク温度では,冷却速度を高め焼入性を向上させるため,試験片の内径3.6 mmを中空とした。Fig.3に熱処理試験の温度履歴を示す。炭化物溶解試験では,サンプルをまず50°C/sの速度で1000°Cから1400°Cの狙い温度まで加熱した後,ヘリウムガスを用いて最大速度で急冷した。粒成長試験では,サンプルを1000°Cから1350°Cの狙い温度まで加熱し,0秒から400秒の時間保持した後,最大速度でヘリウムガスにより急冷した。フルマルテンサイト組織を取得し旧オーステナイト粒径を定量化できるようにするため,両試験においてヘリウムガスによる急速焼入れとした。
ピクリン酸エッチングを用いて,急冷したサンプルの旧オーステナイト粒界を現出させた。エッチングしたサンプルをOMで観察し,円相当径から旧オーステナイト粒径を求めた。粒径測定のために,Leica QWin 2.3画像解析ソフトを使用した。最も低い加熱温度である1000°Cでは,条件に応じて100個から500個の旧オーステナイト粒を測定した。1350°Cの高温加熱では,50個から250個の旧オーステナイト粒を測定した。
3. 実験結果および考察
3・1 母材の靱性とミクロ組織
本研究では,結晶方位差マップを利用して,0.030%Nb鋼および0.055%Nb鋼の粒径分布を評価した。Fig.4に母材のOM像と結晶方位差マップを示す。結晶学的に粒を描写するために,隣接するピクセルの方位差が15°以上となる境界を線で描写した。どちらも上部ベイナイトから成るミクロ組織を有しており,若干の粗粒が観察された。Fig.5は,Fig .4(b)(e)を用いて測定された高角度境界の間隔分布を示す。ベイナイト鋼の有効結晶粒径は15°以上の結晶方位差と相関することが報告されている34,35,36)。この分析において,0.055%Nb鋼の粒はわずかに粗かった。平均粒径(Dmean)および最大粒径からの累積面積率が20%となった際の粒径(Dc20%)を,結晶方位差15°以上で評価し,Table 2に示した。DmeanとDc20%の両方とも,0.030%Nb鋼と比較して0.055%Nb鋼の方がわずかに粗かった。本研究では,0.055%Nb鋼は圧延前の加熱温度が0.030%Nb鋼よりも70°C高く,その温度で1時間保持したため,圧延前の初期結晶粒径が粗大となっていた可能性がある。このため,0.055%Nb鋼の最終粒径が若干粗くなった可能性がある。
Table 2. Mean grain size (D
mean) and the grain size at the 20% percentile from the largest grain size (D
c20%) at the misorientation threshold 15 ° or more in base material.
| Steel | Dmean (μm) | Dc20% (μm) |
|---|
| 0.030% Nb | 16.5 | 22.8 |
| 0.055% Nb | 22.5 | 36.6 |
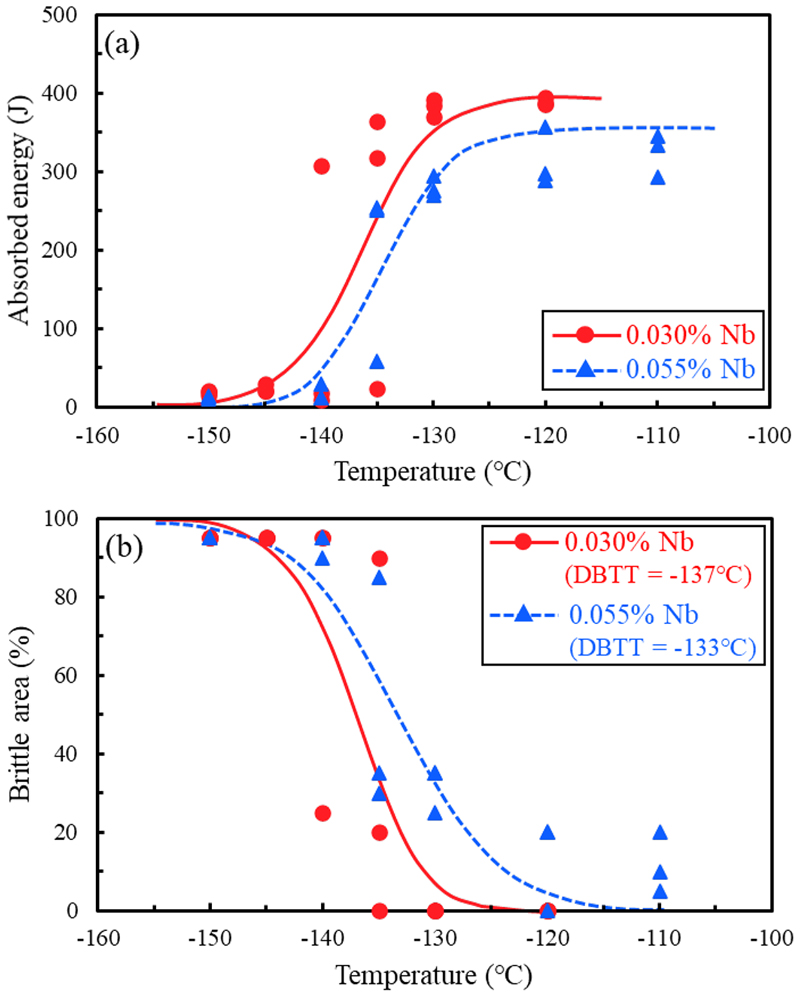
Fig.6にシャルピー衝撃試験により得られた母材の吸収エネルギーと脆性破面率の温度依存性を示す。0.030%Nb鋼と0.055%Nb鋼のDBTTはそれぞれ-137°Cと-133°Cであった。0.030%Nb鋼は0.055%Nb鋼よりも低い遷移温度を伴ったわずかに優れた靱性を示し,これは0.030%Nb鋼の方がわずかに微細な粒径であったことに対応している。0.030%Nb鋼の上部棚エネルギーも0.050%Nb鋼よりわずかに高かった。3・3節で説明するように,0.055%Nb鋼はNb炭化物の量が多かったため,ボイドの核生成が促進され,上部棚エネルギ-が低下した可能性がある。
3・2 再現CGHAZの靱性とミクロ組織
Fig.7に再現CGHAZの吸収エネルギーと脆性破面率の温度依存性を示す。母材の靱性と比較して,再現CGHAZのDBTTは大幅に上昇し,0.030%Nb鋼のDBTTは-14°C,0.055%Nb鋼のDBTTは-43°Cであった。0.030%Nb鋼の平均硬度は191HV,0.055%Nb鋼の平均硬度は185HVであった。0.030%Nb鋼の方がわずかに高い炭素当量Ceqを有した化学成分であるため,0.030%Nb鋼の硬度は,0.055%Nb鋼よりわずかに高かった。興味深いのは,母材のDBTTは両鋼でほぼ同じであったにもかかわらず,再現CGHAZのDBTTは0.055%Nb鋼がはるかに優れていたことである。一方,0.055%Nb鋼は0.030%Nb鋼よりも小さな上部棚エネルギーを示したが,3・3節で説明するように,両鋼の再現CGHAZ中にNb炭化物はほとんど存在しなかった。0.055%Nb鋼の再現CGHAZ組織が微細であり,粒界領域が大きくなり,ボイドの核生成が促進されて上部棚エネルギーが低下した可能性がある。

Fig.8に再現CGHAZのOM像,結晶方位差マップおよびSEM像を示す。OM像および結晶方位差マップから,0.055%Nb鋼は0.030%Nb鋼よりも微細な粒径を示した。Fig.8(b)と(e)の結晶方位差マップから測定した粒径分布をFig.9に示す。再現CGHAZの粒径は母材の粒径と比較して著しく粗大であった。特に0.030%Nb鋼では,100 µm以上の粗大な粒の数がはるかに多かった。Table 3に再現CGHAZのDmeanとDc20%を示す。DmeanとDc20%は両方とも,0.030%Nb鋼と比較して0.055%Nb鋼の方が微細であった。したがって,溶接熱サイクル前の結晶粒径は0.055%Nb鋼がわずかに粗かったにもかかわらず,溶接熱サイクル後は0.055%Nb鋼の方がより微細で均一なミクロ組織を有していた。Fig.8(c)と(f)のSEM像から,両鋼で少量のM-A相が確認された。M-A分率は,0.030%Nb鋼では2.0%,0.055%Nb鋼では0.9%であった。Pcmの値は両鋼で同程度になるよう設定したが,合金元素の組合せがM-A形成に影響を与えた可能性がある。低合金TMCP鋼の靱性とミクロ組織を相関させるための経験的モデルがIsastiらによって提案され37),平均粒径だけでなく粒径分布の均一性も靱性に大きな影響を与えることが示されている。また,M-A分率の影響は平均粒径や粒径均一性の影響よりも小さいことが示唆されている。したがって,両鋼で観察された少量のM-Aは最小限の影響しか与えず,HAZ靱性は微細で均一なミクロ組織により強く影響され,靱性の劣化は0.030%Nb鋼と比較して0.055%Nb鋼で抑制されたと考えられる。
Table 3. Mean grain size (D
mean) and the grain size at the 20% percentile from the largest grain size (D
c20%) at the misorientation threshold 15° or more in simulated CGHAZ.
| Steel | Dmean (μm) | Dc20% (μm) |
|---|
| 0.030% Nb | 100.3 | 141.8 |
| 0.055% Nb | 74.5 | 101.3 |
Fig.10にHAZ熱サイクル前後の鋼中におけるNbの存在状態の定量分析結果を示す。一部未検出のNbが固溶体と析出物の両方に存在し,溶解分析中に失われるため,検出された合計Nb含有量は実際のNb添加量よりも少なかった。加熱前の母材では,どちらの鋼でもNbの大部分が析出物として存在していたが,0.055%鋼には100 nmを超えるサイズのNb析出物が多く含まれていた。100 nmを超える粗大なNb析出物はスラブ加熱中に未溶解のままであり,100 nm以下の微細なNb析出物は圧延中および圧延後の冷却中に析出したと考えられる。溶接熱サイクル再現試験前には様々なサイズのNb析出物が存在していたが,高温での加熱保持時間が極めて短いにもかかわらず,ほとんどのNb析出物が溶接熱により溶解し,オーステナイト中に固溶していた。以上の結果から,1400°Cまでの急速加熱中にほぼ全てのNb析出物が溶解し,ピン止め能力が失われたと結論付けられる。しかしながら,オーステナイト粒の成長は,0.030%Nb鋼と比較して,0.055%Nb鋼において著しく抑制されていた。この結果から,0.055%Nb鋼中の高含有の溶質NbがSolute Drag効果によって粒成長を抑制した可能性がある。しかしながら,粒界ピン止めは,Nb析出物が完全に溶解するまで作用する可能性がある。すなわち,0.055%Nb鋼は,粗大な析出物は加熱中の溶解が遅く,粒界をより高い温度までピン止めし,粒成長を抑制した可能性がある。したがって,粗大なNb析出物が再現CGHAZの粒成長抑制に及ぼす影響を明らかにするため,高温保持時の炭化物溶解挙動と粒成長挙動を調査した。
3・4 炭化物の溶解と粒成長挙動
Fig.3(a)に示す熱履歴で炭化物溶解試験を行った。Fig.11は,1000°C,1200°C,1350°C,1400°Cに急速加熱し,直ちに急冷した後の0.030%Nb鋼と0.055%Nb鋼のOM像を示す。ピーク温度が高くなるほど旧オーステナイト粒が粗大化していることがわかる。Fig.12に炭化物溶解試験後の旧オーステナイト平均粒径を示す。式(1)で求めた両鋼のNb炭化物溶解温度を図中に示している。予測されるNb炭化物の溶解温度よりも高い1200°Cまでの加熱温度では,結晶粒の成長は非常にわずかであった。これは,Nb炭化物が急速加熱下でもピン止め効果を発揮したことが考えられる。1200°C以上の温度で粒成長が開始したのは,Nb炭化物の進行的な溶解によるものと考えられる。ピーク温度1400°Cでは,0.055%Nb鋼の平均旧オーステナイト粒径は0.030%Nb鋼よりも微細であり,これは再現CGHAZで観察されたものと同じ傾向であった。0.055%Nb鋼の母材はわずかに粗い粒であったが,1200°Cを超える連続加熱では0.030%Nb鋼よりも明らかにゆっくりと粗大化した。

高温での粒成長挙動を明らかにするため,Fig.3(b)に示すように,溶解試験と同様の昇温を行ない,ピーク温度で最高400秒等温保持し,最後にガス焼入れを行う粒成長試験を行った。Fig.13に粒成長試験後の旧オーステナイト平均粒径を示す。1000°Cと1200°Cでの保持では,0.030%Nb鋼と0.055%Nb鋼の旧オーステナイト粒径は,同じ保持時間で同程度であった。Fig.12の炭化物溶解試験と同様,1200°C以下ではNb炭化物によるピン止め効果を示したことが考えられる。ピン止めに有効と考えられる100 nm未満のNb炭化物の量は,Fig.10より0.030%Nb鋼と0.055%Nb鋼の母材で同程度であった。したがって,両鋼とも同様に粒成長が抑制されたと考えられる。一方,Fig.13(c)に示すように,保持温度1350°Cでは顕著な粒成長が見られた。0.030%Nb鋼と0.055%Nb鋼の旧オーステナイト粒径は,40秒までの同じ保持時間ではほぼ同等であったが,0.030%Nb鋼は40秒以降に顕著な粒成長を示し,これは異なるメカニズムによって粒成長が支配されている可能性がある。一方,0.055%Nb鋼ではさらなる等温粒成長が抑制された。
結晶粒粗大化挙動とNbの影響を定量化するために,実験データを,Burkeらが提唱した古典的な結晶粒成長則の式38)に当てはめた。
ここで,Rは結晶粒の平均半径,R0は粒成長が定常的に進行し始めた時のRの値,Kは粒成長速度係数,tは加熱時間である。指数nの値は粒成長機構に依存し,粒界移動,体拡散,粒界拡散に対してそれぞれn=2, 3, 4である39)。したがって,Solute Drag効果はn=2,ピン止め効果はn=3に分類される。しかし,最近の研究で,粒子分散効果における粒成長は二乗則に従うことがわかり,これはn=2を意味する40)。したがって,本研究ではn=2を粒成長解析に適用した。加熱前の初期粒径はNishizawaに準じてR0=0とした39)。Fig.14に粒成長試験データを二乗則に従って整理した結果を示す。図中の線は線形近似である。0.030%Nb鋼は1350°Cにおいて保持時間40秒までと40秒以降で異なる粒成長挙動を示したので,線形近似曲線を2つの領域に分割した。粒成長速度係数K2を線形近似の傾きから求め,Fig.15に示すように温度の逆数に対してプロットした。比較のために,Solute Drag効果を有する合金元素を含む単相鋼の粒成長速度係数K239)をFig.15に示す。1000°Cと1200°Cにおける0.030%Nb鋼と0.055%Nb鋼の両方のK2値はほぼ同じであり,1350°Cでの値より小さく,Solute Drag効果を有する単相鋼から得た温度依存性よりも低かった。Fig.12より1200°C以下ではNb析出物が存在していることが考えられ,析出物ピン止め効果により粒成長が抑制された可能性がある。K2値は両鋼とも1350°Cで増加したが,0.055%Nb鋼はより低い値を示した。1350°Cでの0.030%Nb鋼のK2値は10秒から40秒保持と40秒から400秒保持の時間範囲で別々にプロットした。1350°Cでの0.055%Nb鋼のK2値は, 1350°Cでの40秒までの0.030%Nb鋼のK2値よりわずかに小さく,どちらもSolute Drag効果を示す合金元素の多い鋼の値の延長上にある。一方,40秒以降の0.030%Nb鋼のK2値は40秒までの値の約10倍で,溶質元素を含まない純鉄の値とほぼ同じであった。これは,0.030%Nb鋼の粒界に偏析した固溶Nbが拡散し,Solute Drag効果が失われたことが考えられる。Nishizawaのデータと直接比較することは困難であるが,0.055%Nb鋼は高温で強いSolute Drag効果を示し,HAZ組織の結晶粒成長を抑制する効果があることが示唆された。HAZでの粒成長挙動に関する上記の研究は,Nbによる強いSolute Drag効果を示唆したが,オーステナイト粒成長速度と最終的なHAZ組織に及ぼす初期粒径,ピン止め効果およびSolute Drag効果の相対的寄与を明らかにするためには,更なる研究を必要とする。

4. 結言
ラインパイプ用鋼の熱影響部(HAZ)の粒成長挙動および靱性に及ぼすNbの影響を明らかにするために,Nb含有量の異なる低炭素ベイナイト鋼を用いて,溶接熱サイクル再現試験,Nbの定量分析および粒成長試験を行い,次の結論を得た。
(1)1400°Cまで加熱した0.055%Nb鋼の再現粗粒熱影響部(CGHAZ)は0.030%Nb鋼と比較し粒成長が抑制されており,延性-脆性遷移温度が有意に低かった。
(2)急速加熱時の粒成長挙動を調べた結果,粒成長は1200°Cを超える温度で始まり,溶解度積から計算されたNb炭化物の溶解温度より高いことがわかった
(3)再現CGHAZにおけるNbの存在状態の定量分析により,Nbの大部分が固溶体として存在することが示された。
(4)1350°Cにおけるオーステナイト粒成長速度はNb含有量が多い0.055%Nb鋼の方が遅く,これはNbによるSolute Drag効果が再現CGHAZで観察された粒成長抑制に有意に寄与することを示唆した。
文献
- 1) World Energy Outlook 2021, International Energy Agency, Paris, (2021), 180.
- 2) S.Echigoya: Pip. Eng., 53(2011), No.7, 19 (in Japanese).
- 3) I.Kozasu, C.Ouchi, T.Sampei and T.Okita: Proceedings of an International Symposium on High-Strength, Low-Alloy Steels, Micro Alloying 75, Union Carbide, New York, NY, (1977), 120.
- 4) C.Ouchi: ISIJ Int., 41(2001), 542. https://doi.org/10.2355/isijinternational.41.542
- 5) L.J.Cuddy and J.C.Raley: Metall. Trans. A, 14(1983), 1989. https://doi.org/10.1007/BF02662366
- 6) C.Zener, quoted by C.S.Smith: Trans. Metall. Soc. AIME, 175(1948), 15.
- 7) K.Banerjee, M.Militzer, M.Perez and X.Wang: Metall. Mater. Trans. A, 41(2010), 3161. https://doi.org/10.1007/s11661-010-0376-2
- 8) A.Graux, S.Cazottes, D.De Castro, D.S.Martín, C.Capdevila, J.M.Cabrera, S.Molas, S.Schreiber, D.Mirković, F.Danoix, M.Bugnet, D.Fabrègue and M.Perez: Materialia, 5(2019), 100233. https://doi.org/10.1016/j.mtla.2019.100233
- 9) K.Lücke and K.Detert: Acta Metall., 5(1957), 628. https://doi.org/10.1016/0001-6160(57)90109-8
- 10) J.W.Cahn: Acta Metall., 10(1962), 789. https://doi.org/10.1016/0001-6160(62)90092-5
- 11) M.Hillert and B.Sundman: Acta Metall., 24(1976), 731. https://doi.org/10.1016/0001-6160(76)90108-5
- 12) S.Yamamoto, C.Ouchi and T.Osuka: Proceedings of the International Conference on the Thermomechanical Processing of Microalloyed Austenite, Metallurgical Society of AIME, Warrendale, PA, (1982), 613.
- 13) N.Maruyama and G.D.Smith: Shinnittetsu Giho, 381(2004), 31 (in Japanese).
- 14) M.Koso, M.Miura and Y.Ohmori: Met. Technol., 8(1981), 482. https://doi.org/10.1179/030716981803275875
- 15) B.C.Kim, S.Lee, N.J.Kim and D.Y.Lee: Metall. Trans. A, 22(1991), 139. https://doi.org/10.1007/BF03350956
- 16) X.Li, X.Ma, S.V.Subramanian, C.Shang and R.D.K.Misra: Mater. Sci. Eng. A, 616(2014), 141. https://doi.org/10.1016/j.msea.2014.07.100
- 17) Y.Kasamatsu, S.Takashima and T.Hosoya: Tetsu-to-Hagané, 65(1979), 1222 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.65.8_1222
- 18) H.Ikawa, H.Oshige and T.Tanoue: Trans. Jpn. Weld. Soc., 11(1980), 87.
- 19) S.Kanazawa, A.Nakashima, K.Okamoto and K.Kanaya: Tetsu-to-Hagané, 61(1975), 2589 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.61.11_2589
- 20) Y.Kasamatsu, S.Takashima and T.Hosoya: Tetsu-to-Hagané, 65(1979), 1232 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.65.8_1232
- 21) M.Nakanishi, Y.Komizo and I.Seta: J. Jpn. Weld. Soc., 52(1983), 117 (in Japanese). https://doi.org/10.2207/qjjws1943.52.117
- 22) N.Ishikawa, S.Endo, M.Doi, H.Fukai and N.Mifune: OMAE 1998: proceedings of the 17th International Conference on Offshore Mechanics and Arctic Engineering, ASME, New York, NY, (1998), OMAE 98-2302.
- 23) T.Shinmiya, N.Ishikawa and S.Endo: Proceedings, Materials Science & Technology 2004, ISS, Warrendale, PA, (2004), 11.
- 24) T.Kizu, R.Sakai, H.Imoto, S.Endo and F.Barbaro: Proceedings of the 2020 13th International Pipeline Conference, IPC 2020, ASME, New York, NY, (2020), IPC2020-9323. https://doi.org/10.1115/IPC2020-9323
- 25) J.Wiebe, W.Scheller and C.Stallybrass: Steel Res. Int., 89(2018), 1700252. https://doi.org/10.1002/srin.201700252
- 26) F.Barbaro, L.Kuzmikova, Z.Zhu and H.Li: Proceedings of the 2014 10th International Pipeline Conference, IPC 2014, ASME, New York, NY, (2014), IPC2014-33109. https://doi.org/10.1115/IPC2014-33109
- 27) Y.Yang, X.Jia, Y.Ma, P.Wang, F.Zhu, H.Yang, C.Wang and S.Wang: J. Mater. Res. Technol., 18(2022), 2399. https://doi.org/10.1016/j.jmrt.2022.03.150
- 28) M.P.Garcia, H.Chen, M.Eizadjou, B.Lim, S.P.Ringer and F.J.Barbaro: Mater. Charact., 179(2021), 111308. https://doi.org/10.1016/j.matchar.2021.111308
- 29) Y.Ito and K.Bessyo: J. Jpn. Weld. Soc., 37(1968), 983 (in Japanese). https://doi.org/10.2207/qjjws1943.37.983
- 30) N.Ishikawa, T.Shinmiya, S.Igi and J.Kondo: Proceedings of 2006 6th International Pipeline Conference, IPC 2006, ASME, New York, NY, (2006), IPC2006-10245. https://doi.org/10.1115/IPC2006-10245
- 31) K.J.Irvine, F.B.Pickering and T.Gladman: J. Iron Steel Inst., 205(1967), 161.
- 32) C.Shiga, T.Hatomura, J.Kudo, A.Kamada, K.Hirose and T.Sekine: Kawasaki Steel Giho, 13(1981), 106 (in Japanese).
- 33) T.Ishida, K.Yamada and K.Yamauchi: Tetsu-to-Hagané, 107(2021), 644 (in Japanese). https://doi.org/10.2355/tetsutohagane.TETSU-2020-112
- 34) M.-C.Kim, Y.J.Oh and J.H.Hong: Scr. Mater., 43(2000), 205. https://doi.org/10.1016/S1359-6462(00)00392-4
- 35) N.Sanchez, Ö.Güngör, M.Liebeherr and N.Ilić: Proceedings of the 2014 10th International Pipeline Conference, IPC 2014, ASME, New York, NY, (2014), IPC2014-33502. https://doi.org/10.1115/IPC2014-33502
- 36) R.Homma, Y.Shinohara, M.Fujioka and Y.Shintaku: CAMP-ISIJ, 28(2015), 876, CD-ROM (in Japanese).
- 37) N.Isasti, D.Jorge-Badiola, M.L.Taheri and P.Uranga: Metall. Mater. Trans. A, 45(2014), 4972. https://doi.org/10.1007/s11661-014-2451-6
- 38) J.E.Burke, R.L.Kenyon, H.Burghoff and J.T.Hobbs: Grain Control in Industrial Metallurgy, ASM, Cleveland, OH, (1949), 1.
- 39) T.Nishizawa: Tetsu-to-Hagané, 70(1984), 1984 (in Japanese). https://doi.org/10.2355/tetsutohagane1955.70.15_1984
- 40) I.Ohnuma, H.Ohtani, K.Ishida and T.Nishizawa: J. Jpn. Inst. Met., 58(1994), 1133 (in Japanese). https://doi.org/10.2320/jinstmet1952.58.10_1133