論文
半導体レーザ吸収法を用いた大型燃焼設備のオンラインマルチガス成分・温度計測技術
2024 年 110 巻 7 号 p. 541-547

詳細
2024 年 110 巻 7 号 p. 541-547
In the measurement of iron and steel processes, the measurement of temperature concentration distribution is very important for the analysis and control of in-furnace phenomena in order to obtain in-furnace information. However, thermocouples and gas sampling methods are used, but since they are contact and point measurements, they disturb the measurement field, require modification of equipment and piping, have low time response (10 Hz), and are affected in accuracy (20% or more) by environmental fluctuations. This report describes the development of a technology for simultaneous measurement of multiple components such as O2, CO, and CO2 concentrations in a furnace, acquisition of a spectral database necessary for measurement using various calibrators, adjustment of the optical axis when installing a sensor with a large laser beam path length (several tens of meters), and development of a technology for adjusting the optical axis by feeding back the laser beam position in real time to prevent optical axis fluctuations during equipment operation. We have developed a technology to adjust the optical axis by feeding back the position of the laser beam in real time when the optical axis fluctuates during the operation of the equipment.
鉄鋼プロセスにおける計測では,炉内情報の把握として温度濃度分布の測定は炉内現象の解析や制御のため非常に重要である1)。しかしながら,熱電対やガスサンプリング法などが用いられるが,接触・点計測であるため,計測場の状態を乱したり,機器や配管の改造を必要としたり,時間応答性が低く(10 hz),環境変動に精度(20%以上)が影響される等の課題がある。また,レーザを用いた分光分析センサは,ガス種ごとにセンサを必要とし,温度勾配や炉の振動・歪みによって光軸調整が必要となるなど課題があった2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26)。実プロセスでは大規模(数十m)などあらゆる環境に長時間対応できる測定技術と,1つのユニットで温度のみならず,O2,CO,CO2といった成分も同時に計測が必要となる。本報告では,炉内のO2,CO,CO2濃度などの多成分同時計測技術を開発し,各種校正器を用いて計測に必要なスペクトルデータベースを取得し,大規模(数十m)のレーザ光路長でセンサを取り付け時の光軸調整や機器稼働時の光軸変動をリアルタイムでレーザ光のポジションをフィードバックし光軸調整する技術の開発を行った。
吸収法は原子・分子に光を照射したときに測定成分により光が吸収される特性を利用した計測法であり,入射光強度Iλ0と透過光強度Iλの比Iλ/Iλ0により濃度や温度を計測することができる。この関係はLambert-beer則によって表わされる2)。
| (1) |
ここでAλは吸光度,niは成分iの分子数密度,αiは成分iの吸光係数,Lは光路長,Si,j(T) は成分iのj遷移における吸収線強度,Tは温度,Gνi,jは吸収線のブロードニング関数であり,通常Voigt関数で表される。各吸収線の強度には温度依存性が存在し,温度依存性の異なる複数の吸収線を計測することにより温度を決定することができる。上記計算には本研究にて構築するHITRANデータベースの改良版を用いる。
CTはX線や光を利用して対象場を走査し,その結果をコンピュータによって解析することで対象断面を再構成する技術である。照射された光は対象場を通過するときに一部吸収されて減衰する。通過後の光を検出しコンピュータで処理することにより温度や濃度などを再構成できる。Fig.1にCTアルゴリズムを示している。ここでAλ,qはレーザパスpにおける吸光度,nqはグリッドqにおける分子数密度,Lp,qはグリッドqを通るp方向のパス長である。本アルゴリズムを用いて画像再構成を行い,2次元温度・濃度分布を求めることができる3)。
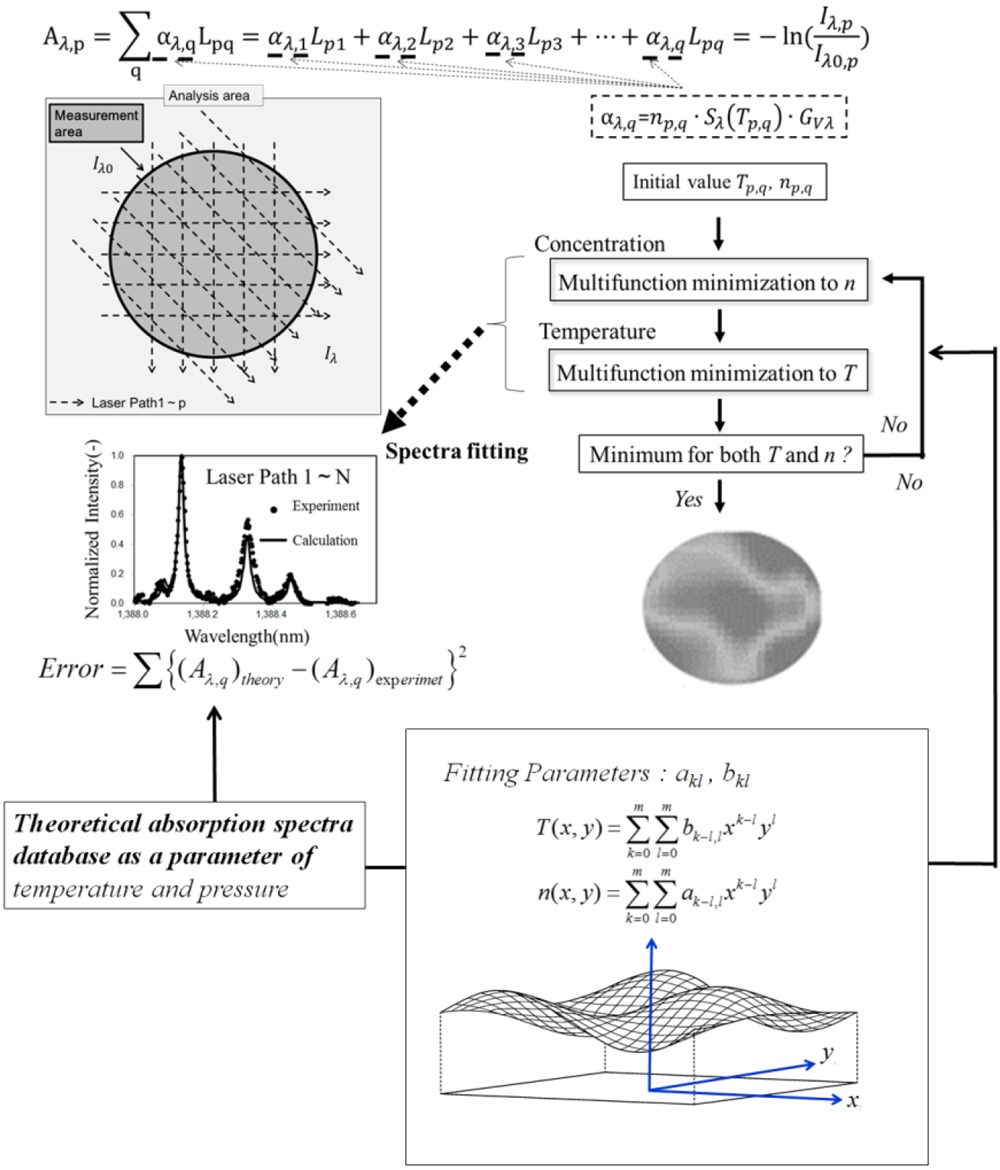
Concept of CT. (Online version in color.)
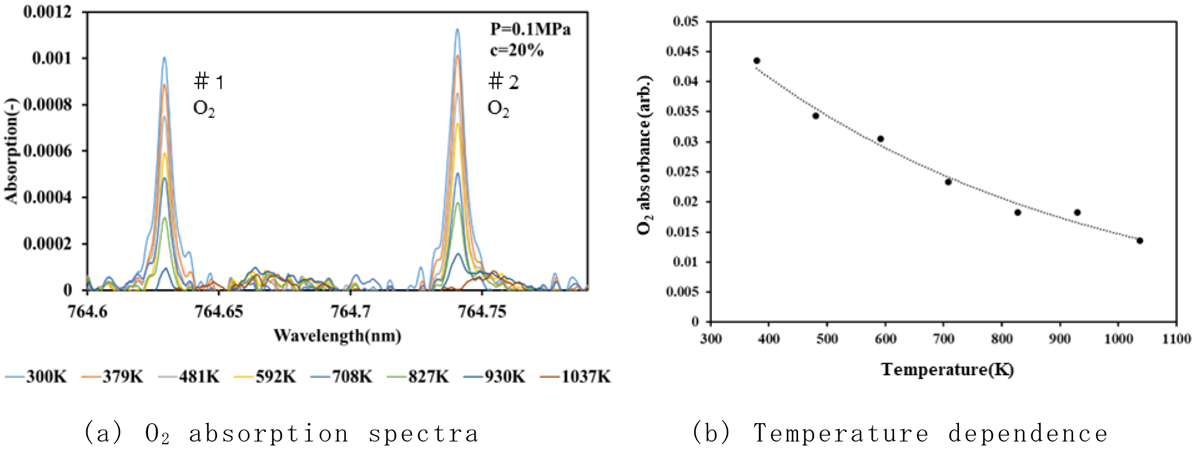
Fig.2に300-1000 Kでのスペクトルデータベースと水蒸気影響評価試験の実験装置体系の概略図を示す。水蒸気導入(5~10%)可能なガスセルを使用して,各成分(O2,CO,CO2)スペクトルの同波長帯における共存水蒸気吸収スペクトルの影響試験を行った。レーザ光はコリメータで高温・高圧セルへ照射し,内部ガスによってレーザ光はある特定の波長で吸収され,強度が低下した状態でディテクタによって受光され,吸収スペクトルの信号を得る。過去の研究3,4,5)において,1.3 µmを用いた温度計測や,1.5 µmを用いたCO計測に関して,理論と実験データをハイブリッドに用いたスペクトルデータベースの構築を報告している。今回は0.7 µm帯を用いたO2計測,2.0 µm帯を用いたCO2計測について報告する。0.7 µm帯は,常温でもO2の吸収が見られるが,1000 K以上の高温で顕著に吸収が現れる波長も存在し,燃焼場で適した特定波長の選定が重要になる。2.0 µm帯は,1.5 µm帯のCO2吸収感度と比較して,1000 K以上の高温で感度が10倍程度高く,同波長にNH3吸収も存在するため,燃焼場への適用性を拡大することができる。
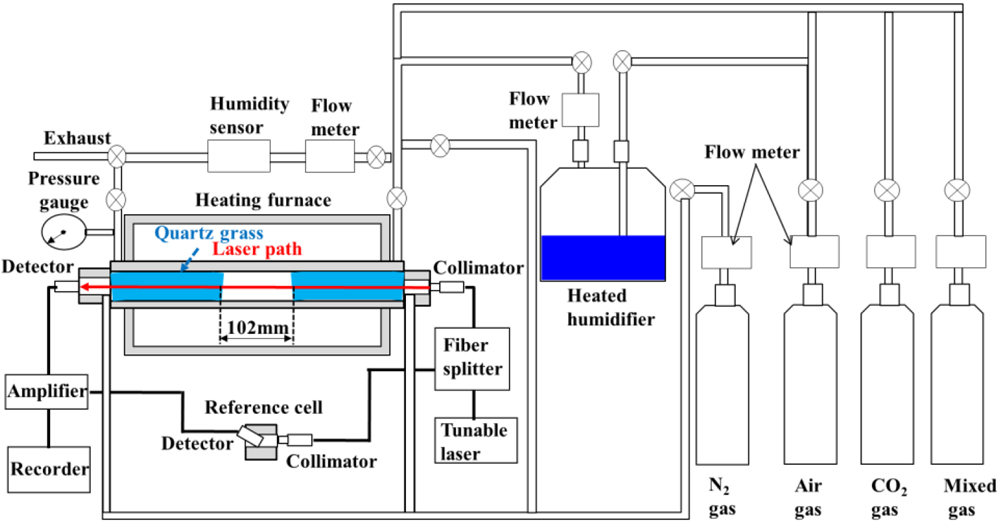
Experimental Apparatus of gas cell for spectra database. (Online version in color.)
本研究では,半導体レーザ吸収法を用いた製鉄プロセスでの温度・濃度計測には,Fig.3に示すように計測装置はレーザ光源,コリメータ(RC04APC-P01,Tholabs)フォトダイオード(s5971/G12180-010A/G12182-010K,HAMAMATSU),信号アンプ(FP2MSA-20dB-DC,cosmowave),2次元PSD(S1880, HAMAMATSU),データ収集装置(picoscope 5442B, pico technorogy)で構成される。レーザ光自動調整用0.5 µm帯可視光レーザ(520 nm SM fiber laser,Civillaser),酸素濃度計測は0.76 µm帯SHGレーザ(WH-0760-001-F-B-C,NTT Electronics Corporation),温度と水蒸気濃度計測に1.3 µm帯DFBレーザ(NLK1B5GAAA,NTT Electronics Corporation),CO濃度は1.6 µm帯DFBレーザ(NLK1C5GAAA,NTT Electronics Corporation),CO2濃度計測は2.0 µm帯DFBレーザ(KELD1G5BAAA,NTT Electronics Corporation)を使用した。高温セル試験では,大型加熱炉計測では長距離計測となるため,手動での光軸調整は困難である。そのため,光軸調整を自動で行うためのレーザ光自動調整用のソフトウェアを開発した。
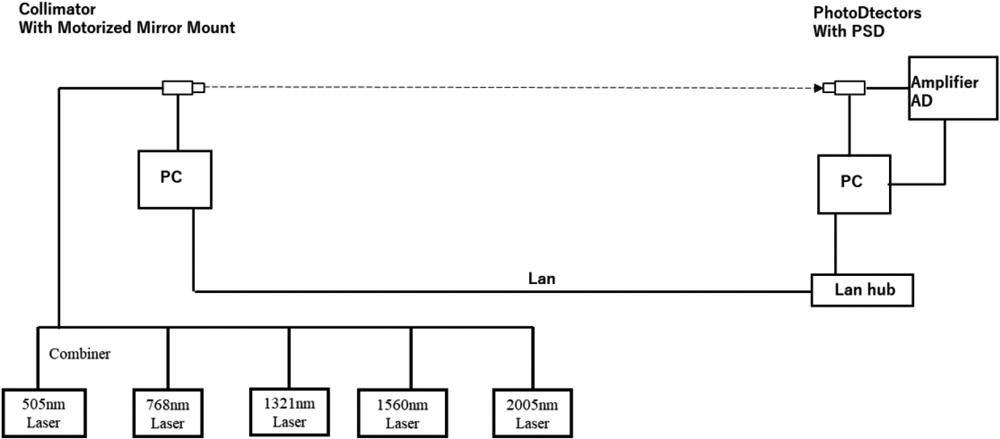
CT-TDLAS for combustion process.
校正セルを用いて2006 nm帯のCO2の吸収スペクトルおよび水蒸気吸収スペクトルを計測した。2006 nmの波長帯は実際の計測時には計測エリアに存在する水蒸気を無視することができないため,同様の計測波長帯における水蒸気の影響を調べた。Fig.4, 5からCO2吸収スペクトルと2006 nm帯の水蒸気吸収スペクトルは干渉しないことが確認できた。このことから高温時においても十分に吸収スペクトルの評価を行うことが可能であることが判明し,またバックグラウンドに存在する可能性のあったH2O吸収スペクトルについても,計測結果に影響しないことを確認できた。これより2006 nmの波長帯は,計測エリアに存在するH2Oの影響を無視した状態でCO2の吸収スペクトルを評価できることが確認できた。なお,760 nm帯ので水蒸気吸収帯は存在せず, 燃焼ガスにおいても十分にO2計測可能でることが確認できた。
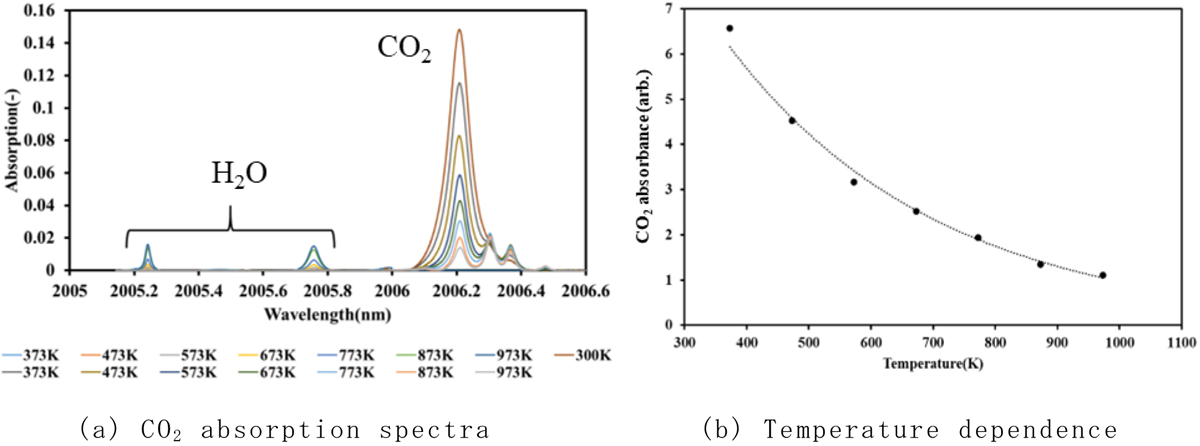
Relationship between H2O absorption and CO2 absorption in gas cell. (Online version in color.)
Relationship between H2O absorption and O2 absorption in gas cell. (Online version in color.)
レーザ光自動調整用のソフトウェアは,505 nmの可視光レーザを反射型コリメータから照射し,照射させたレーザ光をフィルタで反射させ,2次元PSDに照射することで電気信号が得られ,2次元PSD信号処理回路を用いることで,レーザ光の照射位置を検出することが可能となる。2次元PSDから得られた信号を共振ピエゾモータ付き回転ステージにフィードバック制御すること,レーザ強度が最大の位置を検出し,その位置に共振ピエゾモータ付き回転ステージを固定させるソフトウェアを開発した。Fig.4に示すレーザパスの自己制御システムによる実験で得られた,各化学種におけるレーザ信号強度のスキャン時間変化をFig.6に示す。505 nmレーザは2次元の位置センサとして,各化学種の計測に使用する760~2000 nm帯のレーザの自動調整のために用いた。位置センサの情報を送光調整器にフィードバック制御可能なソフトウェアを開発し,各化学種におけるレーザ信号を同時に計測可能なシステムを構築した。光軸自動補正機能を用いて,位置検出器部の設定精度(光軸設定精度)を検証した。
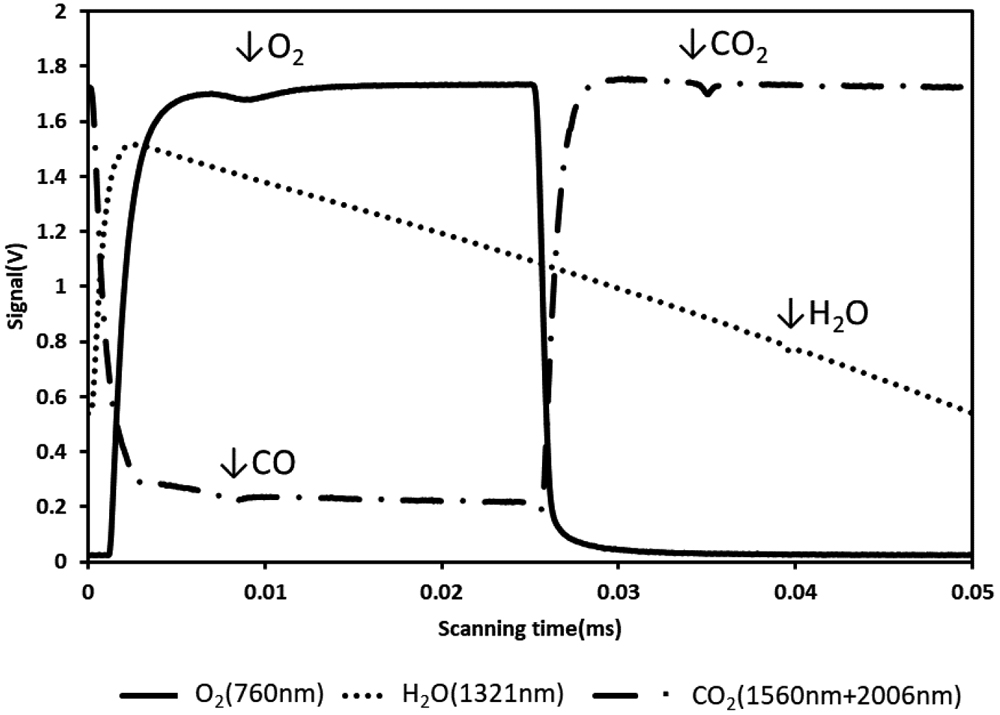
Laser signals of O2, H2O, CO, CO2 measured by automated path alignment system.
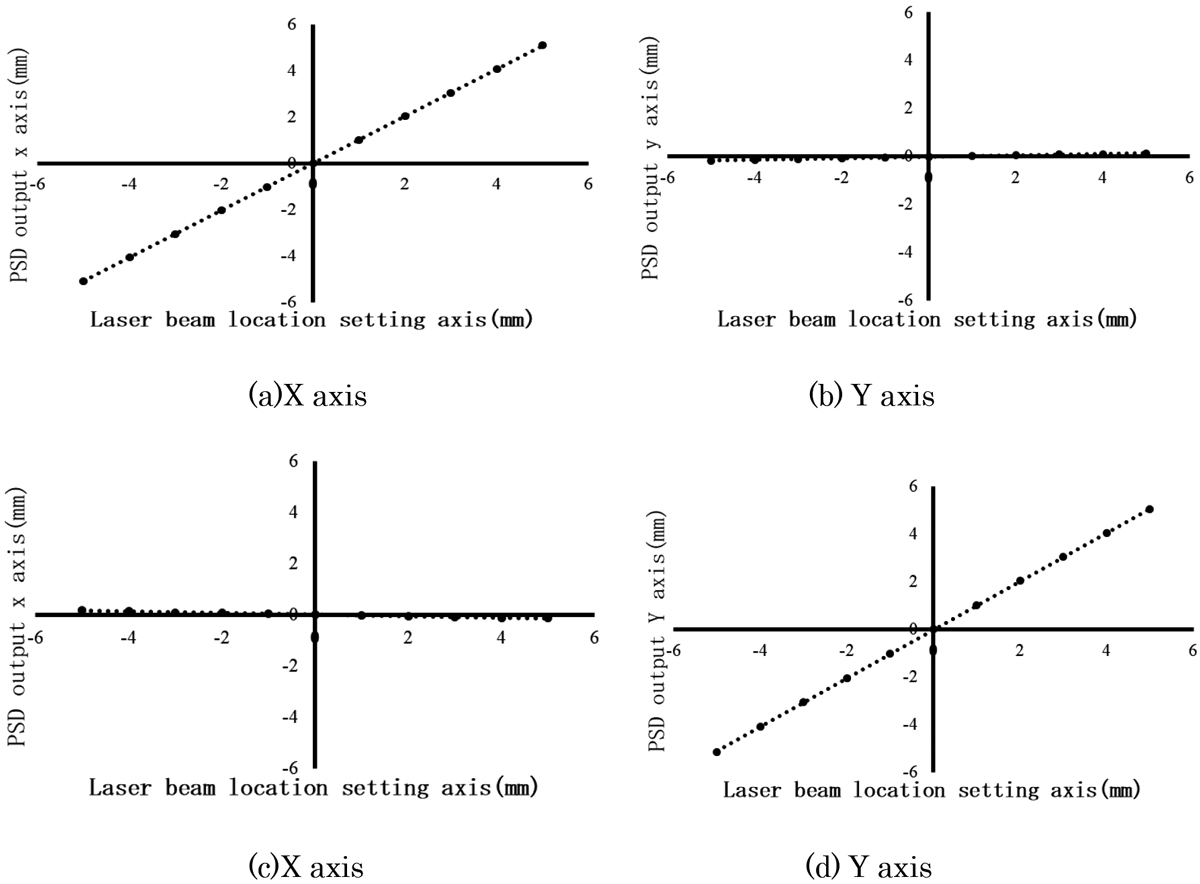
結果をTable 1,Fig.7に示す。光軸位置設定精度として,位置精度10%以下であり,(0,0)においては,0.1 mm以下で設定が可能で,十分な光軸自動正が可能であることが確認できた。空間距離10000 mm以上離れた実際の大型炉においても,位置検出器±10 mm以内において1 mm程度の制御が可能である。光軸調整の時間応答時間は,レーザスキャン周波数および位置検出器の検知速度もkHzレベルで可能あるため,その律速条件は送光調整器でその応答性は1秒程度となる。
| Laser beam location setting | PSD output | Laser beam location setting | PSD output | ||||
|---|---|---|---|---|---|---|---|
| x[mm] | Y[mm] | x[mm] | x[mm] | x[mm] | Y[mm] | x[mm] | Y[mm] |
| −5 | 0 | −5.092 | −5.092 | 0 | −5 | 0.1572 | −5.14 |
| −4 | 0 | −4.074 | −4.074 | 0 | −4 | 0.123 | −4.087 |
| −3 | 0 | −3.048 | −3.048 | 0 | −3 | 0.0854 | −3.059 |
| −2 | 0 | −2.04 | −2.04 | 0 | −2 | 0.0581 | −2.043 |
| −1 | 0 | −1.021 | −1.021 | 0 | −1 | 0.0239 | −1.021 |
| 0 | 0 | −0.0034 | −0.0034 | 0 | 0 | −0.0034 | 0 |
| 1 | 0 | 1.015 | 1.015 | 0 | 1 | −0.0341 | 1.015 |
| 2 | 0 | 2.037 | 2.037 | 0 | 2 | −0.0649 | 2.046 |
| 3 | 0 | 3.052 | 3.052 | 0 | 3 | −0.0888 | 3.045 |
| 4 | 0 | 4.067 | 4.067 | 0 | 4 | −0.1162 | 4.053 |
| 5 | 0 | 5.109 | 5.109 | 0 | 5 | −0.1367 | 5.051 |
Evaluation for automatic adjustment of laser beam position with Motorized Mirror Mount and PSD.
炉内の半導体レーザ吸収法を用いたガス成分分布計測のためのレーザアライメント技術を開発し,以下結果を得た。
(1)各化学種の水蒸気吸収影響を評価し,それぞれの吸収スペクトルは干渉しないことを確認およびスペクトルフィッティングによる分離解析のためのデータベースを構築した。
(2)0.5~2.0 µmの複数のレーザを同軸上に照射および検知する光学系を開発した。
(3)大型加熱炉に適用するための計測装置の開発を行い,長距離において計測が可能であることが確認された。大型炉において,温度勾配や振動などにより,光軸がずれても自動調整可能なシステムを構築した。