2. Some Conventional Dryers - Selection and Classification
Dryer selection has long been practiced as an art rather than science depending more on prior experience and vendors’ recommendations. As drying technologies have evolved and become more diverse and complex, this has become an increasingly difficult and demanding task for the non-expert. For an optimal selection of process, one must examine the overall flowsheet as well as the “drying system”. A careful evaluation of as many of the possible factors affecting the selection helps to reduce the number of options. For a new application (new product or new process), it is important to follow a careful procedure leading to the right choice of the dryer.1) Characteristics of different dryer types should be recognized when selecting dryers. Changes in operating conditions of the same dryer can affect the quality of the product. So, aside from the dryer type, it is also important to choose the right operating conditions for optimal quality and cost of thermal dehydration. Each type of dryer has specific characteristics, which make it either suitable or unsuitable for a specific given application. The details can be found in Mujumdar (2006).1)
Baker5, 6) has suggested a “structural approach” for dryer selection, which is iterative. It includes following steps:
-
• List all key process specifications
-
• Carry out preliminary selection
-
• Carry out bench scale test including quality tests
-
• Make economic evaluation of alternatives
-
• Conduct pilot scale trials
-
• Select most appropriate dryer type
Sometimes the selection is based on the past experience rather than the technical approach. It has few limitations such as; the new choice will be less-than-optimal if the original selection is not optimal. Selection of a proper dryer is a crucial step, but best design of the wrong dryer is still a poor choice. Historically, dryer selection has been made by experts on the basis of their extensive knowledge. However, in recent years the computer based techniques have been developed, which have the potential of at least partially deskilling this process. Amongst these possibilities, fuzzy expert systems are the most promising. Before going for the selection of drying system proper classification of dryers based on various criteria is very necessary such as the one provided in Fig. 1 based on mode of operation.

For illustrative purposes let us look at drying of foods. A wrong choice of a drying system and/or drying conditions can have adverse effects on both the physical and nutritional properties of the dried product. The selection of a dryer for a particular food product depends on the type of feed, the amount and type of moisture, drying kinetics, heat sensitivity, physical structure of the material to be dried, quality requirements of a dried food and many other factors 7–10). Dryers are commonly classified based on the mode of heat transfer (e.g. conduction, convection or radiation) and mode of operation (batch vs continuous). Long drying times and small throughputs favour batch drying.
Fig. 2 lists various conventional drying methods used for food applications. This is a very basic categorization of dryers based on physical nature of the wet material to be dried. For liquid feed, spray drying is still the most common way of drying although rotary drum dryers are also popular. Drying of liquids by spraying on beds of inert particles using some variants of the fluidized bed, spouted bed, moving bed, vibrated bed, agitated bed etc have also been proposed for drying pastes and slurries to produce powders. Spray drying is an expensive technique to use for low value products, mainly because of its low thermal efficiency due to requirement of moving large quantity of drying air through a large chamber and then collecting the particles in a suitable gas cleaning system. Therefore a method such as inert bed drying has been proposed and recently much effort has been devoted to this technique11–13). However, the spray drying technique does offer the capability to produce high functional products through encapsulation processes and in controlling the particle size without milling or attrition which might damage the product. Also often only spray drying offers the physical characteristics needed for certain products.

For drying of particulates, there are a vast number of dryers available and the choice depends on the size, size distribution and shape of the wet feed material, stickiness, the feed moisture, drying kinetics etc. The commonly used dryers for particulate materials are listed in Fig. 2. Some of the variants of fluidized bed dryer are often preferred over the other drying systems for particulate drying because of the fact that fluidized beds provide very high heat and mass transport rates between gas and particles and have better thermal efficiency and lower maintenance costs and footprints than, say, rotary dryers which were very popular in the old days. However, a few constraints need to be addressed such as the physical nature of the feed (particle size and particle size distribution); this has resulted in several innovations in fluidized bed dryer technology for better gas-particle contact including use of mechanical agitation, vibration, pulsation of flow and more1, 10).
For extruded products, drying can be achieved on a belt conveyor or in a batch process by use of either conductive or radiative heat transfer along with convection and application of vacuum. However, pasty materials are conventionally dried using indirect rotary, paddle or drum dryers and more recently but less commonly using beds of inert particles using some variants of the fluidized bed dryer as discussed previously for liquid suspensions. The more expensive techniques such as freeze drying are employed mainly to produce high quality dried products which are ultra-heat sensitive and have high market value. However, the cost of low temperature vacuum processing is many times higher than that of other convection dryers which makes it less attractive for most products. Heat pump drying is a technique which combines a heat pump with any convective dryer to accomplish drying at faster rate with very high energy efficiency, variable drying conditions and highly improved product quality compared to conventionally used convective dryers. Any convection dryer can be coupled to a heat pump as the dehumidification allows a larger potential for mass transfer even at lower operating temperatures.
There always exists scope for improvement in almost all conventional dryers in practice. Commonly this may involve mechanical design changes, choice of drying media, gas distribution systems, time cycles for drying, combining different heat transfer modes, multi-stage operation etc. Table 1 identifies some key areas for enhancement of frequently used dryers. Often many of the enhancements are not available from commercial vendors. Note that it is just as important to select the operating conditions and control them effectively.
Table 1
Key areas for improvement in commonly used dryers
| Dryer type |
Scope for improvements |
| Tray |
-
• Design of better air distribution system to achieve flow uniformity to achieve uniform moisture distribution
-
• Use of intermittency; combined mode of heat transport
-
• Use of heat pump to dehumidify drying air
|
| Fluidized bed dryers |
-
• Poor fluidization quality for Geldart’s class ‘C’ and class ‘D’ particles; improve the quality by mechanical means such as agitation, vibration, pulsation etc
-
• Improve gas distribution system
-
• Use of internal heat exchangers for internal heat transfer
-
• Combining fluidized beds with heat pump system
-
• Superheated steam drying, low pressure drying, vacuum drying
-
• Novel chamber designs
-
• Variants of spouted bed dryers; spout-fluid beds
|
| Spray dryers |
-
• Improvements in drying chamber design for minimization of wall deposition
-
• Improvements in atomization method for uniform particles size and size distribution, minimization of agglomeration
-
• Use of ultrasonic atomizers
-
• Use of superheated steam
-
• Application of computational fluid dynamics for efficient design of spray dryer chambers
-
• Injection of supplementary air to reduce wall deposits
|
| Rotary dryers |
-
• New designs of flights and use of internal heat exchangers
-
• Precise control of final moisture content by controlling residence time distribution
-
• Improvement in hot air injection system
-
• Use of model-based control
|
| Drum dryers |
-
• Heat transfer enhancement by radiant heat or impinging streams
-
• Increase the energy efficiency
|
| Vacuum dryers |
-
• Use of combined heating modes such as microwave
-
• Use of radiative heating
|
| Freeze dryers |
-
• Use of magnetic and electric fields to control crystal size
-
• Reduce the cycle time
-
• Atmospheric pressure operation to reduce cost
|
3. Recent Advances in Drying Systems
Conventional dryers often have several limitations such as the development of non-uniform product quality due to over-drying or under-drying caused by either long, inadequate or non-uniform exposure of product to the drying medium; long drying times due to low contact efficiency between the drying medium and solids being dried and harder texture owing to case hardening of the product surface caused by over-drying etc. This gives rise to poor drying performance and higher operating costs. Several studies have been reported to overcome the operational difficulties encountered in conventional dryers and to improve the quality of the dried products. Most conventional dryers used in food processing are of direct or convection type and utilize fossil fuels as energy source. Typically such dryers have low thermal efficiency since it is typically not cost-effective to recover heat from the low temperature exhaust. In addition the combustion of fossil fuels leads to greenhouse gas (GHG) emissions. The long term effect of GHGs has been a major concern in recent years. Use of biomass and renewable energy may mitigate the problems but much remains to be done to ensure wide acceptance of better drying and preservation practices. The drying technique and operating conditions selected for a particular product affect the quality of the dried product as well as its cost. While selecting a dryer -whether conventional or innovative- one must evaluate both the energetic performance as well as quality attributes of the final product. It should be remembered that a dryer successfully used for one product can give a totally different performance for certain other product. Also, the choice of optimal dryer depends on the geographic location, cost of labor and energy source etc as well.
New developments in dryers and emerging drying technologies can be classified in different categories. These categories represent areas in drying technology that require improvement. However, all new developments and emerging drying technologies must be cost-effective. This is needed to ensure market acceptance as the industry will not accept a new dryer for its novelty14–16). New technologies are needed principally for one or more of more of the following reasons if the existing technology is deemed inadequate:
-
• Drying of new products and/or processes
-
• To improve thermal efficiency and production capacity than current technology permits
-
• Better quality and quality control than existing dryers
-
• Reduced fire, explosion, toxic hazards, safer operation
-
• Better overall cost
-
• Reduced environmental impact, use of renewable energy
-
• Minimizing the capital, operating and maintenance costs
-
• Shorter processing time while maintaining high product quality
-
• Better sustainability and lower carbon footprint from LCA
-
• Smaller footprint and ease of control
Some of the areas which need R&D have been addressed by researchers in recent years2, 3). Fig. 3 summarizes briefly a number of possibilities for improvements in conventional dryers adopted for better performance. Significant advancement have been made over the past few years which have lead to new developments in drying that are briefly discussed in the following sections. Some general attributes of the recently developed dryers include14–16).
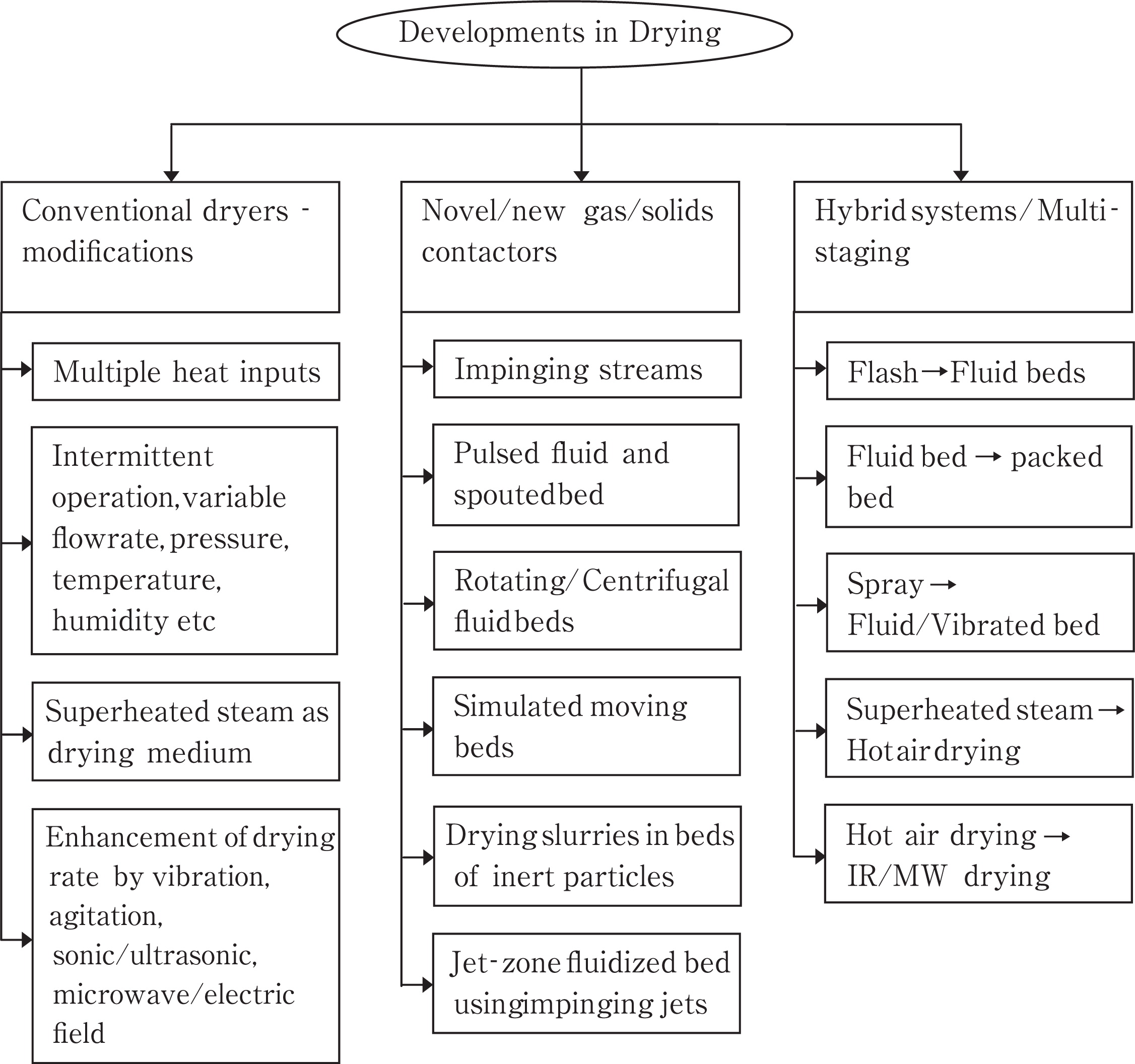
-
• Multiple heat input concurrently or sequentially to match instantaneous (for batch) or local (for continuous) drying kinetics without adverse effect on product quality, e.g. convection followed by or simultaneously with conduction, radiation, or microwave heat input
-
• Time-dependent operating conditions (e.g. Temperature, pressure, humidity of drying gas, velocity of drying gas etc)
-
• Time-dependent operating pressure (e.g. the Swell Drying concept where vacuum and above atmospheric pressure are applied cyclically to enhance drying rate and also to make the dried product more porous)
-
• Superheated steam or inert gas as a drying medium at high, atmospheric or sub-atmospheric pressure
-
• Use of mechanical action to enhance drying rates
-
• Low temperature dehumidified air as drying medium at modified atmosphere which eliminates existence of oxygen
-
• Use of absorbents to remove water vapor as it is generated to maintain high driving force for mass transfer even at lower temperatures. Adsorbents must be edible for food applications for human as well as animal consumption
-
• Multi-stage drying and hybrid drying that combine different type of dryers or different types of heat input, e.g. MW-vacuum drying, spray drying followed by fluid bed/vibrated bed as second and/or third (some possibilities given in Fig. 3)
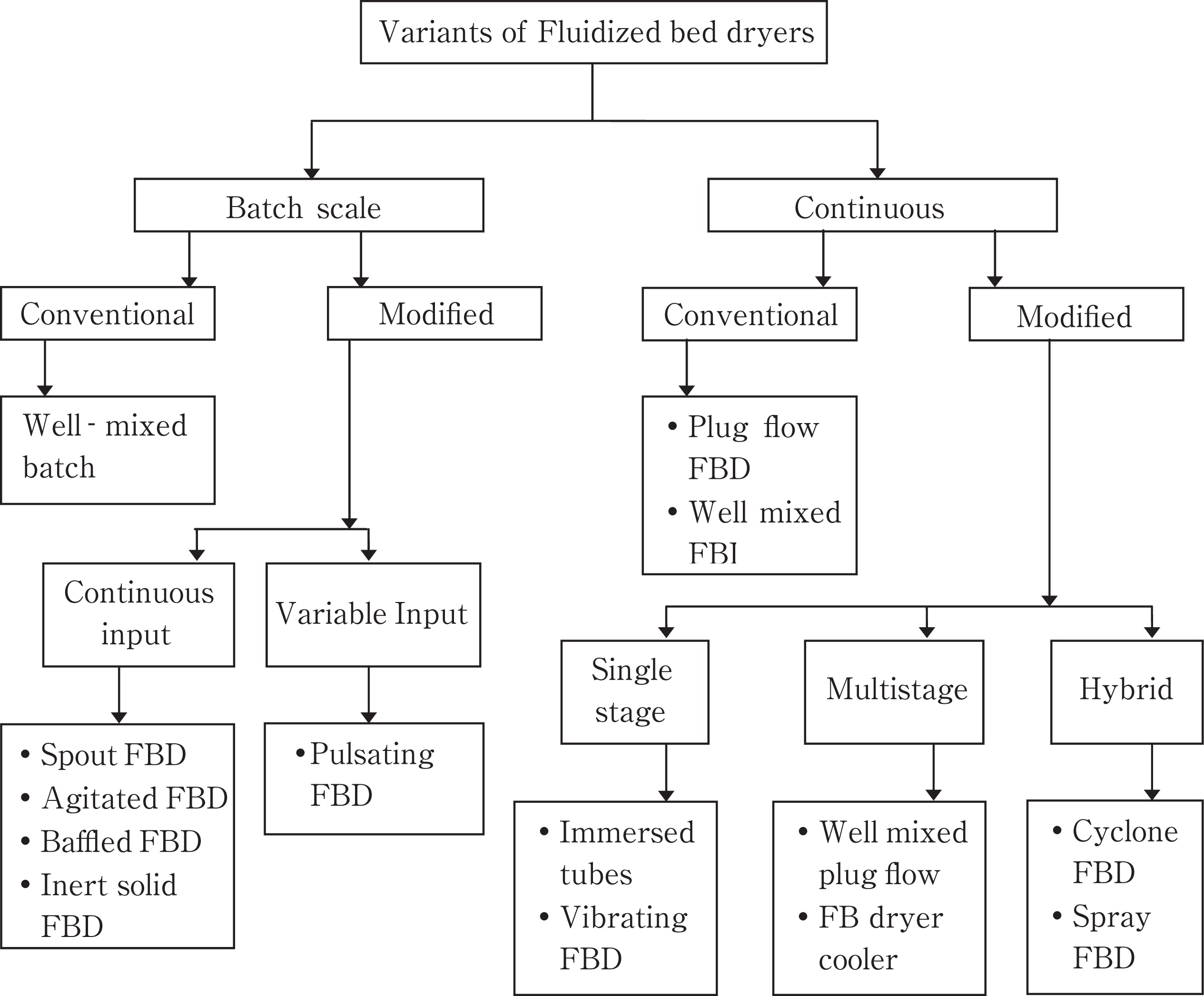
There are various choices of fluidized bed dryers available for particulates1, 17). Some of the most commonly used FBDs are mentioned in Fig. 4 along with modifications to cope up the limitations of conventional FBD. Fig. 5 shows some schematics of some fluidized bed variants. Selecting a proper fluidized bed dryer for certain application itself is a big task. Particles/powders are classified into four major groups according to their characteristics when exposed to fluidizing gas stream, this is used as the main criteria for selection of FBD for a particular application. The details are provided elsewhere 1). The quality of fluidization of Group C (Fine/ultrafine) and Group D (large particles) of Geldart classification is not very good leading to numerous problems such as channeling and poor contact efficiency. For most of the pharmaceutical and food applications batch fluid bed dryer is an obvious choice because of comparatively small quantity of wet material to be processed. On the other hand, batch fluid bed does not work well for drying of specialty chemicals and minerals where huge throughput is to be handled (sometimes as high as 200 tonnes per hour for coal processing). For such applications, vibrated bed or plug flow fluid bed are used. Recent developments in FBD include mechanically agitated FBD, use of pulsating flow, use of immersed tubes for efficient heat transfer, baffled FBD.
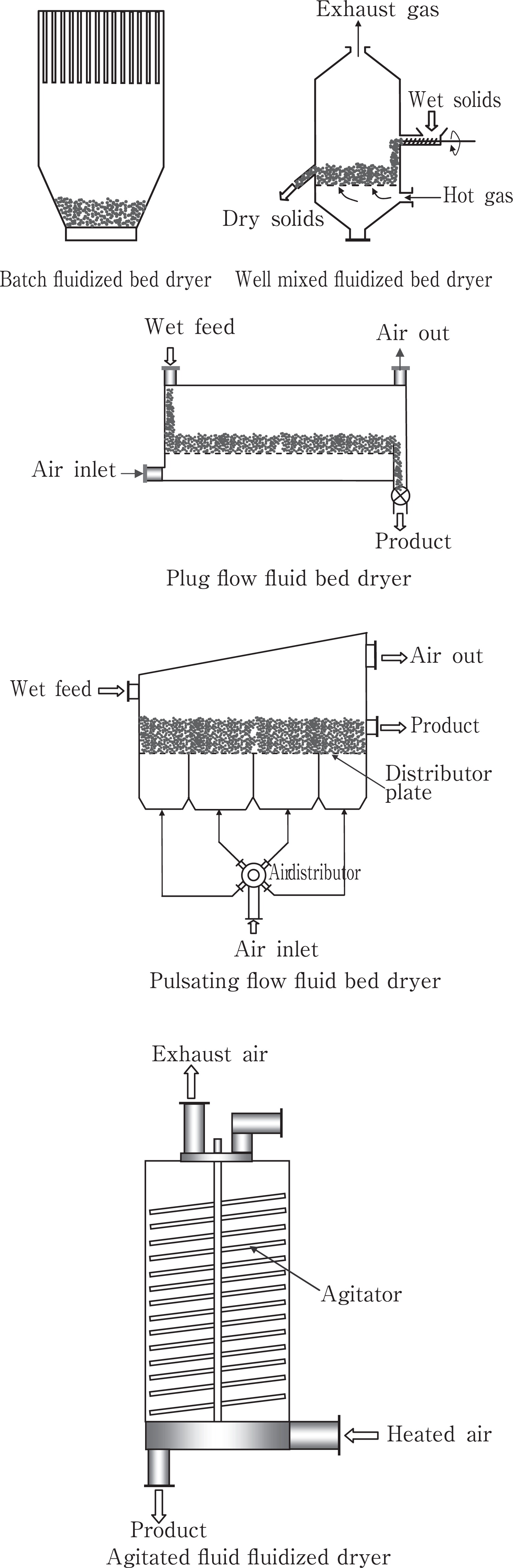
The quality of fluidization can be substantially improved either by mechanical vibrations, agitation or with a pulsating flow of fluidizing gas. Agitated fluid bed dryer is a modified version used for number of pharmaceutical applications to handle very fine/cohesive particles using lower fluidization velocity. By mechanically agitating the bed of particles, a homogeneous fluidizing bed of fine particles is formed without any channeling or big bubbles17–19). The other advantages are possibility of using a deeper bed depth without affecting the fluidization quality, reduction in agglomeration and increase in void fraction resulting in better fluidization quality17). In case of pulsating fluidized beds, the fluidization velocity pulsates with time in the form of regular or irregular patterns. Many studies have shown that pulsed fluidization can improve the fluidization quality as it eliminates the problem of channelling and slugging20–22). Li et al.21) reported that the pulsating fluidized beds result into reduced bubble size and better gas-particle contact. Hence, some difficult-to-dry materials can be easily handled. Li et al.21) have also carried out the theoretical study of the hydrodynamic behaviour of these dryers using two-fluid model for three pulsating frequencies of 0.4, 4 and 40Hz. It was concluded that 40Hz resulted in to normal fluidization. In addition, the bed expansion was more in pulsating fluidized bed dryer with low bed fluctuation rates which means improved fluidization quality. These types of fluidized bed dryers can replace traditional FBDs in for various applications and can be considered as better options to develop more efficient drying system. Variants of fluidized bed dryers have been successfully used for drying of suspensions and pastes in a bed of inert particles. Freire et al.23) have reviewed drying of variety of pastes with inert particles using different fluidized beds. For heat sensitive materials a fluidized bed under reduced pressure can be used very effectively 24).
3.2 Spray Drying (SD)
Spray drying is one of the oldest and most commonly used technique for drying of liquid feedstock to particulate form in several industrial sectors. There are several designs of spray dryers available mainly categorized based on the flow directions of spray and drying gas, the type of atomizer and the number of stages. Selection of a proper atomizer is very important which decides the particles properties in addition to other operating parameters. For more details readers can refer to the recent review25–27). Spray drying for encapsulation and microencapsulation of valuable foods and neutraceutical ingredients is a one step and highly cost-effective technique compared to other methods of encapsulation. This is well-established technique used in several industrial sectors - mainly food and pharmaceutical.
As mentioned earlier, spray drying is very famous technique for liquid suspensions, but there are several limitations linked to it which include low energy efficiency, use of huge volumes of drying air, use of high temperature and wall deposition etc. There have been continual improvements in the design of spray dryers in order to overcome the aforementioned limitations. A notable work includes study on novel types of atomizers used to atomize highly viscous and non-Newtonian liquids which cannot be atomized using ordinary atomizers. The most recent development is sonic atomizer. In these types of atomizers the liquid breakdown occurs in the field of high-frequency sound created by a sonic resonance cup placed in front of the nozzle. However, this technique is still not well-developed a level of commercialization.
A horizontal spray dryer was first suggested by Mujumdar in 1982 as an alternative to the conventional vertical types28) to reduce difficulties in scale-up. Kwamya and Mujumdar29) developed the first simple mathematical model to evaluate this novel concept. Recently, at least two US companies produce horizontal spray dryers, especially for heat-sensitive food and pharmaceutical materials. Low drying temperatures allow flavor retention, high solubility, controlled porosity and density and fine quality agglomerated products. They also claim substantial energy savings relative to the traditional vertical spray dryer with lower electrical load for given capacity. Commercial applications include dryers for egg, albumin, whole egg powder, cheese powder, skim milk, whey protein, etc.
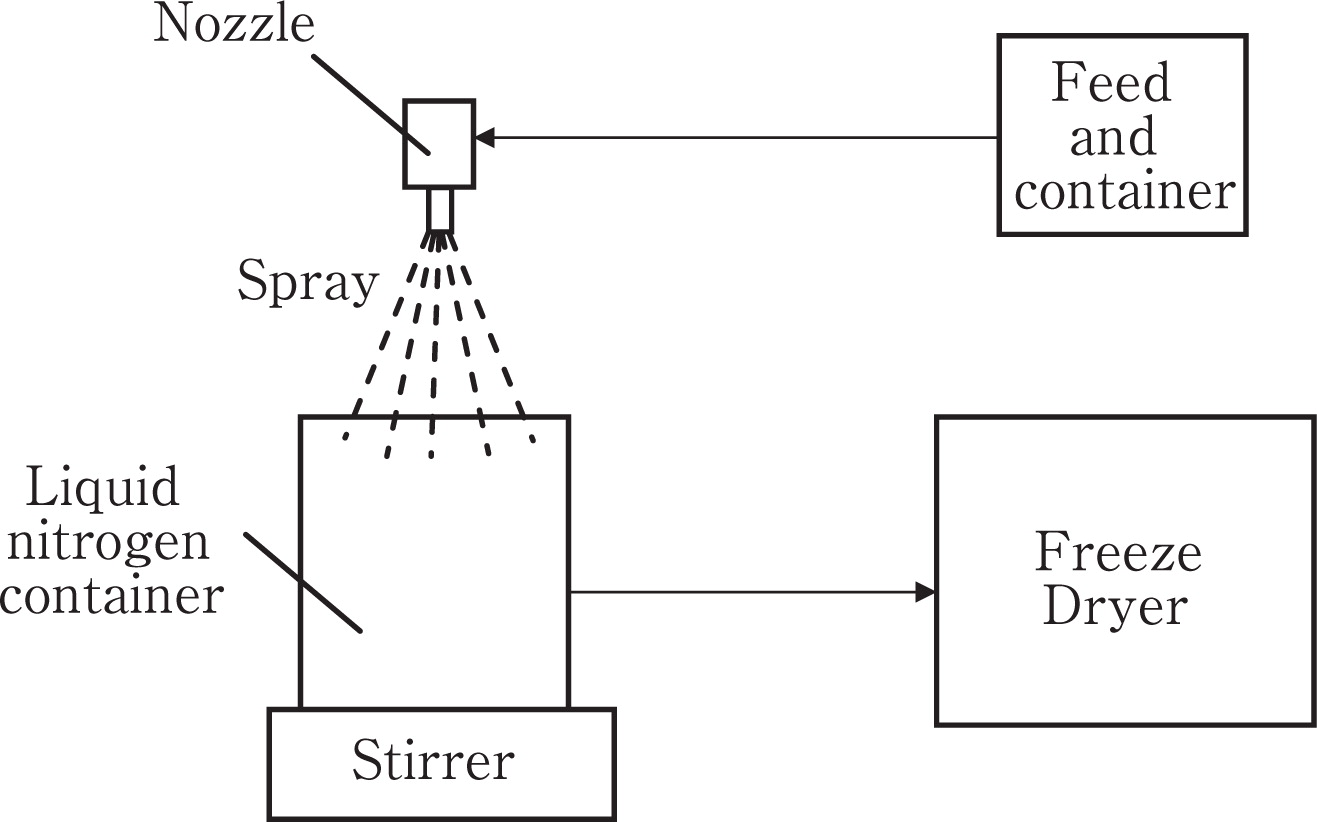
Recently, a combination of spray drying and a well know Freeze drying is has been found to be very interesting. A spray freeze drying is a technique which gives extremely good quality dried (free flowing, ultrafine and uniform size) particles with very high surface area and porosity (Fig. 6). This technique mainly involves atomization of liquid feedstock in low temperature atmosphere and then dried using either atmospheric or vacuum freeze drying. The SFD is categorized based on the medium used to atomize the liquid solution. The SFD in liquid (also known as SFL) is the class in which the liquid feedstock is atomized in a cryogenic liquid (such as liquid nitrogen) to form the frozen droplets which are then separated and dried using either atmospheric or vacuum freeze dryer. This type of SFD provides nanoparticles with large surface area and hence can be used for several pharmaceutical applications. The SFD in gas (SFG) is the one in which the liquid feedstock is atomized in a refrigerated gas so that the droplets freeze immediately which are then dried using a freeze dryer. SFD over the gases in fluidized bed is the technique in which the particles frozen using gas are freeze dried in a fluidized bed chamber. Although the product quality is excellent the energy consumption and investment cost is very high for SFD. Hence this technique can be use for very special applications such as drugs, neutraceuticals, functional foods, and some high value products.
Nanomaterials represent today’s cutting edge in the development of novel advanced materials, which promise tailor-made functionality for unique applications in all important industrial sectors, e.g., Automotive and aeronautics industries; Electronics and communications; Chemicals and materials, pharmaceuticals, healthcare, and life sciences; Manufacturing; Energy technologies; Space exploration and Environment etc.30). Preparation of nanomaterials can be classified into three main approaches according to the states of the reactants: liquid-phase, solid-phase and gas-phase method. One of the most popular methods in both laboratory and industry at present is the liquid-phase method. In the preparation of nanoparticles by the liquid-phase method, drying is an indispensable unit operation. Drying can be an essential step in a production cycle of the following groups: nanoparticles, nanostructured surfaces, and films and nanoporous materials.
Since spray drying is a well-mastered technology, easily controlled and one-step operation. Conventional spray dryers can be used to product nano-materials by some modification spraying technique that can produce much smaller droplets. This is also done by using very low initial concentration. There are several research articles which reports use of spray drying to produce nano-particles31–33). Arpagaus34) proposed a novel spray drying technique to produce nanoparticles. In their system, the liquid feed is atomized in to fine droplets using piezoelectric-driven vibrating mesh atomizer then subjected to drying in a drying chamber in order to yield solid particles and, finally, separated and collected by a suitable electrostatic dry powder collector. The technological novelty of this patented spray dryer lies in the gentle laminar drying flow, the vibrating mesh spray technology, and the highly efficient electrostatic particle collector. Chen and Wang35) have reviewed the role of freeze drying in nanotechnology and pointed out that freeze drying not only can remove solvent but also can produce desired nanoparticles. There are several papers on application of freeze drying to produce nanoparticles36, 37). Bulk drying methods like oven drying are sometimes used for drying nanoparticles at the laboratory scale. In order to avoid agglomeration, all ions and water have to be removed prior to drying38).
Supercritical drying is another method reported to produce nanoparticles38). Supercritical drying is a process to remove liquid in a precisely controlled way. When the pressure and temperature of the sample are raised above the critical point of moisture in an autoclave, surface tension disappears, and solvent can be evacuated slowly without affecting the structure. Supercritical drying goes beyond the critical point of the working fluid in order to avoid the direct liquid-gas transition seen in ordinary drying or the two phase changes in freeze drying. However, supercritical drying is very expensive process.
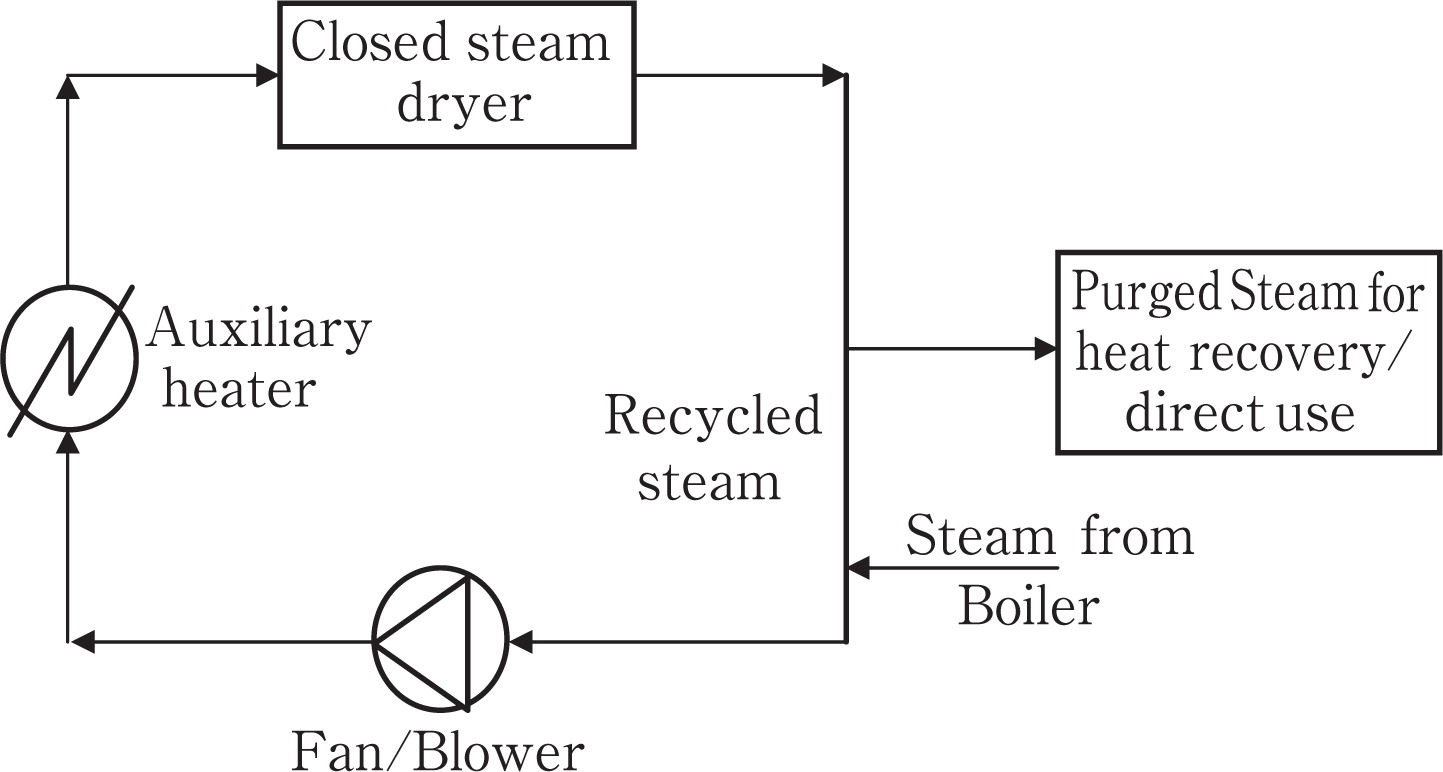
3.4 Superheated steam drying
In a superheated steam drying (SSD) (Fig. 7), the drying gas in a convective dryer is replaced with superheated steam. Superheated steam can be used in different types of convection dryers. Figure shows the simple concept of SSD. Superheated steam at certain pressure enters the drying chamber and takes out the moisture from the wet solids; the exhaust from the dryer is also superheated steam although at a lower specific enthalpy. A part of the steam can be recycled back after compression and the excess can be either used directly or purged out of the system. Superheated steam is an attractive drying medium for some products which give better product quality in the absence of oxygen. The net energy consumption of the SSD can be minimized only if the exhaust steam coming out of the dryer is either utilized elsewhere in the plant and not “charged” to the dryer1, 39, 40). In order to achieve efficient energy recovery from the exhaust steam it is necessary to have a leak-proof system to avoid air leakage. Use of superheated steam eliminates the risk of fire and explosion hazard as a result of absence of oxygen. Readers may refer to detailed discussion in Advanced Drying Technology by Kudra and Mujumdar41).
Typically superheated steam drying can also give higher drying rates in both constant and falling rate periods under certain conditions. The higher drying rates in constant rate period are possible only when the temperature used is above the inversion temperature. During the constant rate period using hot air and SS at the same operating temperature, the driving force (difference in the surface temperature and drying gas temperature) is higher in air drying. This is because the solid temperature is equal to the wet bulb temperature in case of air drying while in SSD it equals the saturation temperature of steam at the operating pressure. However the heat transfer coefficient in air drying is lower than that in SSD because of better thermal properties of steam. Hence there exists certain temperature called inversion temperature above which the drying rates in SSD are higher than air drying in constant rate period. However, the reason for higher drying rates in falling rate period is different. The surface temperature is higher in SSD hence the water mobility is higher in falling rate period which results in faster drying. This can of course affect product quality adversely. Pakowski and Adamski42) presented a method to determine the drying rate in falling rate period. They pointed out that surface temperature must be known accurately in order to predict the drying rates in falling rate period.
Superheated steam drying has been used to dry wide range of products including coal43, 44), wood45, 46), sludge47) and variety of food products, mainly at reduced pressure48–50). Mujumdar has discussed the principles, advantages and limitations as well as diverse applications of superheated steam drying technologies in a number of papers and books39, 40, 51), including the Handbook of Industrial Drying1). There have been several attempts to model heat and mass transfer during SSD process52, 53). However, SSD has several limitations such as complexity of the process, making the system leak-proof to avoid leakage of atmospheric air in the system which results in problems during condensation and compression if the steam is recycled. The SSD cannot handle the products which melt or undergo glass transition unless low pressures are employed. At low pressure the low density and thermal conductivity of superheated steam lowers the heat transfer coefficient and makes the process very slow.
3.5 Impinging Stream Drying (ISD)
Impinging stream dryers are novel alternatives to flash dryers for particulate materials with very high drying loads. Nevertheless, studies on ISD are still partial or limited to very few applications. In these type of dryers the intensive collision of opposed streams creates a zone that offers very huge heat, mass and momentum transfer54). Hence rapid removal of surface moisture is possible. Other advantages of impinging dryers are smaller foot prints and high robustness due to absence of any moving part. However, the design of such system is very important particularly the feeding arrangement and the design of the impinging pipes affect the value of volumetric heat transfer coefficient and in turn the water evaporation rate. Recently, Choicharoen et al.54) have carried out performance evaluation of impinging dryer with Okara as a ideal material and concluded that ISD gives very high volumetric heat transfer coefficient and the performance depends on the aforementioned parameters.
There are several possibilities of ISD based on geometries that require further study to enhance gas-solid mixing and heat transfer, both numerically as well as experimentally. It should be noted that impinging stream dryers can use a variety of drying media including air, flue gas and superheated steam. A hybrid technique which uses ISD combined with fluid bed, microwave or flash dryer can result in much better performance. All these possibilities and advantages of ISD allows one to consider it as a possible option for drying several particulate matter, however, throughput can be a major constraint. Another major limitation of these dryers is the scale of velocities used.
Kudra et al.55) have classified the wide assortment of ISDs although only a few have been studied so far. Most recently, Hosseinalipour and Mujumdar56) examined, via computational fluid dynamic modeling and Monte Carlo simulations, a novel two-dimensional ISD using superheated steam as the carrier medium. Effects of the degree of superheat, operating pressure and jets Reynolds number were examined numerically assuming a power law model for the falling rate drying kinetics. New criteria are formulated to characterize performance of dispersion dryers. Experimental validation is required although the computed results do appear physically plausible.
3.6 Contact-sorption drying
Contact-sorption drying is a combination of two drying techniques, contact drying in which a wet material is contacted with a heated surface and thereby the moisture is removed as a result of heat exchange and then sorption drying in which moisture is transferred from wet solids to the sorbent particles. The efficiency of drying can be enhanced by use of adsorbents such as zeolites which have strong attraction for water. A typical contact-sorption drying technique involves good mixing of wet solid particles with the sorbent particles to achieve good heat and mass transfer between the two and then separation of the two media. The sorbent particles are regenerated and returned to the dryer. The typical inert sorbent particles (also called as carrier) used for this purposes are molecular sieves, zeolites, activated carbon, silica gel. The most popular applications of contact-sorbent drying are the drying of various grains and pieces of fruits. The fruit pieces can also be dried in presence of sugar granules which will absorb moisture from the wet solids and will also result in sweeter taste. Kudra and Mujumdar41) have discussed about this technique in more detail. For application to food products, adsorbents must be edible, stable and easy to regenerate. The overall system is rather complex and hence not commonly used in practice.
3.7 Pulse combustion dryer
The pulse combustion drying is another drying technology with good potential as the reported work suggests it offers very high heat transfer rates with reduced emission57–61). However, the notable limitations of this technique are noise and scale-up issues, which need to be worked out before any progress is made. The term Pulse combustion (PC) essentially mean an intermittent combustion of fuel. Such a periodic combustion generates intense pressure and velocity and to a certain extend temperature waves propagated from combustion chamber which can be used for different purposes such as drying. The mechanism of pulse combustion is very complex and the detail can be found elsewhere59, 61).
In general pulse combustion drying can be achieved either within the gas jet coming out of the combustor or in a separate drying chamber. Pulse combustion drying technology can utilize one or multiple pulse combustors to produce high-temperature and high velocity pulsating jets. Short drying time, high energy efficiency, improved product quality, and environmentally friendly operation are noted as the key advantages of this drying61). The drying of liquid material within the gas jet from combustor is another way of achieving pulse combustion drying. Such a technique is especially useful for biomaterials. The technique mainly involves atomization of liquid using the sound energy generated by the combustor62). The liquid or pasty material is introduced in to a gas stream coming out of the combustor entering at the top of the drying chamber. The particle size achieved using such a system is very fine with a residence time of milliseconds in the high temperature zone. This allows drying of even highly temperature sensitive products. The pulse combustion spray dryers can handle corrosive products as there are no wear parts in the atomization system. This system has been used for number of food products such as yeast, spices, fibers, eggs etc.
Based on the published data on pulse dryer performance, Kudra and Mujumdar61) have provided detailed information about the type of feedstock which can be handled using PC drying technique, which covers almost all forms of feedstock. They also have listed following observations based on the published literature.
-
• PC dryers can increase the drying rate by the factor of 2–3
-
• Reduce unit air consumption by 30–40%
-
• Improve the product quality
-
• Lower gas and product temperature during processing
-
• Handle sticky materials
-
• Disperse liquids, slurries and suspensions with-out the need of atomizer
Kudra and Mujumdar61) have given a detailed comparison of conventional and pulse combustion spray drying based on various characteristics such as atomization, heat transfer rates, particle properties, overall efficiency. It should be noted that pulse-combustion drying is a promising, energy-efficient and environmentally friendly technology for various types of materials including minerals, chemicals, foods, as well as industrial/municipal wastes and by-products. This technology appears to be suitable for drying of heat-sensitive biomaterials, nutraceuticals and functional foods if direct contact with flue gases is permissible. Considerable R&D is essential at each scale in order to make this technique acceptable for wider range of products. PC drying is also proposed for drying waste sludge, nightsoil, pg manure etc since the high temperature of PC exhaust can be used to eliminate microbial contaminants in such materials for safe disposal.
3.8 Variable pressure drop (instantaneous/cyclic) method
As mentioned before a time varying cycle of operating conditions can be used to enhance the drying efficiency as well as product quality. A variation of operating pressure by controlled instantaneous means or in cyclic way can be used to achieve high quality of dried products63, 64). In a controlled instantaneous pressure drop (commonly referred to as DIC) method, the product is subjected to vacuum in a processing chamber and then exposed to steam pressure followed by an instantaneous drop in pressure toward a vacuum and finally a return to atmospheric pressure 65, 66). By texturing by Instant controlled pressure drop DIC, raw materials (plants, medicinal herbs) could get higher porosity. Dehydration by successive decompression (DDS; de’shydratation par de’tentes successives) is a process particularly suited to thermo-sensitive products, in which the product undergoes a series of cycles, during which it is placed under pressure (<10 bar) for a defined time and is then subjected to an instantaneous decompression to a vacuum (5–90 kPa)63–68) The product is maintained under a vacuum for a defined time before the following cycle begins. Each decompression step results in partial water removal by autovaporization. The amount of water removed depends on the water state in the system (free or linked) as well as the processing conditions. The DDS operation can be performed at room temperature, using desiccated air to create the pressure. The major advantage of this technique is considerable reduction in drying time compared to normal vacuum drying and hot air drying techniques used for food products. This technique is not only used for drying but also for various predrying processes such as steaming. Swell-drying involves coupling hot air drying to a DIC texturing operation. The use of low-temperature DIC in the Dehydration of biological natural products for pharmaceutical and cosmetic applications can result in shorter drying times with lower energy consumption69).
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/30_2013010_8.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/30_2013010_9.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/30_2013010_10.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)