Abstract
Briquetting tests were conducted on lodgepole pine, switchgrass, and corn stover biomass. Three moisture levels (12, 15, and 18 % [w.b.]) and three-hammer mill screen sizes (4.8, 12.7, and 19.05 mm) were used to understand the impact of these variables on briquette-quality attributes such as unit and bulk density, durability rating, and briquetting energy consumption. A pilot-scale hydraulic continuous briquetting system was used in the present study. The briquette-quality attributes were measured after five days of storage. The hammer mill screen size of 4.8 and 12.7 mm and biomass moisture content of 12 and 15 % (w.b.) resulted in a higher unit and bulk density and durability rating. For the three biomasses tested, corn stover and lodgepole pine resulted in briquettes with bulk density > 480 kg/m3 whereas durability rating of corn stover was > 97.5 and lodgepole pine was about 92–93 %. A larger screen size of the hammer mill (12.7 mm) and higher moisture content of 18 % (w.b.) increased the briquetting energy consumption for both the woody and herbaceous biomass. Larger hammer mill screen size (19.05 mm) and moisture content of 15 % (w.b.) resulted in lower density and durability rating of the briquettes produced.
1. Introduction
Energy from biomass has greater potential because it is renewable, unlike fossil fuels. Use of biomass for burning offers economic, social, and environmental benefits such as conservation of fossil-fuel resources, financial net savings, CO2 and NOx emissions reduction, and job opportunities (Saidur et al., 2011). Variable moisture content, low bulk density, and irregular size and shape create feeding, handling, and transportation issues that limit the biomass application at commercial scale for biofuels and biopower generation. Typically, herbaceous biomass after harvesting has a bulk density of 112 to 160 kg/m3 (Atchison and Hettenhaus, 2004), whereas woody biomass has a bulk density of 220 to 265 kg/m3 (Tumuluru et al., 2015a). Tumuluru et al. (2016) indicated that densification helps to convert the raw biomass resources into an aerobically stable, high-density, tradable, and aggregatable commodity-like product. Common densification systems that are typically used in the biomass industry are pellet mill and briquette press (Tumuluru et al., 2011). A pellet mill typically produces a densified product with a bulk density of 650 to 750 kg/m3, whereas a briquette press produces a densified product with a bulk density of 350 to 450 kg/m3 and unit densities of 600–850 kg/m3 (Tumuluru et al., 2011; Urbanovičová et al., 2017; Mani et al., 2006; Ndindeng et al., 2015). The quality of the densified product produced using pellet mill and briquette press depends on process conditions such as length-to-diameter ratio or compression ratio of the pellet die, die diameter, and biomass properties (particle size of the grind, biomass moisture content, and biomass composition). Various authors have done experiments to understand the impact of biomass type and process variables on the briquetting process.
Rajaseenivasan et al. (2016) studied the effect of binder (neem powder) on sawdust briquettes. Their studies indicated that blending neem powder with sawdust resulted in higher strength but lowered the calorific value (CV) compared to a briquette of sawdust alone. Also, the addition of neem powder to sawdust improved handling and water-resistance properties of briquettes. Water boiling tests on briquettes indicated that increasing the neem content reduced the burning rate and increased time required for boiling.
Tumuluru et al. (2015b) worked on understanding the impact of briquetting pressure, hammer mill size, and moisture content on briquette quality attributes of wheat, barley, oat, and canola straws. Their study indicated that canola-straw briquettes had higher unit density and durability ratings. The high quality of the briquettes was produced at low-to-medium feedstock moisture content of 9 to 12 % (w.b.), high die temperature (130 °C), and compression pressure (12.5 MPa). Their results also indicated that a smaller screen size of 19.05 mm resulted in better quality briquettes in terms of density and durability rating compared to the briquettes made using 31.75 mm screensize material.
Ndindeng et al. (2015) worked on optimizing the quality of briquettes made from rice-milling byproducts. The focus of their study was to produce briquettes that meet the needs of consumers. These authors tested different combinations of raw material, particle size, husk–bran ratio, drying method, and water temperature and concluded that these process variables influenced the hardness of rice-husk briquettes at constant pressure. They also concluded that the briquetting process increased bulk density of the raw material from 120 to 600 kg/m3.
Rahaman and Salam (2017) worked on using sawdust as a binder for briquetting rice straw. These authors investigated the effect of particle size, pressure, and mold diameter on the physical characteristics of rice-straw briquettes. Adding sawdust as a binding material at 3:1 and 1:1 mixing ratios increased the briquettes stable density to 600 kg/m3, improved shatter index significantly, increased heating value by 6–7.2 %, and reduced ash content from 13.61 to 10.3 and 6.93 %, respectively.
Lela et al. (2016) investigated physical–mechanical and thermal characteristics of cardboard/sawdust briquettes. Their results indicated that compression force did not have a significant influence on heating value or briquette moisture content, but slightly influenced ash content. Their study concluded that cardboard/sawdust briquettes showed potential for application as viable biomass fuel in terms of properties and cost.
Thabuot et al. (2015) worked on understanding the effect of applied pressure on the binder proportion of the fuel properties of holey bio-briquettes produced from selected biomass wastes such as bamboo sawdust, eucalyptus sawdust, corn cobs, and palm fiber. Increasing applied pressure increased the density of the briquettes. The briquettes produced had a density in the range of 260–416 kg/m3. High-density briquettes were obtained from bamboo sawdust with 20 wt% molasses at a pressure of 70 kg/cm2. The heating value of the bamboo briquette was about 21.26 MJ/kg.
Prasityousil and Muenjina (2013) investigated the properties of briquettes produced from rejected material of municipal waste composting char and sawdust char. The results indicated that calorific value, compressive strength, water resistance, and bulk density increased with an increasing ratio of sawdust char and a higher percentage of binder. This study demonstrated that the municipal-waste composting could be used as a fuel because it not only promotes the reuse of waste material but will also reduce the use of landfill space.
Jittabut (2015) worked on understanding the physical and thermal properties of briquette fuels from rice straw and sugarcane leaves in the ratios of 100:0, 80:20, 50:50, 20:80, and 0:100 using molasses as the binding agent. The physicochemical characteristics of the briquettes produced indicated that rice straw: sugarcane leaves (50:50) briquettes had low moisture content (4.22 %), high calorific value (17.83 MJ/kg), and low ash content (9.07 %). Analysis of sulphur and nitrogen also indicated that they are environmentally friendly as they are low in sulfur (0.02 %) and nitrogen (0.27 %) content.
Shuma and Madyira (2017) worked on production of loose biomass briquettes from agricultural and forestry residues and used cow dung and cactus as binders by varying compacting pressures (6, 12, and 19 MPa). The studies indicated that cactus binder was insensitive to compaction pressure due to its composition.
Zhang and Guo (2014) investigated the influence of pressure, temperature, moisture content, and particle size on physical properties such as density, durability, compressive strength, and impact resistance of solid fuel briquettes made from Caragana korshinskii Kom. These authors concluded that particle size most influenced briquettes’ physical properties, followed by moisture content and temperature. Smaller particle size, lower moisture content, and high temperature produced good quality briquettes whereas pressure had a marginal impact. For the different material tested, an optimum moisture content of 8 % (w.b.), and temperatures and pressures in the range of 90–150 °C and 50–110 MPa are desirable to produce good quality briquettes.
Muazu and Stegemann (2015) investigated the effects of operating variables such as biomass source, material ratio (rice husks to corn cobs), the addition of a binder (starch and water mixture), and compaction pressure on the durability of fuel briquettes. The briquettes produced had a unit density of up to 1.9 times the loose-biomass bulk density. The durability of the briquettes was high as they lost only four percent mass during abrasion and ten percent during shattering tests. Also, storage properties of these briquettes were better because they absorbed 36 % less water than loose corn cobs.
Yank et al. (2016) investigated the impact of low-pressure densification on the physical properties of rice husk for rural applications. These authors studied the influence of the briquette formulation binders such as cassava wastewater, rice dust, and okra stem gum on the quality of the briquette produced. Physical properties (density, moisture content, calorific value, durability, and compressive strength) were tested to identify briquettes with the highest quality, i.e., greatest physical integrity. Briquettes made with rice dust had the highest durability (91.9 %) and compressive strength (2.54 kN) while the briquettes made with cassava starch had the greatest density (441.18 kg/m3). Addition of water to the rice husk before densification had a positive influence on briquette quality; addition of bran influenced density the most, but not other briquette properties such as durability. The measured higher heating value of rice-husk briquettes was about 16.08 MJ/kg.
Antwi-Boasiako and Acheampong (2016) worked on understanding the strength and calorific values (CVs) of sawdust briquettes produced from tropical hardwoods such as Cylicodiscus gabunensis (heavy), Antiaris toxicaria (medium), and Ceiba pentandra (light), as well as a mixed composite that had different densities. These authors found that the initial wood density influenced all briquette properties and positively correlated with their CVs as C. gabunensis > A. toxicaria > mixed type > C. pentandra. The briquettes made from light-timber briquettes had greater compressive strength, and swelling values (i.e., less resistance to humidity). This study indicated that higher density of the raw material significantly influences briquette properties and correlates well with heating value (i.e., the CV), but inversely relates with shatter index, water/humidity resistance, and compression strength.
Most of the earlier research reported on briquetting was conducted on agricultural straws, sawdust, and some tropical woods, using a laboratory-scale single briquette press. Briquetting data on physical properties and energy consumption and the models describing the process for a pilot-scale continuous briquette press are not available. A significant advantage of a pilot-scale continuous briquetting process is ease of scale-up to commercial-scale systems. Also, models that are developed for the pilot-scale system can be translated to a commercial-scale system. The overall objective of the present research is to understand the briquetting characteristics of lodgepole-pine, switchgrass, and corn-stover biomass in a continuous pilot-scale briquette press. The specific objective is to understand the impact of hammer mill screen size (4.8, 12.7, and 19.05 mm) and biomass moisture content (12, 15, and 18 % [w.b.]) on such briquette properties as unit and bulk density, durability rating, and briquetting energy consumption, and to develop mathematical models of moisture content and hammer mill screen size for the briquette properties and briquetting energy consumption.
2. Materials and methods
2.1 Biomass
Switchgrass, which is an energy crop, was harvested in 2012 from Tulsa County, Oklahoma. Corn stover was harvested in 2014 from Palo Alto County, Iowa. Both switch-grass and corn stover were procured in bales. Lodgepole pine was harvested in 2014 from Fremont County, Idaho, and procured in the form of wood chips. The wood chips and corn stover and switchgrass bales were first ground in a stage-1 grinder (Vermeer Model HG200 grinder) fitted with a 50.8 mm screen. A commercial-scale rotary drum dryer was used to dry the ground biomass to about 10 % (w.b.). The dried material was further ground using an eliminator hammer mill (Bliss Model E-4424-TF) fitted with 4.8, 12.7, and 19.05 mm screens. The ground samples were measured for moisture content and further stored in super sacks.
3. Pilot-scale briquette press
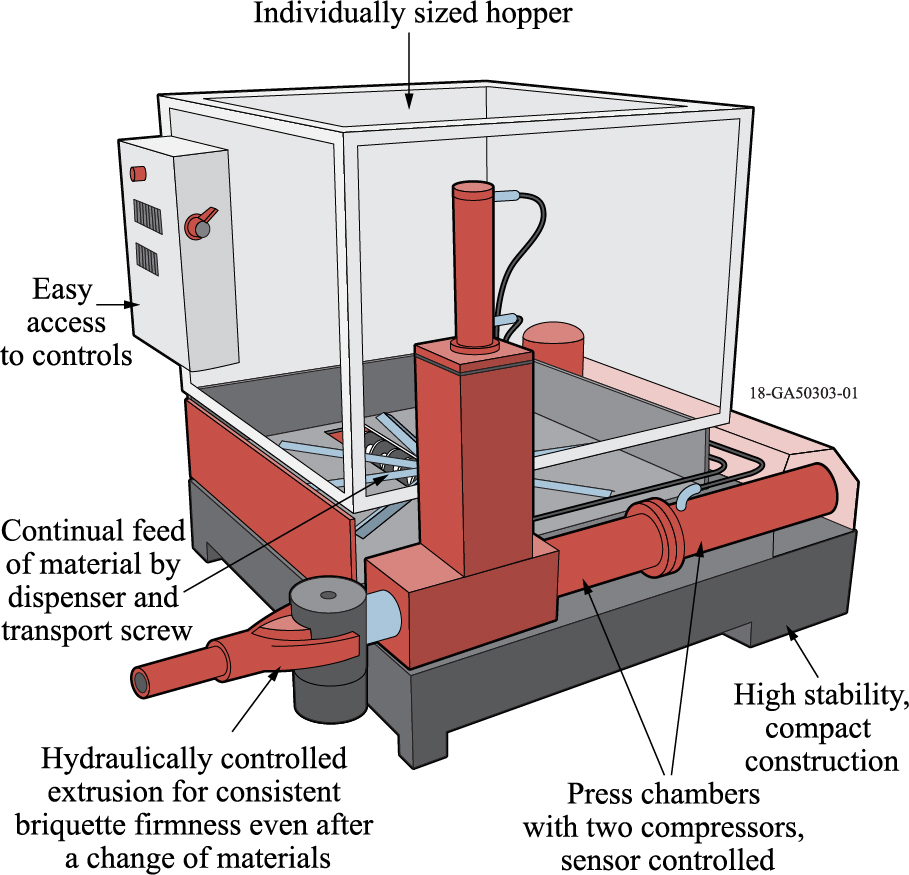
A WEIMA C150 model briquette press was used in the present briquetting studies. The C150 briquette press (Fig. 1) is a pilot-scale machine that can produce about 50–80 kg of briquettes per hour. The briquetting press is a heavy-duty hydraulic press. The throughput of the press depends on the type of the biomass processed and its properties. This unit has a stainless steel hopper and chute. Details of the equipment include a) power: 460 V/60 Hz/3 Phase/16 A; b) hopper opening: (1040 × 1040 mm, 1346.2 mm above the floor); c) hopper configuration: four sides straight, 1040 mm high; d) hopper volume: 1.1 m3; e) auger feed on hopper to hydraulic press; f) hydraulic motor: 9 hp; g) worm motor: 0.75 hp (0.55 kW); h) hydraulic oil volume: 26.4 gals (100 L); and g) briquette diameter: 2 in (50.8 mm).
3.1 Briquetting process
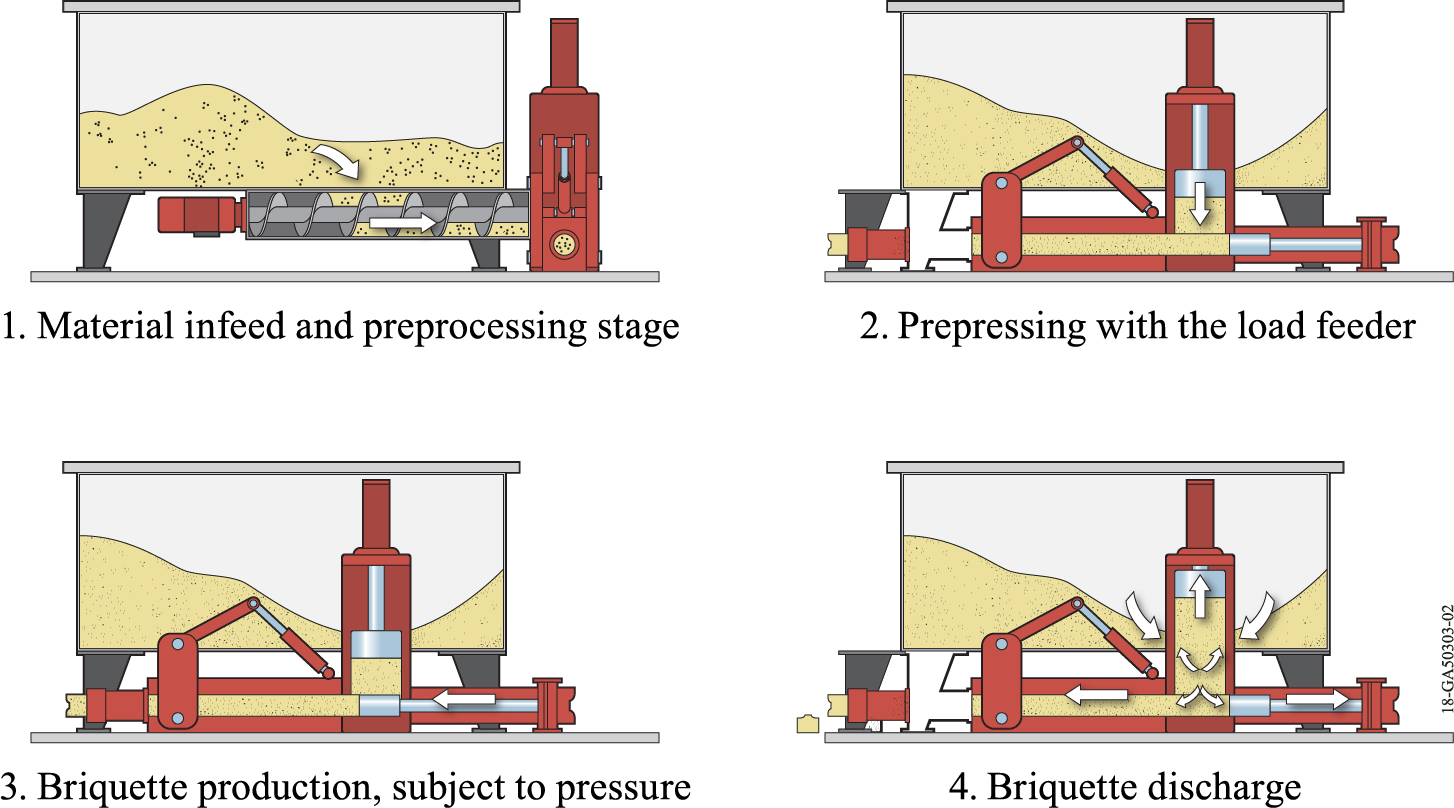
Raw biomass processed using stage-1 and 2 grinders and a rotary dryer was used for briquetting tests. Lodgepole pine, corn stover, and switchgrass biomasses were ground in a hammer mill. The ground biomass was further reconditioned to different levels of moisture content. The reconditioned material was left overnight at room temperature (20 °C) for moisture to equilibrate. The reconditioned biomass was densified using the pilot-scale WEIMA briquette press. There are four different stages of briquette production (Fig. 2). Initially, the material underwent pre-pressing in the auger below the hopper. In the second stage, the material was pressed with a load pusher. In the third stage, a briquette was produced by applied pressure from a hydraulic ram. Finally, the briquette was discharged from the press. The briquettes produced had a diameter of 50 mm. About 10–12 kg of raw material was used for each test.
In the present study, the properties of the briquettes (unit and bulk density and durability rating) were measured after five days of storage at room temperature of 20 °C. According to Rahaman and Salam (2017), briquettes after 24 hours of storage tend to relax and attain more stability. Tumuluru et al. (2015b) also observed similar findings where the relaxed density of the wheat-, oat-, and canola-straw briquettes after five days of storage were more stable compared to density measured immediately after briquette production.
4. Experimental plan
The experimental plan was designed to understand the impact of biomass moisture content and hammer mill screen size on physical attributes (unit and bulk density and durability rating) and briquette energy consumption. Briquetting tests were conducted at two different hammer mill screen sizes (4.8 and 12.7 mm) and three levels of biomass moisture content (12, 15, and 18 % [w.b.]). Based on results, the moisture content—which can help to produce good quality briquettes in terms of bulk density and durability rating for the two hammer mill screen sizes— was further used to do briquetting tests using a larger hammer mill screen size (19.05 mm) material.
5. Raw material and briquette properties and energy consumption measurement
5.1 Geometric mean particle length (Xgm)
The geometric mean particle length (Xgm) of the hammer milled corn stover, switchgrass, and lodgepole pine was determined using ASAE Standard S424 (1992). This standard is compatible with existing ASTM and ISO standards for particle-size-distribution measurement (ASAE Standard S424, 1992). Five square-hole screens and pans having a width of 406 mm and a length of 565 mm were used in the present tests. The nominal opening sizes of the screens were 19.0, 12.7, 6.3, 3.96, and 1.17 mm. These screens were stacked over each other where the largest opening size screen was placed on top, followed by other screens in decreasing opening size. As the bulk density of the ground material was low, only 750 g of material was used in the study. As per the standard, the screen shaker was set to shake the screens for five minutes. The mass of biomass left over in each screen was determined and is further used to calculate Xgm. The tests were performed in replicates of three to understand the variability in the measured data.
5.2 Durability rating, moisture content, and loose bulk density
Durability-rating measurement helps in understanding the shear and impact forces the briquettes could withstand during handling, storage, and transportation processes (Tumuluru et al., 2015b). A briquette-durability rating was measured based on ASABE Standard S269.4, where ten briquettes (representing the ten replicates of each combination) were tumbled in a cube-durability tester for 3 minutes at 40 rpm. The dimensions of the durability box are 300 × 300 × 430 mm (12 × 12 × 17 in) on each end. The axis of rotation of the box is horizontal. After tumbling, the briquette fragments with a mass of more than 20 % of the average original briquette fragment mass is designated “cylindrical size material” (CSM). In case the sample did not produce any CSM in the output sample, the durability rating is considered as zero. Eqn. 1 indicates the method to determine durability rating. The raw material and briquette moisture content were determined based on ASABE Standard S358.2. The unit and bulk density of the briquettes was measured based on ASABE Standard S269.4. As the variability in the measured values of the unit density values is high, the data reported were an average of 10 measurements. In case of bulk density, the observed variability in the data measured was lower, and the data reported are an average of three measurements.
|
D
R
=
M
CSM
M
INPUT
×
100
| (1) |
DR = Durability rating; MCSM = Weight of cube-sized material (particles weighing more than 20 % of the average initial briquette weight); and MINPUT = Weight of input material.
5.3 Energy consumption of the briquetting process
An APT power monitor meter was connected to the briquette press to log power data in kilowatts. LabVIEW software was used to log data during briquetting. Energy consumption for the briquetting process is calculated using Eqn. 2.
|
Briquetting energy consumption
=
(
Full load power
(
kW
)
)
*
time
(
h
)
Weight of the briquettes
(
kg
)
=
kWh
kg
| (2) |
Experimental data collected for physical properties such as unit density, bulk density, and durability rating were used to calculate the standard-deviation values. Experimental data were further used to develop mathematical models. A multivariable regression model was used to fit the experimental data in order to understand the impact of moisture content and screen size on the product properties (unit and bulk density and durability) and energy consumption. Also, multivariate models are computationally easy to use, and they are not dependent on the underlying metric (Box, 2007). Many researchers have used single and multivariate models to understand the impact of the process variables on biomass commination and pelleting (Miao et al., 2011; Tumuluru et al., 2014; Tumuluru et al., 2016).
|
f
(
y
)
=
a
+
b
1
x
1
+
b
2
x
2
| (3) |
where x1: moisture content (%, w.b.); x2: hammer mill screen size (mm); y: briquette properties (unit and bulk density (kg/m3), and durability rating (%)) and briquetting energy consumption (kWh/t).
6. Results and discussions
6.1 Raw material properties
The Xgm of lodgepole pine was the highest for both 4.8 and 12.7 mm hammer mill screen size (see Table 1). The measured Xgm for lodgepole pine was 1.13 mm for 4.8 mm hammer mill screen size. Among the herbaceous biomass, switchgrass has the highest Xgm value of 2.35 mm, whereas corn stover has the lowest of 1.05 mm for 12.7 mm hammer mill screen size grind.
Table 1
Particle size data for the different feedstock.
| Hammer mill screen size (mm) |
Geometric particle length (Xgm) (mm) |
SD (mm) |
| Lodgepole pine |
| 4.8 |
1.13 |
0.27 |
| 12.7 |
1.64 |
0.05 |
| Switchgrass |
| 4.8 |
0.75 |
0.08 |
| 12.7 |
2.35 |
0.24 |
| Corn Stover |
| 4.8 |
0.85 |
0.12 |
| 12.7 |
1.05 |
0.03 |
Note: SD = standard deviation
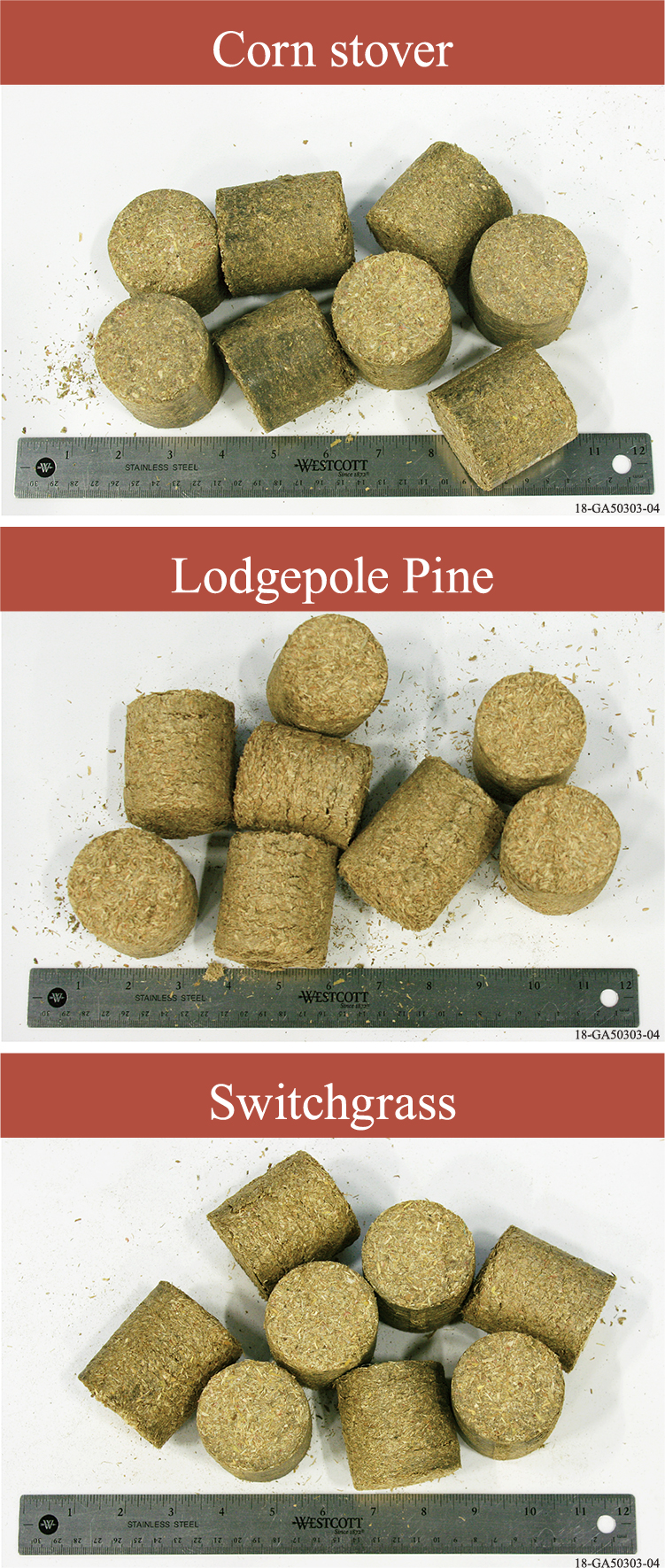
Fig. 3 shows the corn stover, lodgepole pine, and switchgrass briquettes produced at 15 % (w.b.) moisture content using a 4.8 mm hammer mill screen grind. The moisture content of the briquettes after five days of storage at room temperature (20 °C) ranged from 8–11 % (w.b.).
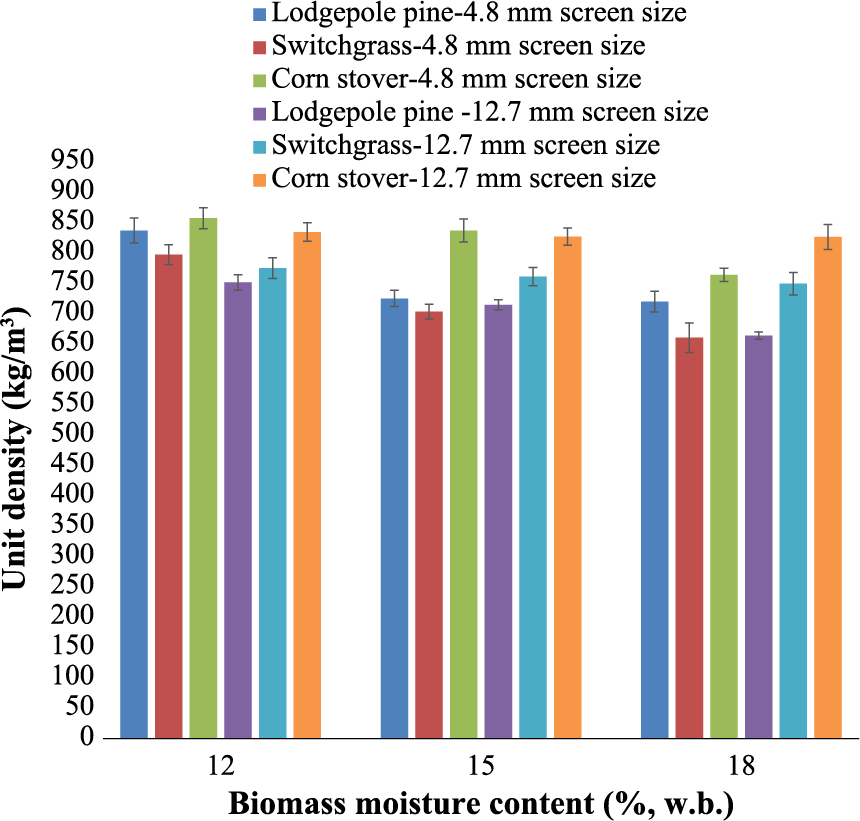
6.3 Unit density (kg/m3)
Fig. 4 shows the unit density of the lodgepole pine, switchgrass, and corn stover briquettes produced at three moisture contents and two hammer mill screen sizes. The data indicated that the smaller hammer mill screen size (4.8 mm) and lower moisture content (12 % [w.b.]) resulted in a higher unit density of 836 kg/m3, whereas increasing the hammer mill screen size to 12.7 mm reduced the unit density to 771 kg/m3 at the same moisture content for lodgepole-pine biomass. Increasing the moisture content of lodgepole pine to 18 % (w.b.) resulted in still lower unit density for both hammer mill screen sizes tested. In the case of herbaceous biomass (corn stover and switchgrass), lower and medium moisture content of 12 and 15 % (w.b.), and smaller hammer mill screen size of 4.8 mm resulted in a higher unit density of the briquettes. The maximum unit density of switchgrass briquettes was about 797 kg/m3, whereas the corn stover was about 857 kg/m3. Processed using a 12.7 mm hammer mill screen size at 18 % (w.b.) moisture content, corn-stover briquettes had a unit density of 826 kg/m3, whereas the switchgrass briquettes had a unit density of 749 kg/m3. Among the two herbaceous biomass feedstocks tested, switchgrass had a lower unit density compared to corn stover. The effect of biomass moisture content was found to be negligible at the 12.7 mm hammer mill screen size, but for the 4.8 mm hammer mill screen size, the moisture content did impact the unit density values.
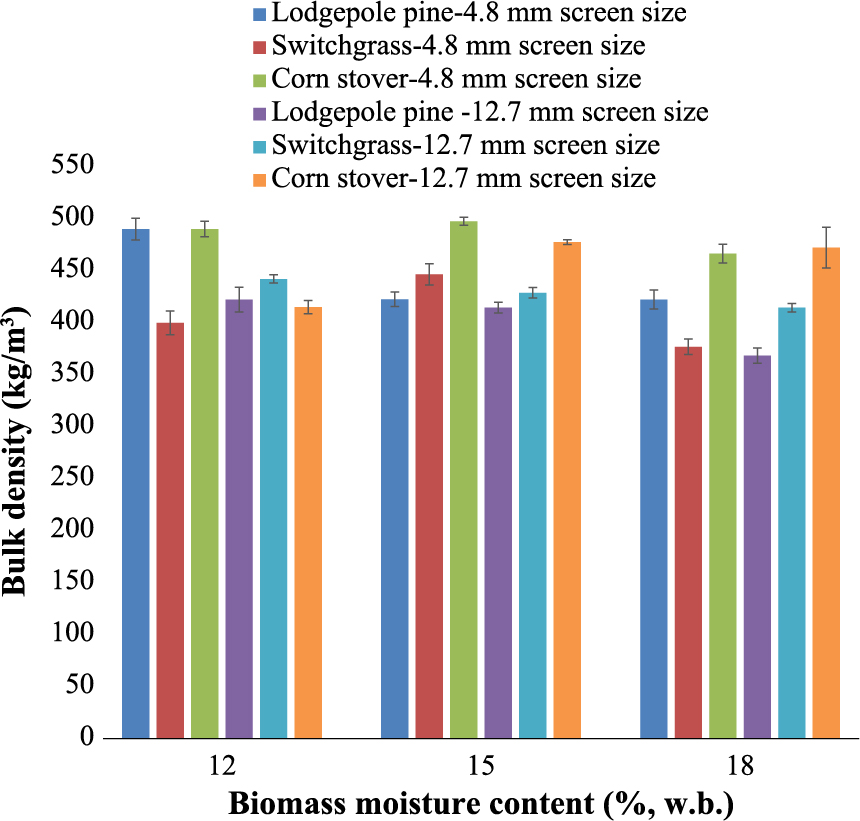
The bulk density obtained for the three different biomass briquettes is given in Fig. 5. In the case of lodgepole-pine biomass at a lower moisture content of about 12 % (w.b.) and a 4.8 mm hammer mill screen size, the bulk density was about 489 kg/m3, and increasing moisture content to 15 and 18 % (w.b.) lowered bulk density values to 422 and 420 kg/m3. In the case of switchgrass, a maximum bulk density of about 446 kg/m3 was observed at 15 % (w.b.) moisture content for a 4.8 mm hammer mill screen size, and increasing moisture content to 18 % (w.b.) reduced the bulk density values. The bulk density of the corn-stover briquettes followed a similar trend where the medium moisture content of 15 % (w.b.) produced briquettes with a bulk density of 497 kg/m3 for a 4.8 mm hammer mill screen size grind and 477 kg/m3 for a 12.7 mm hammer mill screen size. At 18 % (w.b.) moisture content and a 4.8 mm hammer mill screen size, the bulk density of the switchgrass and corn stover briquettes were about 376 and 466 kg/m3, respectively. The results indicate that the density of the briquettes changes with biomass type, moisture content, and hammer mill screen size. It is also clear from the present results that the lower-to- medium moisture content and smaller screen size of 4.8 mm resulted in briquettes with a higher bulk density for both woody and herbaceous biomass. The unit and bulk density of corn stover briquettes are higher compared to switchgrass, which may be a result of better packing and interlocking of corn-stover particles compared to switchgrass.
The durability rating measured for all briquettes produced under different process conditions is shown in Fig. 6. In the case of lodgepole pine, smaller hammer mill screen size (4.8 mm) and lower moisture content of 12 % (w.b.) resulted in the lowest durability rating of 86.5 %, whereas increasing the moisture content to 15 and 18 % (w.b.) resulted in higher durability ratings of 92 to 93 %. In the case of switchgrass and corn stover, the medium moisture content of 15 % (w.b.) resulted in higher durability-rating values (> 95 %) for a 4.8 mm hammer mill screen size. Increasing the screen size of the hammer mill to 12.7 mm resulted in higher durability ratings for both herbaceous and woody biomass. In the case of corn stover and switchgrass, a hammer mill screen size of 12.7 mm resulted in durability ratings of about 99 % and 98 %, respectively, whereas the durability rating for lodgepole pine was about 94 %.
6.6 Briquetting energy consumption (kWh/t)
Fig. 7 indicates energy consumption for the briquetting process. Briquetting energy increased with increased biomass moisture content. Also, increasing the hammer mill screen size resulted in increased energy consumption. For lodgepole pine biomass, the medium moisture content of 15 % (w.b.) and a 4.8 mm hammer mill screen size resulted in a lower energy-consumption value of 81 kWh/t, while increasing the moisture content to 18 % (w.b.) resulted in energy consumption of 110 kWh/t. In the case of switchgrass and corn stover, the lowest energy consumption was observed at 15 % (w.b.) moisture content for 4.8 mm hammer mill screen size (79 and 83 kWh/t for switchgrass and corn stover). When the hammer mill screen size was increased to 12.7 mm, the lowest energy consumption was again observed for 15 % (w.b.) moisture content. In the case of lodgepole-pine biomass at 15 % moisture content and a 12.7 mm hammer mill screen size, the energy consumption was about 90 kWh/t; for switchgrass and corn stover, the energy consumption was about 80 and 89 kWh/t. An increase in the screen size of the hammer mill had a slight impact on energy consumption for the herbaceous biomass. The present results indicate that moisture content of 15 % (w.b.) and a 12.7 mm hammer mill screen size could be the best conditions for producing durable corn-stover, switchgrass, and lodgepole-pine briquettes. To understand the impact of larger hammer mill screen size (19.05 mm) grind on the quality of woody and herbaceous biomass briquettes, tests were conducted at 15 % (w.b.) biomass moisture content.

The experimental data generated for three different moisture contents (12, 15, and 18 % [w.b.]) and two hammer mill screen sizes (4.8 and 12.7 mm) were used to develop mathematical models to predict the quality of the briquettes made from wood and herbaceous biomass and energy consumption of the process. Table 2 shows the multivariable linear-regression model fitted for the experimental data. Coefficients of determination (R2) values for the fitted models are in the range of 0.5–0.8. The equation expresses the effect of moisture content and screen size of the hammer mill on quality (unit and bulk density and durability) and energy consumption.
Table 2
Model to describe the effect of moisture content and screeen size on the physical properties and energy consumption.
| Feedstock |
Physical properties |
Mathematical model |
R2
|
| Lodgepole pine |
Unit density (kg/m3) |
y= 1046.93−17.045x1−6.415x2
|
0.86 |
| Bulk density (kg/m3) |
y= 623.24−10.143x1−5.471x2
|
0.86 |
| Durability rating (%) |
y=82.412+0.429x1+0.326x2
|
0.50 |
| Energy consumption (kWh/t) |
y=62.93+2.172x1−0.0465x2
|
0.51 |
| Switchgrass |
Unit density (kg/m3) |
y= 898.14−13.543x1+5.246x2
|
0.72 |
| Bulk density (kg/m3) |
y=371.43+1.577x1+2.615x2
|
0.45 |
| Durability rating (%) |
y=102.12−1.166x1+0.940x2
|
0.57 |
| Energy consumption (kWh/t) |
y=66.340+1.413x1−0.374x2
|
0.51 |
| Corn stover |
Unit density (kg/m3) |
y=939.62−8.432x1+1.264x2
|
0.54 |
| Bulk density (kg/m3) |
y=619.66−7.80x1−3.767x2
|
0.82 |
| Durability rating (%) |
y=98.41−0.358x1+0.400x2
|
0.79 |
| Energy consumption (kWh/t) |
y=63.75+1.140x1+1.169x2
|
0.61 |
Note: x1 = moisture content (%, w.b.); x2 = hammer mill screen size (mm); y = physical properties and briquetting energy consumption
The models indicated that corn stover, moisture content had a negative effect, while hammer mill screen size had a positive effect on unit density, whereas in the case of bulk density both hammer mill screen size and moisture content had a negative effect. In the case of lodgepole pine, hammer mill screen size and moisture content had a negative impact on both bulk and unit density. The models developed for switchgrass indicated that moisture content had a negative effect on unit density, while hammer mill screen size had a positive effect, whereas both hammer mill screen size and moisture content had a positive effect on bulk density. The durability rating of corn stover and switchgrass are negatively related to moisture content, but positively related to hammer mill screen size. In the case of lodgepole pine, both hammer mill screen size and moisture content had a positive impact on durability values. Energy consumption for briquetting corn stover is influenced positively by both moisture content and hammer mill screen size, whereas in the case of lodgepole pine and switchgrass, moisture content had a positive effect, but hammer mill screen size had a negative impact on energy consumption.
6.8 Physical properties and energy consumption of briquettes made using a 19.05 mm hammer mill screen size
Geometric mean particle length of corn stover and switchgrass ground in a hammer mill fitted with a 19.05 mm screen size was about 1.19 mm and 3.62 mm; lodgepole pine was about 4.37 mm. Table 3 indicates the physical properties (unit and bulk densities and durability ratings) and energy consumption of the briquettes produced using a 19.05 mm hammer mill screen size and energy consumption of the process. It is clear from Table 3 that briquette quality decreased when the hammer mill screen size was increased to 19.05 mm. Lodgepole pine, corn stover, and switchgrass had unit and bulk densities of 712 and 393 kg/m3, 703 and 386 kg/m3, and 594 and 331 kg/m3, respectively. In the case of durability rating, corn stover had the highest value (of 96.82 %), followed by switchgrass (93.95 %), and lodgepole pine (90.73 %). In the case of energy consumption, lodgepole pine required higher energy to form the briquette (97.84 kWh/t), whereas switchgrass needed the lowest (80.85 kWh/t). Based on the present study, it can be concluded that increasing the screen size of the hammer mill to 19.05 mm reduced quality attributes and increased energy consumption.
Table 3
Physical properties and energy consumption of woody and herbaceous biomass briquettes produced using 19.05-mm screen size grind and 15 % (w.b.) moisture content.
| Feedstock |
Unit density (kg/m3) |
SD
|
Bulk density (kg/m3) |
SD
|
Durability rating (%) |
SD
|
Energy consumption (kWh/t) |
| Lodgepole pine |
712.04 |
11.21 |
393.53 |
5.26 |
90.73 |
0.002 |
97.84 |
| Switchgrass |
594.03 |
15.79 |
331.90 |
9.63 |
93.95 |
0.04 |
80.85 |
| Corn stover |
703.76 |
18.98 |
386.46 |
6.15 |
96.82 |
0.03 |
94.98 |
7. Discussion
Tumuluru et al. (2011) indicated that both moisture and particle size have a significant impact on the quality of the briquettes produced. In general, smaller or finer particles in the grind, which have the higher contact-surface area, result in bringing the particles together, whereas smaller to medium particles rearrange in a way that forms a net by interlocking (Tumuluru et al., 2011). The presence of very large particles in the grind produces lower-quality briquettes due to a smaller contact-area among particles. Tumuluru et al. (2011), in their review of biomass densification systems, indicated that using a 8–12 mm screen size could result in high-quality briquettes in terms of durability and density. The results from the present study corroborate this observation where hammer mill screen size (12.7 mm) resulted in higher durability rating values. Experimental data from the current study also indicates that increasing the screen size of the hammer mill to 19.05 mm lowered unit- and bulk-density values for both woody and herbaceous biomass. The loss of density can be due to an increase in void spaces formed in the briquette. Tumuluru et al. (2011) indicated that larger grind size resulted in a lower bulk density due to increased porosity in the densified biomass. Ndindeng et al. (2015) found that particle size influenced the density, a larger grind size resulted in lower bulk density due to increased porosity, and smaller particles resulted in a more dense packing. Zhang and Guo (2014) studied the briquettes using a scanning electron microscope and found that briquettes formed using larger particles had a porous structure.
Another important parameter that impacts the physical properties of briquettes is moisture content. During cold densification (where there is no addition of heat), the binding is due to the formation of solid bridges due to elastic and plastic deformation and particle rearrangement resulting in particle interlocking bonds (Rumpf, 1962; Sastry and Fuerstenau, 1973). According to these authors, application of pressure can increase interfacial forces, capillary pressures, and cohesion among the biomass particles, resulting in the formation of solid and liquid bridges, which are formed due to hydrogen bonds, van der Waals’ forces, attractive intermolecular force, and magnetic forces that result in particles adhering to each other. The other binding mechanism common in the briquetting process is the mechanical interlocking of the particles. Mechanical interlocking and solid bridges formed due to the presence of moisture and pressure determine briquette durability. In the present study, increasing the moisture content to 18 % (w.b.) and the screen size of the hammer mill to 19.05 mm resulted in lower density and durability ratings. Zhang and Guo’s (2014) results corroborate with present research findings; increasing moisture content reduced the density of the solid fuels briquettes made from Caragana korshinskii Kom. In their study on pelleting of corn stover at higher moisture content using a 6 and 8 mm pellet die, Tumuluru (2014, 2015) indicated that high moisture content in the biomass lowers density, but durability and increases energy consumption. Tumuluru (2016) measured the expansion ratio of wood pellets produced using high-moisture lodgepole pine grind. The expansion ratio of pellets produced increased with an increase in moisture content. Higher expansion-ratio values lowered the pellet unit and bulk density and durability values. These observations corroborate with the present research, where increasing moisture content decreased unit and bulk density and durability of briquettes, which might be due to relaxation of the biomass fibers after extrusion from the die.
8. Conclusions
The present study indicates that good quality briquettes can be made using corn stover, switchgrass, and lodgepole pine. Maximum unit and bulk density of > 750 kg/m3 and > 400 kg/m3 were observed at 4.8 and 12.7 mm screen size and biomass moisture content of 12 and 15 % (w.b.) for both woody and herbaceous biomass. At 15 % (w.b.) moisture content and a hammer mill screen size of 12.7 mm, corn stover, switchgrass, and lodgepole pine resulted in briquettes with good durability ratings (> 94 %). Switchgrass and corn stover had maximum durability (> 97 %) compared to lodgepole pine, which recorded a maximum durability rating of about 94 %. The briquettes made using lodgepole pine were of lower quality when compared to herbaceous biomass briquettes. Briquetting energy consumption for switchgrass and corn stover ranged from 79 to 89 kWh/t for 4.8 and 12.7 mm screen size and 12 and 15 % moisture content. Multivariable linear regression models developed for the briquetting process with respect to moisture content and hammer mill screen size had coefficient of determination values in the range of 0.5–0.8. This study also indicated that going to a larger hammer mill screen size (of 19.05 mm) reduced the unit and bulk density and durability ratings of both woody and herbaceous biomass briquettes.
Acknowledgments
The author would like to acknowledge Craig C. Conner and Ty Dansie for support of experimental work. This work was supported by the Department of Energy, Office of Energy Efficiency and Renewable Energy under the Department of Energy Idaho Operations Office Contract DE-AC07-05ID14517. Accordingly, the publisher, by accepting the article for publication, acknowledges that the U.S. government retains a non-exclusive, paid-up, irrevocable, worldwide license to publish or reproduce the published form of this manuscript, or allow others to do so, for U.S. government purposes.
Author disclosure statement
No competing financial interests exist. This information was prepared as an account of work sponsored by an agency of the U.S. government. Neither the U.S. government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. References herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, do not necessarily constitute or imply its endorsement, recommendation, or favoring by the U.S. government or any agency thereof. The views and opinions of the authors expressed herein do not necessarily state or reflect those of the U.S. government or any agency thereof.
Author’s Short Biography
Jaya Shankar Tumuluru

Dr. Tumuluru is a senior scientist in the Biofuels Department at Idaho National Laboratory (INL). He is the principal investigator for the Biomass Size Reduction, Drying, and Densification project for the U.S. Department of Energy Bioenergy Technologies Office. His research at INL is focused on mechanical and thermal preprocessing of biomass. He has published more than 100 papers in peer-reviewed journals and conference proceedings, and has received numerous awards, such as outstanding reviewer for the American Society of Agricultural and Biological Engineers, and INL’s Outstanding Achievement in Scientific and Technical Publication, and the 2018 Asian American Engineer of the Year.
References
- Antwi-Boasiako C., Acheampong B.B., Strength properties and calorific values of sawdust-briquettes as the wood-residue energy generation source from tropical hardwoods of different densities, Biomass and Bioenergy, 85 (2016) 144–152.
- ASAE/ASABE Standards S269.4 (2008) Cubes, Pellets, and Crumbles—Definitions and Methods for Determining Density, Durability, and Moisture Content. American Society of Agricultural and Biological Engineers, St. Joseph, Michigan, USA, 2008.
- ASAE/ASABE Standards S358.2 (1988) Moisture Measurement—Forages. American Society of Agricultural and Biological Engineers, St. Joseph, Michigan, USA, 1988.
- ASAE/ASABE S424.1., Method of determining and expressing particle size of chopped forage materials by screening. March, 1992.
- Atchison J.E., Hettenhaus J.R., Innovative Methods for Corn Stover Collecting, Handling, Storing and Transporting, NREL/SR-510-33893 (2004).
- Box G.E.P., Draper N.R., Response Surfaces, Mixtures, and Ridge Analyses, second ed., John Wiley & Sons, Inc., New Jersey, 2007.
- Jittabut P., Physical and thermal properties of briquette fuels from rice straw and sugarcane leaves by mixing molasses, Energy Procedia, 79 (2015) 2–9.
- Lela B., Barišić M., Nižetić S., Cardboard/sawdust briquettes as biomass fuel: Physical–mechanical and thermal characteristics, Waste Management, 47 (2016) 236–245.
- Mani S., Tabil L.G., Sokhansanj S., Specific energy requirement for compacting corn stover, Bioresource Technology, 97 (2006) 1420–1426.
- Miao Z., Grift T.T., Hansen A.C., Energy requirement for comminution of biomass in relation to particle physical properties, Industrial Crops and Products, 33 (2011) 504–513.
- Muazu R.I., Stegemann J.A., Effects of operating variables on durability of fuel briquettes from rice husks and corn cobs, Fuel Processing Technology, 133 (2015) 137–145.
- Ndindeng S.A., Mbassi J.E.G., Mbacham W.F., Manful J., Graham-Acquaah S., Moreira J., Dossou J., Futakuchi K., Quality optimization in briquettes made from rice milling by-products, Energy for Sustainable Development, 29 (2015) 24–31.
- Prasityousil J., Muenjina A., Properties of solid fuel briquettes produced from rejected material of municipal waste composting, Procedia Environmental Sciences, 17 (2013) 603–610.
- Rahaman S.A., Salam P.A., Characterization of cold densified rice straw briquettes and the potential use of sawdust as binder, Fuel Processing Technology, 158 (2017) 9–19.
- Rajaseenivasan T., Srinivasan V., Quadir G.S.M., Srithar K., An investigation on the performance of sawdust briquette blending with neem powder, Alexandria Engineering Journal, 55 (2016) 2833–2838.
- Rumpf H., The strength of granules and agglomerates, in: Knepper W.A. (Ed.), Agglomeration, John Wiley, New York, 1962, pp. 379–418.
- Saidur R., Abdelaziz E.A., Demirbas A., Hossain M.S., Mekhilef S., A review on biomass as a fuel for boilers, Renewable and Sustainable Energy Reviews, 15 (2011) 2262–2289.
- Sastry K.V.S., Fuerstenau D.W., Mechanisms of agglomerate growth in green pelletization, Powder Technology, 7 (1973) 97–105.
- Shuma R., Madyira D.M., Production of loose biomass briquettes from agricultural and forestry residues, Procedia Manufacturing, 7 (2017) 98–105.
- Thabuot M., Pagketanang T., Panyacharoen K., Mongkut P., Wongwicha P., Effect of applied pressure and binder proportion on the fuel properties of holey bio-briquettes, Energy Procedia, 79 (2015) 890–895.
- Tumuluru J.S., Wright C.T., Hess J.R., Kenney K.L., A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application, Biofuels, Bioproducts, and Biorefining, 5 (2011) 683–707.
- Tumuluru J.S., Effect of the process variables on the density and durability of the pellets made from high moisture corn stover, Biosystems Engineering, 119 (2014) 44–57.
- Tumuluru J.S., High moisture corn stover pelleting in a flat die pellet mill fitted with a 6 mm die: physical properties and specific energy consumption, Energy Science & Engineering, 3 (2015) 327–341.
- Tumuluru J.S., Specific energy consumption and quality of wood pellets produced using high-moisture lodgepole pine grind in a flat die pellet mill, Chemical Engineering Research and Design, 110 (2016) 82–97.
- Tumuluru J.S., Lim C., Bi X., Kuang X., Melin S., Yazdanpanah F., Sokhansanj S., Analysis on storage off-gas emissions from woody, herbaceous, and torrefied biomass, Energies, 8 (2015a) 1745–1759.
- Tumuluru J.S., Tabil L.G., Song Y., Iroba K.L., Meda V., Impact of process conditions on the density and durability of wheat, oat, canola, and barley straw briquettes, BioEnergy Research, 8 (2015b) 388–401.
- Tumuluru J.S., Searcy E., Kenney K.L., Smith W.A., Gresham G.L., Yancey N.A., Impact of feedstock supply systems unit operations on feedstock cost and quality for bioenergy applications, in: Kumar R., Singh S., Balan V. (Eds.), Valorization of lignocellulosic biomass in a biorefinery: from logistic to environmental and performance impact, Nova Science Publishers, Inc., 2016, pp. 1–36.
- Urbanovičová O., Krištof K., Findura P., Jobbágy J., Angelovič M., Physical and mechanical properties of briquettes produced from energy plants, Acta Universitatis Agriculturae et Silviculturae Mendelianae Brunensis, 65 (2017) 0219–0224.
- Yank A., Ngadi M., Kok R., Physical properties of rice husk and bran briquettes under pressure densification for rural applications, Biomass and Bioenergy, 84 (2016) 22–30.
- Zhang J., Guo Y., Physical properties of solid fuel briquettes made from Caragana korshinskii Kom, Powder Technology, 256 (2014) 293–299.

 https://ror.org/00ty2a548
https://ror.org/00ty2a548 

;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/36_2019009_08.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)