Original Research Papers
Micromechanical Characterization of Particle-Particle Bond in Biomass Assemblies Formed at Different Applied Pressure and Temperature
2019 年 36 巻 p. 252-263

詳細
2019 年 36 巻 p. 252-263
During biomass pelletization, the presence of activated natural binders is thought to promote the formation of solid bridges in a biomass assembly. To examine this hypothesis, bonded particles were extracted from the switchgrass compacts formed at different pressure and temperature. This study investigated the influence of these two factors on the resistance to dislocation of the particle-particle bond. The generated force-bond dislocation curves were used to calculate the slope from no load to failure from the assemblies formed at the treatments A (60 MPa and 75 °C), B (100 MPa at 75 °C), C (60 MPa and 90 °C), and D (100 MPa at 90 °C). Assemblies from the treatment B had the highest diametral tensile strength (60.9 ± 7.1 kPa) and densities (653.2 kg m−3), whereas, assemblies formed from the treatment C had the lowest diametral strength (7.2 ± 1.4 kPa). The resistance to dislocation of particle-particle bonds at microscale was linearly correlated to the strength (R2=0.838) and density (R2=0.981) of the densified assemblies. High pressures are documented to form stronger compacts. However, the presence of sufficient moisture at low temperature can significantly improve the densified assembly properties by lowering the glass transition temperature of lignin to form stronger bonds.
Ground biomass particles in pellets are brought together under high pressure and temperature to form bonds by inter-particle attraction forces and solid bridges by activation of natural binders present in biomass (Kaliyan N. and Morey R.V., 2010). Currently, biomass pelletization operation heavily relies on an empirical approach to ensure that biomass pellets maintain its integrity during subsequent handling and transport (Yi H. et al., 2018). Considering that the current empirical approach tends to focus on successful pelleting operation rather than optimizing energy input to achieve acceptable mechanical integrity, the biomass pelletization can be further engineered to produce pellets having acceptable durability with less than the current energy input. With the rapid growth in industrial production of biomass pellets (U.S. Department of Energy, 2016), it is expected that the efficient energy usage in the pelletization will result in the substantial production cost reduction in the respective industry.
Biomass pelletization process can be more energy and cost efficient by operating pellet mills with pressures that are close to the minimum threshold for achieving necessary interparticle bonding. Therefore, engineering biomass pelletization process requires a fundamental understanding of the basic mechanics of the pellet formation, i.e., how interparticle bonding develops under pressure and elevated temperature. To that end, this study aims to investigate how applied pressure and temperature during biomass compaction influence the resistance and strength of interparticle bonds by quantitatively measuring the mechanical response of formed bonds between and among particles.
Physical and chemical properties of biomass material have been studied actively (Adapa P. et al., 2009; Carroll J.P. and Finnan J. 2012; Colley Z. et al., 2006; Kaliyan N. and Morey R.V., 2009b; Karamchandani A. et al., 2015, 2016a; Mani S. et al., 2003; Mani S. et al., 2004, 2006; Poddar S. et al., 2014; Tumuluru J.S. et al., 2010). There are several factors such as moisture content, temperature, feedstock constituents, and physical properties of feedstocks, which play important roles in achieving the desired product quality. Many studies have been conducted to understand the effect of these factors on pellet qualities (Gilbert P. et al., 2009; Kaliyan N. and Morey R.V., 2006; Karamchandani A. et al., 2017; Mani S. et al., 2006; Tumuluru J.S., 2014). For example, a very wide optimal moisture content, ranging from 6 % to 20 %, has been reported for successful densification depending on the type of biomass and pelleting conditions. However, the optimum range of moisture content for pelletizing ground switchgrass, without adding any binders, has been reported to be between 17.5 % and 20 % (w.b.) (Karamchandani A. et al., 2015).
In addition to the moisture content, particle size also matters in the biomass pelletization. Several researchers observed that the optimal pellet quality is achieved with a mixture of particle sizes due to increased inter-particle bonding (mechanical interlocking) and the elimination of inter-particle spaces (attractive and adhesive and cohesive forces) (Kaliyan N. and Morey R.V., 2006; Payne J.D., 1978; Shaw M.D. and Tabil L.G., 2007). Finer particle sizes generally correspond with greater pellet strength and durability as larger particles serve as fissure points (MacBain R., 1966). Based on our previous studies (Karamchandani A. et al., 2015, 2016a), the pellet qualities were not significantly different for the two screen sizes, i.e., 3.175 mm and 6.35 mm. There is a trade-off between the energy required to produce finer particles, i.e., time and cost of grinding and the properties of pellets. Therefore, the focus of this study is to examine, quantify, and explain the particle level bonding using a single screen size for particle size reduction. Kaliyan and Morey (Kaliyan N. and Morey R.V., 2010) showed that if the temperature rise of the biomass grinds due to frictional heating in the briquetting and pelleting machines is in the range of glass transition (i.e., softening) temperature of some of the constituents of biomass materials (i.e., ≥ 75 °C), then strong and durable briquettes and pellets could be produced without steam conditioning.
The applied pressure during densification process is another important parameter. Many studies have investigated the effect of the pressure (Adapa P. et al., 2007; Gilbert P. et al., 2009; Mani S. et al., 2006; Poddar S. et al., 2014; Rhén C. et al., 2005; Shaw M.D. and Tabil L.G., 2007). However, properties of bound biomass particles as a result of applied pressure to biomass particles, have yet to be sufficiently elucidated, which can impart critical information on the evolution of macroscopic densified structures and intricacies of the particle-particle binding mechanism.
Kaliyan N. and Morey R.V. (2010) and Stelte W. et al. (2011) attempted to examine the proposed binding mechanisms through microstructural imaging analyses. Due to biomass particles’ small size, irregular shape, and rough surface, it has been difficult to study their mechanical response. Although there are numerous commonly used mechanical devices including universal testing machines or dynamic mechanical analyzer, they cannot be utilized directly in microscale experiments because of their unsuitable capability of manipulating test specimen with sub-millimeter size (Pantano M.F. et al., 2012).
To overcome the shortfalls of existing mechanical tests in characterizing the particle scale mechanics, quantitative properties of individual particles were studied by using a micromechanical device inspired by the microelectromechanical systems (MEMS) devices (Han J.H. and Saif, 2006; Karamchandani A. et al., 2016b; Zamil M.S. et al., 2014, 2015). A micromechanical device allowed tensile experiments to measure force-extension and, therefore, to determine the stress-strain response of single particles of ground biomass (Karamchandani A. et al., 2016b). From the dislocation testing of bonded particles, the bond resistance to dislocation and strength can be determined by decoupling particle and bond dislocation responses combining the previously reported single switchgrass particle mechanical properties. Using mechanical properties of particles, interparticle stiffness can be deduced to elucidate the mechanical properties of particles’ binding mediated by natural binders present in the biomass.
Our previous study showed a relationship between mechanical properties of bulk ground material and strength of densified biomass products (Karamchandani A., 2013; Karamchandani A. et al., 2016a). Leveraging this finding, the strength of particle-particle bonds at the microscale can be linked to the strength of densified assemblies at the macroscale. The knowledge gap between the inter-particle bond strength and a particulate assembly strength can be bridged with the microstructural tests that will enable a development of a multiscale theoretical framework during pelletization. Albeit few, the importance of understanding the thermo-mechanical binding mechanism of particles to engineer biomass densification has been qualitatively discussed (Kaliyan N. and Morey R.V., 2010; Stelte W. et al., 2011; Stelte W. et al., 2012). However, a quantitative measurement of mechanical responses of bound biomass particles had not been reported.
Therefore, the goal of this study is to determine the mechanical response including the strength of the bond formed due to natural binders present in the biomass particles. The objective of this study was to characterize the force-bond dislocation behavior of samples of two particles bonded together obtained from switchgrass compacts. We also tested the hypothesis that the resistance to a dislocation of two bonded particles is affected by the temperature and pressure applied to form the assemblies.
Switchgrass is a perennial warm-season grass, which was selected as the test material for this study. This grass can be grown on marginal land or rotated with other crops and has an advantage of lower ash and greater energy content over other crops (Parrish D.J. and Fike J.H., 2005; Sanderson M.A. et al., 2006). Pretreatment of biomass improves both its physical and chemical properties and makes the material easier to densify by facilitating the activation of natural binders for promoting better bond formation (Kaliyan N. and Morey R.V., 2010; Karamchandani A. et al., 2015; Mani S. et al., 2006; Stelte W. et al., 2011).
To obtain the optimal condition of pelletization, one screen size, 3.175 mm, was used for material size reduction task. Moisture content level of 17.5 % (w.b.) was considered for conditioning of ground switchgrass (Karamchandani A. et al., 2015, 2016b, 2016a). Switchgrass samples were conditioned in one batch of 25 g by adding required water and mixing with a manual Mini-Inversina (Bioengineering AG, Switzerland) that is capable of giving 360° motion (Karamchandani A. et al., 2015, 2016b). The conditioned material was kept in the humidity and temperature controlled chamber at 30 °C temperature and 60 % relative humidity for 24 h for moisture equilibration.
2.2 Biomass assemblyIn our previous study, we reported the effect of moisture on the increased stiffness and modulus of elasticity of individual switchgrass particles (Karamchandani A. et al., 2016b). Water plays an important role in imparting strength to the individual particles, which is one of the critical preconditioning steps before the ground biomass is subjected to densification (Karamchandani A. et al., 2015; Lee S. et al., 2013; Mani S. et al., 2006; Tumuluru J.S., 2014).
Increase in the stiffness of switchgrass particles was thought to be contributed by the bundling of fibers promoted by the activation of binders due to increased moisture content. The addition of moisture generally increased failure stress but decreased failure strain, which can be attributed to the moisture’s physiochemical interaction with and arrangement within switchgrass particles (Karamchandani A. et al., 2016b).
More importantly, conditioning the biomass with moisture reduces the glass-transition temperature of lignin from 120 °C–140 °C to 70 °C–90 °C (Irvine G.M., 1985). In particular, the glass transition temperature of switchgrass averaged at 75 °C and preheating the switchgrass grind from 75 °C to 100 °C increased the density of briquettes (Kaliyan N. and Morey R.V., 2009a).
Conditioned switchgrass at 17.5 % w.b. did not form stable assemblies at room temperature with the single die and punch system, which further affirmed the importance of temperature treatment during the densification process. Some initial runs were conducted at, and above 100 °C temperature, however, the moisture in the material was hypothesized to be expelled quickly, resulting in unstable crumbled densified assembly formation. Therefore, in this study, two temperatures, 75 °C, and 90 °C were selected to pretreat the material.
Compressive pressure is another important factor, which has been studied by several researchers (Adapa P. et al., 2007; Gilbert P. et al., 2009; Mani S. et al., 2006; Poddar S. et al., 2014; Rhén C. et al., 2005; Shaw M.D. and Tabil L.G., 2007). During densification, high pressures and temperatures may develop solid bridges by diffusion of molecules from one particle to another at the points of contact, which increases density (Tumuluru J.S. et al., 2011).
Conditioned switchgrass has been reported to form denser and more stable densified assemblies starting at 60 MPa as compared to 40 MPa, and the strength and density of pellets are documented to improve with an increase in compressive pressure (Mani S. et al., 2006). Because building higher pressure inside the pellet mill critically increases the energy consumption (Stelte W. et al., 2012), it is important to elucidate the particle binding mechanics under pressure levels near the on-set of stable assembly formation. Therefore, we chose two levels of pressure, namely 60 MPa and 100 MPa.
As explained above, based on initial trial runs and literature review, two temperatures (75 °C and 90 °C) and two pressure values (60 MPa and 100 MPa) were selected to form densified assemblies (Table 1). The assemblies were formed, at different applied pressure and temperature, in a single punch die attached to a universal testing machine (T-rex, Cooper Instruments and Systems, Warrenton, VA). The temperature of the die was controlled using a high-temperature barrel band heater (3671K151, McMaster-Carr, Aurora, OH). The die temperature was monitored using a thermocouple wire (Omega Engineering, TT-T-24-TCB, Norwalk, CT) attached to a temperature controller (Digi Sense temperature controller R/S, 89000-10, Cole Parmer, Vernon Hills, IL).
| Treatment | Temperature (°C) | Pressure (MPa) |
|---|---|---|
| A | 75 | 60 |
| B | 75 | 100 |
| C | 90 | 60 |
| D | 90 | 100 |
Temperatures of the top and die sleeve were checked before every run by inserting a thermocouple wire attached to a temperature sensor (2190 A Digital Thermometer, John Fluke Mfg. Co., Everett, Washington). The wire was removed during the compression process in order to avoid any foreign element interacting with the conditioned material and confounding effect on formed assemblies. Ground switchgrass compression was carried out by the top punch, whereas the bottom punch remained stationary at the bottom of the die during the densification process.
For each compact, approximately 0.7 g of switchgrass conditioned at 17.5 % w.b. moisture content was gravity filled in the cylindrical die and maintained at two temperature levels of 75 °C and 90 °C. After every run, both top and bottom punches and die contact surfaces were wiped with water to remove any binder that stuck on the surfaces. The top punch was inserted and kept in the cylindrical die to reach the same temperature as die sleeve and bottom punch after every run. The top punch was then retracted to fill the die with ground switchgrass and advanced to compress the material to form assemblies at desired pressure levels (Fig. 1).
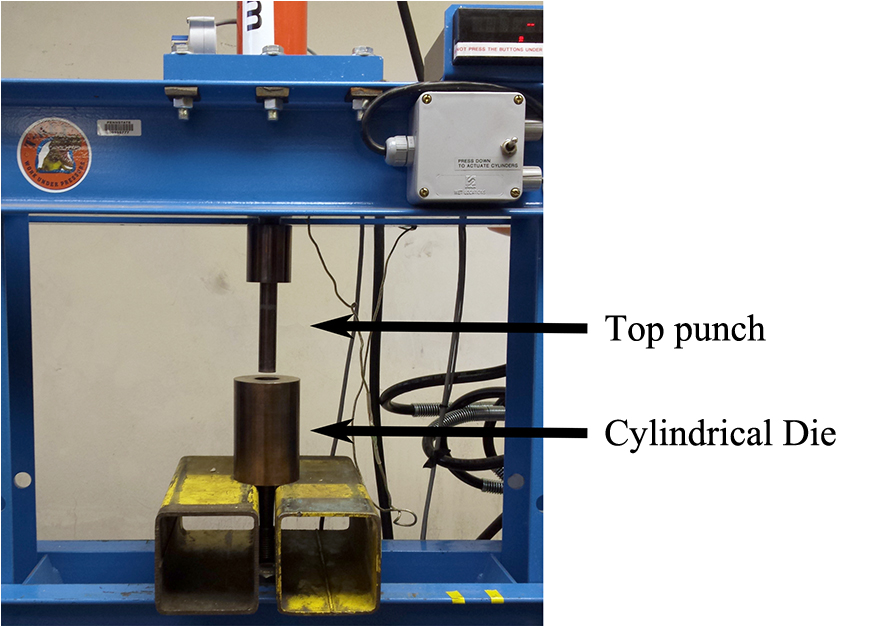
Die punch system attached to a universal testing machine (T-rex Test Stand with two double action actuators, Coopers Instruments & Systems©) to form densified ground biomass assemblies.
Switchgrass assemblies (Fig. 2) were formed at pressure and temperature given in Table 1. The diametral tensile strength of the assemblies was measured using a universal testing device (Instron model 3345, Norwood, MA) at a compressive speed of 0.1 mm/min to maintain a quasi-static load application state. The strength of the assembly was correlated with the inter-particle binding strength at the microscale level. In addition, densities of individual assemblies were determined by measuring the weight (± 0.01 g) and calculating the volume. For volume calculation, the assembly shape was assumed to be a cylindrical disc; its volume was calculated using the measurement of its height (± 0.01 mm) and diameter (± 0.01 mm).

Typical densified assembly formed at 60 MPa and 75 °C (a) top view and (b) side tilt view (Diameter = 21.8 mm and Height = 3.1 mm).
Bonded particles were extracted using a micro-mechanical device (Karamchandani A. et al., 2016b), which was inspired by MEMS chip design proposed by Zamil M.S. et al. (2014). This device consists of a piezoelectric motor-driven actuator (AG LS25, Newport, Bozeman, MT) and a 3D-printed force sensor beam (FSB) (Proto3000, Woodbridge, Ontario, Canada) (Karamchandani A. et al. (2016b).
Compliance of the device was verified by Karamchandani A. et al. (2016b) to avoid any error in the calculations. Formed assemblies were visually analyzed under a binocular 3.5x–90x zoom stereomicroscope (AmScope, SM- 3BZ-80S, Irvine, CA) to identify and extract bonded particles formed due to the applied pressure. Selected bonded particles were gripped on the silicon chips attached to the fixed and moving ends of the micromechanical tester. The tests were carried out by applying stepwise incremental displacement loading, i.e., 0.45 μm displacement for each step, under a direct optical microscope (VanGuard 1242MM, Kirkland, WA) observation. A 10× objective lens and an additional eyepiece of magnification 4× were used for the optical observation.
The inherent nature of densification imparts the rearrangement of particles during the process, thereby, making it difficult to initially select two particles in the batch and extracting them out as a single bonded specimen after the process for experimental testing. Additionally, to form a local bond by selecting only two particles and pressing them in a die punch experiment in the presence of higher temperature to activate the natural binders is not documented in the literature and could not be achieved. Therefore, the limitation of this study was that the two bonded particle specimens were randomly selected from the densified assemblies with some selection criteria. For selected specimens, mechanical and chemical bonds formed between the particles were evaluated by holding one particle with the tweezer and slightly shaking the specimen to verify that particles did not fall apart. Two bonded particle samples that were thought not to establish mechanical and chemical interparticle bonds usually fell apart because of this shaking or moving from one petri dish.
There was a wide spectrum of particle sizes in the ground switchgrass (D10 = 0.20 mm, D50 = 0.61 mm, and D90 = 1.4 mm, where subscript numbers represent intercepts of 10 %, 50 %, and 90 % of the cumulative mass) (Karamchandani A. et al., 2015). When harvesting two bonded particle samples, it was ensured that the total length of the specimen, including the bond formed between two particles, should be less than 2 mm. This was considered in accordance to capture the dislocation in the bond and the extension in particles in the camera frame of 2048 × 1644 pixels throughout the experiment.
In addition, the specimens were selected on the basis of the angle formed between two particles. The two bonded particles with acute angle (less than 90°) assemblies were rejected in order to avoid the possible error due to extension (increase) of the angle during bond dislocation testing. In addition, it was verified that there was no angular movement between the particles during the stretching process by measuring the angles between two particles in selected images. Five replicates were performed for each treatment.
For gripping bonded particles on the silicon chips, glue (GPMR6008, Great planes, Champaign, IL) was applied on chip surfaces on the fixed and moving ends of the micromechanical tester. The bonded particles were picked up carefully using precision tweezers and placed on the glued portion on both sides (fixed arm and moving arm). The particles were gripped to the silicon chips on both sides so that the bonded area remains in the air without any support from the silicon chips. This process ensured that the glue did not wick onto the particle being tested. A glue accelerator (PT28, Zap Pacer Technology, Ontario, CA) was used to expedite the curing of applied glue. Silicon chip was attached to each side (fixed arm and moving arm) of the micromechanical device.
The loading was applied in the direction of increasing the distance between two particles. Resistance to this loading was assumed to come from mechanical interlocking and chemical bonding between two particles. The force required to move two particles away from each other was measured along with the increasing distance. These force and displacement data were subsequently analyzed as summarized in Karamchandani A. et al. (2016b). A typical sample of the particle-particle bond is shown in Fig. 3.

A particle-particle bond sample on micromechanical tester. Left side is moving arm and the right side is the fixed arm.
Fig. 4 shows force-dislocation curves for particle-particle bond at four different treatments, i.e., 75 °C and 90 °C temperature and 60 MPa and 100 MPa pressure, (number of replicates, N = 5) from no load to failure. The resistance value, the slope of force-bond dislocation response from no load to failure, of particle-particle bond extracted from the assemblies formed at treatment A (60 MPa pressure while maintaining the temperature of cylindrical die and punches at 75 °C) was 0.955 ± 0.368 kN m−1. For treatments B (100 MPa at 75 °C), C (60 MPa and 90 °C), and D (100 MPa at 90 °C) resistance values were 0.986 ± 0.266 kN m−1, 0.550 ± 0.248 kN m-1, and 0.703 ± 0.249 kN m−1, respectively (Table 2). Because of the small sample size, a Mann-Whitney U test was performed (Table 3) to determine if there were differences in resistance of particle-particle bond between treatments (Table 2). The significance threshold was set at 0.05. None of the resistance to dislocation of particle-particle bond was significantly different (p > 0.05, Table 3). However, the trend of higher temperatures (Treatment C and D) producing higher bond resistance than lower temperatures (Treatment A and B) is clear. On the other hand, higher pressures (Treatment B and D) do not necessarily result in higher bond resistance (Treatment A and C).

Force-bond dislocation responses for (a) Treatment A (60 MPa and 75 °C), (b) Treatment B (100 MPa and 75 °C), (c) Treatment C (60 MPa and 90 °C), and (d) Treatment D (100 MPa and 90 °C) (Different marker represents different specimen).
| Specimen Number | Treatment A Pressure = 60 MPa Temperature = 75 °C |
Treatment B Pressure = 100 MPa Temperature = 75 °C |
Treatment C Pressure = 60 MPa Temperature = 90 °C |
Treatment D Pressure = 100 MPa Temperature = 90 °C |
|---|---|---|---|---|
| 1 | 0.445 | 0.784 | 0.346 | 0.497 |
| 2 | 0.754 | 0.784 | 0.289 | 0.570 |
| 3 | 1.026 | 0.809 | 0.498 | 0.604 |
| 4 | 1.153 | 1.273 | 0.791 | 0.719 |
| 5 | 1.399 | 1.280 | 0.825 | 1.125 |
| Mean | 0.955 | 0.986 | 0.550 | 0.703 |
| SD | 0.368 | 0.266 | 0.248 | 0.249 |
| Paired Treatments | Resistance of particle-particle bond (kN m−1) | Diametral Tensile Strength (kPa) | Assembly Density (kg m−3) |
|---|---|---|---|
| A and B | 0.834 | 0.0122 | 0.2963 |
| A and C | 0.144 | 0.0122 | 0.0122 |
| A and D | 0.296 | 0.0122 | 0.0122 |
| B and C | 0.142 | 0.0122 | 0.0122 |
| B and D | 0.059 | 0.0122 | 0.0122 |
| C and D | 0.531 | 0.0216 | 0.1437 |
The force-bond dislocation data was collected for the whole two bonded particle specimens, including the two particles and the bond formed between the particles. During the dislocation testing of bonded particles, the extension could manifest from the particles, and/or from the formed bond itself. Therefore, the proportion of binding strength, which is due to particle stretching and bond resistance, were deduced using the information from single particle tests of switchgrass (Karamchandani A. et al., 2016b).
The calculations for particle-particle bond resistance were performed assuming that the bond due to natural binders and two particles formed a three-spring assembly (Eq. 1), where k is the resistance of each component.
| (1) |
The resistance, i.e. stiffness, of single particle (Karamchandani A. et al. 2016b) was calculated for a perfectly aligned particle oriented perpendicular to the silicon chips on the micromechanical tester.
Extracted bonded particle specimens were bonded at an angle greater than 90° in their natural state. As a result, the bonded particle specimens were not perpendicularly aligned to the silicon chips (Fig. 3). For all treatments and replicates, the stretching from individual particles was less than 0.5 % of total stretching observed during the test of the particle-particle bond. Therefore, stretching due to individual particles was considered negligible (< 0.5 %) and the arrangement of these particles in the specimen did not significantly affect the calculation of springs in the series.
The average value of resistance for treatment B was highest among all four treatments, followed by treatment A. Both the treatments were temperature treated at 75 °C, which appears to be the factor of increased resistance for the bonded particles although the difference is not significantly different (p > 0.05). Bonded particle assemblies extracted from compacts formed under higher temperature (treatments C and D) resulted in less resistant particle-particle bond. More moisture escaped from the specimen extracted from the assemblies formed at a higher temperature as compared to assemblies formed at a lower temperature, which may have changed the chemical characteristics of the bond formed between the particles.
This result is in alignment with our previous study, where moisture played a crucial role in stiffness of the conditioned and unconditioned switchgrass particles (Karamchandani A. et al., 2016b). The bond dislocation for treatments A, B, C, and D was 53.0 ± 13.9 μm, 64.2 ± 33.2 μm, 52.2 ± 42.6 μm, and 89.4 ± 50.2 μm, respectively. It was also observed for the force-dislocation curves of bonded particles at different treatments that the force at the failure of the particles had large variation. The force at failure for treatment A, B, C, and D was 49.7 ± 24.7 mN, 66.7 ± 43.6 mN, 23.5 ± 15.0 mN, and 55.2 ± 28.0 mN, respectively.
In most cases, the specimen underwent small plastic deformation right before the failure, whereas some specimens were observed to have a brittle failure. This variation in particle-particle bond may appear due to the alignment of particles in the assembly and force experienced during the compression process in the single die punch system. To minimize this variation to some extent, selected specimens were randomly extracted from the bottom-most layers of the densified assemblies, which were exposed to the lower punch during the densification process.
Limitation of determining the exact bonding area (Fig. 3) between the two particles prevented us from performing stress-strain analysis on the collected force-bond dislocation data. Since there was no control in the sample preparation, i.e., forming or finding a particle-particle bond with regularly shaped particles with the known bond area, the higher uncertainties of assuming the bonding area produced large errors in subsequent calculations for modulus of elasticity. In addition to the limitation mentioned above, there was no control on the individual particle sizes and shapes of the samples constituting the two particles. This study aimed to develop a characterization protocol to determine mechanical response of a particle-particle bond at the microscale level, which are the building blocks of the assemblies. Accordingly, this section includes discussion on presented data as supporting evidence for this developed protocol. Information on the exact bond area between particle-particle will be necessary and insightful for further mechanical characterization at the microscopic scale in future studies in this field.
3.2 Macroscale properties of densified assembliesTable 4 lists mean and standard deviation values of diametral tensile strength and density of densified assemblies formed at four different treatments. Assemblies formed at 75 °C temperature at 100 MPa had the highest diametral tensile strength (60.9 ± 7.1 kPa), whereas, assemblies formed at 90 °C temperature at 60 MPa had the lowest diametral strength (7.2 ± 1.4 kPa). A Mann-Whitney U test was run on five samples of each treatment to determine if there were differences in strength of assemblies (Table 3 and 4). All pairs of macroscale strength of assemblies produced with treatments A, B, C, and D were statistically different (Table 4, p < 0.05).
| Treatment | Temperature (°C) | Pressure (MPa) | Diametral Tensile Strength (kPa) | Assembly Density (kg m−3) |
|---|---|---|---|---|
| A | 75 | 60 | 38.1 ± 2.3 | 619.5 ± 25.4 |
| B | 75 | 100 | 60.9 ± 7.1 | 655.7 ± 55.7 |
| C | 90 | 60 | 7.2 ± 1.4 | 421.7 ± 52.5 |
| D | 90 | 100 | 16.4 ± 6.4 | 472.5 ± 19.5 |
The density of individual assemblies followed the similar trend as the strength of assemblies. Because of a limited sample size, a non-parametric statistical test was used instead of typical parametric statistical mean difference test such as the t-test. A non-parametric test, Mann-Whitney U tests were performed on five samples of each treatment to determine if there were differences in density of assemblies. Differences in the bulk densities of switchgrass assemblies were statistically significant (p < 0.05) except differences between treatments A and B as well as C and D (p ≥ 0.05).
The increase in density due to increase in pressure aligned with studies conducted by other researchers (Gilbert P. et al., 2009; Mani S. et al., 2006). Gilbert P. et al. (2009) mentioned that the increase in pressure increases the compressive pellet strength and pellet density, whereas, increase in temperature up to 95 °C increases the pellet qualities. However, further addition of heat may have resulted in quality deterioration. A study conducted by Kaliyan N. and Morey R.V. (2009a) did not show any significant difference in densified biomass compressed at 100 MPa pressure at two different temperatures, i.e., 75 °C and 100 °C. The preheating of biomass grind was performed in a closed insulated chamber, which might have reduced the moisture escape from the densified material.
In contrast to this mentioned study, the density of densified assemblies formed at 75 °C (treatment B) and 90 °C (treatment D) were significantly different at 100 MPa pressure (p < 0.05). At higher temperature, the test sample dries out quickly during the compression process. For higher temperature (90 °C) treatment C and D, at 60 MPa and 100 MPa pressure respectively, the moisture loss during the process to form assemblies was 12.0 ± 0.2 % w.b. and 12.3 ± 0.2 % w.b., respectively. The moisture loss for treatment A and B (temperature 75 °C at 60 MPa and 100 MPa pressure) was 7.5 ± 0.5 % w.b. and 9.1 ± 0.5 % w.b., respectively, which was lower as compared to other two treatments. This moisture loss might have contributed to the lower densities of the assemblies formed at higher pressure. Since moisture is an essential component that behaves as both lubricant and binder (Kaliyan N. and Morey R.V., 2010), increased loss of moisture during the densification process could not assist in the activation of binders.
The assemblies formed at a lower temperature (75 °C) were on average 42.6 % denser compared to the assemblies formed at a higher temperature (90 °C). The set-up of these experiments conducted in this current study was different from the above mentioned previous studies conducted by various researchers. Therefore, a pronounced difference can be seen in the macroscale properties of assemblies as compared to data collected by several other researchers. In the next section, we correlated the microscale particle-particle properties to the macroscale quality metrics of densified assemblies formed using the same material.
3.3 Correlation between the resistance of particle-particle bond at microscale and macroscale assembly quality propertiesFig. 5a presents the correlation between the resistance of particle-particle bond at microscale and strength of densified assemblies at the macroscale. The resistance values tend to show a larger standard deviation, there seemed to exist a clear trend of higher bond resistance produced by higher temperature. Although this finding is limited by the lack of statistical significance, presumably due to the small sample size, there exist a clear trend of bond resistance to dislocation affected by temperature and pressure. The strengths of densified assemblies at different temperature and pressure levels are significantly different each other and the trend is in line with bond resistance of particles. It is thought that several particle-particle bonds collectively form the assemblies at macroscale and strengthen the macrostructure to hold the shape.

Correlation between (a) particle-particle bond resistance at the microscale to the diametral tensile strength of switchgrass assembly at the macroscale and (b) particle- particle bond resistance at the microscale to the density of switchgrass assembly at the microscale.
Based on the correlation, the strength of assemblies was linearly correlated to the resistance of particle-particle bonds (R2 = 0.838) that were the building blocks of these assemblies. Fig. 5b presents the correlation between the resistance of particle-particle bond at microscale and density of densified assemblies at the macroscale. The trends of relationships of strength and density of assemblies to particle-particle bond resistance are similar. Based on the correlation, the density of assemblies highly correlated to the resistance of dislocation of particle-particle bonds (R2 = 0.981).
The assemblies formed at lower temperature treatments (A and B–75 °C at 60 MPa and 100 MPa, respectively) were stronger than the assemblies formed at higher temperatures. Treatment B (75 °C at 100 MPa) formed strongest assemblies and had the highest resistance of particle-particle bonds, whereas the assemblies formed at 90 °C at 60 MPa (treatment C) were the weakest assemblies and had the most fragile particle-particle bond at the microscale. Although it is unknown, which chemical constituents contributed to the weakening of the bond at the higher temperature, the moisture loss and influence of moisture on the lignin could be the probable cause of these weak bonds.
The moisture loss at lower temperature was 5–7 %, whereas, moisture loss for assemblies formed at higher temperature was in the range of 9.6–12 %. At higher temperature, the moisture loss from the assemblies was substantially higher than for assemblies formed at a lower temperature. The lower moisture content, due to a higher rate of escape of moisture, in the formed assemblies resulted in a more brittle behavior at the particle-particle bond. In addition, lignin present in the switchgrass reaches glass transition temperature and gets activated in the presence of moisture at a temperature higher than 75 °C (Kaliyan N. and Morey R.V., 2009a). Higher moisture has been documented to decrease the glass transition temperature of the lignin. Although both temperatures in this study were in the lignin activation spectrum, a significant difference (p < 0.05) was observed in the densities and strength of the assemblies. The plasticizing effect of water on lignin is predominantly due to absorbed water at sites, and not the free volume of water, which significantly increases the molecular mobility that is accompanied by a decrease in thermal stability of lignin (Guigo N. et al., 2009).
In summary, we reasoned that the assemblies formed at higher temperature produced weaker bonds due to an insufficient amount of moisture at activation sites for lignin to undergo thermal softening. Presence of sufficient moisture at a low temperature can significantly improve the densified assembly properties. This observation provides strong evidence that stronger assemblies can be formed by modulating the amount of moisture for lignin activation without a large increase in temperature.
Force-dislocation curves were generated for particle-particle bonds extracted from assemblies formed at four different treatments; i.e., two pressure and two temperature values. Bonded particle assemblies extracted from compacts formed at higher pressure (at 100 MPa, temperature 75 °C and 90 °C) resulted in less resistant, i.e., more compliant, particle-particle bond. The resistance value of particle-particle bond extracted from the assemblies for treatments A (60 MPa and 75 °C), B (100 MPa at 75 °C), C (60 MPa and 90 °C), and D (100 MPa at 90 °C) were 0.955 ± 0.368 kN m−1, 0.986 ± 0.266 kN m−1, 0.550 ± 0.248 kN m−1, and 0.703 ± 0.249 kN m−1, respectively. At macroscale, the assemblies formed by applying same force at higher temperature were weaker as compared to assemblies formed at a lower temperature, although both temperatures were in the lignin activation spectrum. The diametral strength of formed assemblies at treatments A (60 MPa and 75 °C), B (100 MPa at 75 °C), C (60 MPa and 90 °C), and D (100 MPa at 90 °C) were 38.1 ± 2.3 kPa, 60.9 ± 7.1 kPa, 7.2 ± 1.4 kPa, and 16.4 ± 6.4 kPa, respectively. The densities of formed assemblies at treatments A (60 MPa and 75 °C), B (100 MPa at 75 °C), C (60 MPa and 90 °C), and D (100 MPa at 90 °C) were, 619.5 ± 25.4 kg m−3, 655.7 ± 55.7 kg m−3, 421.7 ± 52.5 kg m−3, and 472.5 ± 19.5 kg m−3, respectively.
Assemblies formed at the same temperature at higher pressure were stronger than assemblies formed at lower pressure. However, there was no significant difference between densities of the assemblies (p > 0.05). Increase in pressure was reasoned to bring immediate neighboring particles together, thus imparting more strength and higher density to the assembly. In this process, water supported the thermal softening of natural binders in the presence of heat. Therefore, the right combination of temperature, pressure, and moisture content should be achieved to form stable and stronger assemblies, which will further reduce the cost and energy of production of assemblies at a higher scale.
The microscale properties of particle-particle bonds were linearly correlated to the macroscale properties of densified assemblies. Diametral strength and densities of assemblies were linearly correlated to the resistance of particle-particle bonds (R2=0.838 and R2=0.981).
This scientific work was partly supported by USDA National Institute of Food and Agricultural Federal Appropriations under Project PEN04602 and Accession Number 1009850.
Apoorva Karamchandani
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/36_2019010_06.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
Apoorva Karamchandani is a doctoral candidate in the department of Agricultural and Biological Engineering at Pennsylvania State University, working under the supervision of distinguished professor Virendra Puri. She received a B. Tech. degree in agricultural engineering from G.B. Pant University, Uttrakhand, India and a master’s degree from Penn State in the same discipline. At Penn State, Apoorva is working in the field of powder mechanics including physical and mechanical characterization of particulates and compaction. Her research explores the ways to improve the efficiency of biomass densification process by developing a fundamental framework to predict end product quality.
Hojae Yi
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/36_2019010_07.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
Dr. Hojae Yi is a Research Associate at the Pennsylvania State University. He earned his Ph.D. degree from the Seoul National University in 2003. He joined the Pennsylvania State University as a visiting scholar in 2000 for one year where he started his researches on powder mechanics. Dr. Hojae Yi has been working at Department of Agricultural and Biological Engineering of the Pennsylvania State University since 2006. His current research interests include experimental studies and mathematical modeling on compaction and flow behavior of particulate materials with emphasis on the multiscale approach.
Virendra M. Puri
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/36_2019010_08.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
Dr. Virendra M. Puri, University Distinguished Professor, has researched in the field of powder mechanics for over three decades. He served as Acting Director of the Particulate Materials Center and co-authored numerous publications. He is co-inventor and holder of patents in powder flow, deposition, and compaction and has copyright for multi-purpose computational software on powder processing. Dr. Puri has served on several Editorial Boards, International Advisory Boards, and Chairpersons of bulk solids-related publications and professional activities. Professor Puri is member of KONA North Americas Editorial Board and Co-Editor-in-Chief of Particulate Science and Technology. He has received several teaching and research awards.