3. Results and Study
3.1 Relationship between disc diameter and particle size
Sn-3.5Ag-0.5Bi-5.9In-0.8Cu was heated to 230℃ and slowly dropped onto the disc at 0.88 kg/min. Fig. 2 shows the variations in the D50 average size of the atomized particles based on the disc diameter and rotation speed. The D50 average particle size decreased with an increase in the disc rotation speed or disc diameter. The average size of the particles atomized through centrifugal atomization is expressed in the following equation.10)
| \[
{\rm D}50 = (6.0 \times 10^{5}/2 \pi {\rm R}) \times \surd (12\gamma/\rho{\rm D}) \times 10^{2}
\] | (1) |
where R is the disc rotation speed (rpm), γ is the surface tension of the molten solder (N/m), ρ is the density of the molten solder (kg/m
3), and D is the disc diameter (m). Inserting the values for Sn-3.5Ag-0.5Bi-5.9In-0.8Cu of γ = 0.5 N/m and ρ = 7.49 × 10
3 kg/m
3 into (1), we obtain the following:
| \[
{\rm D}50 = 2.70 \times 10^{6}/({\rm R} \surd {\rm D} )
\] | (2) |
The difference between the D50 obtained from the experimental results and that derived from (2) is listed in
Table 1. In our study, if the disc diameter was no shorter than 30 mm, the difference between the experimental and calculated particle sizes was no greater than 11%. In addition, if the disc was 40 mm in diameter, the difference was no greater than 2%, thus revealing a higher degree of consistency between the experimental and calculated values. For a disc with a diameter of 40 mm, the disc rotation speed R and obtained particle size D50 have a linear relationship, as shown in the following equation.
| \[
{\rm D}50 = 1.07 \times 10^{6}/{\rm R}^{0.975}
\] | (3) |
Substituting a disc diameter of 40 mm into (2) yields the following:
| \[
{\rm D}50 = 1.35 \times 10^{6}/{\rm R}
\] | (4) |
The experimental results and calculated values were nearly identical when the coefficient of 1/R was 10
6 and the order of disk rotation speed R was 0.975 or 1.
Table 1
Difference between calculated values and experimental values.
| |
20mm |
30mm |
35mm |
40mm |
| 40000 rpm |
|
6.5 |
10.8 |
1.8 |
| 45000 rpm |
|
3.9 |
4.9 |
0.1 |
| 50000 rpm |
22.2 |
7.6 |
7.1 |
1.7 |
| 55000 rpm |
|
|
|
|
| 60000 rpm |
14.3 |
|
1.8 |
|
However, when the disc diameter was 20 mm, the particles obtained were 14% larger than the calculated particle size. The centrifugal force F(N) applied to the droplets of molten solder on the disc and the surface tension S(N) on the disc that restrained the droplets are shown, respectively, in the following two equations.
| \[
{\rm F} = (\pi /6)\rho {\rm d}^{3} {\rm r}\omega^{2}
\] | (5) |
| \[
{\rm S} = \pi{\rm d}\gamma
\] | (6) |
where ρ is the density of the molten solder (kg/m
3), d is the droplet diameter (m), r is the radius from the center of the disc (m), ω is the angular velocity (rad/s), and γ is the surface tension of the molten solder (N/m). The molten solder dripped onto the disc was subject to a force because of the spinning action of the disc, and spread out radially from the center. Then, when the centrifugal force F was greater than the surface tension S, the molten solder separated from the disc and formed droplets. If the disc diameter was smaller, the value of r in (5) was lower, and with the same angular velocity, the droplet size d was larger as a result of the balance between the centrifugal force F and surface tension S. The fact that the particle size was 14% larger than the calculated values for discs having 20 mm diameters may be explained by the fact that at a disc rotation speed of 60,000 rpm, a 20 mm diameter is too small for the centrifugal force F to match the surface tension S. If the disc diameter is 20 mm, then a higher rotation speed may reduce the particle size by increasing the centrifugal force F. However, the disc rotation speed required for the centrifugal force F to equal the surface tension S is 1.4 times greater for a 20 mm disc than for a 40 mm disc. Accordingly, to manufacture solder with finer particles, if the disc diameter is 20 mm, then a higher rotating speed is required for the motor compared with that for the 40 mm disc. This may not be suitable in the manufacture of solder with finer particles.
Figure 3 shows the particle size distribution width D75/D25. This affects the yield rate, which is important when manufacturing solder for industrial use. The particle size distribution width D75/D25 increases with the disc rotation speed. However, this width is different with a disc diameter of 20 mm compared to that with a 30, 35, or 40 mm disc. The values with these last three disc diameters are in the range of 1.42–1.6, whereas that for the 20 mm disc is larger at 1.95–2.11. To clarify the difference between these two classes of disc diameters, the particle size distributions for disc diameters of 20, 30, and 40 mm at a disc rotation speed of 50,000 rpm are shown in Fig. 4. When the disc diameter is 30 or 40 mm, a higher peak for the particle size distribution occurs, whereas the peak of the particle size distribution for a disc diameter of 20 mm is lower. Moreover, although the maximum particle size distribution is approximately 100 μm if the disc diameter is 40 mm, the distribution is wider for disc diameters of both 20 and 30 mm, with a maximum size of 200 μm. These particle size distributions reveal that if the disc diameter is longer, a narrow particle size distribution occurs. Because the maximum value of the particle size distribution is larger, if the disc diameter is smaller but the disc rotation speed is unchanged, the particle size may need to be larger for the centrifugal force F to match the surface tension S.

These results show that larger discs are more appropriate to manufacture fine particle solder. However, Kusaka reported that if the disc is larger, the particle size distribution width D75/D25 will be wider as a result of the separation of droplets from the inner circumference of the disc, as well as the circumference of the disc itself.4) The particle size distribution widths obtained in this study for disc diameters in the range of 20–40 mm are shown in Fig. 3, and we can assume that for discs larger than 40 mm, the particle size distribution width D75/D25 will be even greater.
3.2 Relationship between centrifugal force and particle size
Droplet diameter d is expressed as the balance between centrifugal force F and surface tension S. If centrifugal force F exceeds surface tension S, the material separates from the disc and forms droplets. Therefore, from (5) and (6), droplet diameter d is derived as follows:
| \[
{\rm d} = \surd 6 \gamma/\rho{\rm r}\omega^{2}
\] | (7) |
Assuming a fixed surface tension γ and density ρ, then a larger exponent rω
2, which represents the centrifugal force, facilitates finer particle manufacture. In the experimental results previously described, the experimental particle diameter D50 values for a disc with a diameter of 20 mm diverged significantly from the calculated values. Therefore, these data were removed.
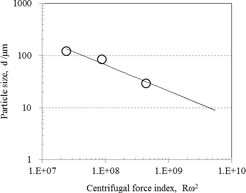
Figure 5 shows the particle diameter D50 values generated with disc diameters of 30, 35, and 40 mm plotted with reference to Rω
2. The difference between Rω
2 and particle diameter D50 yields a linear relationship, as expressed in the following equation.
| \[
{\rm D}50 = 5.92 \times 10^{6}/({\rm R}\omega^{2})^{-0606}
\] | (8) |
Based on (8), calculating the Rω
2 value needed to obtain a particle size of 12 μm yields 2.48 × 10
9. For a disc diameter of 40 mm, this requires a disc rotation speed of 106,400 rpm, which is faster than the typical disc rotation speed.
To describe the trend for a solder with a different alloy composition, experiments were conducted using Sn-13 mass%Sb, which has a surface tension γ/density ρ value that is close to that for Sn-3.5Ag-0.5Bi-5.9In-0.8Cu, with a disc diameter of 40 mm and rotation speeds between 10,500 and 45,000 rpm. The surface tension γ/density ρ value of Sn-3.5Ag-0.5Bi-5.9In-0.8Cu is 6.68 × 10−5 compared to 6.74 × 10−5 for Sn-13Sb, with the latter having a surface tension γ of 0.49 (N/m) and a density ρ of 7.27 × 103(kg/m3). Figure 6 shows the particle diameter D50 plotted against Rω2. These have a linear relationship that can be expressed as follows:
| \[
{\rm D}50 = 6.97 \times 10^{5}/({\rm R}\omega^{2})^{-0.502}
\] | (9) |
where the order of Rω
2 and coefficient of 1/Rω
2 are nearly identical to those of (8). Using (9) to calculate the Rω
2 needed to produce particles with a diameter of 12 μm yields a value of 3.11 × 10
9. For a disc diameter of 40 mm, this means a rotation speed of 119,000 rpm.
Therefore, to achieve a D50 average particle size of 12 μm with both Sn-3.5Ag-0.5Bi-5.9In-0.8Cu and Sn-13Sb, a disc rotation speed of approximately 110,000 rpm is advisable.
3.3 Particle manufacture using high-speed disc rotation
Figure 7 shows the D50 average diameter of the Sn-13Sb particles atomized at a disc rotation speed of 115,000 rpm with a disc diameter of 40 mm, and Fig. 8 shows the particle size distribution width D75/D25. Here, the experimental data from section 3.2 were used for disc rotation speeds of 45,000 rpm and less. In our study, the D50 average particle size for a disc rotation speed of 115,000 rpm was 12.8 μm, which was somewhat larger than expected and 8.5% greater than the D50 average particle size value of 11.8 μm calculated using (7). The reason for this may be slippage between the rotating disc and molten solder. Because slippage can be quite high when the disc rotates at a high speed, the ω value in (5) would be lower. For that reason, for centrifugal force F to match surface tension S, it is necessary to balance this with a large radius r or droplet diameter d. However, the maximum radius from the center of the disc is 40 mm. Therefore, this shortfall must be compensated by droplet diameter d. From this point forward, to produce even finer particles, taking countermeasures against slippage effects will be necessary because the slippage effect increases with the disc speed. In addition, the particle size distribution width D75/D25 increases with the disc rotation speed. However, we found a good value of 1.59 at 115,000 rpm in our study. Therefore, we could avoid the larger particle size distribution widths observed with the 20 mm diameter disc.

Table 2 lists the yields for particles with diameters of 12 μm or less and 25 μm or less. Although the yield for particles with diameters of 12 μm or less was 1.5% at 45,000 rpm, this increased to 42.6% at 115,000 rpm. Moreover, the yield for particles with diameters of 25 μm or less was as high as 96.5% at 115,000 rpm. A conventional hybrid method using gas atomization achieved a yield of 45.5% for particles with diameters of 25 μm or less at 30,000 rpm. When using the high-speed centrifugal atomization method, the yield for particles that were 25 μm or less was doubled compared with that using the conventional method. Further, particles of 12 μm or less could also be obtained in high yield. By increasing the disc rotation speed without using gas atomization, it was possible to stabilize the molten solder thickness on the disc surface, which resulted in a narrow particle size distribution.
Table 2
Yield change due to difference disc rotation speed.
| Disc rotation speed (rpm) |
10500 |
20000 |
45000 |
115000 |
| Yield of-12 μm (%) |
0 |
0 |
1.5 |
42.6 |
| Yield of-25 μm (%) |
0 |
0.2 |
29.9 |
96.5 |
Figure 9 shows scanning electron microscopy (SEM) photographs of solder particles manufactured with disc rotation speeds of 20,000 and 115,000 rpm. As these SEM photographs reveal, the particle diameters at 20,000 rpm were approximately 100 μm. However, at 115,000 rpm, many spherical particles were manufactured that were no greater than 25 μm in diameter.

The oxidation state of solder particles used in industry will affect their efficacy. Therefore, the oxygen content of the manufactured solder particles was measured and plotted in Fig. 10. In our study, the oxygen content increased with a decrease in the D50 average particle diameter and increase in the specific surface area of the particles. The oxygen partial pressure was maintained at a level of less than 30 ppm in the atomization chamber so that hardly any oxygen was present. However, because the solder contacted oxygen during processing after being removed from the atomization chamber, oxygenation may have occurred. For the industrial use of solder particles smaller than 25 μm, consideration should be given to their handling after atomization.

To further refine the particles, it is necessary to use even faster disc rotation speeds or further reduce the surface tension γ/density ρ in (7). However, in order to increase the disc rotation speed, it is necessary to solve the problem of slippage between the molten solder and rotating disc. Moreover, because the surface tension and density are inherent characteristics of metals, we do not believe that these can be dramatically improved. Therefore, the production of finer particles by means of centrifugal atomization may be limited to an average particle size D50 of approximately 10 μm.