Abstract
The age-hardening behavior and low friction characteristics of Cu-Sn-Bi alloy with 1.5 mass% nickel and 0.3 mass% sulfur (PBX alloy) have been investigated. The PBX alloy showed age-hardening when aged at the temperature range of 623 K to 743 K for over 0.6 ks after solution treatment at α+γ stable temperature. Peak hardness was obtained by aging at 673 K. After aging at the temperature range of 573 K to 743 K, the supersaturated solid solution part changed into eutectoid structure in which fine δ precipitated. The age-hardening of the PBX alloy showed a two-step hardening. The first step began within 0.6 ks and then hardness increased slowly with aging time. Aged at 673 K, the eutectoid matrix changed into a pine needle-shaped structure. The structure is a mixed structure of a bainitic structure and quasi-martensite having mid-rib structures in several places. Aged at 743 K, the macro crystal grain size did not change in 3.6 ks, but aging over 14.4 ks caused macro crystal grain refinement. The dynamic friction coefficient of the PBX alloy in an oil bath of 333 K was smaller than that of JIS CAC603 alloy due to the eutectoid structure of the α phase and fine δ phase.
This Paper was Originally Published in Japanese in J. JFS. 87 (2015) 861–867.
1. Introduction
Lead bronze castings that exhibit stable sliding characteristics are frequently used for sliding members of medium and high speed and high load applications such as metal bearings for machine tools and diesel engines and high pressure hydraulic pump parts. In recent years, there are moves prohibiting or reducing the inclusion of specific harmful substances in products such as lead and cadmium according to environmental regulations such as RoHS and ELV directives. Therefore, there is the growing needs in the industry for lead-free copper alloy castings for sliding members, and development of a lead-free bronze alloy having high seizure resistance comparable to lead bronze and low frictional resistance (dynamic friction coefficient) is demanded.
The surface texture which processes regular irregularities on the sliding surface has been studied as a means for improving the tribological characteristics from the progress of ultra-fine processing technology1–3) in recent years and has been reported to have the effect of low friction and low wear especially in the boundary lubrication state. Also, with friction of metal materials without contamination on the surface, the frictional force between dissimilar metals is lower than that between similar metals. These facts are important for considering the lubrication effect instead of the lead individual lubrication. For example, in the case of the eutectoid structure composed of an α phase and an intermetallic compound phase, different metals are in contact with each other locally. In particular, when hard and soft phases are layered like a pearlite structure, unevenness is formed as wear progresses, and it can be expected to generate surface texture.
We have developed a casting copper alloy which exhibits pearlitic nodules4), that is a eutectoid structure in which a larges amount of intermetallic compound (an ordered phase) are layered in as cast state by adding 1.0 mass% or less of sulfur to Cu-Sn-Ni-Bi type bronze alloy having nickel content of 2.0 mass% or less (hereinafter designated as the PBX alloy)5). In this alloy, the dynamic friction coefficient is lower and the seizure resistance is higher than these of the lead bronze casting JIS CAC 603 by the texture effect (hereinafter referred to as metallic texture) of the eutectoid structure where the hard phase and the soft phase alternate at the contact surface6). In addition, the PBX alloy shows age hardening properties when it is annealed in the α+δ phase temperature range after solution treatment in the γ phase region. This phenomenon is not observed in sulfur-free bismuth bronze such as JIS CAC 902 and 904, it is a phenomenon peculiar to PBX alloy7).
On the other hand, Cu-Ni-Sn type nickel bronze containing 5 to 20 mass% Ni shows age hardening, because of forming the modulated structure in which Sn-rich and Sn-lean zones are cyclically arranged by spinodal decomposition, and regulates in the Sn-rich zone and precipitation of lattice phases8). However, in Cu-Sn-Ni based alloys with nickel content of 2.0 mass% or less, there are no reports of spinodal decomposition or concentration fluctuation, and there are many unclear points about aging mechanism and precipitate phase of the PBX alloy.
Therefore, in this study, the solution treatment and aging treatment were applied to the PBX alloy to reprecipitate the ordered lattice phase, and the age hardening and the mechanism of the expression of the low friction coefficient were examined from the detailed observation of the precipitation behavior and the eutectoid structure.
2. Experimental Procedure
The PBX alloy was cast into the shell sand mold for JIS A tensile test piece and machined into a cylindrical specimen of 20 mm diameter and of 12 mm height from the grip portion of test piece. Table 1 shows the chemical composition of the PBX alloy analyzed by an ICP AEM system and a combustion infrared absorption analysis system (for sulfur only). In the materials of the composition used in this experiment, the influence of copper and tin on the transformation temperature is large. Therefore, the eutectoid transformation temperature considered in choosing the aging temperature shall be in accordance with the binary phase diagram of Cu-Sn system9) shown in Fig. 1, and the influence of other elements was neglected. Each specimen was quenched to room temperature after solution treatment at 803 K for 10.8 ks, so as to prevent disappearance of microsegregation between dendrites formed at the time of casting, and was heated again and aged for a predetermined time between 573 K and 743 K. At this time, as the sample was broken by water quenching, the quenching was forced air cooling. In the evaluation of specimens, hardness, microstructure, change of X-ray diffraction pattern, etc. were investigated. A position sensitive detector (PSD) and a copper target were used for the X-ray diffraction, and analysis was carried out after removal of the Kα2 diffraction peaks. Hardness was measured using Rockwell hardness tester on B scale. In the observation of microstructures, a ferric chloride hydrochloric acid alcohol solution was used for etching.
Table 1
Chemical composition of specimen, in mass%.
| |
Cu |
Sn |
Ni |
Zn |
Pb |
Bi |
S |
| PBX |
Bal. |
10.6 |
1.52 |
0.01 |
0.02 |
2.93 |
0.30 |
3. Experimental Results
3.1 Age hardening behavior
Figure 2 shows the change of the HRB hardness in specimens aged for 10.8 ks at 573–743 K after solution treatment. The hardness of the specimen with solution heat treatment was 5 HRB softer than as cast specimen, and change in hardness was small even when subjected to aging treatment at 573 K or less. Hardness increased significantly at 623 K or more, peaked at 673 K, then decreased at 743 K.
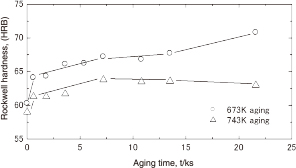
Figure 3 shows the change in hardness with respect to aging time at 673 K showing the peak hardness and at 743 K higher than the peak hardness. Either temperature showed an increase in hardness with an aging of 0.6 ks and peaked at 7.2 ks in the case of 743 K. In the case of 673 K, the increase in hardness due to aging was larger than 743 K and did not reach its peak even after 21.6 ks aging.
3.2 Effects of heat treatment on metallographic structure
As shown in Fig. 4, the aging at 743 K caused a notable change in macroscopic organization. Macroscopic crystal grains did not change until the aging time of 3.6 ks, but macroscopic crystal grains refined at 14.4 ks. In the case of dislocation introduced by external force, recrystallization occurs in a relatively short time. It is speculated that recrystallization after 3.6 ks or more has been recrystallized due to the introduction of large amount of dislocation due to large shear stress such as lattice transformation during aging. In the specimen with the time of 21.6 ks, further refinement advanced, macroscopic structure became blurred and unclear. In addition, that this macroscopic change was not observed in the specimen aged at 673 K.
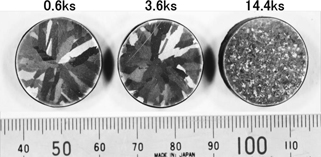
Figure 5 shows microstructures obtained by solution heat treatment of PBX alloy only and solution aging at 673 K and 743 K for 10.8 ks. The microstructure of as cast PBX alloy was similar to 673 K aged specimen. Copper sulfide (Cu2S) of tens of micrometers, intermetallic compound of copper and tin (δ phase: Cu4Sn) and fine spherical particles were observed between dendrites only by solution treatment. At aging temperature 673 K, fine intermetallic compounds precipitated to surround Cu2S and Cu4Sn, and changed to α + δ eutectoid structure where the dendrite structure clearly appeared. At the aging temperature of 743 K, the eutectoid structure between the dendrites was hardly etched, and the precipitated intermetallic compound was coarser than 673 K. The change of this eutectoid structure suggests that the base structure differs depending on the aging temperature, and it seems to be related to the difference in the hardness of the aging. Also, in the case of bismuth bronze such as JIS CAC904, no change in the microstructure due to fine precipitates or age hardening was observed.7) It is considered that the age hardening in this alloy was attributable to the eutectoid structure generated between dendrites.
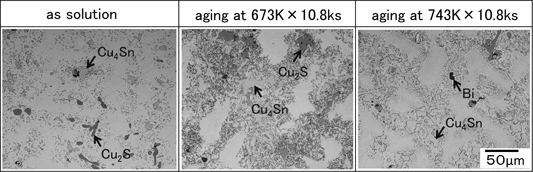
Figure 6 shows SEM observation of dendrite intervals. Figure 6 (a) shows only the solution heat treatment, Fig. 6 (b) shows the microstructure aged 10.3 ks at 673 K after the solution. Analysis with EDS revealed that the fine spherical particles observed between dendrites in Fig. 5 (a) are bismuth and their size is about several micrometers. In addition, undissolved intermetallic compounds and sulfides was also confirmed, and its stoichiometric composition was Cu4Sn and Cu2S.

In the field of view of Fig. 6 (a), only the α phase and the bismuth phase were observed, but undissolved δ phase and Cu2S were also observed in other fields of view. When aging at 673 K, growth of undissolved δ phase and many fine precipitates appeared as in Fig. 6 (b). In addition, a part of the α phase transforms into a pine-needle-shaped structure, and microcrystalline grains are refined to about 10 μm from the orientation indicated by the structure. There were many fine precipitates in the pine-needle-shaped structure, whereas precipitates grew flaky and decreased in number in untransformed α phase. Since precipitation occurs at nuclear places where stacking faults and dislocation densities are high, it is considered that pine-needle-shaped structure contains a large amount of dislocations and lattice defects. In addition, EBSD analysis verified that the area of the pine-needle-shaped structure increased with time and that the pine-needle-shaped structure consisted of not an fcc (α phase) but a bcc structure. This structural feature suggests that it was generated by diffusion-controlled phase transformation.
3.4 X-ray diffraction of aged specimen
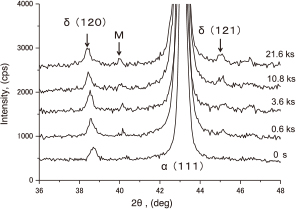
Figure 7 shows the aging time and the change in the X-ray diffraction patterns for the sample aged at 673 K after the solution treatment. Only the solution treatment, α (111) of the main diffraction line and the diffraction peak of δ (120) due to the intermetallic compound of copper and tin which was undissolved were observed.
In the aged specimens, small diffraction peaks were shown on both sides of the main diffraction line, and the diffraction intensity increased with progress of aging. The peak around 45 degrees showed good agreement with the diffraction peak of δ (121). On the other hand, the peak M appearing around 40 degrees agreed with the diffraction angle of neither α-Cu nor δ-Cu. Therefore, it is considered to be a metastable phase caused by the pine-needle-shaped structure.
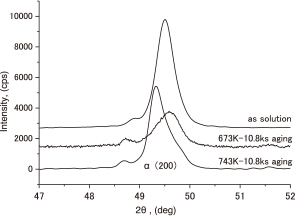
As discussed in Section 3.2, microstructures were different at aging temperature 673 K and 743 K. Figure 8 shows the α (200) diffraction line obtained by aging at 10.8 ks at these temperatures after solution treatment. The main diffraction line of the specimen only solution treatment was normally distributed, and a small peak adjacent to the low angle side (around 48.8 degrees) was observed. When aging at 673 K, the intensity of the main diffraction line decreases but it moves to the high angle side while maintaining the normal distribution, and adjacent small peaks are recognized independently. In this case, it is presumed that the solid solution element decreases due to precipitation, the crystal lattice shrinks, and the atomic scattering factors such as the matching distortion between the intermetallic compound precipitated by aging and the stacking fault are increased. On the other hand, when 10.8 ks aged at 743 K, the normal distribution of the main diffraction line collapsed and moved to the low angle side. In this case, it seems that the crystal lattice has unevenly expanded during the precipitation process, and it is inferred that not the concentration change of the solid solution element but the tensile strain accompanying the phase transformation occurred. In addition, even at 743 K, small peaks adjacent to each other were observed independently, suggesting that metastable phases having the same crystal system were formed and grown in the aging process, but details are unknown.
4. Discussion
4.1 Phase transformation of PBX alloy
Bainite transformation10) is one mode of phase transformation accompanied by rich precipitation of solute atoms by individual motion of each atom. In Cu-Sn alloys, the γ phase of DO3 ordered structure performs eutectoid transformation at 793 K. Slow cooling or isothermal annealing at 793–723 K induces pearlitic transformation to α+δ, whereas isothermal annealing at 723 K or lower encourages bainite transformation to γB + δ11). It is noteworthy that γB has a hcp structure and that it does not appear in the phase diagram of Fig. 1.
The PBX alloy aged at 673 K demonstrated fine precipitates as well as the pine-needle-shaped structure, suggesting that the bainite transformation of γ B + δ took place. This case is interpreted as diffusion-controlled hardening behavior as in Fig. 3, but initial hardening in which hardness increased greatly by aging of only 0.6 ks cannot be explained.
Figure 9 shows a magnified view of the pine-needle-shaped structure in Fig. 6(b). The matrix was similar to bainite (γB) in steel, and a martensite-like structure was intermingled having a mid-rib structure with partial surface relief (dashed line in Fig. 9(b)). This result suggests that a hardness rise in the early stages of aging is based on strengthening because of martensite-like formation.
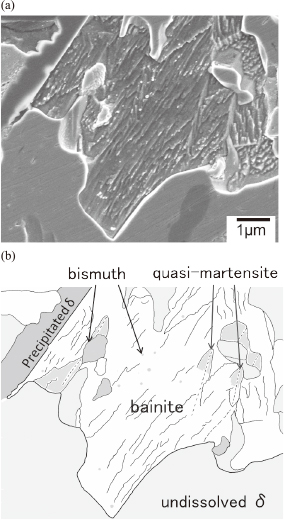
Figure 10 is a backscattered electron image from the eutectoid structure of the PBX alloy aged for 21.6 ks at 743 K. The microstructure grains are as large as about 10 µm in mean particle diameter because the growth was inhibited by δ precipitates, as indicated by the arrow. Bondt et al.11) reports pearlitic transformation of Cu-Sn alloy to α+δ at this temperature. Each grain presents a thin lamellar structure, but the lamellar spacing is extremely narrower as compared with the pine needle-shaped structure of Fig. 9(a). This structure is not presumed to be the multilayer of α and δ like perlite of ferrous materials, but steps resulting from stacking faults in α phase12), or merely the lamellar appearance of α (fcc) and δ (hcp) attributable to (111) fcc// (0001) hcp relation13).

Refinement of macro grains took place in specimens aged for 14.4 ks at 743 K, as shown in Fig. 4. Precipitated δ in Fig. 10 was broadly distributed in a diameter of 0.1–1 µm. Also, δ on recrystallized grain boundaries were coarsened because of Ostwald ripening. In general, the size distribution of precipitated particles is narrow in a diffusion-controlled system and broad in an interfacial reaction-controlled system14). Accordingly, precipitation in this specimen is assumed as interfacial-reaction-controlled. In an aging process, δ closely precipitates between highly supersaturated dendrites at first, then Ostwald ripening prevails according to an interfacial reaction control mechanism afterward. It is assumed that the volume discrepancy between δ and the matrix extends because adjacent grains interfere as the grain growth of δ advances, and because a stress field involving plastic deformation occurs around each particle to cancel this discrepancy. If individual atomic motion is superposed onto dislocations taking place in a stress field, then it is presumed that sub-boundaries are generated to absorb lattice defects in grain. When aged at 743 K, slow diffusion of Sn in Cu allows particles on sub-boundaries with many defects to coarsen preferentially, so that the stress field surrounding particles might be enhanced. The continuous process of the above sequence is presumed to encourage dynamic recrystallization toward grain refinement. No macroscopic structure refinement was observed in specimens aged at 623 K. Because of rise of recrystallizing temperature by Sn and Ni as solute elements of the PBX alloy and the low growth rate of precipitated particles are considered.
4.2 Friction characteristics and metallographic texture
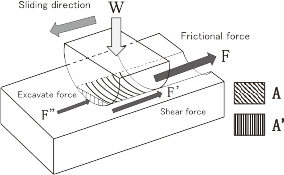
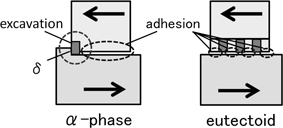
Frictional force F occurs between two metal pieces that are mutually sliding in response to load W, as depicted in Fig. 11 and expressed by eq. (1), which combines Force F′ that shears adhesion generated by plastic deformation of unevenness on a friction surface and excavate force F′′ that occurs when a hard object moves the contacting parts immersed in a soft object.
| \[{\rm F = F' + F'' = A \tau + A'H}\] | (1) |
In that equation, A stands for the real contact area, A′ represents the breakout area, τ denotes the shear strength, and H signifies hardness.
Dynamic friction coefficient μd is given as frictional force divided by load and is expressed by eq. (2)15):
| \[\mu_{\rm d} = {\rm F/W = F/AH = \tau /H + A'/A.}\] | (2) |
Equation (2) shows that μd gets smaller when τ and A′ are smaller or H and A are greater. A′ is far smaller than A in general, so that what is necessary to reduce μd is merely to decrease τ/H. A soft material with small τ has great A at a contact region, whereas a hard material with small A shows great τ. Consequently, it is considered that both advantages are obtained simultaneously in a eutectoid structure consisting of a soft phase and a hard phase. Microstructures of different hardness, primary α (HV 100) and α + fine δ eutectoid structure (HV 150), are intermingled in the PBX alloy. Accordingly, the PBX alloy and lead bronze JIS CAC603 (LBC3) with no fine eutectoid structure were subjected to ring-on disk frictional wear test6), and dynamic friction coefficients were compared. The test was conducted by 2-hour operation in SAE 10 W Class engine oil at 333 K on the friction conditions of a circumferential velocity of 5 m/s and a pushing pressure of 5 MPa (PV = 1,500 MPa-m/min). Table 2 presents the average friction coefficient obtained using the frictional wear test and the matrix hardness of the specimens. The PBX alloy with the metallographic texture of eutectoid structure is harder than JIS CAC603 by 15% in HRB. The average friction coefficient is as extremely small as 0.04. The sliding surfaces after the test were smooth. No unevenness was observed.
Table 2
Friction coefficient and hardness of specimens.
| |
Average friction coefficient, μ |
Hardness, HRB |
| PBX alloy |
0.04 |
69 |
| CAC603 |
0.06 |
60 |
Figure 12 shows schematically drawing friction behavior attributable to different matrix microstructure between JIS CAC603 with α + granular δ and the PBX alloy with α + fine δ eutectoid structure.6) Because adhesion is apt to occur in α phase, JIS CAC603 having a great areal fraction of α phase in the matrix requires a great force τ to shear the adhesion. In addition, when the soft phase is worn out and the remaining hard δ phase is exposed and projects, excavate force F′′ to scratch the contacting material occurs. However, the PBX alloy requires a smaller force τ to shear adhesion because of high matrix hardness and point contact on the adhesion surface of the eutectoid structure being divided by intermetallic compound, i.e., τ/H in eq. (2) is smaller. Furthermore, it is presumed that stretched and flaky intermetallic compound precipitates are so finely distributed in the PBX alloy that area A′ of projecting and biting the mating material is small even when friction advances, so that excavate force F′′ is small and negligible. This mechanism is assumed to have made a difference in dynamic friction coefficients.
5. Conclusion
Bismuth bronze containing 1.5 mass% of Ni and 0.3 mass% of S (PBX alloy) was subjected to solution treatment and aging. An intermetallic compound phase was re-precipitated. The mechanism of age hardening and low friction characteristics was discussed based on detailed observation of the precipitation behavior and eutectoid structure. The following major results were obtained.
(1) Cu-Sn-Ni-Bi-S PBX alloy exhibited age hardening by aging at 623–743 K after solution treatment. Peak hardness was attained by aging at 673 K. Two-step hardening behavior was observed, in which the hardness rose drastically by aging for only 0.6 ks at any temperature. Then hardness increased gradually with aging time thereafter.
(2) The matrix of the PBX alloy aged for 10.8 ks at 673 K performed phase transformation to a pine-needle-shaped structure containing fine precipitates, where microscopic grains were refined to about 10 µm. In addition, a martensite-like structure was intermingled, having a mid-rib structure with partial surface relief. This intermingling suggests that the hardness rise in the early stages of aging is based on strengthening because of martensite-like structure formation. The subsequent hardness rise occurs because of advanced phase transformation.
(3) By aging of the PBX alloy at 743 K, no change was observed in macroscopic grains until aging time of 3.6 ks, but their refinement was observed at 14.4 ks. This result is hypothesized as occuring because of dynamic recrystallization related to a stress field involving plastic deformation caused by interference between precipitated particles when δ phase precipitating adjacently conducts Ostwald ripening.
(4) The dynamic friction coefficient of the PBX alloy in oil at 333 K was smaller than that of JIS CAC603. It is considered that because the adhesion was divided by intermetallic compound precipitates, so that a smaller force was required for shearing it, and the excavate force for flaky intermetallic compound precipitates was negligibly small.
REFERENCES
- 1) H. Sawada, K. Kawahara, T. Ninomiya, A. Mori and K. Kurosawa: Journal of the Japan Society for Precision Engineering, Contributed Papers 70 (2004) 133. 10.2493/jspe.70.133
- 2) I. Etsion: Tribol. Lett. 17 (2004) 733. 10.1007/s11249-004-8081-1
- 3) A. Erdemir: Tribol. Int. 38 (2005) 249. 10.1016/j.triboint.2004.08.008
- 4) R. Watanabe: Precipitation in Alloys, ed. by T. Takeda and S. Koda, (Maruzen, 1972) p. 223.
- 5) Ishikawa Prefecture of Japan, Akashi Gohdoh Inc., Kaibara Corp., Chuetsu Metal Works Co., Ltd., Tobata Seisakusho Co., Ltd., Matsubayashi Co., Ltd., Riko Kihara Corp. and Japan Non-Ferrous Alloy Casting Association: Japanese Patent No. 4806823.
- 6) K. Funaki, T. Minamikawa, T. Okane, T. Kobayashi, T. Maruyama and T. Akashi: J. JFS 83 (2011) 513.
- 7) K. Funaki, K., T. Kobayashi, T. Akashi, and S. Koizumi: Reports of the Japan Foundry Engineering Society Meeting 163 (2013) 28.
- 8) M. Miki and Y. Ogino: J. Jpn. Inst. Met. Mater. 47 (1983) 602. 10.2320/jinstmet1952.47.7_602
- 9) S. Oya, M. Tsukuda, S. Inoue and M. Sugiyama: Nonferrous Alloy Castings, Foundry Technology Lecture Series, Vol. 5, ed. by Editorial Board for Foundry Technology Lecture Series, (Nikkan Kogyo Shimbun, Ltd., 1967) pp. 6–9.
- 10) Z. Nishiyama: Martensitic Transformation – Application, (Maruzen, 1974) pp. 71–83.
- 11) M. De Bondt and A. Deruyttere: Acta Metall. 15 (1967) 993. 10.1016/0001-6160(67)90264-7
- 12) T. Saburi and C.M. Wayman: Trans. Metall. AIME 233 (1965) 1373.
- 13) H. Delaey, G.A. Sargent and T.B. Massalski: Philos. Mag. 17 (1968) 983. 10.1080/14786436808223178
- 14) T. Sakuma: Materia Japan 20 (1981) 247.
- 15) M. Muraki: Tribology, (Nikkan Kogyo Shimbun, Ltd., 2007) pp. 8–9.