Abstract
Optimal laser scanning parameters to densify commercial-purity aluminum, fabricated using selective laser melting (SLM), were studied using an SLM machine equipped with a 400 W Yb fiber laser. The SLM samples with a relative density of 99.7% were obtained. The microstructures and the thermal and mechanical properties of the dense SLM samples fabricated using the optimal laser scanning parameters were investigated. The as-fabricated SLM samples had granular microstructures of aluminum, silicon, and/or iron oxides dispersed finely (~0.3 μm) due to the rapid solidification by laser irradiation. The mechanical properties were thus confirmed to be excellent (ultimate tensile strength: 110 MPa, proof stress: 90 MPa, breaking elongation: 30%). The thermal conductivity of the SLM sample was approximately 200 W/m·K, which was slightly inferior to that of the wrought commercial-purity aluminum (230 W/m·K). The effect of annealing on the properties of the SLM samples were also investigated. The thermal conductivity of the SLM sample annealed at 450℃ for 10 minutes increased to the same value as that of the wrought commercial-purity aluminum, although both the proof stress and breaking elongation were slightly decreased.
This Paper was Originally Published in Japanese in J. JILM 66 (2016) 167–173.
1. Introduction
Additive manufacturing (AM), also known as 3D printing, is a layer-wise process used to produce 3D objects based on the slice data produced by 3D CAD data. Selective laser melting (SLM) can produce 3D metal objects by melting metal powders using laser irradiation and stacking the resulting layers. SLM can produce complex 3D metal structures in a relatively short time, which are impossible to fabricate with other conventional manufacturing methods (ex. machining, forming, and casting). Therefore, SLM is receiving more attention as a manufacturing method for producing products in small quantities of various machinery parts and molds as well as for producing prototypes1–3).
SLM with aluminum powders is expected as potential applications for light weight components and heat controllable parts (heat exchanger, heat sinks etc.) in areas such as the aerospace and automotive industries4,5), which take advantage of the low-density and/or high thermal conductivity of aluminum. It is difficult to densify aluminum materials fabricated using conventional SLM machines equipped with the CO2 lasers since aluminum has a high reflectivity to the CO2 laser6) and high thermal conductivity. This is due to the lack of input heat required for melting aluminum powder by the high reflectivity (low absorbability) of the CO2 laser with a relatively longer wavelength of 10.6 μm5).
Under such situation, SLM machines equipped with the Yb (ytterbium) fiber laser have been developed in recent years. The wavelength of the fiber laser (approximately 1.07 μm) is shorter than that of the CO2 laser, which leads to low laser reflectivity (high absorbability)6). Therefore, densification of aluminum SLM materials could be achieved via the direct melting of aluminum powders by laser irradiation. Aluminum materials with high density (a relative density of more than 99.5%) could be obtained using the SLM machines equipped with the Yb fiber laser and powders of aluminum casting alloys, such as Al-10%Si-0.4%Mg (ISO-AlSi10Mg, equivalent to JIS-ADC3)7–14), Al-7%Si-0.3%Mg (ISO-AlSi7Mg0.3, JIS-AC4CH)15), Al-12%Si (ISO-AlSi12, equivalent to JIS-AC3A)16), and Al-20%Si17). Moreover, it was found that SLM can produce materials with fine (sub-micron ordered) microstructures and excellent mechanical properties, since the cooling rate of the SLM process is extremely high (estimated at approximately 1 × 106 K/s)7). Meanwhile, aluminum SLM materials of casting alloys have low thermal conductivity compared with wrought aluminum materials, used in applications such as heat exchangers and heat sinks18); this is because the casting alloys contain many solute elements (e.g. silicon), and form large quantities of crystallized phase during solidification, which are scattering factors for the conduction electrons. Therefore, the development of aluminum SLM materials with high thermal conductivity is desired. Commercial-purity aluminum, which contains little solute elements, generally shows high thermal conductivity19). Therefore, the SLM materials fabricated with commercial-purity aluminum powder can also offer high thermal conductivity. However, the SLM with commercial-purity aluminum powder has been rarely studied.
In this study, we investigated the optimal laser scanning parameters to densify SLM samples of commercial-purity aluminum using a SLM machine equipped with an Yb fiber laser. Then, the microstructures and the thermal and mechanical properties of the commercial-purity aluminum SLM samples fabricated using the optimal laser scanning parameters, were evaluated. We also investigated the effect of annealing on the microstructures and properties of the SLM samples fabricated using the optimal laser scanning parameters.
2. Experimental Procedure
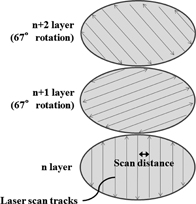
Samples were fabricated using an SLM machine (EOSINT M280, EOS GmbH) equipped with an Yb fiber laser of 400 W class (beam diameter: approximately 0.1 mm). Commercial-purity aluminum powder atomized by nitrogen gas in air was provided by Toyo Aluminium K.K. and was used to fabricate the SLM samples. The average particle diameter of the powder was 22.5 μm. Figure 1 shows an SEM image of the powder. Columnar-shaped samples for densification (diameter: 8 mm, height: 15 mm) were fabricated in an argon atmosphere (residual oxygen concentration: approximately 0.1%) varying the laser power, scan velocity, and scan distance within the range shown in Table 1, at a constant layer thickness of 0.03 mm. The laser scanning pattern was rotated 67° layer by layer as shown in Fig. 2. The density of the SLM samples was measured by the Archimedes method, which evaluates from the weight and apparent volume of the samples, and their relative density to the true density of A1060 commercial-purity wrought aluminum (2.70 g/cm3) was calculated. The optimal laser scanning parameters were determined as the conditions under which the highest density could be achieved.

Table 1
Laser scanning parameters.
| Layer thickness (mm) |
0.03 |
| Laser power (W) |
200–370 |
| Scan velocity (mm/s) |
400–2600 |
| Scan distance (mm) |
0.08–0.16 |
The chemical composition of the powder and SLM samples was measured by inductively coupled plasma emission spectrometry (ICP-AES). Oxygen content in the powder and SLM samples was analyzed by inert gas fusion - infrared absorption spectrometry.
Vertical and horizontal planes (Fig. 3) of the SLM samples were mirror-polished and etched with 10% NaOH. The microstructures were observed using an optical microscopy (OM), field emission scanning electron microscopy (FE-SEM: JSM-6301F, JEOL), and an electron backscatter diffraction system (EBSD: OIM7.1, TSL) attached to a field emission scanning electron microscopy (ERA-8900FE, ELIONIX).
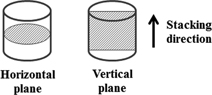
The thermal properties were evaluated from the thermal conductivity measured by the laser flash method, using a thermo-physical property analysis device (TC-7000H/SB-2, ULVAC RIKO). Disk samples (diameter: 10 mm, thickness: 3.5 mm) were fabricated using the optimal laser scanning parameters in both parallel (0°) and perpendicular (90°) directions to the stacking direction shown in Fig. 4. Both surfaces of the disks were polished to a thickness of approximately 3.0 mm.
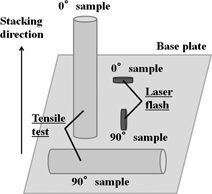
The mechanical properties were evaluated by tensile tests using a universal materials testing machine (M4206, INSTRON). Cylindrical bars (diameter: 6 mm, length: 38 mm) were fabricated using the optimal laser scanning parameters in both parallel (0°) and perpendicular (90°) directions to the stacking direction, as shown in Fig. 4. Tensile samples were machined into dumbbell shapes (diameter: 3.5 mm, length: 18 mm, at the parallel section) from the bars. Figure 5 shows the photo of a tensile sample. The cross head speed in the tensile tests was 1 mm/min. Proof stress at 0.2% nominal strain (YS) was measured from the nominal stress - nominal strain curves obtained by a strain gauge attached on one side of each tensile sample.
SLM samples for heat treatment were annealed in air at 350, 400, 450, 500, 550℃ for 10 minutes, and were subsequently furnace-cooled.
3. Results and Discussion
3.1 Optimization of laser scanning parameters
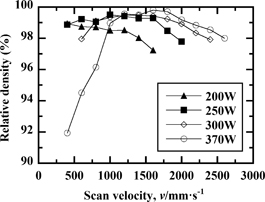
Figure 6 shows the relative density of commercial-purity aluminum SLM samples fabricated varying laser power and scan velocity at a constant scan distance of 0.1 mm. The relative density of the SLM samples fabricated at a laser power of 200 W increased with decreasing the scan velocity, and the maximum relative density was 98.9% at a scan velocity of 400 mm/s. The density of the SLM samples fabricated at a laser power of more than 250 W decreased at higher or lower scan velocity. The range of scan velocity by which the SLM samples with a high relative density of more than 99% were obtained was confirmed.
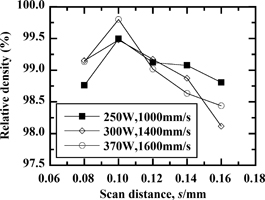
The effect of scan distance on the relative density was investigated by varying the scan distance when using the three constant laser power and scan velocity conditions (laser power, scan velocity: 250 W, 1000 mm/s; 300 W, 1400 mm/s; 370 W, 1600 mm/s), which were identified as the conditions under which the SLM sample with the highest relative density could be obtained for each laser power. The results are shown in Fig. 7. The peak of the relative density was confirmed at a given scan distance for each laser power and scan velocity condition investigated.
From these results, the relationship between the input energy density applied to the powder layer by laser irradiation and the relative density of the SLM samples will be discussed. The input energy density Ed (J/mm3) is expressed below using the laser power P (W), scan velocity v (mm/s), scan distance d (mm), and layer thickness t (mm)20–23).
| \[\boldsymbol{E_d} = \boldsymbol{P}/(\boldsymbol{v} \cdot \boldsymbol{d} \cdot \boldsymbol{t})\] | (1) |
Figure 8 shows the relative density of the SLM samples plotted as a function of the input energy density (Ed), calculated from the relationship between the laser scanning parameters and the relative densities shown in Fig. 6 and 7. The relative density of the SLM samples decreased at both higher and lower input energy densities. The observed decreases were considerably more pronounced at the input energy density exceeding 100 J/mm3. The conditions at which the SLM samples with a high relative density (more than 99%) could be obtained, were concentrated in the range of Ed = 60–80 (J/mm3). From these results, commercial-purity aluminum SLM samples can be densified by controlling the input energy density optimally.

Figure 9 shows optical micrographs of horizontal planes of commercial-purity SLM samples fabricated under the conditions of the (a) low- (41.7 J/mm3) and (b) high- (308.3 J/mm3) input energy density. The porosities in the sample fabricated under the (a) low-energy density condition were irregularly shaped with un-melted powder particles. These features suggest that the decrease in the relative density of the SLM sample fabricated under the low-energy density condition was attributed to the incomplete melting of the powder layer, due to an insufficient energy supply from laser irradiation. Meanwhile, the SLM sample fabricated under the (b) high-energy density condition contained abundant spherical gas pores. During the melting process at the high energy density condition, considerable sputters of molten and solidified metals were generated by the laser irradiation. This phenomenon was attributed to the increased fluidity of molten metals due to the excessive increase in temperature above their melting point via the induced high input energy density. Additionally, the main gas contents in the pores were estimated from our previous study7,15) to be argon from the atmosphere in the building chamber and hydrogen dissolved in the powder. These factors would explain the presence of gas pores in the SLM samples fabricated under the high input energy density condition. Argon gas in the building chamber was rolled in, and the hydrogen dissolved in the powder was released and trapped, due to the active flow of the molten metal by the excess energy input.

From the above results, we determined the optimal laser scanning parameters (laser power: 370 W, scan velocity: 1600 mm/s, scan distance: 0.10 mm, layer thickness: 0.03 mm) to obtain commercial-purity SLM samples with the highest relative density. The relative density of the SLM samples fabricated using the optimal laser scanning parameters was 99.7%. Figure 10 shows an optical micrograph of the horizontal plane of the commercial-purity aluminum SLM sample fabricated using the optimal laser scanning parameters. The samples actually had high relative density with a few small porosities (less than 10 μm in size).
3.2 Microstructure and properties
Figure 11 shows optical micrographs and SEM images of etched horizontal and vertical planes of a commercial-purity aluminum SLM sample fabricated using the optimal laser scanning parameters. The optical microstructure in the horizontal plane was oval, and that in the vertical plane was semi-circular. The microstructures were equal in width to the laser beam diameter (approximately 0.1 mm), and therefore they are laser scan traces judging from their size and morphology. In the SEM images, granular microstructures finely dispersed (less than 0.3 μm) in the aluminum matrix were observed both in the horizontal and vertical planes. Table 2 shows the chemical composition of the commercial-purity aluminum powder and an SLM sample fabricated using the optimal laser scanning parameters. Although small amount of iron and silicon impurities were present, the difference in the chemical composition between the powder and SLM sample was not confirmed. Table 3 shows the oxygen content of the powder, an SLM sample fabricated using the optimal laser scanning parameters, and an A1060 commercial-purity wrought aluminum plate for comparison. Both the powder and SLM sample contained large quantities of oxygen compared with the wrought material. The large amount of oxygen would be attributed to aluminum, silicon, and/or iron oxides, which were formed on the surface of the powder during atomizing and remained in the sample after SLM. It is presumed from these results that the fine dispersed granular microstructures shown in the SEM images (Fig. 11) consist of aluminum, silicon, and/or iron oxides. Namely, the granular microstructures were considered to be formed in the following manner: the powder was melted instantly by laser irradiation and the oxides on the surface of the powder were divided and remained in a finely dispersed state due to the rapid solidification.
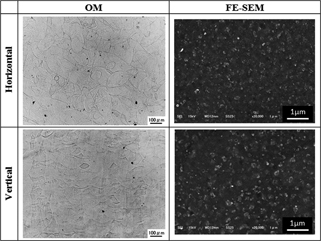
Table 2
Chemical compositions of commercial-purity aluminum powder and SLM sample fabricated using optimal laser scanning parameters (mass%).
| |
Cu |
Fe |
Si |
Mn |
Mg |
Zn |
Ti |
Al |
| Powder |
<0.01 |
0.12 |
0.05 |
<0.01 |
<0.01 |
<0.01 |
<0.01 |
Bal. |
| SLM sample |
<0.01 |
0.12 |
0.05 |
<0.01 |
<0.01 |
<0.01 |
<0.01 |
Bal. |
Table 3
Oxygen content in commercial-purity aluminum powder, SLM sample fabricated using optimal laser scanning parameters, and A1060 wrought material.
| |
Oxygen content (ppm) |
| Powder |
1636.5 |
| SLM sample |
1240.6 |
| A1060 wrought material |
4.9 |
Figure 12 shows IPF maps and pole figures, analyzed by EBSD, of horizontal and vertical planes of an SLM sample fabricated using the optimal laser scanning parameters. The sample coordinate system was set the stacking direction as ND and the parallel directions to the horizontal planes as RD and TD. A clear texture of the (101) plane developed toward the ND was formed in the horizontal plane. Columnar crystallographic microstructure elongated along the ND axis was observed in the vertical plane. When beads were formed by melting the powder layer by laser irradiation, the crystallographic direction was considered to be succeeded from the lower layer due to re-melting the lower solidified several layers. Additionally, heat flow directed from the upper to lower layers was generated. Therefore, the texture was formed by the unidirectional solidification of the columnar microstructure with a <101> preferred orientation along the ND axis.

Figure 13 shows the thermal conductivity of the commercial-purity aluminum SLM samples fabricated using the optimal laser scanning parameters. The thermal conductivity of well-known SLM samples of Al-10%Si-0.4%Mg (ISO-AiSi10Mg) alloy and a wrought material of the same composition (A1060-O plate)24) are also shown in Fig. 13 for comparison. The thermal conductivity of the commercial-purity aluminum SLM samples was approximately 200 W/m·K, which was 1.5 times higher than that of the Al-10%Si-0.4%Mg SLM sample. On the other hand, the value was 20–30 W/m·K lower compared with the A1060-O wrought material. It is well known that large residual stresses are contained inside SLM objects due to the thermal gradients induced by the local heat input by laser irradiation25). Residual strain generated by the residual stresses, which can be a scattering factor for the conduction electrons, would lead to an increase in the thermal resistivity and a decrease in the thermal conductivity of the SLM samples, compared with that of the A1060-O wrought material. Anisotropy of the thermal conductivity in the SLM samples was not confirmed, although a clear texture and columnar crystallographic microstructure elongated along the stacking direction (ND) were formed, as seen in Fig. 12. This can be explained by the following two reasons: aluminum materials, which have a cubic structure (fcc), do not essentially have the anisotropy of the thermal conductivity26), and a small amount of grain boundaries of the SLM samples associated with the coarse columnar microstructure (Fig. 12) had little effect on the heat transfer characteristics.
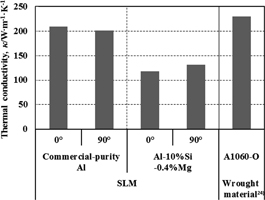
Figure 14 shows the results of tensile tests of the commercial-purity aluminum SLM samples fabricated using the optimal laser scanning parameters. The mechanical properties of the commercial-purity aluminum wrought materials (A1060-O and -H14 plate)19) are also shown in Fig. 14 for comparison. The SLM samples, both at 0° and 90° directions, had a ultimate tensile strength of approximately 110 MPa, an proof stress of approximately 90 MPa, and a breaking elongation of approximately 30%. The ultimate tensile strength and proof stress of the SLM samples were 1.5 and 3.0 times higher than those of the A1060-O wrought material, respectively, although the breaking elongation was three-quarters less. Alternatively, the ultimate tensile strength and proof stress of the SLM samples were equal to those of the A1060-H14 wrought material and the elongation was three times higher. The superior mechanical properties of the SLM samples were considered to be attributed to the fine granular microstructure shown in Fig. 11, and the residual strain induced by the residual stresses as mentioned previously. Namely, since the fine granular microstructure (oxides) of the SLM samples acted as composite reinforcing phases against the aluminum matrix and the movement of the dislocations in the SLM samples was obstructed, the strength increased and the elongation decreased. Additionally, the movement of dislocations was also restrained by the residual strain; therefore the proof stress would increase further. Anisotropy of the mechanical properties of the SLM samples was not also confirmed. This is supposedly because the isotropic fine granular microstructures and residual strain were dominant for the movement of dislocations, and the effect of the coarse columnar microstructures with clear texture (shown in Fig. 12) on the mechanical properties of the SLM samples were insignificant.
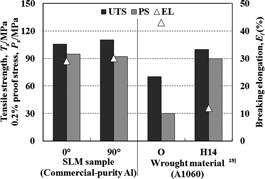
Figure 15 shows the change of the thermal conductivity of the SLM samples annealed at various temperatures for 10 minutes. The thermal conductivity of the commercial-purity wrought aluminum material (A1060-O plate)24), and that of the as-fabricated SLM sample (average value of 0° and 90° samples in Fig. 13), are shown by broken lines in Fig. 15 for comparison. The thermal conductivity of the annealed SLM samples increased at both the 0° and 90° directions with increasing the annealing temperature. The thermal conductivity of the SLM sample annealed at 450℃ for 10 minutes was equal or higher than that of the A1060-O wrought material (230 W/m·K). Figure 16 shows the mechanical properties of the SLM sample annealed at 450℃ for 10 minutes. The tensile strength of the SLM sample annealed at 450℃ for 10 minutes was almost equal to that of the as-fabricated SLM sample (Fig. 14), although the proof stress and breaking elongation at both 0° and 90° directions decreased approximately 15 MPa and 5%, respectively.

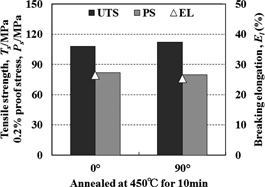
Figure 17 shows optical micrographs of (a) horizontal and (b) vertical planes of the SLM samples annealed at 450℃ for 10 minutes. Clear grain boundaries, which were not found in the as-fabricated SLM sample, were confirmed both in the horizontal and vertical planes, and the crystal grains elongated along the stacking direction were considerably coarse enough to cross the solidification boundaries. The coarse grains are considered to be recrystallized microstructure developed from residual strain as a driving force for recrystallization, which is induced by residual stresses through laser irradiation. The change in the thermal conductivity and mechanical properties by annealing, as shown in Figs. 15 and 16, were likely attributed to recrystallization (i.e. elimination and rearrangement of dislocations, and formation of coarse crystal grains). The increase in thermal conductivity and the decrease in proof stress by annealing were due to the elimination of dislocations, which acted as a thermal resistant and an obstacle for the dislocation movement, in the recovery process of the residual strain. The breaking elongation decreased, since the grain boundaries of the coarse crystal grains tended to be the origin of the breakages.

4. Conclusions
Optimal laser scanning parameters to densify the commercial-purity aluminum SLM samples were studied using an SLM machine equipped with a 400 W Yb fiber laser. The microstructures and the thermal and mechanical properties of the SLM samples fabricated using the optimal laser scanning parameters were investigated. The effect of annealing on the microstructures and properties of the SLM samples were also investigated. We reached the following conclusions from the results.
-
(1)
Commercial-purity aluminum SLM sample with a high relative density (99.7%) could be obtained by optimizing the laser scanning parameters.
-
(2)
The microstructure of the as-fabricated SLM samples consisted of fine granular microstructure of aluminum, silicon, and/or iron oxides dispersed in the aluminum matrix due to the rapid solidification by laser irradiation. The microstructure was observed both in horizontal and vertical planes.
-
(3)
The as-fabricated SLM samples had superior mechanical properties (ultimate tensile strength: 110 MPa, proof stress: 90 MPa, breaking elongation: 30%) because of the fine microstructures and residual strain induced by residual stresses from laser irradiation. The thermal conductivity of the as-fabricated SLM samples was approximately 200 W/m·K, which was 20–30 W/m·K lower than that of an A1060-O wrought material. The anisotropy of the thermal and mechanical properties regarding directions of the SLM samples was not confirmed.
-
(4)
The thermal conductivity of the SLM samples increased to a similar value as that of the A1060-O wrought material by annealing at 450℃ for 10 minutes, although the proof stress and breaking elongation decreased slightly.
REFERENCES
- 1) I. Gibson, D. W. Rosen and B. Stucker: Additive Manufacturing Technologies, (Springer, Berlin, 2010) pp.103–169.
- 2) W. M. Steen and J. Mazumder: Laser Material Processing 4th Edition, (Springer, Berlin, 2010) pp.349–369.
- 3) H. Sakai: Sokeizai 54-4 (2013) 47–53.
- 4) M. Wong, S. Tsopanos, J. Chris and O. Leuan: Rapid Prototyping J. 13 (2007) 291–297. 10.1108/13552540710824797
- 5) T. Vilaro, S. Abed and W. Knapp: Proc. 12th European Forum on Rapid Prototyp., (AFRP, Paris, 2008).
- 6) W. M. Steen and J. Mazumder: Laser Material Processing 4th Edition, S(Springer, Berlin, 2010) pp.89–93.
- 7) T. Kimura and T. Nakamoto: J. Jpn. Soc. Powder Powder Metallurgy 61 (2014) 531–537. 10.2497/jjspm.61.531
- 8) K. Kempen, L. Thijs, J. Van Humbeeck and J.P. Kruth: Physics Procedia 39 (2012) 439–446. 10.1016/j.phpro.2012.10.059
- 9) N. Read, W. Wang, K. Essa and M.M. Attallah: Mater. Des. 65 (2015) 417–424. 10.1016/j.matdes.2014.09.044
- 10) N.T. Aboulkhair, N.M. Everitt, I. Ashcroft and C. Tuck: Additive Manufacturing 1–4 (2014) 77–86. 10.1016/j.addma.2014.08.001
- 11) C. Weingarten, D. Buchbinder, N. Pirch, W. Meiners, K. Wissenbach and R. Poprawe: J. Mater. Process. Technol. 221 (2015) 112–120. 10.1016/j.jmatprotec.2015.02.013
- 12) D. Manfredi, F. Calignano, M. Krishnan, R. Canali, E.P. Ambrosio and E. Atzeni: Materials 6 (2013) 856–869. 10.3390/ma6030856
- 13) L. Thijs, K. Kempen, J.P. Kruth and J.V. Humbeeck: Acta Mater. 61 (2013) 1809–1819. 10.1016/j.actamat.2012.11.052
- 14) E. Brandl, U. Heckenberger, V. Holzinger and D. Buchbinder: Mater. Des. 34 (2012) 159–169. 10.1016/j.matdes.2011.07.067
- 15) T. Kimura and T. Nakamoto: Mater. Des. 89 (2016) 1294–1301.
- 16) K.G. Prashanth, S. Scudino, H.J. Klauss, K.B. Surreddi, L. Lober, Z. Wang, A.K. Chaubey, U. Kuhn and J. Eckert: Mater. Sci. Eng. A 590 (2014) 153–160. 10.1016/j.msea.2013.10.023
- 17) P. Ma, K.G. Prashanth, S. Scudino, Y. Jia, H. Wang, C. Zou, Z. Wei and J. Eckert: Metals 4 (2014) 28–36. 10.3390/met4010028
- 18) Japan Aluminium Association: Aluminium Handbook 6th edition, (Japan Aluminium Association, Japan, 2001) pp.201–207.
- 19) T. Eto: J. Jpn. Institute of Light Metals 44 (1994) 682–693. 10.2464/jilm.44.682
- 20) T. Nakamoto, N. Shirakawa, Y. Miyata, T. Sone and H. Inui: Int. J. Autom. Tech. 2 (2008) 168–174. 10.20965/ijat.2008.p0168
- 21) H. Gu, H. Gong, D. Pal, K. Rafi, T. Starr and B. Stucker: Solid Freeform Fabrication Symp. Proc. (Austin Texas, 2013) pp.474–489.
- 22) B. Vandenbroucke and J. P. Kruth: Solid Freeform Fabrication Symp. Proc. (Austin Texas, 2013) pp.148–159.
- 23) A. Simchi: Mater. Sci. Eng. A 428 (2006) 148–158. 10.1016/j.msea.2006.04.117
- 24) Japan Aluminium Association: Aluminium Handbook 6th edition, (Japan Aluminium Association, Japan, 2001) pp.26–29.
- 25) D. Buchbinder, W. Meiners, N. Pirch and K. Wissenbach: J. Laser Appl. 26 (2014) 012004. 10.2351/1.4828755
- 26) Y. Murakami and T. Takahashi: J. Jpn. Institute of Light Metals 26 (1976) 102–107. 10.2464/jilm.26.102