Abstract
In the present study, gas blow IH (Induction Heating) nitrided specimens were produced under variable nitrogen gas blowing velocities. This was done to investigate the effects of nitrogen gas velocity on the surface properties of Ti-6Al-4V alloy. The surface properties of the specimens were characterized using X-ray diffraction, scanning electron microscopy, a micro-Vickers hardness tester and nano-indentation tester. The results showed that the surface hardness and thickness of the hardened layer increased with increasing gas blowing velocity. This occurred because of the elevated temperatures in the interior of the alloy relative to the surface temperatures at a higher gas blowing velocity. Furthermore, increasing the magnetic field strength around the IH coil and the eddy current density around the circumference of the specimen also accelerated the formation of a hardened layer on the surface of the titanium alloy. Consequently, a high-hardness layer can be formed by applying a treatment temperature less than the β transus of the Ti-6Al-4V alloy, while increasing the gas blowing velocity. This layer improves the wear resistance of the alloy by suppressing both grain coarsening and the formation of an acicular α phase.
This Paper was Originally Published in Japanese in J. Japan Inst. Met. Mater. 81 (2017) 288–293.
1. Introduction
Titanium alloys are applied widely in the aerospace industry and in medicine due to their superior mechanical properties and corrosion resistance. However, these alloys also have disadvantages, including poor seizure and wear resistance. Surface hardening by nitriding is an effective means of improving these properties, and gas, plasma and laser nitriding have all been investigated.1–4) However, gas and plasma nitriding require prolonged treatment times up to tens of hours. In the case of laser nitriding, it is difficult to treat large surface areas. Moreover, there have been reports5–9) that nitriding decreases fatigue strength while improving wear resistance. It is therefore obvious that several challenges related to nitriding must still be addressed.
The authors recently developed a new nitriding method referred as gas blow IH nitriding. In this system, the metal is induction heated in a nitrogen atmosphere while blowing nitrogen gas over the sample. Under these conditions, both a nitrogen compound layer and an underlying nitrogen diffusion layer can be generated on a pure titanium surface within a short treatment time of several minutes.10) Although gas blow IH nitriding can also be applied to titanium alloys, the fatigue strength of the resulting nitrided metals have been found to degrade due to grain coarsening and a phase transformation caused by heating the alloys above the β transus temperature.11) Therefore, it will be necessary to reduce the processing temperature to allow the widespread application of this treatment.12) However, a nitrided layer is not expected to be formed over a short time span at lower temperatures because the diffusion rate of the nitrogen is decreased.
In a gas blow IH nitriding system, nitriding can be accelerated by increasing the gas flow rate.10) One possible reason for this effect may be that the cooling effect of the blown gas is enhanced at higher flow rates, and so the IH power input must be increased to maintain the required temperature. Therefore, the power of the magnetic field around the IH coil and the density of the eddy currents at the circumference of the specimen are both increased. This, in turn, may accelerate elemental diffusion in the system.13,14) However, the details of this mechanism are not yet clearly understood.
In the present work, to further investigate this effect, nitrided specimens were produced while varying the velocity of the nitrogen gas. The effects of this variation and associated changes in the IH power level on the characteristics of the resulting nitrided layers were investigated. In addition, the possibility of lowering the treatment temperature by increasing the blown gas velocity were assessed.
2. Experimental Procedures
2.1 Gas blow IH nitriding system
Figure 1 shows the setup of the gas blow IH nitriding system used in this study. In this unit, a nozzle for blowing nitrogen gas and an IH coil are contained in a stainless steel vacuum chamber. This setup allows simultaneous blowing of nitrogen gas and heating by high-frequency induction.
Prior to nitriding, the pressure in the chamber was lowered to 130 Pa using vacuum pumps, and the chamber was filled with nitrogen gas (the purity of 99.99%) through a gas blow nozzle. The oxygen concentration in the chamber was determined using a zirconia-type oxygen analyzer attached to the exhaust system, and was confirmed to be less than 10 ppm.
The gas flow rate was adjusted using valves in the apparatus. While the nitrogen gas was continuously blown into the chamber during the treatment, the pressure in the chamber was maintained at atmospheric pressure by opening the exhaust valve to the appropriate extent.
2.2 Specimen preparation
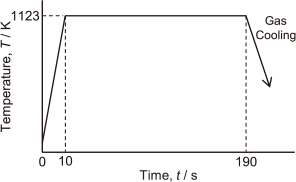
The material used in this study was titanium alloy (Ti-6Al-4V), having the chemical composition shown in Table 1. Bars of this alloy, 15 mm in diameter, were machined to a 4 mm thickness. One end face of each of these disk-shaped specimens was polished to a mirror finish using emery paper (#240-1200) and a SiO2 suspension. Gas blow IH nitriding of the polished surface was performed using the procedures described in the previous section. The nitriding conditions and the temperatures applied during the process are presented in Table 2 and Fig. 2, respectively. The specimen temperature was controlled by adjusting the power applied to the induction heating unit. The power levels required to generate specific temperatures were based on preliminary data obtained from a thermocouple welded to the center of the treated surface, as shown in Fig. 3. During the treatment of actual samples, these predetermined power levels were applied without the use of the thermocouple.
Table 1
Chemical composition of Ti-6Al-4V alloy (mass%).
| Al |
V |
H |
O |
N |
C |
Fe |
Ti |
| 6.25 |
4.21 |
0.007 |
0.19 |
0.005 |
0.018 |
0.22 |
Bal. |
Table 2
Gas blow IH nitriding conditions.
| Atmosphere |
N2 (99.99%) |
| Treatment temperature |
1123 K |
| Heating time |
180 s |
| Gas flow rate |
120 L/min |
130 L/min |
| Nozzle diameter |
4 mm |
6 mm |
| Nozzle distance |
100 mm |

In order to control the velocity of the nitrogen gas blown onto the specimen, two types of nozzles with different internal diameters were employed. Figure 4 presents a cross-sectional view of the nozzle design. The nozzle with an internal diameter of 6 mm shown in Fig. 4(a) was a commercial particle peening unit, while the 4 mm nozzle was prepared by fitting a narrower circular stainless steel pipe to this same commercial nozzle. As shown in Table 2, the maximum gas flow rates obtained with the 6 and 4 mm nozzles were 130 and 120 L/min, respectively. Hereafter, specimens treated at 1123 K using the 4 mm nozzle are referred to as the H1123 series, while specimens treated at 1123 K with the 6 mm nozzle are referred to as the L1123 series, indicating high and low velocity (see below). For comparison purposes, specimens were also induction heated for 180 s at 1123 K in a nitrogen atmosphere without blowing nitrogen gas (representing the IH1123 series).

The gas velocity at the tip of the 6 mm nozzle was determined to be 77 m/s assuming incompressible flow.15) In contrast, the 4 mm nozzle required that the compressibility of the gas be considered. A theoretical calculation gave a value for the gas velocity at the tip of the nozzle of 314 m/s16), although a more accurate value could be obtained from numerical analysis, which considers the effect of viscosity.
2.3 Characterization of the surface-modified layer
The compounds formed on the specimens were determined using X-ray diffraction (XRD). Observations of microstructures near the surfaces were performed by scanning electron microscopy (SEM) after the specimens had been cut and molded with resin and the cross sections polished to a mirror finish, then etched by Kroll̕s etchant. The surface hardness values of specimens were measured using nano-indentation with a triangular pyramid (Berkovich) indenter, applying an indentation force of 100 mN and a load holding time of 5 s. Measurements of the depth profiles of the specimen hardness were performed using a micro-Vickers hardness tester.
2.4 Evaluation of the wear resistances of the specimens
Reciprocating ball-on-disk friction wear tests were performed to evaluate the wear resistances of the specimens. The conditions of these wear tests are provided in Table 3. The mass of each specimen was determined before and after the test, and the wear tracks were observed using scanning white light interference microscopy to assess the extent of wear.
Table 3
Conditions applied during the reciprocating ball-on-disk dry wear tests.
| Opposite material |
Alumina ball (ϕ3 mm) |
| Load |
2.0 N |
| Sliding stroke |
8 mm |
| Sliding speed |
600 mm/min |
| Number of sliding cycles |
14000cycles |
| Sliding distance |
224 m |
| Atmosphere |
Air |
| Temperature |
Room temperature |
3. Results and Discussions
3.1 Effect of gas blow velocity on nitriding results
Figure 5 shows XRD patterns for the specimens. The IH1123 series, which were induction heated in a nitrogen atmosphere, did not generate diffraction peaks for titanium nitride. This result indicates that the surface of the titanium alloy is not nitrided solely by induction heating under nitrogen in the absence of a nitrogen gas blow. In contrast, TiN peaks (indicated by □ symbols in Fig. 5) were generated by those samples processed by blowing nitrogen gas together with induction heating, regardless of the nozzle diameter. Moreover, the α-Ti peaks (○ symbols) were shifted to lower angles in the patterns for the H1123 series treated with a higher gas velocity. This shift suggests the diffusion of nitrogen atoms into the interstitial titanium.17)

Figure 6 shows depth profiles of the Vickers hardness along for the specimens. Hardened layers were evidently formed near the surfaces in both the L1123 and H1123 series. The hardened layer was thicker in the H1123 series. Figure 7 summarizes the surface hardness data obtained from nano-indentation tests. It is apparent that the surface hardness values for the H1123 series were also higher than those for the L1123 series. The surface hardness is believed to be affected by the nitrogen diffusion layer beneath the compound layer. To investigate this effect, the microstructures near the surfaces of longitudinal sections were observed using SEM, and representative images are provided in Fig. 8. Nitrogen compound layers were evidently formed at the outermost surfaces of the gas blow IH nitrided specimens, and these layers were thicker in the H1123 series.
3.2 Mechanism by which nitriding is promoted with increases in the gas velocity
In this section, the factors that accelerate nitriding upon increasing the blown gas velocity are discussed. One possible scenario is that the temperature difference between the alloy interior and surface is increased as the gas velocity becomes greater. That is, although the outermost surface where the temperature was measured during preliminary trials was cooled by the gas flow, the interior of specimen did not experience the same cooling effect.
The H1123 and L1123 series were found to exhibit different internal microstructures (Fig. 8). A mixed microstructure consisting of equiaxed α and α+β phases was observed in the L1123 series, while the H1123 series were composed of an acicular α phase. It therefore appears that the internal temperatures of specimens treated with a high gas velocity exceeded the β transus point (1268 K). Thus, the interior temperatures of these metals were actually more than 100 K greater than the value returned by the surface thermocouple. The XRD pattern of the H1123 series in Fig. 4 does not show β-Ti peaks, indicating the formation of an acicular α phase inside the specimen.
Another factor that may accelerate nitriding with increasing gas velocity is an increase in the magnetic field strength around the IH coil and/or a higher eddy current density at the circumference of the specimen. Prior work by our group determined that the oxide film formed at the surface of pure titanium during furnace heating is disappeared by induction heating at 1173 K over 180 s.18) This occurs because of the diffusion of oxygen atoms into the substrate. Conversely, several times are required to remove the oxide film when heating the metal in a vacuum furnace.19) These results suggest that induction heating is able to accelerate elemental diffusion, and this effect may also explain why gas blow IH nitriding achieves the desired surface modification in such a short time.
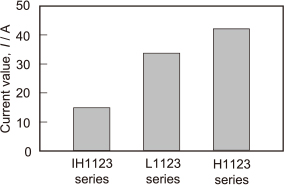
This acceleration of elemental diffusion is attributed to the effects of the magnetic field or current present throughout the metal, both of which have been shown to promote diffusion.13,14) Figure 9 summarizes the currents through the IH coil during the treatments. The lowest current was generated during the treatment of the IH1123 series, which were not nitrided, while the highest values were associated with the H1123 series, which underwent accelerated nitriding. These data imply that the magnetic field strength and eddy current density generated by a high-frequency current affect the acceleration of the nitriding process. In future work, we intend to investigate this possibility in more detail by simulating the magnetic fields and eddy currents obtained under various conditions.
3.3 Lowering the nitriding temperature with increasing gas blow velocity
From the results obtained in previous sections, increasing the gas velocity by decreasing the internal diameter of the nozzle appears to accelerate nitriding of the titanium alloy. In this section, the possibility of lowering the treatment temperature by increasing the gas velocity is examined. In these trials, specimens were treated at a nominal temperature of 973 K using both types of nozzles, with the resulting specimens referred to as the H973 series and L973 series.
Figure 10 provides the XRD patterns obtained from representative specimens. The L973 series did not produce TiN peaks, while weak peaks are evident in the H973 pattern. In addition, the α-Ti and β-Ti peaks are shifted to lower angles in the H973 pattern, indicating the diffusion of nitrogen atoms.
Figure 11 plots the depth profiles of the Vickers hardness for each specimen. A high-hardness layer was evidently not present in the L973 series but was formed in the H973 series. These results indicate that low-temperature nitriding can be achieved by increasing the blown gas velocity. Figure 12 shows SEM images acquired near the surface of each specimen, demonstrating the formation of equiaxed α or α+β phases inside the metal. These results demonstrate that, although the internal temperatures of the specimens were likely above 973 K, both the formation of an acicular α phase and grain coarsening were suppressed by maintaining the temperature below the β transus point.

The wear resistance of each of these low-temperature nitrided specimens was assessed using reciprocating ball-on-disk friction wear tests under the conditions provided in Table 3. Figure 13 displays the wear loss data. The H973 series, which formed a nitrided layer, exhibited less wear loss than either the untreated or the L973 series. Figure 14 shows the profiles of the wear tracks as obtained by scanning white light interference microscopy. The wear track on the H973 series is evidently shallower and narrower than that on either the untreated or the L973 series. This is a direct result of increasing the surface hardness of the H973 series. It is therefore evident that low-temperature gas blow IH nitriding can be achieved simply by increasing the gas velocity.
4. Conclusion
The nitriding of titanium over a short time span was successfully demonstrated, employing blown nitrogen gas in conjunction with induction heating under a nitrogen atmosphere. The effects of the nitrogen velocity on the characteristics of the nitrided layers were investigated, and the mechanism by which these layers are rapidly formed was discussed. In addition, the possibility of lowering the treatment temperature by increasing the gas velocity was examined. The main conclusions of the present study are as follows.
(1) With increasing gas velocity, the nitriding of the titanium alloy is accelerated. This is attributed to the elevated temperature in the interior of the alloy relative to the surface temperature at higher gas velocities. As the nitrogen gas blow velocity is increased, the magnetic field strength around the IH coil and the eddy current density at the circumference of the specimen also become greater as the IH power is raised. Finally, the accelerated diffusion of nitrogen atoms is also a factor.
(2) A reduced treatment temperature can be achieved by raising the nitrogen gas velocity. In particular, a high-hardness layer can be formed by applying a treatment temperature under the β transus temperature of the Ti-6Al-4V alloy. This layer improves the wear resistance of the alloy as a result of suppression of the formation of an acicular α phase and avoidance of grain coarsening.
Acknowledgments
This research was supported by JSPS KAKENHI (Grant Number 16K14121), and we are grateful for their financial support. The authors would like to thank Dr. Kazutoshi Katahira (Materials Fabrication Laboratory, RIKEN) for the help with observations of wear tracks.
REFERENCES
- 1) A.F. Yetim, F. Yildiz, Y. Vangolu, A. Alsaran and A. Celik: Wear 267 (2009) 2179–2185. 10.1016/j.wear.2009.04.005
- 2) T. Yamaguchi, Y. Yonesho and K. Nishino: J. Jpn. Inst. Metals 75 (2011) 697–704. 10.2320/jinstmet.75.697
- 3) H.C. Man, M. Bai and F.T. Cheng: Appl. Surf. Sci. 258 (2011) 436–441. 10.1016/j.apsusc.2011.08.114
- 4) N. Ohtsu, W. Saito and M. Yamane: Surf. Coat. Tech. 246 (2014) 52–56. 10.1016/j.surfcoat.2014.02.068
- 5) H. Takahashi, T. Morita, M. Shimizu and K. Kawasaki: Nihon Kikai Gakkai Ronbunshu A 59 (1993) 2481–2486.
- 6) S. Kikuchi, Y. Nakamura, A. Ueno and K. Ameyama: Adv. Mater. Res. 891–892 (2014) 656–661. 10.4028/www.scientific.net/AMR.891-892.656
- 7) K. Farokhzadeh and A. Edrisy: Mater. Sci. Eng. A 620 (2015) 435–444. 10.1016/j.msea.2014.10.008
- 8) M. Akita, Y. Uematsu, T. Kakiuchi, M. Nakajima, Y. Bai and K. Tamada: Mater. Sci. Eng. A 627 (2015) 351–359. 10.1016/j.msea.2015.01.022
- 9) T. Morita, N. Uehigashi and C. Kagaya: Mater. Trans. 54 (2013) 22–27. 10.2320/matertrans.M2012262
- 10) S. Ota, S. Kikuchi, H. Akebono, M. Ohmiya, J. Komotori, K. Fukazawa, Y. Misaka and K. Kawasaki: J. Japan. Soc. Abrasive Tech. 59 (2015) 643–648.
- 11) S. Kikuchi, S. Ota, H. Akebono, M. Omiya, J. Komotori, A. Sugeta and Y. Nakai: Procedia Structural Integrity 2 (2016) 3432–3438. 10.1016/j.prostr.2016.06.428
- 12) S. Kikuchi, Y. Nakamura, A. Ueno and K. Ameyama: Mater. Trans. 56 (2015) 1807–1813. 10.2320/matertrans.Y-M2015822
- 13) S. Nakamichi, S. Tsurekawa, Y. Morizono, T. Watanabe, M. Nishida and A. Chiba: J. Mater. Sci. 40 (2005) 3191–3198. 10.1007/s10853-005-2683-3
- 14) J. Zhao, C. Unuvar, U. Anselmi-Tamburini and Z.A. Munir: Acta Mater. 56 (2008) 1840–1848. 10.1016/j.actamat.2007.12.024
- 15) K. Matsuo: Compressible Fluid Dynamics; Theory and Analysis in Internal Flow, (Rikougakusha, 1994) pp.31–33.
- 16) K. Nanbu, K. Ito and N. Egami: Nihon Kikai Gakkai Ronbunshu C 76 (2010) 3728–3735.
- 17) M. Kato, R. Wang and K. Nakasa: Jpn. Soc. Mater. Sci. 48 (1999) 483–488. 10.2472/jsms.48.483
- 18) S. Ota, S. Kikuchi, J. Komotori, K. Fukazawa, Y. Misaka and K. Kawasaki: The japan Soc. Mech. Eng. M&P2015, No.442.
- 19) Y.Z. Kim, T. Konno, T. Murakami, T. Narushima and C. Ouchi: J. Jpn. Inst. Metals 72 (2008) 1002–1009. 10.2320/jinstmet.72.1002