Abstract
Problems with erosion caused by water droplet impingement occur in high-temperature and high-pressure pipelines and in steam turbines in energy conservation systems and power plants. Advances in material development and the use of highly resistant materials are needed in order to insure a high-performance level of plant maintenance. The use of ceramic coatings or intermetallic diffusion coatings on pipe steels is thought to be beneficial for the improvement of corrosion and erosion resistance. Aluminizing diffusion coatings on a few types of steel tubes with different coating thicknesses were prepared for this experiment. Erosion tests on water droplet impingement were conducted on the internal surface of tubes at a droplet velocity of 148 m s−1 using a water droplet testing apparatus. Erosion resistance was evaluated based on the incubation period and an average damage-depth rate for aluminizing diffusion coatings and steel substrates. Hardness distributions of the coating materials on cross-sectional surfaces revealed a harder layer on the surface, a functional gradient hard layer, and a soft steel substrate. EDX analyses on aluminizing diffusion coatings showed irregularly large grains of alumina, a microstructural intermetallic compound of Al-Fe-C with small grains of alumina, and an Al-Fe-C gradient diffusion layer toward the substrate. Good erosion resistance was obtained with a microstructural intermetallic compound layer with small grains of alumina. However, the erosion resistance of the diffusion layer with large grains of alumina was inferior. The erosion resistance depended on the combinations of the diffusion layer, alumina grains, and steel substrate, but not necessarily on the thickness of the diffusion layers.
1. Introduction
Low carbon steels are used for boiler piping systems and have good corrosion resistance to pure water controlled by pH and oxygen concentration. Oxide film formed on steel pipes protects against corrosion. However, erosion-corrosion possibly occurs on pipe elbows or tees in a stream of high-velocity water steam under high temperature and pressure conditions. The origin of erosion is often water droplet impingement by the condensation of lower temperature water steam. One of the countermeasures for erosion-corrosion is the use of highly corrosion- and erosion-resistant materials. Ceramic coatings are expected to produce highly erosion-corrosion-resistant materials in terms of high hardness, high strength and high corrosion resistance.
Coating technologies such as PVD (physical vapor deposition), APS (atmospheric plasma spray) or VPS (vacuum plasma spray) and HVOF (high-velocity oxygen fuel) have been well developed for high-quality coating systems. A high level of erosion resistance has been well verified in laboratory experiments1–4). The erosion resistance of metal-ceramic composites was evaluated for the previous paper5). Erosion-corrosion resistance always has limitations and is difficult to execute in a high-performance fashion when applying ceramic coating to internal pipe walls. To execute a high-resistant coating on pipe walls, we chose an aluminizing diffusion coating because it is an intermetallic diffusion compound and its microstructure and mechanical properties have been extensively investigated6,7). A few researchers have investigated the solid-particle-impact characteristics of Fe-Al intermetallic coatings8,9), but not the effects of water droplet impingement. The effect of the impingement angle of droplets on erosion damage10), which practically occurs in pipes and elbows, is also required to investigate.
For the present study, the aim was to investigate the erosion behaviour of aluminizing diffusion coatings on steel pipes at different impingement angles, to compare erosion resistance between steel substrates and coatings and to verify the effectiveness of the coatings. In order to achieve this goal, aluminized diffusion was used to coat tubes at various thicknesses. The substrate metals consisted of STPT410 and STPA23, which are used as commercial high-temperature boiler tubes, and SUS316 stainless steel, which is a highly corrosion-resistant material. Water droplet impingement tests were conducted using a water-jet apparatus with droplet impingement conditions that have been well defined11,12). The erosion behaviours of materials in the water-jet apparatus were characterized according to the incubation period, Ip and thereafter by the average damage-depth rate, Rd. The effect of the coating thickness, the type of substrate, and the impingement angle of the droplets all were investigated for their effects on erosion behaviour.
2. Experimental Procedures
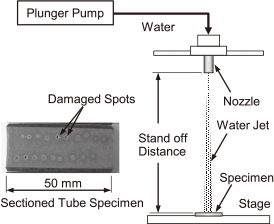
A schematic illustration of the water-jet apparatus around a nozzle and a photo of cut specimen from a tube are shown in Fig. 1. Tap water pressurized at 30 MPa was supplied into the nozzle using a plunger pump. The diameter of the orifice nozzle was 0.4 mm. The normal stand-off distance (SOD) between the nozzle and the specimen was 200 mm, and the maximal damage rate was obtained at this distance. A plunger pump with a pressure of 30 MPa can produce a droplet velocity of 148 m s−1 11). The position of the damaged spots in the specimen was altered with the testing times, as shown in Fig. 1. The maximal damage-depth in the central region of the damaged area was measured using a method of focusing on depth in optical microscopy.
The test specimens used in this study were STPT410 steel (0.30 mass%C, 0.1–0.35 mass%Si, 0.3–1.0 mass%Mn), STPA23 alloy steel (1.0–1.5 mass%Cr, 0.45–0.65 mass%Mo, 0.5–1.0 mass%Si), and SUS316L (lower 0.08 mass%C, 16–18 mass%Cr, 10–14 mass%Ni, 2–3 mass%Mo) stainless steel, along with the aluminizing diffusion coatings of each. Aluminizing diffusing coating treatments of the steel tubes were conducted in Fe-Al alloy powders, a halide salt activator, an inert filler powder of alumina and an inert atmosphere around at 1173 K for a few hours, in a coating company. Three types of steel substrates and coating tubes with an internal diameter of 52.7 mm were supplied from the coating company and then cut 50 mm lengths. Each of these lengths of tube was axially divided into eight equal sections, one of which was then fixed in a specimen holder. The coating thickness varied according to the type of the steel substrate. The respective coatings were numbered according to nominal coating thickness designated by the coating company. The impingement angles were 30, 60 and 90 degrees, which was accomplished using a specimen holder, for only STPA23 steel and its aluminizing coating.
The Vickers hardness, Hv (GPa) of the surfaces of the materials and the nominal thicknesses, Th (μm) of the diffusion layers for the three substrate steels are summarized with erosion data mentioned later, in Table 1. Vickers hardness measurements of the internal surfaces using a load of 3 N and of the cross-sectional surfaces of the tubes using loads of 0.25–3 N were conducted for the aluminizing diffusion coatings. The appearance of the tested specimens was observed using scanning electron microscopy (SEM), and the elemental compositions of the cross-sectional surfaces of the aluminizing diffusion coatings were examined by energy dispersive X-ray spectroscopy (EDX).
Table 1
Hardness and erosion data for tested steels and aluminizing coatings.
| Material |
Th (μm) |
Hv
(GPa) |
Angle
(deg.) |
Rd
(μm s−1) |
Ip (s) |
Rd’
(μm s−1) |
RN (-) |
| STPT410 |
Sub. |
1.5 |
90 |
16 |
5 |
|
|
| Aluminizing |
170 |
4.2 |
90 |
0.57 |
0 |
|
|
| |
390 |
5.5 |
90 |
0.49 |
600 |
|
|
| |
640 |
8.0 |
90 |
0.49 |
1750 |
|
|
| |
| STPA23 |
Sub. |
1.6 |
90 |
9.7 |
10 |
9.7 |
1.0 |
| |
|
60 |
6.2 |
30 |
7.2 |
0.74 |
| |
|
30 |
1.1 |
230 |
2.2 |
0.23 |
| Aluminizing |
150 |
6.6 |
90 |
1.20 |
0 |
|
|
| |
400 |
8.9 |
90 |
0.34 |
0 |
0.34 |
1.0 |
| |
400 |
8.9 |
60 |
0.15 |
0 |
0.17 |
0.50 |
| |
400 |
8.9 |
30 |
0.017 |
0 |
0.034 |
0.10 |
| |
700 |
9.3 |
90 |
0.18 |
0 |
|
|
| |
| SUS316L |
Sub. |
1.8 |
90 |
1.2 |
180 |
|
|
| Aluminizing |
100 |
8.9 |
90 |
0.42 |
1050 |
|
|
| |
250 |
9.5 |
90 |
0.40 |
1750 |
|
|
| |
410 |
11.2 |
90 |
0.38 |
1200 |
|
|
| Sub.: Substrate |
3. Results
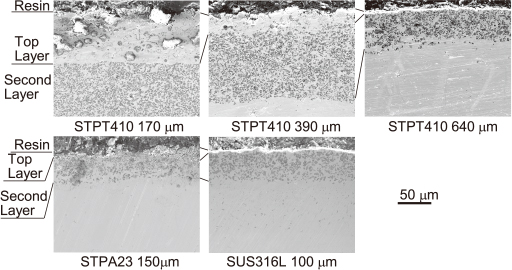
Figure 2 shows the SEM photographs of the cross-sectional surfaces of aluminizing diffusion layers for STPA23, STPT410 and SUS316L coatings with the different thicknesses of the diffusion layers. Two layers were observed in the aluminizing diffusion coatings in all specimens. In the EDX analyses, the top surface layer for the STPT410 coatings included large alumina grains in the aluminizing diffusion phase, and the second layer was composed of compact or a few microns well-distributed alumina grains in the same aluminizing diffusion phase. These alumina grains included carbon (9–10 mass%), and the diffusion phase was 30 mass% aluminum and 62 mass% iron with 8 mass% carbon. The plain metal under the second layer was an intermetallic Fe and Al functional gradient diffused aluminum phase. STPA23 and SUS316L coatings had a scarce aluminizing diffusion layer with large grains of alumina, but the STPA23 coating had a small rough layer on the top surface. STPT410 with the nominal coating thickness of 640 especially had virtual coating thickness of a hundred microns. A nominal coating thickness did not necessarily indicate a substantial thickness for the diffusion layers.
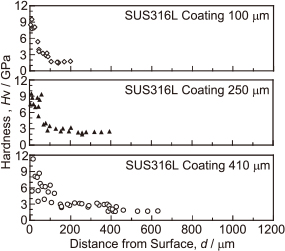
Figures 3–5 show the hardness distributions of cross-sectional surfaces for the three steels with different coating thicknesses. The hardness of the cross-sectional surfaces for the three types of steel coatings gradually decreased as the distance from the surface increased. However, a thin soft layer existed on the top surface for STPT410 with a nominal coating thickness of 170 μm. The soft layer was composed of relatively large alumina grains and an aluminizing diffusion phase, but no large alumina grains with a nominal thickness of 390 μm, as shown in Fig. 2. For STPA23 coating materials, the hardness near the surface assumed values of 8–10 GPa and gradually decreased with an increase in the distance from the surface. The harder layers definitely had the microstructure of fine alumina grains in the aluminizing diffusion layer. The hardness distributions for the three coatings were correlated with the microstructures and diffusion layers observed by SEM, as shown in Fig. 2. However, the nominal thicknesses for the three coatings were inconsistent with the hardness distributions and the cross-sectional observations, especially for the STPT410 coatings.
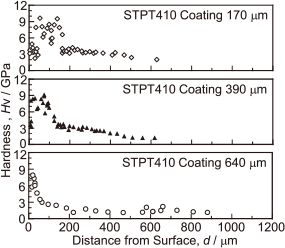
Figure 6 shows the damage-depth versus testing time curves for three types of steel substrates under a droplet velocity of 148 m s−1, an impingement angle of 90 degrees, and a SOD of 200 mm. A short incubation period and thereafter two approximately linear curves were found for STPT410 and STPA23, and a longer incubation period for SUS316L. Little material removal from the surface occurred during the incubation period. The first linear curve after the incubation period showed a larger damage-depth increase from the principal material removal, and the second linear curve showed a damage-depth increase that was lower than the first linear curve. The incubation periods and the first damage-depth rates (the slope of linear curves) for the three specimens are listed in Table 1.
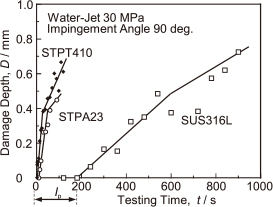
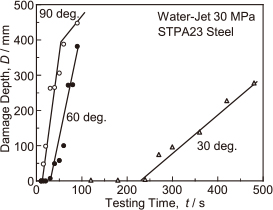
Figure 7 shows the damage-depth versus testing time curves for STPA23 at three impingement angles of 30, 60 and 90 degrees of droplets. The incubation period increased with a decrease in the impingement angle. The incubation period for the angle of 30 degrees was the longest of the three impingement angles. The slope of the first linear curves decreased with the decreased impingement angle.
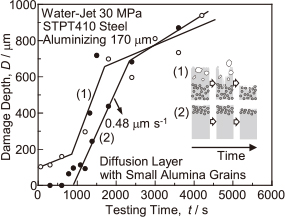
Figures 8–10 show the relationships between the damage-depth and testing time for the three aluminizing diffusion coatings and different coating thicknesses at an impingement velocity of 148 m s−1 and an angle of 90 degrees. The broken lines for steel substrates are also indicated in these figures. The effects of the type of substrate and coating thickness on the incubation period and on the damage-depth rate were complicated and random with a nominal coating thickness. Sudden damage with no incubation period was observed for STPT410 coating with a coating thickness of 170 μm. The data from this coating material were scattered. The nominal thickness of the coating extended the incubation period. The damage-depth rates for STPT410 coatings were, however, approximately the same or slightly decreased with an increase in coating thickness. For STPA23 and its coatings, the incubation periods were roughly zero and not affected, but damage-depth rates were affected by the coating thickness. The incubation periods for aluminizing diffusion coatings of SUS316L steel were greatly extended. The damage-depth rates for SUS316L coating materials were approximately the same or slightly decreased with an increase in coating thickness, as same as with STPT410 coatings.

Figure 11 shows the effects of the droplet impingement angle on the incubation period and the damage-depth rate for an aluminizing diffusion coating with a thickness of 400 μm on STPA23. The incubation period was not recognized on the scale of this figure. The data for an impingement angle of 30 degrees were scattered because of the difficulty in setting an accurate impingement angle on the curved internal surface of a tube specimen and the heterogeneity of the aluminizing diffusion coating. However, the erosion resistance, which is the reciprocal damage-depth rate, was higher according to the decrease in impingement angle. All data from the incubation period and damage-depth rates are listed in Table 1.
4. Discussion
4.1 Erosion resistance and that of substrates
Incubation period, the first linear curve and the second linear curve are observed in erosion behaviour with measured damage depth. Strain energy is only accumulated and little material removal occurs during the incubation period. Repeated plastic deformation causes definite material removal in the first region of an approximately linear curve, which depends on mechanical properties of a material. The decrease in damage depth rate occurs after the first region due to the shock absorption of a water film formed on the bottom of the crater, as mentioned in a previous paper12). Then the second linear curve is roughly determined and not necessarily associated with only mechanical properties of the material. The first linear curve shows an approximately constant damage-depth rate and is useful for the evaluation of erosion damage.
The incubation period and reciprocal damage-depth rate were used to measure the erosion resistance to water droplet impingement. Strain energy accumulated during the incubation period, so that a long incubation period indicated high microfracture resistance. After the incubation period, a constant damage-depth rate was from repeated plastic deformation and material removal, which was related to material hardness, as reported in a previous paper13). A longer incubation period and lower damage-depth rate was obtained for SUS316L steel with slightly higher hardness than the other steels. The order of erosion resistance was SUS316L > STPA23 > STPT410, which was the same order of hardness for the steels as shown in Table 1.
4.2 Erosion resistance and microstructure of aluminizing diffusion coatings
The damage behaviours were complicated and random for the coatings. STPA23 with aluminizing diffusion layers had a very short incubation period, but the damage-depth rate was decreased with an increase in the nominal coating thickness. In a similar manner, the hardness distribution was widely extended with an increase in the nominal coating thickness (see Fig. 4). The erosion resistance was a consequence of the microstructures and hardness of the diffusion coating layers, as shown in Figs. 2, 4 and 9. The thickness of the diffusion layers was supposed to be depended on the aluminizing diffusion conditions such as the time and temperature of heat treatment. The aluminizing diffusion conditions for STPA23 coatings uniformly produced different coating thicknesses.
However, the erosion resistance was extremely low for the softer top layer on the surface of the STPT410 steel with a coating thickness of 170 μm. The sudden damage was due to the first removal of large alumina grains in the softer layer. After the sudden damage, the damage-depth rates were even and not dependent on the thickness of the STPT410 coatings. This damage-depth rate indicated the inherent erosion resistance of aluminizing diffusion layers composed of compact and well-distributed alumina grains. As a consequence, the incubation periods for STPT410 coatings of 390 and 640 μm were extended with an increase in the nominal coating thicknesses. The thickness of the diffusion layer with small grains of alumina of the STPT410 coating of 640 μm was rather thin (see Figs. 2 and 3) and caused a longer incubation period. The extent of hardness distribution was not directly associated with the length of the incubation period. The long incubation period is probably associated with properties of resilience or fracture toughness2) which are depended on the heat treatment conditions.
For SUS316L coating materials, the incubation period was greatly extended by the presence of aluminizing diffusion layers, compared with that of the substrate, and was longer than the incubation period for STPT410 coatings under the same coating thickness. This result was probably caused by the increased hardness and strain hardening of the SUS316L substrate, when compared with the other steels. The coating on harder substrates possibly increased erosion resistance, which was apparent from the long incubation period and the low damage-depth rates of some of the coatings5). The damage-depth rates for SUS316L coatings were consistent, although the data were scattered a little, and the hardness distributions were similar among the three different thicknesses, as shown in Figs. 5 and 10. The damage-depth rates for SUS316L coatings were similar to those for STPT410 coatings, and this is probably due to the similar coating properties between the two coatings.
The erosion resistance that was based on the incubation period and the reciprocal damage-depth rates for the diffusion layer was inferior when large alumina grains were present. However, the erosion resistance of diffusion layers with small alumina grains was superior, even by comparison with that of the steel substrates. The incubation period for STPA23 coatings was not improved by the aluminizing diffusion coating, but the damage-depth rate in the first linear curve was. Both the hardness and microstructure of the respective diffusion layers generally affected the incubation period, and, therefore, the damage-depth rate in the first linear curve. On the other hand, the time region of the first linear curve was inconsistent with the diffusion layer or the hardness distribution and the turning point from the first linear into the second one was random. The first damage-depth rate with scattering data is supposed to be gradually affected by the shock absorption caused by water penetration in a damaged hole.
4.3 Proof of improved erosion resistance and damage mechanisms of the diffusion coatings
Sudden damage at the initial stage was seen for STPT410 coating material with a thickness of 170 μm. In order to elucidate the effect of the diffusion layer with large alumina grains, an erosion test was conducted on the surface after removing the diffusion phase with large alumina grains by grinding, as shown in Fig. 12. After an incubation period, the damage behaviour of STPT410 with a coating of 170 μm resembled that of STPT410 with a coating of 390 μm. The diffusion layer with large alumina grains consequently had no erosion resistance.
The damage behaviours depended on the mechanical property of material hardness and on the microstructures of the aluminizing diffusion layer, the alumina grains, and a functional gradient diffusion layer. Diffusion layers with large alumina grains on the surface occasionally developed and had no erosion resistance due to the preferential removal of the large alumina grains (10–30 μm in size) (see Fig. 12). The incubation period was extended by the harder diffusion layer that had small (a few microns) alumina grains, which were uniformly distributed. The damage-depth rate of the diffusion layer with small alumina grains was inherently low, approximately within values of 0.34–0.57 μms−1 among the three steel coating materials, which indicated a higher erosion resistance than the steel substrates (1.2–16 μms−1), at a velocity of 148 ms−1 and an angle of 90 degrees. The incubation period for STPA23 steel was not improved by the aluminizing diffusion coating. A top thin and brittle layer probably existed in a diffusion phase, which caused its rapid removal.
4.4 Effect of the impingement angle on erosion
Water droplet impingement at a shallow angle is thought to decrease the erosion rate (damage-depth rate) as a sinusoidal function of the impingement angle10,12). The vertical velocity element of impingement droplets causes a shock wave that is transmitted vertically from the surface into the bulk. The number of impinging droplets at a low impingement angle decreases due to an increase in the inclined area, under the same water-jet conditions. We moderated the damage-depth rate at an arbitrary impingement angle, Rd'(α), as the damage-depth rate per unit of time per unit of droplet mass, from a measured damage-depth rate, Rd(α), and a sinusoidal function sin α, and considered the relative ratio, RN(α), of the damage-depth rate, as indicated in eq. (1).
| \[{R_{\rm d}}^\prime (\alpha ) = R_{\rm d}(\alpha )/{\sin} \ \alpha ,\ R_{\rm N}(\alpha ) = {R_{\rm d}}^\prime (\alpha )/R_{\rm d}(90)\] | (1) |
shows the impingement angle dependence of the relative ratio,
RN(α), of the damage-depth rate for STPA23 steel and STPA23 coating material with a thickness of 410 μm at an impingement velocity of 148 ms
−1. The moderated damage-depth rate was relative to sin
2α for STPA23 steel and to sin
4α for the coating. The exponent number of 2 was similar to the data from Hattori
10). In a previous study
2), the relationship between the damage-depth rate and the impingement velocity had an exponent of 2 in a high-velocity region of more than 100 ms
−1 and an exponent of 6 in a low-velocity region of less than 100 ms
−1. The energy conversion efficiency from the droplet motion into material strain, which led to the damage-depth rate, was probably somewhere between the low- and high-velocity regions (consequently, a 2 or 4 exponent number for the sinusoidal curve) in this study. The erosion resistance of the aluminizing diffusion coatings is probably more beneficial in the application to low impingement angle conditions of water droplets in practical cases.
5. Conclusions
Water droplet impingement tests were conducted for STPA23, STPT410, and SUS316 steels and the aluminizing diffusion coating on their substrates using a water-jet apparatus, to evaluate the damage behaviours and erosion resistance of the diffusion coatings. The conclusions are as follows:
(1) Erosion resistance was increased by the use of aluminizing diffusion coating on STPA23, STPT410 and SUS316 steels, compared with the respective steel substrates.
(2) The damage-depth behaviours of the diffusion coatings were complicated depending on the type of steel and thickness of the diffusion layers. One reason for the complicated behaviour was due to the nominal thickness of the diffusion layers, which differed from the substantial hardness and microstructure distributions.
(3) Values for the incubation period and the damage-depth rate were related to the hardness and microstructure of the eroded layers. The incubation period of a diffusion layer with large alumina grains (STPT410 170 μm and STPA23 coatings was inferior to that of the steel substrate, because the removal of large alumina grains probably occurred and allowed sudden damage during the initial stage. However, the second diffusion layer with well-distributed small alumina grains had a long incubation period and a low damage-depth rate, which indicated a high erosion resistance.
(4) The relationship of sin2α to sin4α between the relative ratio of the damage-depth rate and the impingement angle was obtained for STPA23 steel and its diffusion coating material. This was connected to the impingement energy that is related to damage and energy conversion efficiency from the droplet motion into the material strain.
REFERENCES
- 1) B.S. Mann and V. Arya: Wear 253 (2002) 650–661. 10.1016/S0043-1648(02)00118-7
- 2) Y.I. Oka and H. Miyata: Wear 267 (2009) 1804–1810. 10.1016/j.wear.2009.02.009
- 3) P.H. Shipway and K. Gupta: Wear 271 (2011) 1418–1425. 10.1016/j.wear.2010.12.058
- 4) M.S. Mahdipoor, F. Tarasi, C. Moreau, A. Dolatabadi and M. Medraj: Wear 330–331 (2015) 338–347. 10.1016/j.wear.2015.02.034
- 5) Y.I. Oka and H. Hayashi: Wear 271 (2011) 1397–1403. 10.1016/j.wear.2010.11.040
- 6) J. Wang, Y. Li and Y. Yin: J. Colloid Interface Sci. 285 (2005) 201–205. 10.1016/j.jcis.2004.10.071
- 7) H. Skoglund, M. Knutson-Wedel and B. Karlsson: Acta Mater. 54 (2006) 3853–3861. 10.1016/j.actamat.2006.03.051
- 8) E. Huttunen-Saarivirta, F.H. Stott, V. Rohr and M. Schütze: wear 261 (2006) 746–759. 10.1016/j.wear.2006.01.014
- 9) Y. Wang and M. Yan: Wear 261 (2006) 1201–1207. 10.1016/j.wear.2006.03.039
- 10) S. Hattori and M. Kakuichi: Wear 298–299 (2013) 1–7. 10.1016/j.wear.2012.12.025
- 11) Y.I. Oka, S. Mihara and H. Miyata: Wear 263 (2007) 386–394. 10.1016/j.wear.2006.11.022
- 12) H. Miyata and Y.I. Oka: Zairyo-to-Kankyo, JSCE 57 (2008) 138–145. 10.3323/jcorr.57.138
- 13) Y. Isomoto and H. Miyata: Zairyo-to-Kankyo, JSCE 57 (2008) 146–152. 10.3323/jcorr.57.146