Abstract
The composite rolls manufactured by the continuous pouring process for cladding using a high-speed tool steel type shell material and a steel core exhibit extremely high wear resistance, surface roughening resistance and toughness in the finishing rolling train of hot strip mills and have been widely applied. The authors focused on the fact that the core material of this type roll can be welded. Therefore, using this cladding process and welding technology, we developed a recycling system for a new roll using a scraped-out roll of this type. This technology realized high-performance rolls at a low cost and established a recycling system for work rolls reading to a reduction of CO2 emissions. These new rolls are friendly and contribute to meeting social demands in ecology.
1. Introduction
The development of high-speed tool steel type rolls (hereinafter referred to as “HSS rolls”) during the last decade of the 20th century reading to their widespread use was a great achievement in the field of not only rolling mill rolls but also whole steel rolling.1–3) It is expected that the development of rolling technology at the onset of the 21st century will be continued with focus on HSS rolls. The development of HSS rolls was achieved owing to two factors; the development of the HSS material for the roll shell and the continuous pouring process for cladding (hereinafter referred to as the “CPC roll” and “CPC process” respectively). CPC rolls have shown extremely high performances in wear resistance and surface texture in the finishing train of hot strip mills and they have been widely applied in hot rolling mills. However, their high manufacturing cost because of the expensive core material has been a problem. We focused on the fact that the core material of CPC rolls was tough and weldable unlike conventional cast iron rolls. We developed a recycling system for scraped-out CPC rolls using both the CPC process and welding technology to decrease the manufacturing cost and CO2 emission.
2. Development of CPC Rolls and Their Recycling
2.1 Basic design and features of CPC rolls
A schematic drawing of the CPC process is shown in Fig. 1. The molten metal that forms the shell is fed into the gap between the tundish and the water-cooled mold, which are arranged coaxially with the vertically erected core. The molten metal is solidified in the water-cooled mold as it bonds with the core. The composite rolls are finished by intermittently withdrawing the shell in the downward direction. To ensure complete bonding at this point, heat is supplied to the surface of the core and the molten metal of the shell by high-frequency induction heating.
The major features of this process are as follows:
(1) High-alloying and multi-alloying of the shell material are easy.
(2) The cooling rate in the solidification of molten metal on the shell is high, and a fine solidification structure is obtained.
(3) A strong and tough steel base material can be used for the core.
The CPC process is considered to be ideal for satisfying the most important properties required of rolls, such as high wear resistance, high surface roughening resistance, and excellent strength and toughness.
Figure 2 shows a cross section of a roll manufactured by this method, and Fig. 3 shows the typical microstructure of the shell. It consists of finely dispersed hard granular MC carbide, rod-like M2C carbide, and a matrix structure, and no segregation is observed in the entire shell material. The excellent wear resistance of CPC rolls was demonstrated, as shown in Fig. 4. As a result, this type of roll has been widely used.
The solidification rates in the CPC process and the centrifugal casting are shown in Table 1.3) Far higher solidification cooling rates in the CPC process can be employed than in the centrifugal casting process, in which the heat is removed via the metallic mold only. Accordingly, a fine solidification structure is obtained.

Table 1 Comparison of roll making factor between conventional centrifugal casting and CPC process.
On the other hand, toughness was the most important requirement in the trial rolling with a small roll, which led to the development of a CPC roll. A large bending force was loaded on the small roll to improve the edge-drop of the rolled product. However, in conventional hot strip mill rolling, for which these rolls are currently widely used, toughness is not required because only a limited bending force is loaded on large rolls. It has rather become a disadvantage because it increases the manufacturing cost.
2.2 Concept of recycling of CPC rolls
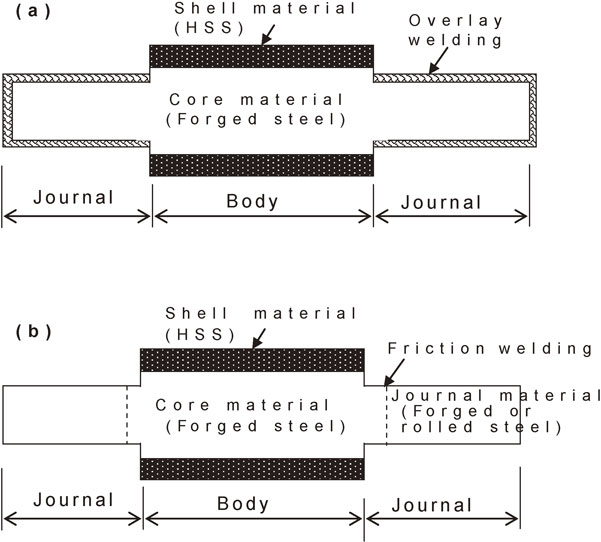
CPC rolls show high performance in active rolling service, but they are relatively expensive because of the high cost of their manufacture using a forged steel core. Table 2 shows the weldability of typical rolling mill rolls, and Table 3 shows the chemical composition of the typical roll materials given in Table 2. Only the rolls manufactured by the CPC process can be welded using a steel material for the core and journal. Therefore, we have focused on the steel core because it can be welded. We have developed a method of recycling CPC rolls using scraped-out rolls using both the CPC process and the welding technology. An outline of two recycling methods of CPC roll is shown in Fig. 5. In either method, a scraped-out CPC roll is used as the core material of a new roll and the HSS shell material is cast by the CPC process. The shell material remaining on the surface of scrapped-out roll body is machined before the casting, and the new roll is cast in a condition that the HSS material is completely removed or partially remained. Since the HSS material has a melting point lower than the core material, it melts preferentially and completely at the time on the casting and it is diluted in the molten metal of shell. However, during the casting and heat treatment at high temperatures, the diameter of the journal portion is reduced by oxidation at the surface, and the overall roll is also slightly bent, making it impossible to restore the predetermined size and shape. Therefore, in the case of overlay welding shown in Fig. 5(a), the entire surface of the journal portion is formed by welding using a strong material after or before the hardening heat treatment to restore the required initial shape and dimensions. On the other hand, in the case of friction welding shown in Fig. 5(b), the journal is cut from the roll body and a new material with sufficient size is reconnected to the roll body. The scraped-out CPC roll is restored so that the required initial shape and dimensions are obtained.

Table 2 Weldability of typical rolling mill rolls.

Table 3 Chemical composition of typical roll materials.
Figure 6 shows the flows of the conventional and new CPC roll manufacturing process. In the flow of the conventional CPC roll manufacturing process shown in Fig. 6(a), the melting and casting of the shell material are performed simultaneously using the CPC equipment with the core purchased in advance. Then, annealing, rough machining, and hardening heat treatment are carried out in this order. After CPC cladding, the roll is immediately fully annealed at temperatures between 1,073 K and 1,173 K, then cooled in the furnace to remove the casting stress and soften the shell material for machining. After rough machining, a hardening heat treatment is carried out. The roll is heated to 1,273 to 1,373 K for austenitization, and the roll is cooled to near room temperature by air-blowing. Owing to the excellent hardenability of shell material, the metallurgical structure of the shell material is transformed into hard martensite or bainite.

Then, tempering is carried out several times for the stabilization of the microstructure, precipitation hardening, and stress relief by the heating from 773 to 873 K. The core material and journal portion simultaneously obtain appropriate strength and hardness. Finally, the roll is completed by finish machining. During and after the manufacture, the chemical composition, internal properties, metallurgical structure, hardness, and so forth are examined.
The new flow of the manufacturing process using recycled CPC rolls is shown in Fig. 6(b). The scraped-out roll after rolling application is reused as the core material, and it is newly clad with the HSS material as the shell by the CPC process. In this new method a new steel core material is not required. However, the surface of the roll is oxidized and the journal is bent during the CPC process and heat treatment. Then, surface oxidation and journal bending are recovered by welding with a tough steel material. In this new method, basically the same heat treatment as in the conventional CPC roll manufacturing described above is carried out. After the overlay welding or the friction welding of the journal being recycled, the hardening heat treatment is carried out for the entire roll. As a result, the roll attains stress relaxation and strength. Then, that the roll is machined to its regular shape and dimensions. Therefore, a new recycled CPC roll is manufactured with exactly the same quality of the shell and core toughness as a conventional CPC roll.
Figure 7(a) shows the work situation of overlay welding,4) Fig. 7(b) shows a photograph of the final stage of heating and loading (called the upset) in the friction welding method.5) The overlay welding is basically carried out by the submerged arc welding method. Other methods can be adopted as long as the sufficient strength is ensured. The procedure of the friction welding method is as follows. Firstly, the joining portions of the core material of the roll and the journal material are preheated with a burner at temperatures between 773 K and the melting point of the material so that the temperature of the central portion is higher than that of the peripheral portion. While rotating the journal material in a state where both centers are adjusted, the roll body is pressed against the journal material, the joint portion is heated by friction and the rotation of the journal material is stopped to join. Figure 8 shows the macrostructure of the reproduced part of the journal, and it can be seen that it is a sound material without defects.

In the overlay-welding case, the entire surface of journal portion is overlay welded with a high-strength welding material so that the desired shape can be realized considering the deformation and oxidation occurring in the subsequent process along the journal portion. Figure 9 shows the microstructures of the welded metal and base metal by the overlay welding. They show ferrite and bainite structures or a pearlite structure. On the other hand, in the friction welding case, the journal portions of the new product that can provide their desired shape and size are joined and finally processed into initial completed forms.

In the conventional method, since the core material of the long journal portion and the large-diameter body portion are integrated and procured, the forged steel material is realized with high costs from the viewpoints of manufacturability, strength, and internal reliability. However, in the new method with only the journal portion, since its diameter is smaller than that of the core of the body portion, the productivity is high and a relatively inexpensive rolled steel material can be adopted. The comparison between the two recycling methods is as follows.
Overlaying welding does not require any special equipment, but the welding on the entire surface of the journal takes a relatively long time. On the other hand, friction welding is advantageous because it takes only a short time less than 3 hours roughly, but special equipment is required and the cost and CO2 emission are increased with the procurement of the connected journal material.
3. Quality, Performance, and Benefits
Figure 10 shows the recycled roll for the hot strip finishing train with a diameter of 840 mm and a mass of 12 tons that was manufactured by the new method. In Table 4 the strength of journal completed its shape restored by the overlay welding and friction welding is compared with that of conventional rolls manufactured by the centrifugal casting and CPC process.6)

Table 4 Comparison of journal strength of composite type HSS rolls.
In the overlaying welding case, the strength of journal depends on the welded metal on surface. Its strength varies by the selection of welding material, but high strength can be secured. In the friction welding case, the strength is exactly equal as the core of body because the same material is connected usually.
Both portions with their shapes restored have strength similar to those of a conventional CPC roll. In addition, although the centrifugal casting roll is used as the material for the comparison of strength, it is understood from the table that each journal portion in the new methods has strength with roughly 1.6 times or higher than that in the centrifugal casting method and the strength is excellent for ensuring safety.
Figure 11 shows the performances of the centrifugal cast rolls, conventional CPC rolls, and recycled CPC rolls in an actual rolling application. The performance is commonly assessed in metric tonnage of rolled steel per millimeter in roll diameter, which is mainly based on abrasive wear. The CPC rolls have superior performance as compared with the HSS rolls manufactured by centrifugal casting.7) The recycled CPC roll exhibits exactly the same excellent performance as the conventional CPC rolls.
Figure 12 shows the example of difference in the manufacturing cost ratio between a conventional CPC roll. The recycled roll reduces the manufacturing cost by about 20% by reuse of the scraped-out roll as the core material.
Table 5 shows the performances and costs of these HSS rolls. The conventional CPC rolls show high-performance but have a high manufacturing cost. Then HSS rolls manufactured by the CPC process and the centrifugal casting method are competing situation in a roll costs currently. Then, this disadvantage of the CPC rolls has been overcome by recycling them. As a result, the inexpensive high performance rolls became available.

Table 5 Comparison of roll performance and cost in HSS rolls.
Recently, the construction of recycling systems to save natural resource problems and the reduction of CO2 emission have become extremely important social requirements. From these viewpoints, the development of a recycling system for the manufacturing of CPC rolls is an epoch-making achievement. Figure 13 shows an approximately 55% reduction of CO2 emission by the recycling of CPC rolls. The calculation of reduction amount was made based on CO2 reduction guidance.8)
The benefits of recycled CPC rolls are shown in Fig. 14 and they are summarized as follows:
(1) The supply of high-performance rolls at economical prices is possible.
(2) A recycling system for rolls can be constructed.
(3) The marked reduction of CO2 emission can be achieved.
This technology was realized using both the CPC process and welding.
4. Conclusion
The basic concept of the development, performance, and benefits of recycled CPC rolls were reported. Because of the high alloys of the shell material, fine structure and steel core, CPC rolls show high wear resistance, surface roughening resistance, strength, and toughness and have been widely applied in hot rolling mills. Furthermore, the use of both the CPC process and welding technology has realized the recycling CPC rolls using scrap-out CPC rolls. As a result, the supply of high-performance rolls at economical prices has become possible. This new technology has realized a recycle system for rolls and met the requirement of CO2 reduction, which is currently an extremely important social issue.
Acknowledgments
The authors are grateful to Mr. Kenji Kimura and Mr. Masatoshi Ayagaki for their cooperation on this work.
REFERENCES
- 1) Y. Sano, T. Hattori and M. Haga: ISIJ Int. 32 (1992) 1194–1201.
- 2) M. Hashimoto, S. Otomo, K. Yoshida, K. Kimura, R. Kurahashi, T. Kawakami and T. Kouga: ISIJ Int. 32 (1992) 1202–1210.
- 3) M. Hashimoto: Rolls for the Metalworking Industries, Sec. II, Chapt. 5, (Iron & Steel Society, Warrendale, PA, 2002) pp. 181–191.
- 4) JP Patent application 2009-285714.
- 5) Int. Patent application WO2014-168142.
- 6) N. Oda: NMS-ISIJ221, 222, (2015) p. 54.
- 7) R. Webber and T. Kerr: Proc. 44th MWSP Conf. (I & SS, 2006) pp. 101–108.
- 8) Guidelines for calculation of CO2 reduction amount (2006), ChuoAoyama Sustainability Certification Organization Co. (CASCert) entrusted by Japanese Ministry of Economy, Trade and Industry (METI).