Tensile Behavior and Superplastic Deformation of Sn–Bi–Cu Alloy
2019 Volume 60 Issue 6 Pages 882-887
Details
2019 Volume 60 Issue 6 Pages 882-887
The purpose of this study is to clarify the tensile behavior and deformation mechanism of the Sn–40Bi–0.1Cu alloy (mass%). Tensile tests of Sn–40Bi–0.1Cu were performed at temperatures of 298, 333, and 353 K and strain rates from 5.25 × 10−5 to 5.25 × 10−2 s−1. The tensile strength decreased and the elongation increased with increasing temperature and decreasing strain rate. Sn–40Bi–0.1Cu shows superplastic behavior at temperatures of >333 K and low strain rates of <5.25 × 10−4 s−1. Microstructural observation after superplastic deformation of Sn–40Bi–0.1Cu showed that the primary crystal Sn grains could not deform along the axial direction of applied tension in the superplastic regime. The eutectic phase contributed to superplastic deformation. The strain rate sensitivity m for Sn–40Bi–0.1Cu was <0.3.

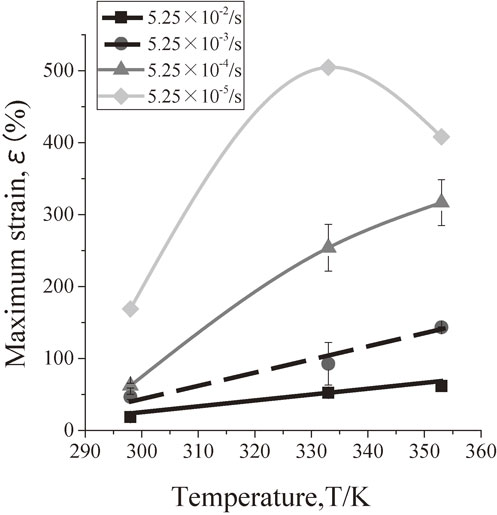
Fig. 4 Strain rate dependence of maximum strain at various temperatures.
Conventional Sn–Pb alloy solders have been widely used in microelectronics because of their low cost, good strength, and wettability. However, because of their environmental and human health issues, Sn–Pb solders are now banned in many countries. For example, the Restriction of Hazardous Substance (RoHS) Directive was enforced in July 2006, restricting the use of certain hazardous substances including Pb in electric and electronic equipment. A variety of Pb-free alloys have been proposed as alternatives to conventional Sn–Pb solders.1) Because of their lower melting temperatures, good wettability, and good tensile strength, Sn–Bi alloys are candidates for replacing Sn–Pb solders in the low-temperature ranges.2,3) The eutectic Sn–58 mass% Bi alloy with the lower melting temperature of 412 K has several advantages in low-temperature soldering because it can protect electronic devices from damage under high reflow temperatures. Recently, researchers have demonstrated the thermal characteristics,4) wettability,5) mechanical properties,6,7) and intermetallic compound (IMC) formation behaviors3,8) of Sn–Bi alloys. However, their poor ductility is the major problem limiting the application of Sn–Bi-based solders in circuit boards.9,10)
Aiming to solve this problem, Takao et al.11) reported that Sn–Bi and Sn–Bi–Cu alloys show superplasticity. However, the superplasticity mechanism for these alloys remains unclear. In this study, we investigate the influence of the strain rate and the testing temperature on Sn–Bi–Cu alloys. Tensile tests are performed under various conditions in order to clarify the superplasticity behavior.
Sn, Sn–57 mass% Bi, and Sn–0.7 mass% Cu with 99.5% purity were used to synthesize Sn–40 mass% Bi–0.1 mass% Cu. Hereafter, the composition unit “mass%” is omitted. The synthesized ingots were weighted and fused in Al2O3 crucible in an electric furnace at 673 K and left to solidify for 24 h to obtain a homogeneous composition. Then the ingots were re-melted at 653 K and cast in an Al mold cooled at 15 K/min to form a cylindrical ingot. Dog bone-type tensile test specimens machined from the cast cylindrical Sn–40Bi–0.1Cu ingot are shown in Fig. 1.

Schematic of tensile test specimen (unit: mm).
Tensile tests were performed on a universal material testing machine at strain rates of 5.25 × 10−2, 5.25 × 10−3, 5.25 × 10−4, and 5.25 × 10−5 s−1. Each test piece was tested at 298, 333, and 353 K using an atmospherically controlled furnace until complete fracture occurred. The tensile test results were statistically averaged over three trials under each set of conditions.
Specimens before and after tensile testing were embedded in resin and cut for microstructural observation. Their surfaces were polished with SiC papers of up to # 1500-grit and then with a 1-µm diamond abrasive and colloidal silica for mirror finishing. The cross-sectional microstructures and fracture surfaces were observed with a scanning electron microscope (SEM). The crystal orientation was also analyzed by electron backscatter diffraction (EBSD). The elemental distribution was evaluated by electron probe micro analysis (EPMA).
The effect of strain rate and test temperature on the mechanical properties of Sn–40Bi–0.1Cu is shown in Fig. 2. The tensile strength is decreased and the elongation is increased with increasing temperature. With decreasing strain rate, the tensile strength is decreased but the elongation is rapidly increased at temperatures of >333 K and strain rates of <5.25 × 10−3 s−1. The highest tensile strength is 92 MPa under the condition of 298 K and 5.25 × 10−2 s−1. The highest elongation, under the condition of 333 K and 5.25 × 10−5 s−1 is 504%. Superplastic behavior is classified as >200% strain.12) Therefore, superplasticity appears at temperatures of >333 K and strain rates of <5.25 × 10−4 s−1. From the stress–strain curves at 298 K, the stress decreases remarkably after the ultimate tensile strength (UTS) is achieved as the strain rate decreases. This is attributed to the relative strengthening of recovery and recrystallization mechanism in the Sn–40Bi–0.1Cu alloy compared to the work-hardening mechanism. Therefore, elongation increases drastically at low strain rate and high temperature because of the influence of recrystallization.

Tensile stress–strain curves of Sn–40Bi–0.1Cu at 298, 333, and 353 K under strain rate of (a) 5.25 × 10−2 s−1, (b) 5.25 × 10−3 s−1, (c) 5.25 × 10−4 s−1, (d) 5.25 × 10−5 s−1.
Based on these results, the relationship between test temperature and elongation is shown in Fig. 3. Under the three strain rates of 5.25 × 10−2, 5.25 × 10−3, and 5.25 × 10−4 s−1, the maximum elongation is increased as the test temperature is increased. However, at the strain rate of 5.25 × 10−5 s−1, the curve is convex downward. The elongation of Sn–40Bi–0.1Cu is maximized at the test temperature of 333 K. The relationship between strain rate and elongation is shown in Fig. 4. Similarly to the relation between the test temperature and elongation, the maximum elongation is increased with decreasing strain rate.
Temperature dependence of maximum strain under various strain rates.

Strain rate dependence of maximum strain at various temperatures.
Figure 5 shows the appearance of the test piece after tensile testing at various temperatures and strain rates. From the microscopic observation, the rupture mode is changed from brittle to ductile with increasing test temperature and decreasing strain rate. The Sn–40Bi–0.1Cu specimen shows chisel-like fracture under test temperatures of >333 K and the strain rates of <5.25 × 10−4 s−1 or less. This confirms that superplastic behavior has occurred in Sn–40Bi–0.1Cu. The microstructure of Sn–40Bi–0.1Cu before tensile testing is shown in Fig. 6. The bright and dark regions represent Bi and Sn. The hypoeutectic Sn–40Bi–0.1Cu comprises primary Sn dendrites with the average diameter of approximately 25 µm and Sn–Bi eutectic phases with the average diameter of approximately 10 µm. The EPMA results that Cu atoms dissolved in the Sn–Bi eutectic-phase matrix have already been confirmed.

Appearance of the Sn–40Bi–0.1Cu specimens after tensile testing at various strain rates at (a) 298 K, (b) 333 K, and (c) 353 K.

SEM image of Sn–40Bi–0.1Cu specimen.
Next, SEM was used for microstructural analysis after tensile testing under various conditions. Figure 7 and Fig. 8 show the cross-sectional and fracture surface SEM images of the Sn–40Bi–0.1Cu specimens after tensile testing at 298 K, 333 K, and 353 K under 5.25 × 10−2, 5.25 × 10−3, 5.25 × 10−4, and 5.25 × 10−5 s−1. At low temperature and high strain rate, the fracture surface shows brittle features and the cross-sectional microstructure indicates that the primary Sn is slightly stretched along the tensile direction. As the test conditions change to high temperatures and low strain rates, the fracture mode is changed from brittle to ductile and finally to chisel-point fracture. In the specimens showing ductile fracture, significant primary-crystal Sn stretching is observed. Furthermore, under conditions yielding superplasticity, stretching of the primary Sn in the tensile direction is not seen and cracks are observed at the grain-boundary triple points in the eutectic phase. The fracture surface is changed to a porous morphology at high temperature and low strain rate. Based on these results, in the deformation of Sn–40Bi–0.1Cu at low temperature and high strain rate, the stretching of primary Sn is dominant. In deformation at high temperature and low strain rate, the recovery and recrystallization of Sn primary grains and boundary sliding both occur; it is speculated that sliding deformation in the eutectic phase is the dominant mechanism of deformation.

SEM images of cross-sectional microstructure after tensile testing at various temperatures and strain rates.

SEM images of fracture surface after tensile testing at various temperatures and strain rates.
The strain rate sensitivity index (m) at various test temperatures is shown in Fig. 9. The strain rate sensitivity index for a general superplastic materials with fine grains is >0.3.13,14) The main deformation mechanism of fine-grained superplastic materials is reported as boundary sliding.15–17) For example, m is 0.5 for superplastic Al–Mg–Mn alloys.18) Thus, in this study, the highest m value of 0.25 is obtained at 353 K. This value is lower than the critical value of 0.3 indicating fine-grained superplasticity. However, it is close to 0.3; thus, it is speculated that the deformation mechanism is similar to that of fine-grained superplasticity.

Strain rate sensitivity index (m) of Sn–40Bi–0.1Cu at various test temperatures.
In order to investigate the deformation during tensile testing in detail, the microstructures of the specimens are observed at the strains of 10%, 40%, 100%, and 200% at 353 K and under 5.25 × 10−4 s−1. Figure 10 presents the cross-sectional microstructures of Sn–40Bi–0.1Cu alloys under various strains. The microstructures of Sn–40Bi–0.1Cu are changed drastically between the strains of 10% and 100%. In Fig. 10(a) and (b) a dendritic structure is observed, but no dendrites appear in Fig. 10(c). The eutectic phase becomes clear with a coarse dispersion as the strain is changed from 10% to 100%. As the strain changes from 100% to 200%, no significant change is observed in the microstructure of Sn dendrites and eutectic phases.

Cross-sectional microstructure formed at 353 K under 5.25 × 10−4 s−1, at (a) 10% strain, (b) 40% strain, (c) 100% strain, and (d) 200% strain.
In addition, the analysis of crystal orientation by EBSD was performed on specimens before and after tensile testing at 333 K and 5.25 × 10−4 s−1. The EBSD results are shown in Fig. 11. In Fig. 11(a), the microstructure of Sn–40Bi–0.1Cu before tensile testing has a typical Sn dendritic structure. However, the microstructure after tensile testing in Fig. 11(b) shows that Sn dendrites break down and the primary Sn grain orientation becomes random. Thus, the primary Sn grains are fine. The occurrence of dynamic recrystallization during tensile deformation is supported by these EBSD results. Furthermore, it seems that grain refinement by recrystallization induces superplasticity behavior. It is presumed that the refinement of primary Sn grains is due to dynamic recrystallization during deformation in the strain range from 10% to 100%.

EBSD normal-direction inverse pole figure orientation maps (a) before tensile test and (b) after tensile test at 333 K under 5.25 × 10−4 s−1.
Based on these results, the superplastic deformation mechanism for Sn–40Bi–0.1Cu alloy is proposed as shown in Fig. 12. As seen, the deformation mechanism of Sn–40Bi–0.1Cu is classified into three regimes. In regime I, elastic deformation occurs until UTS is achieved. In regime II, dynamic recrystallization causes strain release; the stress then decreases and primary Sn grains become refined. Finally, in regime III the recrystallized eutectic phase that is refined during regime II experiences boundary sliding, showing elongation of 200–500% at the breakage limit.

Classification of Sn–40Bi–0.1Cu superplastic deformation mechanism. I: elastic deformation, II: stretching Sn phase and dynamic recrystallization, III: boundary sliding of eutectic phase.
In the present study, the tensile behaviors and microstructures of Sn–40Bi–0.1Cu alloy at various test temperatures and strain rates were investigated and observed by SEM and EBSD. The superplastic deformation mechanism of the Sn–40Bi–0.1Cu alloy was clarified and discussed. The following results were obtained.
This work was supported by JSPS KAKENHI Grant Number 18K03859, ECB Foundation (26A003), and JKA and its promotion funds from Auto race (27-181). This work was partially performed under the inter-university cooperative research program (Proposal No. 18G0044) of the Cooperative Research and Development Center for Advanced Materials, Institute for Materials Research, Tohoku University.