Abstract
The grain refinement of primary Si in Al–21% Si alloy was investigated using mechanical vibration during solidification. The number of primary Si grains increased and the primary Si grain size decreased with increasing amplitude and frequency of the vibration. Because the frequency and amplitude affect the grain refinement, the primary Si size can be determined from the excitation force including those factors. The primary Si size decreases with increasing excitation force. To determine the grain refinement mechanism after applying vibration, the cooling rate during solidification and vibration start time were changed. Based on this study, the cooling rate did not affect the grain refinement. The primary Si was refined when vibration was applied in the beginning of casting. On the other hand, the primary Si was not refined when the vibration application was continued after pouring. The results of this study suggest that the grain refinement is caused by the crystallization of many primary Si grains on the wall of the mold and at the upper surface of the molten metal and the continuous transport of the grains into the molten metal based on the convection of the molten metal due to the vibration.
This Paper was Originally Published in Japanese in J. JFS 91 (2019) 258–263.
1. Introduction
Hypereutectic Al–Si alloys containing between 17 mass% to 25 mass% (hereafter, abbreviated as “%”) Si have an excellent high temperature strength, wear resistance, and low thermal expansion. Therefore, these alloys have been used for cylinders, cylinder heads, and pistons for automobile parts.1) If the primary Si grains in the alloy coarsen during solidification, the mechanical properties and machinability of the alloy become worse.2) Therefore, P was added to the alloy to refine the primary Si.3–5) However, the addition of a refiner causes problems with respect to the recyclability.6) The grain refinement of casting materials has been studied using a variety of methods such as electromagnetic stirring,7) electromagnetic vibration,8) soaking of the oscillator in molten metal,9) ultrasonic vibration,10–12) and quenching from lower degree of superheat based on the crystal isolation theory.13,14) Based on a previous study, we reported that it is possible to refine the grains of Al–Cu alloy using a mold vibration apparatus, as shown in Fig. 1.15) We suggested that the grain refinement is due to the vibration of the mold, which leads to the convection of melt and generation of many crystals on the mold wall and at the surface of the molten metal. The crystals are then transported into the molten metal such that grain refinement occurs.

In this study, the application of the mold vibration technique for the refinement of primary Si in Al–Si alloy and the associated mechanism were investigated.
2. Experimental Procedures
An Al–21% Si alloy was prepared using 99.99% Al and 98% Si as starting materials. A total of 500 g of the material was melted in an electric furnace and then poured into the vibrating mold at 1103 K. Molten metal degassing was not performed in this experiment. The inner size of the metal mold made of cast iron was 50 mm (L) × 50 mm (W) × 75 mm (H), the mold was 25 mm thick, and the bottom of the mold was made of refractory brick. The inside wall of the mold was coated with boron nitride and the outside was exposed to the air. In this study, the frequency was changed from 5 to 50 Hz and 0.6 and 1.0 mm half amplitudes were adopted for the vibration mold. After the test, the specimens were cut in the horizontal and vertical directions and the macrostructures were observed using an optical microscope. Because the macrostructures of the horizontal and vertical sections did not differ, the macrostructures were observed in the horizontal direction and the grain size and number of primary Si grains were measured to evaluate the grain refinement. The measurements of the grain sizes of the specimens were conducted at nine positions approximately 10, 30, and 50 mm from the bottom of the specimen and 5, 15, and 25 mm from the sidewall of the specimen. The primary Si grains have block-like or plate-like shapes or a mixture of these. However, the grains grow in three dimensions. Accordingly, it is difficult to precisely measure the size of the primary Si. Therefore, as shown in Fig. 2, clearly connecting primary Si grains are counted as one grain and unconnected grains are counted as independent grains. In addition, the average primary Si grain size was determined by dividing the total primary Si area by the number of grains and estimating the area to be a circle.

To clarify the mechanism of primary Si grain refinement using mold vibration, two additional experiments were conducted and the effects of the cooling rate and vibration pattern on the primary Si size were investigated. The cooling rate was changed by pouring temperature. The casting temperatures were 1053 K, 1103 K, and 1153 K. The experiments were performed with and without vibration (half amplitude: 0.6 mm, frequency: 35 Hz). The cooling rate was measured using a K-type thermocouple (wire diameter: φ0.32 mm), which was placed in the center of the mold, that is, 25 mm from the bottom of the mold. The molten metal was poured into the mold after vibration was started and the vibration was stopped after a while. Furthermore, an experiment in which the vibration was started after the casting was carried out at a half amplitude of 0.6 mm and frequency of 50 Hz.
3. Experimental Results
3.1 Influence of the vibration conditions on the primary Si size
Figure 3 shows the microstructures of castings solidified without vibration and with 0.6 mm half amplitudes and frequencies ranging from 10 to 50 Hz. The microstructures of the specimen are displayed instead of the macrostructures to clearly show the shape and size of the primary Si. The diameter of primary Si without vibration is about 0.13 mm. The size of the primary Si at 10 and 30 Hz hardly changes. However, the diameter of the primary Si decreases to approximately 0.05 mm when the frequency is increased to 50 Hz.

The microstructures of specimens that were solidified based on varying half amplitudes at a constant frequency of 30 Hz are shown in Fig. 4. The size of primary Si solidified using a half amplitude of 0.6 mm is 0.13 mm, that is, almost the same as that without vibration. However, when the half amplitude is increased to 1.0 mm, the primary Si size decreases to about 0.07 mm. These results indicate that the higher frequency and half amplitude of the mold lead to finer primary Si. Regarding the distribution of primary Si, a slight Si grain segregation was observed on the upper side of the specimen. However, the Si size is almost the same throughout the specimen.

To determine the relationship between the primary Si grain size and vibration conditions, the primary Si grain size is plotted against the vibration conditions in Fig. 5. At a half amplitude of 0.6 mm, the primary Si grain size remains unchanged (0.13 mm) up to 30 Hz. It linearly decreases when the half amplitude exceeds 35 Hz and decreases to around 1/3 of the size of the sample without vibration at 50 Hz. At a half amplitude of 1.0 mm, the primary Si grain size linearly decreases with increasing frequency and reaches approximately 1/2 of the size of the sample without vibration at 40 Hz.

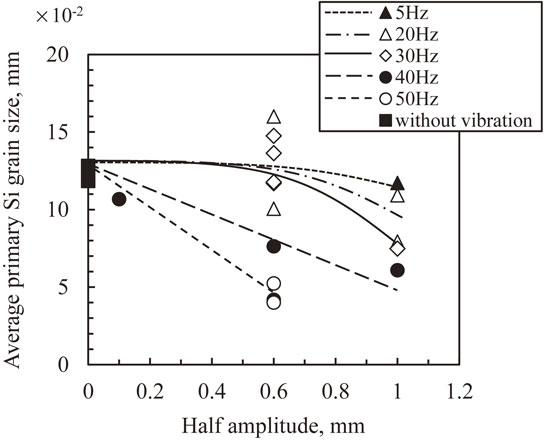
Figure 6 shows the relationship between the primary Si grain size and half amplitude for various frequency conditions. The size of primary Si slightly decreases at frequencies up to 30 Hz, even if the half amplitude increases to 1.0 mm. However, the primary Si size notably decreases with increasing half amplitude when the frequency exceeds 40 Hz. Thus, the grain size of primary Si is affected by both the frequency and amplitude.
3.2 Effect of the vibration conditions on the number of primary Si grains
Figure 7 shows the influence of the frequency on the number of primary Si grains. The number of primary Si grains obtained at a half amplitude of 0.6 mm is almost the same as that without vibration up to a frequency of 30 Hz. It rapidly increases above 35 Hz and reaches about 12 times the amount at 50 Hz compared with that without vibration. On the other hand, the number of primary Si grains obtained at a half amplitude of 1.0 mm linearly increases with an increase in frequency.
The relationship between the half amplitude and number of primary Si grains for various frequencies is shown in Fig. 8. At frequencies of 5, 20, and 30 Hz, the number of primary Si grains slightly increases, regardless of the half amplitude. It notably increases at frequencies above 40 Hz.
3.3 Effect of the excitation force on the grain size of primary Si
As described in Sections 3.1 and 3.2, the grain size of primary Si decreases and the number of grains increases with increasing half amplitude or frequency at a constant frequency or half amplitude, respectively. This trend was also observed for Al–2% Cu alloy reported in a previous paper.15) The grain refinement can be classified using parameters, that is, the excitation force composed of both the half amplitude and frequency. Therefore, the excitation force was used to describe the relationship between the grain size of primary Si and number of primary Si grains depending on the vibration conditions in this study:
| \begin{equation}
F = ma (2\pi f)^{2},
\end{equation}
| (1) |
where
F represents the excitation force (N),
m is the specimen mass (kg),
a denotes the half amplitude (m), and
f is the frequency (Hz).
The relationships between the excitation force and primary Si grain size and between the excitation force and number of primary Si grains are summarized in Figs. 9 and 10, respectively. Regardless of the half amplitude and frequency, the sizes of the primary Si grains decrease and the number of primary Si increases with increasing excitation force. Therefore, the size and number of primary Si can be estimated from the excitation force.
4. Discussion
As described above, the addition of vibration to molten metal causes the grain refinement and increase in the number of grains of primary Si. Two types of experiments were carried out to clarify the grain refinement mechanism based on this vibration mold. First, the cooling rate of the molten metal was changed because it was assumed that the cooling rate increases due to vibration and that the supercooling of molten metal increases, which leads to grain refinement.16) Second, experiments were carried out in which the starting time and period of the vibration were changed because the grain refinement of Al–2% Cu alloy is closely related to the starting time of the vibration.15)
4.1 Influence of the cooling rate on the grain size of primary Si
To change the cooling rate during solidification, the casting temperatures were raised or lowered by 50 K with respect to the base temperature of 1103 K and the relationship between the primary Si grain size and cooling rate was investigated.
Figure 11 shows the cooling curves of the molten metal without vibration and with vibration at a half amplitude of 0.6 mm and frequency of 35 Hz. The inflection point of primary Si appears at 930 K without vibration and undercooling of approximately 40 K can be observed. With vibration, an inflection point could not be recognized and the undercooling could not be measured using the cooling curve. The cooling rate of the specimen was calculated using the time and temperature difference between the eutectic temperature of 850 K and the maximum temperature after casting.

Figure 12 shows the relationship between the cooling rate and casting temperature. The cooling rate increases with increasing casting temperature, regardless of the vibration. At a casting temperature of 1053 K, the cooling rate of the sample with vibration is higher than that without vibration. However, at a casting temperature of 1103 K, the cooling rates are almost the same. At 1153 K, the cooling rate of the specimen without vibration is slightly higher. The influence of the vibration on the cooling rate therefore remains unclear.
The relationship between the grain size of primary Si and the cooling rate is shown in Fig. 13. The error bars in this figure represent the standard error (SE, accuracy of 68%). In either case, the change in primary Si size due to the change in the cooling rate is small. However, after applying vibration, the size notably decreases compared with the specimen without vibration.
Figure 14 shows the relationship between the cooling rate of the specimens, which were cast at 1103 K at a half amplitude of 0.6 mm, and frequency. The cooling rate linearly decreases with increasing frequency. On the other hand, the primary Si size hardly changes up to 30 Hz and significantly decreases when the frequency exceeds 30 Hz, as shown in Fig. 5.
As mentioned above, the cooling rate and primary Si grain size negatively correlate with the change in the casting temperature. Thus, the influence of the cooling rate on the grain refinement is small in this experiment. Kattoh et al.17) reported that the primary Si grain size is not affected by the casting temperature in metal mold casting. Ohno et al. also indicated that grain refinement does not occur because the change of superheat is >60 K.13) Their results are consistent with our results.
4.2 Effects of the vibration time on the grain refinement
Based on a previous paper about the grain refinement of Al–Cu alloy using the same equipment,15) the vibration time greatly influences the grain refinement. When vibration is applied in the early stage of solidification, crystal nuclei are generated on the wall of the mold and surface of the molten metal due to the vibration and are transported into the molten metal by convection. Therefore, experiments with varying vibration time and vibration start time were conducted in this study. The influence of additional vibration time on the average primary Si grain size is summarized in Fig. 15.
In the experiments in which the vibration time was varied after casting, the primary Si grain size of the specimens after the vibration was stopped 5 and 10 s after casting are 0.04 and 0.06 mm, respectively. These sizes are almost the same as that of the specimen vibrated before casting.
On the other hand, the primary Si grain size of the specimens for which the vibration started 10, 20, and 30 s after the casting ranges from 0.13 to 0.15 mm. These values are approximately the same as that of the sample without vibration.
When the vibration was stopped at 5 and 10 s, the temperatures were 960 and 920 K, respectively, corresponding to an early stage of primary Si crystallization. On the other hand, when the vibration started 10, 20, and 30 s after pouring, the temperatures of the molten metal were 920, 902, and 871 K, respectively. The crystallization of primary Si progressed to some extent at these temperatures.
Based on these results, the vibration in the early stage of solidification markedly influences the grain refinement.
4.3 Primary Si grain refinement mechanism
In a previous paper,15) it was reported that the primary crystals of Al–2% Cu alloy can be refined by using a vibration mold apparatus. This paper shows that it is also possible to refine primary Si grains of Al–21% Si alloy. The grain refinement using this apparatus can be considered based on these results.
Several methods in which vibration is applied to the molten metal for grain refinement have been reported. In these reports, the following refinement mechanisms are described: cavitation bubbles,8,18) mechanical division of dendrites,19,20) fragmentation by the melting of dendrites due to the convection of molten metal,21) and promotion of nucleation.6,22) As described in a previous report, cavitation cannot be generated in this apparatus because of the low frequency. Based on the current experiment, there is no evidence to deny that the melting and mechanical division of dendrites occur due to the flow of molten metal. Based on the reports on hypereutectic Al–Si alloy by Osawa et al. and Hori et al., the mechanical division of primary Si is difficult due to its rigidity.22,23) Furthermore, even if vibration was applied after the primary Si grains grew to some extent in this experiment, the primary Si was not refined such that it is difficult to determine if mechanical division or melting of the primary Si of the Al–Si alloy occur.
When vibration is applied to the mold before casting in this experiment, the grains are refined, regardless of the length of the vibration time, as recognized in a previous study on Al–Cu alloy.
Thus, as described above, there is a strong possibility that the refinement of crystal grains using this apparatus can be explained by the following mechanism: the crystal nuclei that are generated on the mold wall and upper surface after casting are continuously transported into the molten metal by the convection caused by the vibration.
5. Conclusion
The vibration effects on the refinement of primary Si in Al–21% Si alloy were investigated using a vibration mold. The following conclusions can be drawn:
-
(1)
When the casting is performed while applying vibration to the mold, the primary Si grains are refined.
-
(2)
The number of primary Si grains can be estimated from the excitation force. The crystal grain size decreases as the excitation force increases.
-
(3)
The primary Si grain size changes little, even if the change in the cooling rate of the molten metal depends on the casting temperature based on this study.
-
(4)
The application of vibration in the early stage of solidification leads to an effective refinement of primary Si.
-
(5)
Grain refinement of primary Si is caused by the generation of many primary Si grains on the mold wall and upper surface, which are transported into the molten metal by convection.
REFERENCES
- 1) O. Miyakawa: Kinzokuzairyoukougaku, (Morikita Publishing. Co., Ltd., Tokyo, 2005) p. 237.
- 2) C. Hisatsune and T. Nishida: J. JILM 15 (1965) 161–169.
- 3) Y. Tsumura: J. JILM 1956 (1956) 64–69.
- 4) R.J. Kissling and J.F. Wallace: Foundry 91(5) (1963) 142.
- 5) M. Adachi: J. JILM 34 (1984) 430–436.
- 6) N. Omura, Y. Murakami, M. Li, T. Tamura, K. Miwa, H. Furukawa and M. Harada: J. JFS 81 (2009) 536–542.
- 7) T. Momono and K. Ikawa: J. JILM 29 (1979) 240–245.
- 8) K. Miwa: J. JILM 52 (2002) 611–616.
- 9) K. Hoshino, K. Kamiyama, T. Sakai, T. Kurosawa and T. Otani: IMONO 66 (1994) 217–222.
- 10) K. Oda, S. Komarov and Y. Ishiwata: J. JILM 61 (2011) 149–154.
- 11) Y. Osawa, G. Arakane, S. Takamori, S. Sato and O. Ohashi: J. JFS 71 (1999) 98–103.
- 12) Y. Osawa, S. Takamori, G. Arakane, O. Umezawa, S. Sato and O. Ohashi: J. JFS 72 (2000) 187–192.
- 13) A. Ohno, K. Minami and A. Kanaya: IMONO 53 (1981) 347–353.
- 14) M. Morinaka and M. Toyoda: J. JFS 88 (2016) 185–191.
- 15) Y. Yoshitake, K. Yamamoto, N. Sasaguri and H. Era: J. JFS 90 (2018) 367–372.
- 16) N. Omura, Y. Murakami, M. Li, T. Tamura, K. Miwa, H. Furukawa, M. Harada and M. Yokoi: J. JFS 81 (2009) 436–441.
- 17) H. Kattoh, A. Hashimoto, S. Kitaoka, M. Sayashi and M. Shioda: J. JILM 52 (2002) 18–23.
- 18) K. Taga, Y. Fukui, Y. Tsunekawa and M. Okumiya: J. JFS 81 (2009) 469–474.
- 19) T. Otani, T. Sakai, K. Hoshino and T. Kurosawa: IMONO 59 (1987) 590–595.
- 20) Y. Osawa, A. Sato, T. Namai and G. Arakane: IMONO 65 (1993) 288–293.
- 21) A. Nishimura and Y. Kawano: J. JILM 25 (1975) 193–199.
- 22) Y. Osawa, S. Takamori, T. Kimura and K. Minagawa: J. JFS 79 (2007) 738–744.
- 23) Y. Hori and I. Uesawa: J. Japan Inst. Metals 23 (1959) 168–172.