1. Introduction
High entropy alloys (HEAs) and medium entropy alloys (MEAs) are defined as the alloys composed of five or more and four or fewer principal elements, respectively, with (near-) equi-atomic concentrations. Refractory HEAs (RHEAs) which are mainly composed of refractory elements like Cr, Hf, Mo, Nb, Ta, V, W, Zr, etc. were firstly developed by Senkov et al.1–3) The crystal structure of RHEAs is typically body-centered cubic (BCC) single phase at high temperatures (HT). RHEAs are reported to have high yield strength ranging from 400–2500 MPa at RT4) which is generally believed as a result of the solid solution strengthening effect originated from the atomic size misfit and modulus misfit among the composing elements.5) Surprisingly, RHEAs also maintain high yield strength ranging from 100–1000 MPa at temperatures higher than 1000°C.4,6–8) Excellent resistance to thermal softening might be resulted from the sluggish diffusion in RHEAs at HT. Above all, RHEAs have been regarded as promising candidates for HT structural applications beyond conventional super-alloys such as INCONEL 718, Haynes 230,6,9) etc.
In addition to HT strength, RT ductility is a very important mechanical property for industrial application as structural materials since it is closely linked to formability and machinability. However, according to the previous reports of RHEAs with BCC structure, they are all extremely brittle which would limit the application of BCC RHEAs. One exception is HfNbTaTiZr RHEA, which exhibits relatively large tensile ductility at RT (total elongation ranges from 10 to 20%).2,6,10–12) At the same time, the HfNbTaTiZr RHEA also shows high yield strength at HT which makes it an excellent candidate as a HT structural material.13,14) However, the reason for the exceptional ductility in the HfNbTaTiZr RHEA is still unknown.
Thus, it is important to clarify the reason for the large ductility of the HfNbTaTiZr RHEA as it could give clear direction for designing ductile RHEAs in future. One option for studying the reason is to subtract each element respectively and observe effect of other elements’ combination on ductility in RMEAs. In our present experiment, five kinds of quaternary RMEAs (i.e., HfNbTaTi, HfNbTaZr, HfNbTiZr, HfTaTiZr, and NbTaTiZr) were chosen from the HfNbTaTiZr RHEA system to investigate the effect of elemental combinations on ductility of these alloys. However, when we studied both as-cast and homogenized RMEAs, it had been found that they exhibited obviously different microstructures and mechanical properties. The aim of the present paper is to understand the effect of elemental combination on ductility of RMEAs through comparing microstructure and mechanical properties of as-cast and homogenized RMEAs.
2. Experimental Procedure
Ingots of (1) HfNbTaTi, (2) HfNbTaZr, (3) HfNbTiZr, (4) HfTaTiZr, and (5) NbTaTiZr equi-atomic RMEAs were produced by vacuum arc-melting of constituent pure elements with different purities (Hf: 98.89 mass%, Nb: 99.9 mass%, Ta: 99.9 mass%, Ti: 99.8 mass%, Zr: 99.8 mass%) in a water-cooled copper mold under inert Ar atmosphere. To improve compositional homogeneity, the ingots were flipped and re-melted five times. These ingots are defined as the as-cast RMEAs.
In order to further improve compositional homogeneity of the as-cast RMEAs, homogenization was performed at 1150°C for 24 hours under a protective Ar atmosphere followed by water quenching. These materials are defined as the homogenized RMEAs.
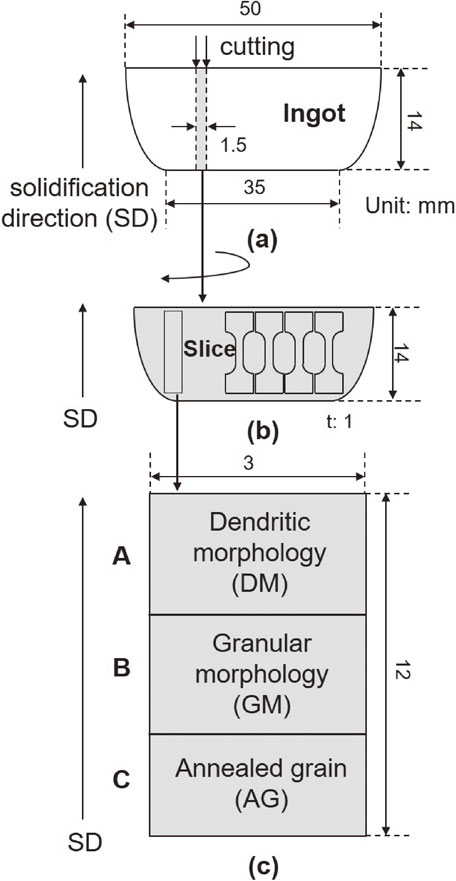
As shown in Fig. 1(a), both as-cast and homogenized ingots were cut by a wire-cutting machine (Brother, HS-70A) into slices with a thickness of 1.5 mm. In order to remove the oxide layer caused by homogenization, the thickness of slices was reduced from 1.5 mm to 1.0 mm. Then, as shown in Fig. 1(b), small-sized tensile specimens with a gauge length of 2 mm and a gauge cross-section of 1 mm × 1 mm were cut from the slice. At the same time, specimens with a width of 3 mm and a length of 12 mm were also cut from the slice for microstructure observations. Specimens for microstructural observations were ground with 400–4000 grid sized SiC sandpapers followed by polishing with 3 µm and 1 µm diamond paste, and 0.04 µm and 0.02 µm colloidal silica.
Scanning electron microscopy (SEM) (JEOL, JSM-7800F) equipped with backscattered electron (BSE) was employed for microstructure observations. Acceleration voltage and working distance of the SEM-BSE was set as 15 kV and 10 mm, respectively. SEM (JEOL, JSM-7100F) equipped with electron back-scattering diffraction (EBSD) and energy dispersive X-ray spectrometry (EDX) detectors was used for the analysis of phases and elemental distributions, respectively. Acceleration voltage and working distance of the SEM-EBSD was set to be 15 kV and 15 mm, respectively. Characteristic X-ray used to detect elements in SEM-EDX were Hf–L, Nb–L, Ta–L, Ti–K, and Zr–L lines. Acceleration voltage and working distance of the SEM-EDX was chosen as 30 kV and 10 mm, respectively.
Crystal structures of the as-cast and homogenized specimens were characterized by X-ray diffraction (XRD). Cu-Kα (Wavelength: λ = 0.154 nm) was used as an X-ray source, and acceleration voltage and current were set to be 45 kV and 40 mA, respectively. The measurement step size was 0.00835° and the range of 2θ was chosen from 25° to 90°.
Room temperature tensile tests of both as-cast and homogenized RMEAs were conducted on a universal tensile test machine (SHIMADZU, AG-100 kN Xplus) at a quasi-static strain rate of 8.3 × 10−4 s−1. To confirm reproducibility of the results, tensile tests were repeated four times for each alloy. A CCD video camera extensometer (SVS625MFCP) was used to record the displacement of the gauge section, and the strain was calculated by the aid of digital image correlation (DIC) technique using a Vic-2D software.15)
3. Results and Discussions
3.1 Microstructure of as-cast and homogenized RMEAs
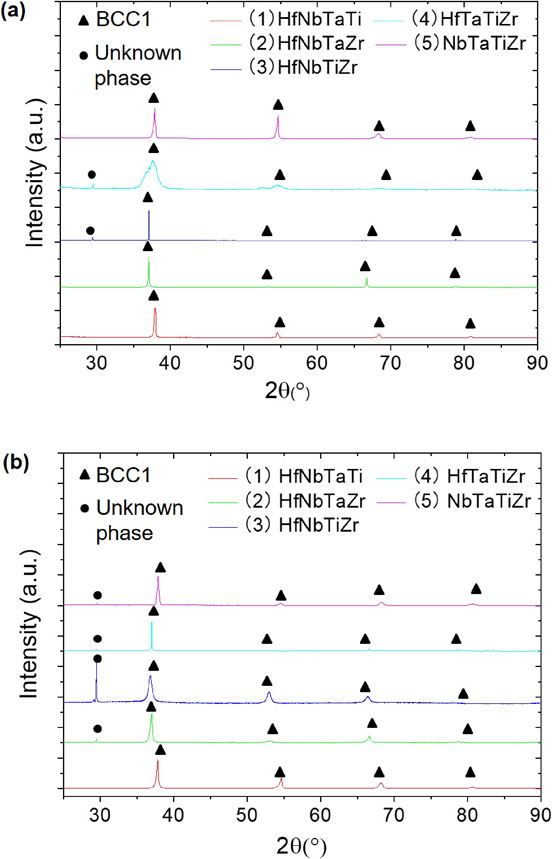
XRD profiles of as-cast and homogenized RMEAs are shown in Fig. 2(a) and (b), respectively. All RMEAs were indexed as BCC single phase, besides extra unknown peaks near 30° in the as-cast (3) HfNbTiZr, (4) HfTaTiZr, the homogenized (2) HfNbTaZr, (3) HfNbTiZr, (4) HfTaTiZr, and (5) NbTaTiZr specimens. The extra peaks might imply short-range ordering formed in these alloys, although it is necessary to be carefully verified in future studies. In the as-cast (4) HfTaTiZr and (5) NbTaTiZr specimens, some peaks showed broadening which could be due to chemical heterogeneities, such as dendritic segregation in as-cast materials, as will be discussed later.
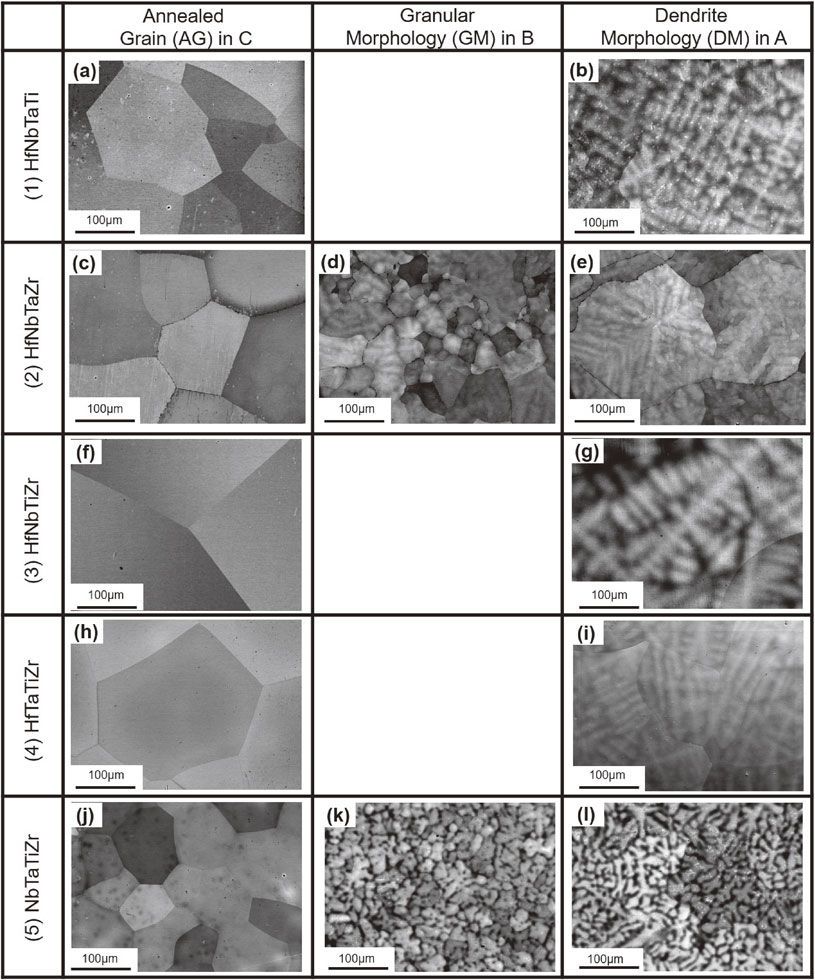
Figure 1(c) expresses a schematic illustration of microstructural change in the as-cast RMEAs along the solidification direction. We found that the microstructure could be divided into three types from bottom to top (along the solidification direction): annealed grains (AG), granular morphology (GM), and dendritic morphology (DM).
Formation process of the three kinds of microstructure (AG, GM, and DM) can be explained as follows. During arc-melting and casting, an ingot can be divided into three parts in terms of phase construction. The part close to free surface in the first melting (A) can be fully-liquid phase during melting and solidification, while solid and liquid phases coexist in the middle part (B). The bottom part facing the surface of the mold (C) can be fully-solid phase since that part is continuously cooled during melting and solidification. Subsequent solidification occurs in the B part first and A part afterward, because the latter is far from the mold leading to slower cooling rate. It should be noted that, in the B part, elemental partitioning between solid (where granular-shaped dendrites are nucleated) and liquid phases occurs during solidification, resulting in the GM microstructure. Elemental partitioning also occurs in the A part during dendrite growth, forming the DM microstructure. Then, the solidified ingot is flipped and re-melted. In the second melting, the C part facing the free surface melts and becomes fully-liquid state. On the other hands, the DM part (A part) faces the surface of mold this time, and is annealed (homogenized) during melting of other parts resulting in the AG microstructure. These processes were repeated five times and microstructures in Fig. 3 could be obtained. Representative SEM-BSE micrographs showing microstructures of the as-cast (1) HfNbTaTi, (2) HfNbTaZr, (3) HfNbTiZr, (4) HfTaTiZr, and (5) NbTaTiZr RMEAs are represented in Fig. 3(a)–(l). In (1) HfNbTaTi, (3) HfNbTiZr, and (4) HfTaTiZr, AG and DM were observed while AG, GM, and DM could be seen in (2) HfNbTaZr and (5) NbTaTiZr RMEAs.
Microstructural observations were also conducted for the homogenized RMEAs, and the fraction of AG, GM, and DM microstructures in both as-cast and homogenized RMEAs were plotted in Fig. 4. It was found that the fraction of GM and DM reduced to zero in (1) HfNbTaTi, (3) HfNbTiZr and (4) HfTaTiZr after the homogenization at 1150°C for 24 hours. On the other hand, AG and GM were observed in (2) HfNbTaZr and DM still dominantly remained in (5) NbTaTiZr even after the homogenization. The fraction of AG in (5) NbTaTiZr slightly changed from 9% to 14%.
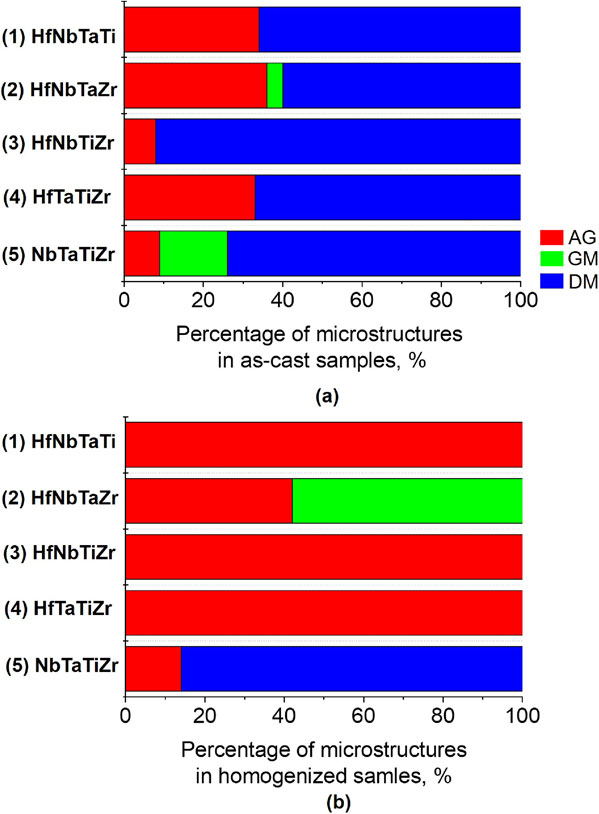
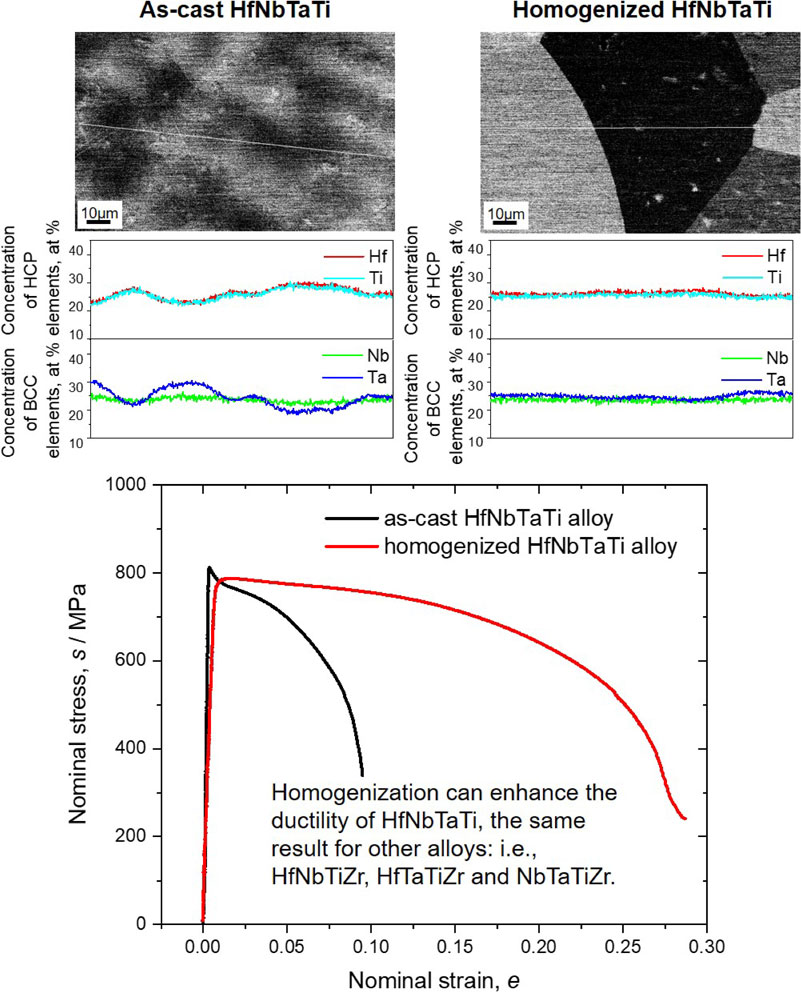
Figure 5(a)–(j) shows elemental distributions in the as-cast and homogenized RMEAs. The left column (a)–(e) shows the results of the as-cast alloys, while the right column shows the results of the homogenized alloys. In each figure of (a)–(j) upper micrograph is an SEM image of the specimen. Below each SEM image, profiles of element distributions along the thin white line in the corresponding SEM image are represented. The upper and lower graphs indicate for Hf, Ti and Zr (elements showing HCP structure in pure metal state at RT) and for Nb and Ta (elements showing BCC structure in pure metal state at RT), respectively. It should be noted that for convenience in later discussions, we categorize the elements into two categories (namely, BCC elements: Nb and Ta, and HCP elements: Hf, Ti, and Zr) according to their crystal structure in pure metal state at RT.
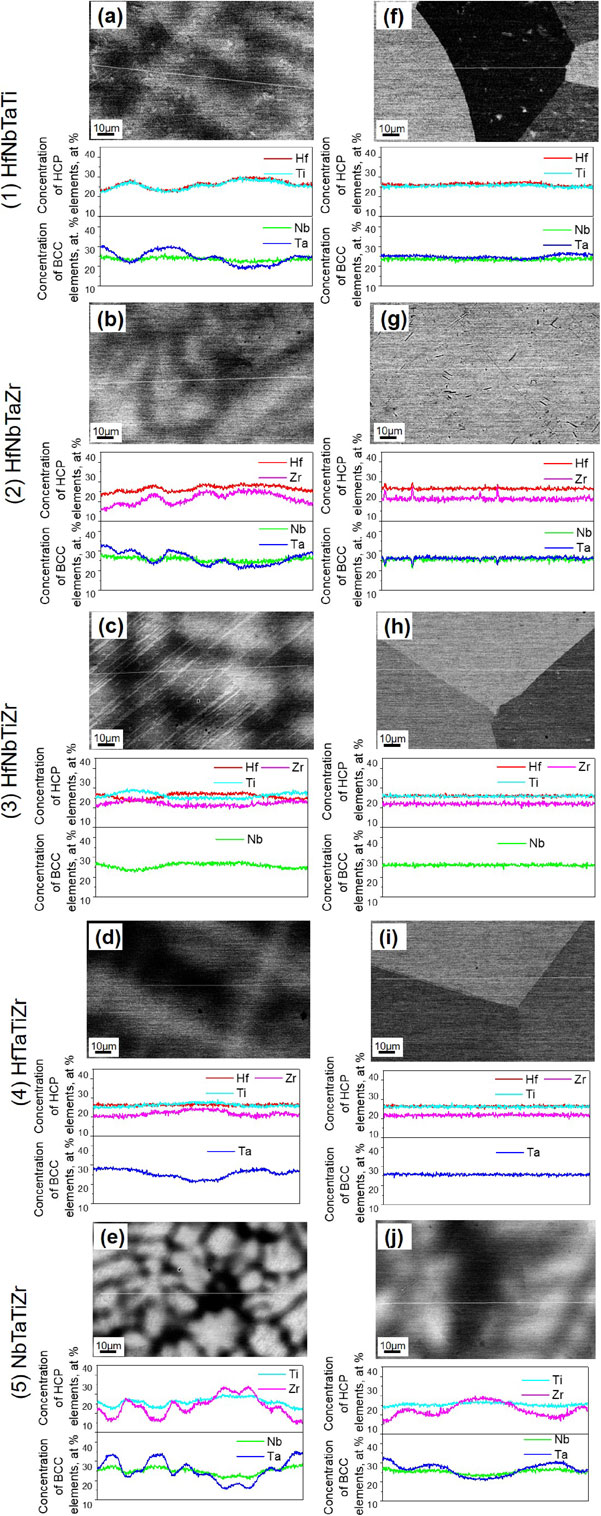
After the homogenization at 1150°C for 24 hours, it was clear that dendritic segregation was greatly removed in all the homogenized RMEAs. This is because diffusion of elements can be faster at high temperature, resulting in homogeneous distributions of elements in the alloys. However, the most severe segregation in the as-cast (5) NbTaTiZr among five alloys indicated that the homogenization could not remove segregation. Correspondingly, DM with 86% fraction was observed in the homogenized (5) NbTaTiZr, as shown in Fig. 4(b).
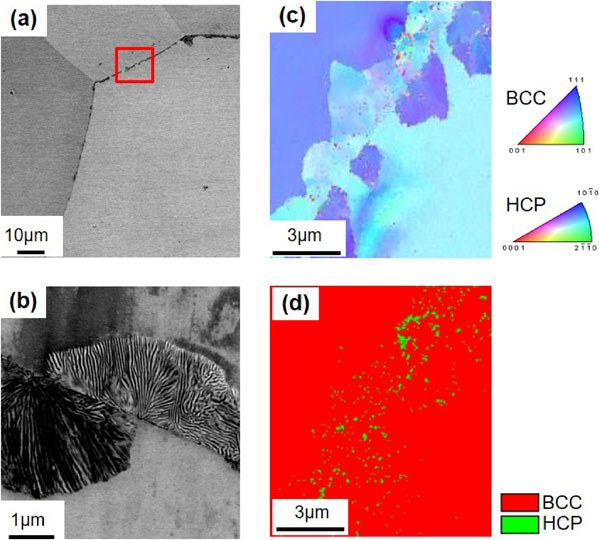
Figure 6(a) and (b) show SEM-BSE micrographs revealing precipitates in the as-cast (2) HfNbTaZr RMEA. A number of lamellar-structured precipitates with sizes of several microns were found along grain boundaries of the matrix BCC phase. Figure 6(c) gives an EBSD inverse pole figure (IPF) map of a region including the lamellar precipitates. It was interesting that the lamellar precipitates had the same crystal orientation with the matrix grain on the other side of the grain boundary. Figure 6(d) shows an EBSD phase map of the same area as Fig. 6(c). Although the lamellae in the precipitates (Fig. 6(b)) were too fine to be resolved by EBSD, the major portions were determined to be BCC phase, while many fine HCP phases were also observed. The results suggested that the lamellar precipitates were composed of major phase with BCC-based structure and minor phase with HCP-based structure.
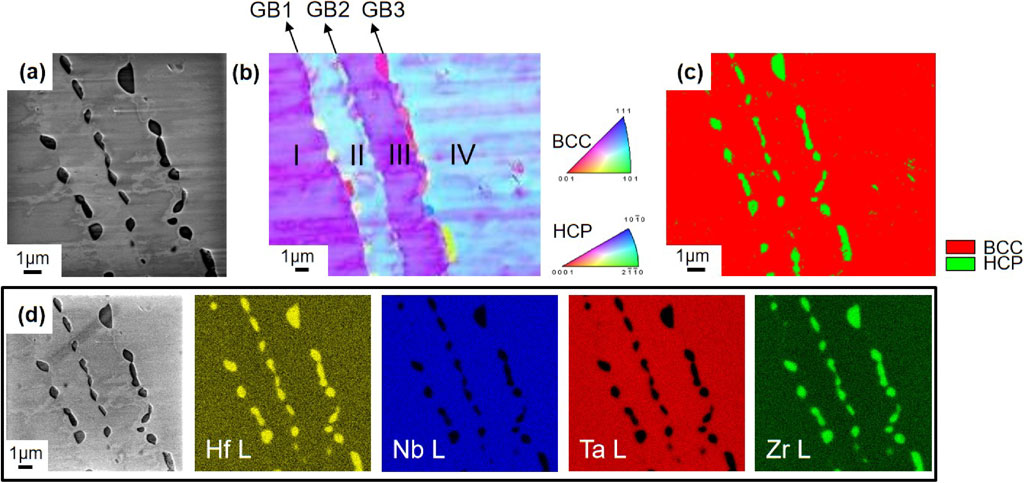
We found equiaxed precipitates in the homogenized (2) HfNbTaZr RMEA, as shown in Fig. 7(a). Interestingly, these precipitates having different orientations were aligned along three parallel grain boundaries (GB1, GB2, and GB3) as shown in Fig. 7(b). As shown in Fig. 7(c), it was clearly confirmed that equiaxed precipitates had HCP structure while the matrix was BCC (solid solution). It should be noted that no orientation relationship between the matrix and precipitates was found. In addition, the area II of matrix BCC solid solution sandwiched by GB1 and GB2 had the same crystallographic orientation with the matrix area IV in the right-hand side. Similarly, the matrix area I had the same orientation as the area III. Figure 7(d) gives EDX elemental maps of (Hf, Nb, Ta, and Zr) in the same region involving the equiaxed precipitates. It was found that Hf and Zr were enriched while Nb and Ta were lean in the precipitates, which corresponded with the HCP structure of the precipitates. The results also indicated that the precipitates in the as-cast material could not be totally eliminated by homogenization.
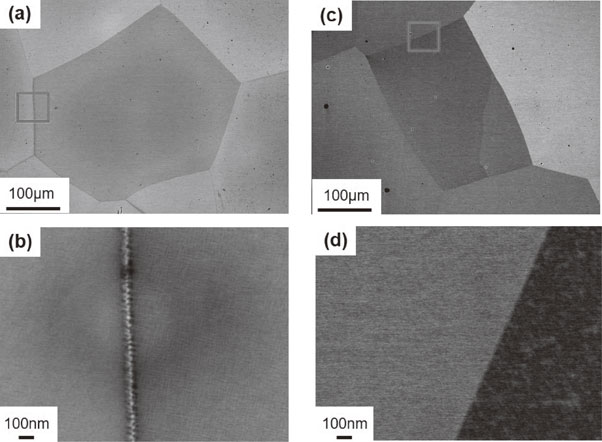
A small amount of precipitates was also found in the (4) HfTaTiZr alloy. Figure 8(a) and (b) give SEM-BSE images showing the precipitates found along grain boundaries of the BCC matrix in the as-cast (4) HfTaTiZr RMEA. The precipitates aligned along grain boundaries to form a film-like morphology, and the thickness of the film-like precipitates was smaller than 100 nm. Figure 8(c) and (d) show SEM-BSE micrographs of a region around grain boundaries of the matrix phase in the homogenized (4) HfTaTiZr. It was clearly indicated that the precipitates found in the as-cast (4) HfTaTiZr alloy could be successfully eliminated by homogenization. Although those precipitates were observed in the as-cast and homogenized (2) HfNbTaZr alloy and in the as-cast (4) HfTaTiZr, XRD could not detect diffraction peaks corresponding to these second phases probably owing to their small volume fractions, so that the precipitates phase could not be identified furthermore in the current study.
It has been said that single phase HEAs and MEAs can be stabilized by their large configuration entropy in solid solutions. However, configuration entropy was not only an important factor but also the mixing enthalpy significantly contributes to the phase stability in HEAs and MEAs.16,17) Based on the present results, it was clearly shown that BCC elements (Nb, Ta) tended to segregate together inside of dendrite arms, separated from HCP elements (Hf, Ti, Zr) in inter-dendrite regions, forming grain boundary precipitates in some cases (e.g., (2) HfNbTaZr). This tendency of elemental distribution (segregation) could be explained by binary mixing enthalpies of element pairs in Hf–Nb–Ta–Ti–Zr systems presented in Table 1.18) It is clearly seen in Table 1 that the mixing enthalpies of HCP elements pairs (Hf–Ti, Hf–Zr, Ti–Zr) and BCC elements pairs (Nb–Ta) are zero, while the mixing enthalpies of pairs between HCP elements and BCC elements (Hf–Nb, Hf–Ta, Nb–Ti, Nb–Zr, Ta–Ti, Ta–Zr pairs) showed positive values. Positive mixing enthalpy generally indicates that there is a repulsive interaction between two elements. The binary mixing enthalpies summarized in Table 1 well agreed with the segregation tendency between BCC elements (Nb, Ta) and HCP elements (Hf, Ti, Zr) in the RMEAs. This is also very consistent with many literatures of BCC RHEAs showing second phase precipitation or severe segregation of elements having positive mixing enthalpy (Refs. 3), 8) for instance). Since various kinds of elements are mixed, it is very difficult to avoid such heterogeneity of elemental distribution in microstructure of multicomponent high-alloy systems,19) implying essential nature of in HEAs and MEAs.
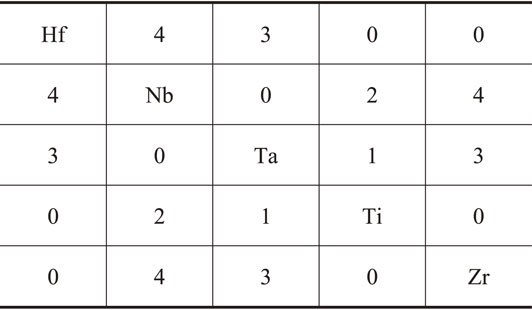
Table 1 Binary mixing enthalpies, $\Delta H_{ij}^{mix}$ (kJ/mol) of atom pairs in Hf–Nb–Ta–Ti–Zr systems.
Figure 9(a) and (b) show nominal stress (s) – nominal strain (e) curves and true stress (σ) – true strain (ε) curves plotted together with work-hardening rate (dσ/dε) – true strain (ε) curves, respectively, of the as-cast RMEAs obtained by tensile tests at RT. We clearly saw in Fig. 9(a) and (b) that the plastic instability (σ = dσ/dε)20) happened at very early stages of tensile deformation in all the RMEAs studied, resulting in limited uniform elongation values. Interestingly, (1) HfNbTaTi and (3) HfNbTiZr RMEAs showed relatively large post-uniform elongations similar to the HfNbTaTiZr RHEA. (2) HfNbTaZr and (5) NbTaTiZr fractured just after yielding, and (4) HfTaTiZr fractured in the elastic region.
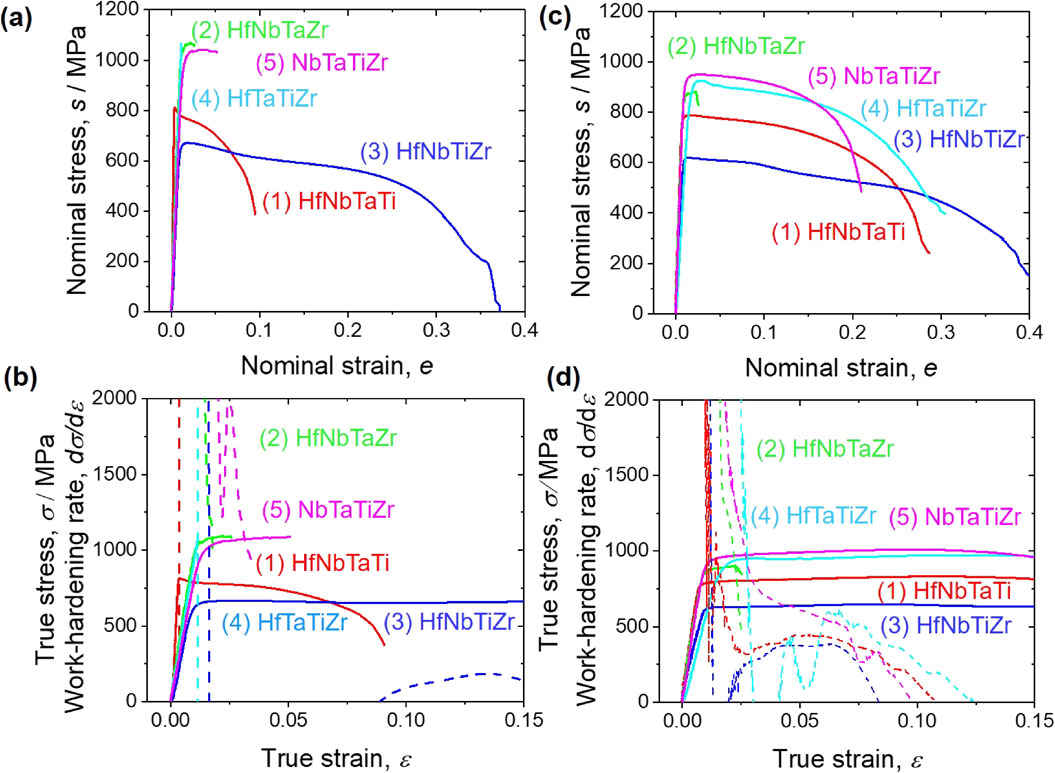
Figure 9(c) and (d) show nominal stress – nominal strain curves and true stress – true strain curves plotted together with work-hardening rate – true strain curves, respectively, of the homogenized RMEAs. Similar to the as-cast specimens, the plastic instability happened at very early stages of tensile deformation in all the alloys. However, the total elongation was significantly improved by the homogenization. Although (2) HfNbTaZr fractured just after yielding, all other RMEAs showed large post-uniform elongations.
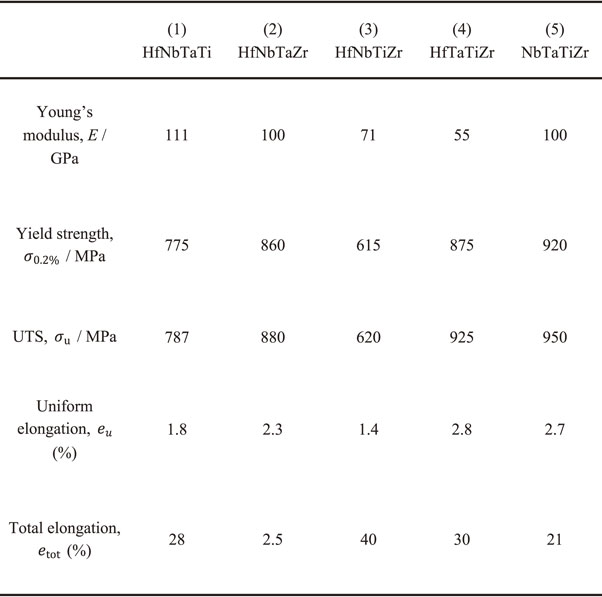
In Tables 2 and 3, Young’s modulus, yield strength, ultimate tensile strength, uniform elongation, and total elongation of the as-cast and homogenized RMEAs, respectively, are shown. The values of mechanical properties were determined from the nominal stress-strain curves (Fig. 9(a) and (c)). Young’s modulus of all the RMEAs were less than or equal to 100 GPa except for the as-cast and homogenized (1) HfNbTaTi RMEA (300 GPa and 111 GPa, respectively). It was interesting that most RMEAs studied show very low Young’s modulus.

It was found that after the homogenization Young’s modulus of (1) HfNbTaTi and (4) HfTaTiZr reduced while that of (2) HfNbTaZr, (3) HfNbTiZr and (5) NbTaTiZr changed slightly. For example, Young’s modulus of (4) HfTaTiZr significantly decreased from 94 GPa to 55 GPa by the homogenization. We may understand this phenomenon by an analogy of the elastic modulus changes in composite materials consisting of two different phases having different phase fraction and different elastic modulus. Young’s modulus of composite materials could be predicted fall between an upper bound represented by:
| \begin{equation}
E_{\text{C}}^{\text{U}} = E_{\text{M}}V_{\text{M}} + E_{\text{P}}V_{\text{P}}
\end{equation}
| (1) |
and a lower bound:
| \begin{equation}
E_{\text{C}}^{\text{L}} = \frac{E_{\text{M}}E_{\text{P}}}{E_{\text{P}}V_{\text{M}} + E_{\text{M}}V_{\text{P}}}
\end{equation}
| (2) |
where,
E and
V denote the elastic modulus, volume fraction, respectively. U and L indicate an upper bound and lower bound, respectively. The subscripts C, M, and P represent composite, matrix, and particular second phases, respectively.
21) In (4) HfTaTiZr, there could be two factors affecting the change of the elastic modulus. Firstly, the precipitates along grain boundaries confirmed in the as-cast (4) HfTaTiZr might have higher elastic modulus than that of the matrix. Secondly, there could be difference in elastic modulus between inter-dendrite region and inside of dendrite in the alloy. In either case, we could understand the reduced elastic modulus of the homogenized (4) HfTaTiZr, according to
eq. (1) and
(2) Similar effects could happen in other alloys.
After the homogenization, yield strength and ultimate tensile strength decreased more or less in all the alloys. Total elongation greatly increased in (1) HfNbTaTi, (4) HfTaTiZr and (5) NbTaTiZr while uniform elongation did not change in all the RMEAs.
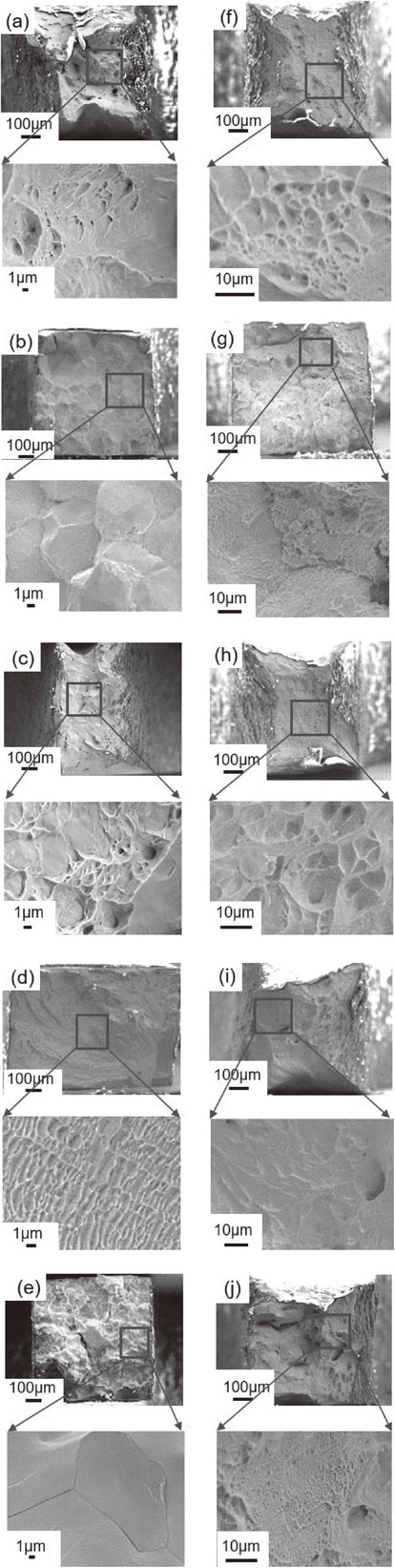
SEM micrographs showing fracture surfaces of the as-cast and homogenized RMEAs are represented in Fig. 10. In the as-cast RMEAs (Fig. 10(a)–(e)), necking appeared and ductile dimples with different sizes were observed in (1) HfNbTaTi and (3) HfNbTiZr RMEAs (Fig. 10(a) and (c), respectively). The as-cast (2) HfNbTaZr and (4) HfTaTiZr RMEAs showed a typical inter-granular fracture and step-like fracture surfaces (Fig. 10(b) and (d)), respectively, and (5) NbTaTiZr RMEA exhibited both inter-granular and trans-granular fracture surfaces (Fig. 10(e)). In the homogenized RMEAs, necking appeared in all the alloys except for (2) HfNbTaZr, and fracture surfaces showed dimples with different diameters in all the alloys. Only (2) HfNbTaZr showed both inter-granular and trans-granular fracture surfaces (Fig. 10(g)).
Based on the microstructure analysis by SEM-BSE and SEM-EDX shown above, the limited ductility in the as-cast RMEAs could be attributed to severe dendritic segregations (Fig. 5(a)–(e)) and grain boundary precipitates found in the alloys (2) (Fig. 6) and (4) (Fig. 8), leading to early fracture with inter-granular fracture, trans-granular fracture, and step-like fracture surface morphology (Fig. 10(b), (d), and (e)). Great improvement of dendritic segregation and elimination of grain boundary precipitates in the alloy (4) (Fig. 8) would be the main reasons for the ductility improvement in the homogenized RMEAs. As grain boundary precipitates could not be eliminated in (2) HfNbTaZr alloy by homogenization, it still showed a brittle fracture behavior with both inter-granular and trans-granular fracture surface morphology.
According to the previous reports for RHEAs, only the equi-atomic HfNbTaTiZr RHEA exhibited large tensile ductility at RT (yield strength: ∼1000 MPa, total elongation: 10–20%, varied in different references).22–25) Now it was found all the homogenized RMEAs except for (2) HfNbTaZr exhibited large total elongation. Comparing the present mechanical properties of the homogenized RMEAs with those reported in the HfNbTaTiZr RHEA, it was noteworthy that (4) HfTaTiZr and (5) NbTaTiZr showed comparable yield strength (875 MPa and 920 MPa, respectively) with the HfNbTaTiZr RHEA, while the total elongation of these two RMEAs were larger than that of HfNbTaTiZr RHEA. (1) HfNbTaTi and (3) HfNbTiZr exhibited larger total elongation than HfNbTaTiZr, and yield strength of these two alloys was a little lower than that of HfNbTaTiZr. These results suggest that poor ductility of many RHEAs may be due to second phase precipitates along grain boundaries or severe dendritic segregation, which are frequently observed in almost all BCC RHEAs (even after annealing at HT) showing early fracture. On the other hand, it was difficult to simply summarize the effect of elemental combination on the mechanical properties of quaternary RMEAs based on our present research results. Investigating the detailed deformation mechanism that results in large tensile ductility depending on the chemical composition is our on-going work, and will be presented in a future publication. To sum up, most importantly, achieving microstructure with homogeneous elemental distribution through homogenization is very critical to understand the ductility of BCC RHEAs.