1. Introduction
The cast Al–Si–Cu–Mg alloy is made by adding Cu and Mg elements to cast Al–Si alloy, and the high strength is obtained by heat treatment. Due to high strength, low thermal expansion coefficient, good casting performance and wear resistance, it has been widely used in aviation, automobile and machinery fields, especially for piston, cylinder block, cylinder head and crankcase and so on.1,2)
To meet the requirement of light weight and high strength, more and more alloys with excellent comprehensive properties are needed. Heat treatment including solid solution and aging treatment plays a very important role in the development of cast aluminum alloy, especially for alloy materials of Al–Si–Cu–Mg series.3,4) Many researches of heat treatment on microstructure and properties of Al–Si–Cu–Mg Alloys were carried out.5–7) Zhang et al.8) optimized the composition of soluble phases, the structure and morphology of insoluble phases, and artificial ageing processes of Al–Si–Cu–Mg alloys, and concluded the best matches of 0.4 mass% Mg and 1.2 mass% Cu in the Al–9Si alloy, avoided the toxic effect of the blocky Al2Cu on the mechanical properties of the alloy. The double-stage ageing of 100°C × 3 h + 180°C × 7 h can achieve the combination of higher tensile strength and higher elongation. Krishnankutty et al.9) investigated the effect of aging time for 1–16 h at 180°C after solution treatment of the alloy at 500°C for 5 h on mechanical properties and wear characteristics of near eutectic Al–Si–Cu–Mg–Ni piston alloy, and the hardness and ultimate tensile strength showed a peak at intermediate aging time. Shaha et al.10,11) studied the ageing characteristics and high temperature tensile properties of the Al–7Si–1Cu–0.5Mg alloy modified with micro-additions of Mo, Mn, Cr, Ti, V and Zr. During isochronal ageing, the alloy reached a peak hardness of 92 HRF, and the alloying additions increased the yield stress by 30% and ultimate tensile strength by 5%. Wei et al.12) reported the effect of heat treatment on the microstructure and thermal fatigue of Al–Si–Cu–Mg alloy, and the ultimate tensile strength increased from 285 MPa to 368 MPa and the elongation increased from 5.8% to 6.5% after heat treatment. Toschi et al.13,14) proposed a T6 heat treatment including double stage solution and artificial aging for A354 casting alloy, and optimized the heat treatment parameters. The first stage was aimed at the homogenization and dissolution of the low melting phase while a second stage was used to foster dissolution of Cu/Mg rich intermetallics. Results showed that the proposed treatment allowed the enhancement of mechanical properties of the alloy.
Currently, the effects of heat treatment on the properties of Al–Si–Cu–Mg aluminum alloy have not been studied systematically. In this study, Al–4.8Si–1.2Cu–0.5Mg which belongs to ZL105 was investigated, and by using independently altering variables, the heat treatment experiments were carried out to determine the effects of solid solution temperature, transfer time before quenching, delay time after quenching, aging temperature and time on the properties, and the appropriate parameters had been obtained.
3. Results and Discussion
3.1 Effect of solid solution temperature
The effect of solid solution temperature on the properties after experiment scheme No. 1 in Table 1 was shown in Fig. 1.

With the increase of solid solution temperature, the tensile strength after aging at 160°C for 5 h increases from 292 MPa to 322 MPa, and the elongation and electrical conductivity decrease monotonously, from 3.9% to 1.6% and from 21.26 MS/s to 19.12 MS/s, respectively. Although the tensile strengthen reaches the maximum value of 322 MPa at 535°C, it has a little increase compared with 320 MPa at 525°C. In contrast, the elongation and electrical conductivity decrease rapidly from 3.3% to 1.6% and from 20.24 MS/s to 19.12 MS/s, and the decrease rate are 52% and 5.5% when the solid solution temperature increases from 525°C to 535°C. On the whole, the properties are better when the solid solution temperature is about 525°C. Those can be explained as follows. The lattice distortion caused by atoms dissolved in α-Al matrix plays a leading role in the electron scattering and thus the electrical conductivity.15,16) The higher the solution temperature is, the higher the supersaturation concentration of the solid solution is, and the more serious the lattice distortion is. So, there is a larger hindrance of the solid solution on the electrons. Accordingly, the electrical conductivity will reduce monotonously and the tensile strength will rise with the increase of solid solution temperature. In addition, with the increase of solid solution temperature, the number of re-dissolved second phase particles will increase, which can promote the precipitation of the strengthening phase during aging and make the precipitation uniform distribution. So, the tensile strength will also rise with the sloid solution temperature. However, high solid solution temperature will cause recrystallization and growth of grains due to the overheating or over-burning, resulting in the decrease of mechanical property. Therefore, the solution temperature should not be too high. The rapid decrease of the properties at 535°C in Fig. 1 is probably due to the near overheat temperature. The microstructures at different solid solution temperatures were given in Fig. 2 for further discussion.
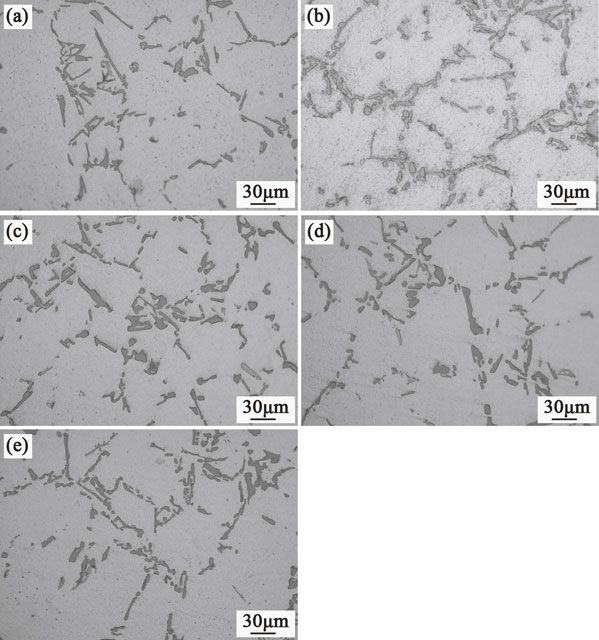
When the solid solution temperature is 495°C, a small amount of lamellar eutectic Si is not still dissolved in the α-Al matrix. Bulk lamellar eutectic Si has been basically broken at 515°C, and the eutectic Si is further refined at 525°C where there is almost no bulk lamellar eutectic Si and the continuous long strips of eutectic Si is also significantly reduced. In contrast, the granular eutectic Si increases significantly. But when the solid solution temperature is 535°C, the grain begins to appear slightly rough because of excessive solid solution temperature. And the junction of grain boundary is triangular and the original fragmentation of eutectic Si begins to grow, which is the beginning of the phenomenon of over-heat. Therefore, the microstructure can coincide with the change of the properties.
The TEM microstructure was shown in Fig. 3. In Fig. 3(a), there are large number of punctate precipitates with diameter less than 16 nm and a few long needle precipitates uniformly distributed in the α-Al matrix. According to the size and shape of the precipitated phase, the punctate precipitates are GP zone and the long needle ones are θ′ phase. Compared with Fig. 3(a), the punctate precipitates in Fig. 3(b) obviously become fine and the long needle precipitates transform into fine short rods uniformly distributed in the α-Al matrix. The number of precipitates increases significantly. Figure 3(c) showed that the punctate precipitates are barely visible and the short rod precipitated phase becomes coarse, which lowers the strength of the alloy.
3.2 Effect of the transfer time before quenching
The effect of transfer time before quenching on the properties after experiment scheme No. 2 in Table 1 was shown in Fig. 4. The tensile strength decreases all the time while the elongation and electrical conductivity have an increasing tendency with the transfer time. When the transfer time is less than 40 s, there is a little effect on the mechanical properties and electrical conductivity. However, once the transfer time is more than 40 s, the tensile strength will rapidly decline from 313 MPa to 286 MPa. Therefore, the transfer time before quenching should be as short as possible within 40 s to avoid deteriorating the properties.

When the transfer time in the air was prolonged, the cooling rate will slow down, and thus it will have enough time for the second phase to nucleate on the grain boundary and grow up. According to Ostwald ripening mechanism,17,18) these second phases can absorb solute atoms on the nearby grain boundary and continue to grow during the aging treatment, which results in solute lack near the grain boundary and makes it difficult to precipitate new second phase. Even if there is a new second phase, it will gradually dissolve or even disappear due to the smaller size than the precipitated one. Therefore, the distribution of precipitates on the grain boundary is more discrete, which slows the crack propagation along the grain boundary and improves the plasticity. At the same time, due to the solute lack near the grain boundary, the GP zone cannot be precipitated and thus precipitation free zone will form in the region lower than the critical vacancy concentration, resulting in the decrease of tensile strength.
With the increase of transfer time, the precipitated second phase increases and the solute atoms in the α-Al matrix decreases, which will cause the conductivity increase after aging. But on the other hand, during the second phase precipitation, the coherent strain is enlarged, which will increase the electron scattering and thus cause the conductivity decrease. Because the conductivity increase caused by the solute atom is much larger than the decrease caused by the coherent strain, the final conductivity shows an increase tendency with the transfer time increase from 10 s to 120 s.
The microstructures at different transfer time were shown in Fig. 5. The microstructure of the eutectic Si and the precipitated phase are oval or rod shaped when the transfer time is less than 40 s. The eutectic Si is fine and distributes evenly in the matrix, so the mechanical properties are very good. When the transfer time is more than 80 s, the eutectic Si are formed to lamellar and become coarser with the increase of the transfer time, which will lead to the decrease of the tensile strength. Therefore, the microstructure change agrees with the change of the tensile strength.
3.3 Effect of the delay time after quenching
Figure 6 showed the effect of the delay time after quenching on the properties after experiment scheme No. 3 in Table 1. With the increase of the delay time, the tensile strength decreases quickly from 320 MPa to 305 MPa while the elongation increases rapidly from 3.3% to 3.6% before 12 h. When the delay time exceed 12 h, the tensile strength increases continuously to 317 MPa while the elongation decreases gradually to 2.8%. The electrical conductivity increases to 20.61 MS/s at first and then decreases to 19.42 MS/s gradually. The tensile strength, elongation and electrical conductivity at 2 h are 312 MPa, 3.5% and 20.61 MS/s, respectively.

When the alloy is kept in the air after quenching, with the increase of delay time, GP zones may gradually form and grow, and the solute elements of Cu, Mg and Si which are originally over saturated begin to precipitate from the α-Al matrix.19) Therefore, the concentration of solute elements in the saturated solid solution is greatly reduced. Those GP zones smaller than the critical size will re-dissolved into the solid solution during aging. This will make the number of precipitated strengthening phase less and make the dispersion degree of precipitated phase worse. So, the mechanical properties of the alloy will reduce and the electrical conductivity will improve. However, if the delay time continued to increase, the GP zone smaller than the critical size may grow up to the stable size which is difficult to be re-dissolved at artificial aging. Therefore, the strength of the alloy will increase, and the elongation and electrical conductivity will reduce. So, the delay time after quenching should be as short as possible within 2 h.
3.4 Effect of the aging temperature
The effect of the aging temperature on the tensile strength, elongation and electrical conductivity after experiment scheme No. 4 in Table 1 was shown in Fig. 7. As the aging temperature increases, the tensile strength gradually increases to 321 MPa and then decreases to 315 MPa while the elongation gradually decreases to 3.2% and then rebounds to 3.25%. The electrical conductivity decreases from 21.87 MS/s to 19.54 MS/s all the time. Therefore, when the aging temperature is 160°C, the alloy exhibits relatively good properties of 320 MPa tensile strength, 3.3% elongation and 20.24 MS/s electrical conductivity.

When the aging temperature is low, the precipitated phase is mainly GP zone, and the precipitation process needs a certain time to be completed. Because GP zone cannot transform into θ′′ transition phase as possible as it can, the formation of dispersed strengthening phase will be obviously limited. So, the aging effect is not significant. With the increase of aging temperature, the diffusion ability of solute atoms increases, and thus the precipitation speed of strengthening phase will gradually increase. The precipitations of GP zone, second phase and equilibrium phase almost go in at the same time. The higher the aging temperature is, the stronger the formation and aggregation of second phase will be, and the better the dispersion degree will become. Consequently, the tensile strength of alloy will be improved gradually. However, when the aging temperature is too high, the precipitated phases grow up and coarse and the lattice distortion decreases, which will deteriorate the tensile strength.
3.5 Effect of aging time
Figure 8 showed that the effect of aging time on the tensile strength, elongation and electrical conductivity after experiment scheme No. 5 in Table 1. With the increase of aging time, the tensile strength rises rapidly from 290 MPa to the maximum of 320 MPa and then drops gradually to 305 MPa while the elongation drops first from 3.7% to 2.9% and then rises slightly to 3.05%. The electrical conductivity presents the change of rising first to 20.24 MS/s, then dropping to 19.74 MS/s and then rising to 20.31 MS/s. When the aging time is 5 h, the tensile strength, elongation and electrical conductivity are 320 MPa, 3.3% and 20.24 MS/s, respectively.

The following explanation was given. During the aging process, the alloy is gradually strengthened and thus the tensile strength is gradually increased, but it will be weakened once over aging. The elongation has the opposite change. In general, the precipitation sequence of Al–Si–Cu–Mg alloy is supersaturated solid solution, GP zone formation, GP zone decomposition, transition phase formation and equilibrium phase formation.20) In short aging time, the atoms of Cu, Mg and Si will aggregate in the α-Al matrix, forming a solute rich region, that is, GP zone. It maintains a coherent relationship with α-Al matrix, and the atoms on the boundary are shared by α-Al matrix and GP zone. In order to adapt two different atom arrangement at the same time, the elastic strain will occur near the coherent boundary. And the serious lattice distortion will hinder the movement of dislocations, thus improving the tensile strength of the alloy. With the increase of aging time, because the atoms of Cu, Mg and Si are further enriched and tended to be ordered, they will rapidly grow into the long needle or rod-shaped β′′ phase and θ′′ phase. When the β′′ and θ′′ phases grow to a certain size, the stress field will spread all over the whole matrix, and the strain zone will be almost connected. So, the tensile strength of the alloy is further improved. When the aging time was further increased, the atoms of Cu, Mg and Si are further enriched to form locally coherent transition phase of β′ and θ′ on the basis of β′′ and θ′′ phases. The elastic strain around α-Al matrix will be reduced, and thus the hinderance on the dislocation movement will also be reduced. At this time, the tensile strength reaches the maximum value, corresponding to 320 MPa in Fig. 8. When the aging time continued to be extended, it will enter the over aging stage. Besides the aggregation and coarsening of the previously formed desolvent phases, stable β phase will be formed on the β′ phase and α-Al matrix, and stable θ phase will be formed on the θ′ phase and α-Al matrix. Because there is no coherent relationship between them, these second phases completely separate from the α-Al matrix. As a result, the lattice distortion will return to the equilibrium state, and the internal stress of the lattices will decrease significantly, which will deteriorate the strengthening effect, and the tensile strength will drop.
Figure 9 showed the TEM microstructures of aging treatment at 3 h, 5 h and 8 h. It can be seen there are a number of punctate precipitates (diameter less than 3 nm) and rod precipitates. According to the size and shape of the precipitated phase, the rod precipitates are θ′ phase, and the punctate precipitates are Q phase. Compared with Fig. 9(a), the short rod precipitates obviously increase and punctate precipitates are uniformly distributed in the α-Al matrix in Fig. 9 (b). The morphology and size of the precipitated phases directly affect the properties of the alloy. Because the number of punctate precipitates increase and the θ′ phase becomes small, the alloy will have relatively good tensile strength corresponding to Fig. 8. It can be seen from Fig. 9(c) that a number of punctate precipitates and a few rod precipitates are distributed in the matrix, and the strength is also satisfactory. For overall consideration, the aging time should be at 3–5 hours.

During the aging, the solute atoms will gradually precipitate from the supersaturated solid solution, and the GP zone, transition phase and stable phase will form, which will reduce the lattice distortion degree and relax the internal stress. So the electronic movement will be enhanced, and the electrical conductivity of the alloy will be improved. After aging for 5 hours, the electrical conductivity decreases and reaches the lowest value at 8 hours. This is because the longer the aging time is, the more sufficient the precipitation of the strengthening phase is. But at this time, the precipitated β and θ phases are completely independent of α-Al matrix and they are dense and disorderly, so the electrical conductivity will decrease instead. With the further prolongation of aging time, the precipitates will become orderly, and accordingly the electrical conductivity will increase again. Therefore, the electrical conductivity at 10-hours aging will increase compared with that at 8-hours aging. After that, the longer the aging time is, the better the homogenization is, and the higher the electrical conductivity will be. From the change trend of electrical conductivity, it can also be judged that the aging at 5 h enters the peak period, and then it is over aging, resulting in the decrease of the strength.



