Abstract
In order to fabricate a titanium alloy with superior wear resistance and fatigue strength, fine particle peening (FPP) was introduced as a post-treatment after gas blow induction heating (GBIH) nitriding. The surface characteristics of the treated alloy were examined using X-ray diffraction, scanning electron microscopy, laser microscopy and a micro-Vickers hardness tester. GBIH nitriding and post-treatment with FPP formed nitrided layers with high hardness and compressive residual stress at the surface of the alloy within a short period of time. This is due to the diffusion of nitrogen atoms during GBIH nitriding and plastic deformation of the surface layer during FPP. Reciprocating ball-on-disk wear tests were performed to investigate the wear resistance of the surface-treated alloy. The wear resistance of the titanium alloy was improved by the proposed surface treatment compared with samples that were only polished or FPP-treated. This is due to the presence of a nitrogen compound layer with high hardness at the surface. The abrasiveness toward the wear test counter material was also decreased by the combined surface treatment.
1. Introduction
Nitriding is extensively carried out for commercially pure titanium and titanium alloys, which improves their tribological properties.1–4) However, ordinary techniques, such as gas nitriding or plasma nitriding, have two disadvantages. One is the long heating time needed, normally lasting several hours,3,5) and another is the reduction in the fatigue strength of nitrided titanium6–8) owing to grain-coarsening.
In order to achieve rapid nitriding of titanium, the authors developed a new technique referred to as gas blow induction heating (GBIH) nitriding. In this technique, nitrogen gas is blown onto an induction-heated titanium specimen under a nitrogen atmosphere. By this process, hardened layers were formed and the wear resistance of the Ti–6Al–4V alloy was improved for a heating time of several minutes.9,10) Other researchers also demonstrated that induction heating (IH) in nitrogen can nitride Ti–6Al–4V alloy rapidly and improve the fretting resistance.11) Moreover, the authors also revealed that IH in air can form a hardened layer at the surface of Ti–6Al–4V alloy due to reaction with the elements contained in air.12) These previous studies revealed that IH can accelerate the diffusion of elements surrounding the heated titanium.
However, a reduction in fatigue strength also occurred in the case of GBIH nitrided Ti–6Al–4V alloy,13) which was similar to that caused by ordinary nitriding. One procedure to inhibit the decline in fatigue strength is a decrease in the nitriding temperature, which suppresses grain coarsening in the treated materials.14,15) As a result, the fatigue properties of nitrided titanium could be improved.16–18) In our previous study,19) GBIH nitriding was achieved at a low temperature by introducing a pre-treatment with fine particle peening (FPP). However, lowering the nitriding temperature decelerates the nitriding reaction, and in some cases the wear resistance does not improve because the surface hardness does not increase sufficiently.13) Another procedure for increasing the fatigue strength is introducing post-treatment with mechanical surface treatments, which generate compressive residual stress at the surface. Various previous studies20–28) demonstrated that thermochemical treatment and post-treatment with mechanical surface treatment increase surface hardness and compressive residual stress, which result in improvements in the fatigue strength. For example, Tsuji et al.23) revealed that post-treatment with shot peening introduced compressive residual stress and work hardening at the surface of a plasma-carburized Ti–6Al–4V alloy, which enhanced the fatigue strength. Based on these previous studies, post-treatment with FPP is considered to be an effective procedure to improve the fatigue strength of GBIH-nitrided titanium.
Based on the aforementioned background, the GBIH nitriding and post-treatment with FPP were performed for a titanium alloy. In this study, the surface characteristics and wear resistance of the treated alloys were evaluated because nitriding for titanium is generally performed to improve its wear resistance. The influence of the proposed surface modification was investigated by the systematic analyses and evaluations.
2. Experimental Procedures
2.1 Specimen preparation
The material used in the present study was Ti–6Al–4V alloy. The mechanical properties of the material are shown in Table 1. The alloy was machined into disk-shaped specimens with a thickness of 4 mm and diameter of 15 mm. One end surface where the treatments were performed was polished using emery paper (#240–#1200).

Table 1 Mechanical properties of Ti–6Al–4V alloy.
Figure 1 shows a schematic illustration of the GBIH nitriding system applied in this study. In this system, GBIH nitriding can be achieved by blowing nitrogen gas onto an induction-heated titanium surface in a nitrogen atmosphere. FPP can also be performed in the same chamber by adding particles to the feeder. The GBIH nitriding involved the following procedures. Before heating, the pressure in the chamber was decreased to 130 Pa using vacuum pumps. Then, the chamber was filled with N2 gas through the nozzle. The oxygen concentration in the chamber was measured using an oxygen analyzer attached to the exhaust system and was confirmed to be under 10 ppm. The flow rate of N2 gas was adjusted by the valves integrated into the system. Although N2 gas was continuously blown into the chamber during the treatments, the pressure inside the chamber was maintained at atmospheric pressure by opening the exhaust valve.

The conditions of the GBIH nitriding and FPP processes employed in this study are provided in Table 2 and Table 3, respectively. The temperature of GBIH nitriding was measured using K-type thermocouples welded to the center of the specimen surfaces and controlled by adjusting the power applied to the IH unit. Figure 2 shows a scanning electron microscopy (SEM) image of the particles used for FPP. The hardness of the shot particle was 855 HV. Figure 3 shows a flowchart of the specimen preparation procedures. Four types of specimens subjected to different treatments were prepared in order to investigate the effectiveness of GBIH nitriding and post-treatment with FPP on the surface characteristics and wear resistance of the titanium alloy. Figure 4 shows the thermal history during the preparation of the N+F series.

Table 2 Conditions of GBIH nitriding.

Table 3 Conditions of FPP.
Compounds formed at the surfaces of the specimens were determined using X-ray diffraction (XRD). The conditions for the XRD measurements were as follows: radiation, Cu Kα (wavelength: 0.154 nm); voltage, 40 kV; current, 40 mA; scan step, 0.01°; scan speed, 5°/min. The surface roughness (the average surface roughness Ra and maximum height roughness Rz, which are defined in Japan Industrial Standard B 0601-2001) was measured using laser microscopy. The measurement area for the surface roughness was 707 × 530 µm2. The microstructures at the surface and the cross-sections of the specimens were observed by SEM. The cross-sections of the specimens were observed after cutting, molding, and polishing to a mirror finish using emery paper and SiO2 suspension, followed by etching with Kroll’s etchant. The acceleration voltage for SEM observations was 15 kV. The cross-sectional hardness distributions of the specimens were measured using a micro-Vickers hardness tester. During the measurements, the applied force was 0.25 N, and the force holding time was 20 s. The residual stresses were measured by XRD with a position-sensitive proportional counter system and calculations based on the sin2 ψ method. Peak searches were carried out by the half-width center method. The conditions for the residual stress measurements are presented in Table 4. The depth distributions of the residual stresses were obtained by alternating measurement of the residual stress and electrochemical polishing to remove the surface layer.

Table 4 Residual stress measurement conditions.
To investigate the influence of the developed surface modification on the wear resistance of the titanium alloy, reciprocating ball-on-disk wear tests were performed. Table 5 shows the conditions of the tests. This test was carried out at ambient temperature in air. The masses of the specimens and alumina balls used as the counter material were measured using a digital balance before and after each test to determine the wear loss. The wear tracks formed on the surfaces of the specimens were observed using SEM. The cross-sectional profiles of the wear tracks were measured by scanning white light interface microscopy.

Table 5 Conditions applied during the reciprocating ball-on-disk wear tests.
3. Results and Discussion
3.1 Effect of GBIH nitriding and post-treatment with FPP on the surface characteristics of titanium alloy
Figure 5 shows SEM micrographs of the surface of the treated specimens at a tilt angle of 45°. The N series, for which only GBIH nitriding was performed, displayed small asperity because of the formation of nitrogen compounds29) as shown later. The F series and N+F series, which were treated with FPP, exhibited dents formed due to collisions with shot particles. Figure 6 presents the results of the surface roughness (average surface roughness Ra and maximum height roughness Rz) measurements. The surface roughness of the F series and N+F series increased compared with that of the P series because of the formation of dents as shown in Fig. 5. The surface roughness values of the F series and N+F series were almost the same. A slight increase in the surface roughness of the N series was also detected.


Figure 7 shows XRD patterns obtained from each specimen. The N series and N+F series, for which GBIH nitriding was performed, exhibited titanium nitride (TiN) peaks in addition to the peaks due to the substrate (α-Ti and β-Ti). This result indicates that nitrogen compound layers were formed by GBIH nitriding. It was also found that the peaks of α-Ti generated from the F series were broadened compared with those from the polished specimen (P series). This is due to decrease of crystalline size and increase of dislocation density during the FPP.30) Figure 8 shows the SEM micrographs obtained at the cross-sections of the specimens. The white broken lines in Fig. 8(b) and (d) show the area of the nitrogen compound layers. At the surface of the F series, a patterned stratification layer was formed through a folding mechanism containing fine grains.31–34) On the other hand, nitrogen compound layers were formed at the surfaces of the N series and N+F series. This result agrees with the results of XRD analysis shown in Fig. 7. The thickness of the compound layer on the N+F series was less than that on the N series. This is because the compound layer was eliminated due to particle collision during FPP. In a previous study,28) post-treatment with FPP completely eliminated a nitrogen compound layer formed by plasma nitriding, which decreased the wear resistance of the nitrided Ti–6Al–4V alloy. However, in the present study, the compound layer remained after post-treatment with FPP. This remaining compound layer improved the wear resistance of the nitrided titanium alloy,1) which is discussed in the next section.

Figure 9 shows the cross-sectional distribution of Vickers hardness for the specimens. The broken line in the figure shows the Vickers hardness value of the P series (345.9 ± 8.8 HV (n = 20, mean ± SD)). All the treated specimens exhibited high hardness at the surface. In the F series, the increase in hardness is due to work-hardening and grain refinement during FPP. In the case of the N series and N+F series, the formation of the hardened layers is attributed to the diffusion of nitrogen atoms into titanium during GBIH nitriding. It can also be seen that the post-treatment with FPP did not affect the cross-sectional hardness distribution, which means that erosion was not significant during post-treatment with FPP.

Figure 10 shows the distributions of residual stress for the specimens. Slight compressive residual stress was generated at the surface of the P series, while significant residual stress was not generated in the N series. This means that the residual stress generated during polishing was released during GBIH nitriding. At the surfaces of the F series and N+F series specimens, by contrast, high compressive residual stresses were generated because of the plastic deformation of the surfaces during FPP. The residual stress distribution was not affected by whether GBIH nitriding was performed prior to FPP or not. The compressive residual stress values at the outermost surfaces of F series and N+F series samples were 1049 MPa and 965 MPa, respectively, which were higher than the 0.2% proof stress of the as-received Ti–6Al–4V alloy (945 MPa, as shown in Table 1). Generally, compressive residual stress that is higher than the yield strength cannot be generated. However, the surface of the F series was strengthened due to work-hardening and grain refinement, and that of the N+F series was strengthened by reaction with nitrogen during GBIH nitriding. Therefore, the yield strengths at the surface layers would be expected to increase, and higher compressive residual stresses than the yield strength of the bulk material were generated.

In a previous study,27) plasma nitriding and post-treatment with FPP for Ti–6Al–4V alloy obtained high hardness and compressive residual stress of approximately 600 HV and 400 MPa, respectively, at the outermost surface, which improved the fatigue strength. This result implies that the surface-modified layer created in this study, which showed Vickers hardness and compressive residual stress at the surface of 484 HV and 965 MPa, respectively, would improve the fatigue strength of the Ti–6Al–4V alloy.
3.2 Effect of GBIH nitriding with post-treatment with FPP on the wear resistance of the titanium alloy
Reciprocating ball-on-disk wear tests were carried out under the conditions shown in Table 5 to examine the influence of the developed surface modification on the wear resistance of the Ti–6Al–4V alloy. Figure 11 shows the calculated wear losses of the specimens during the tests. The wear loss of the N+F series, for which FPP was carried out following GBIH-nitriding, was reduced compared with those of the polished (P series) and FPP-treated (F series) specimens. On the other hand, the wear loss of the N+F series was higher than that of the N series, for which only GBIH nitriding was performed. Figure 12 presents the SEM micrographs and cross-sectional profiles of the wear tracks formed on the specimens. The results shown in Fig. 12 exhibit a similar trend to the wear loss shown in Fig. 11, which means that the size of the wear track for the N+F series was smaller than those of the P series and F series, but a little larger than that of the N series. These results indicate that the wear resistance of Ti–6Al–4V alloy is improved by the GBIH nitriding and post-treatment with FPP compared with specimens that were only polished or FPP-treated. At the surface of the N series and N+F series, nitrogen compound layers were formed as shown in Figs. 7 and 8, which improved the wear resistance.1)


In the wear track formed on the N+F series specimens, dents induced by FPP can be found as shown in Fig. 13(b), while dents were not observed in the wear track of the F series (Fig. 13(a)). This implies that a hardened layer remained in the worn surface of the N+F series after the wear test. In order to elucidate the wear mechanism, the hardness of the wear track surface was measured by nano-indentation tests. A Berkovich indenter was used, and the indentation force and force holding time were 10 mN and 5 s, respectively. The hardness of the wear track surface of the N+F series was 6.2 ± 0.9 GPa (n = 5, mean ± SD), which was higher than that of the substrate (3.4 ± 0.3 GPa, n = 5, mean ± SD). The results indicate that the hard nitrided layer remained until the end of the wear test, which reduced the wear of the N+F series.

The wear of the N+F series samples occurs at an early stage, in which the peaks of surface asperities are locally worn down by sliding contact with a counter material.32) Abrasive wear mainly occurs on the surface of nitrided materials with a hard compound layer,32) whereas the wear of the compound layer proceeds gradually. However, in this study, the compound layer remained on the worn surface until the end of the test, which suppressed the wear of the material. Dents introduced by the post-treatment with FPP also remained on the surface, as shown in Fig. 13.
Figure 14 shows the calculated wear losses of the counter material (alumina ball) used during the tests of each specimen. The counter material used for the N+F series exhibited low wear loss. This result suggests that the abrasiveness toward the counter materials was also improved by the proposed surface modification. This is probably due to a decrease in the amount of work-hardened wear debris, which attacks counter materials.3)

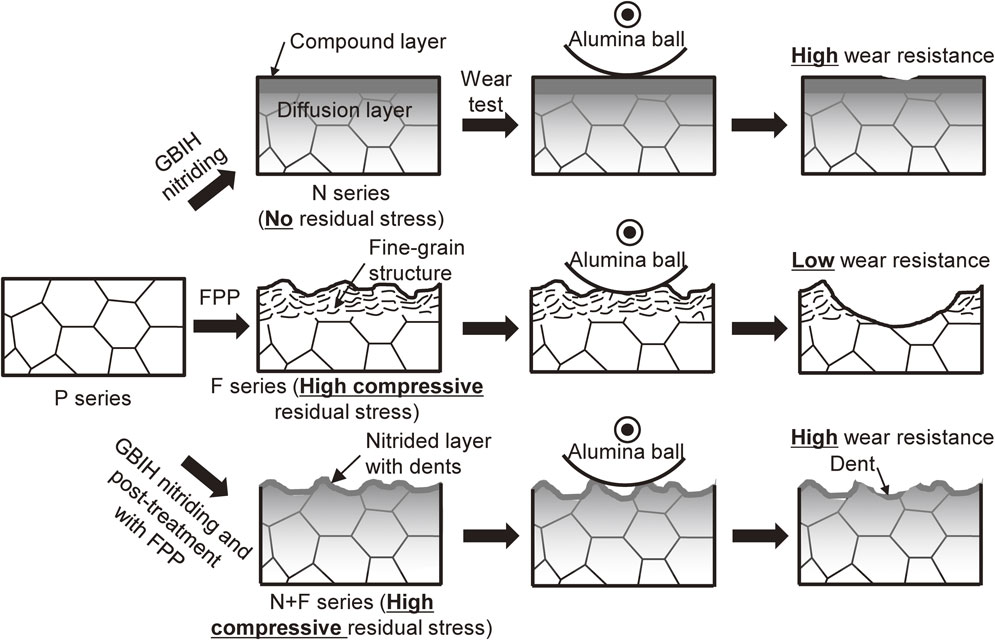
Figure 15 illustrates the effect of the treatment performed in this study on the surface properties and wear resistance of Ti–6Al–4V alloy. GBIH nitriding could form a nitrided layer and improve the wear resistance of Ti–6Al–4V alloy. However, residual stress was not generated at the surface. On the other hand, FPP can create a hardened layer and compressive residual stress at the surface. However, the hardened layer created via FPP could not improve the wear resistance of the Ti–6Al–4V alloy. This is because work-hardening and grain refinement generally do not effectively improve the wear resistance of metallic materials. The proposed surface modification combining GBIH nitriding and post-treatment with FPP can create a nitrided layer with high hardness, which improved the wear resistance of Ti–6Al–4V alloy and generates high compressive residual stress.
The proposed surface modification is expected to increase the wear resistance and fatigue strength of Ti–6Al–4V alloy. The GBIH nitriding system is currently being modified to apply the treatments to fatigue specimens, and the fatigue properties of the specimens shown in this study will be investigated in the future.
4. Conclusions
GBIH nitriding and post-treatment with FPP were performed on a titanium alloy. The surface characteristics of the treated alloy were examined, and their effect on the wear resistance was investigated. The main conclusions of this study are as follows:
-
(1)
GBIH nitriding and post-treatment with FPP form nitrided layers with high hardness and compressive residual stress at the surface of titanium alloy within a short period of time. This is due to the diffusion of nitrogen atoms during GBIH nitriding and the plastic deformation of the surface during post-treatment with FPP.
-
(2)
The wear resistance of titanium alloy was improved by the proposed surface treatment compared with specimens that were only polished or FPP-treated. This is due to the presence of nitrogen compound layers with high hardness at the surface.
-
(3)
The proposed combined surface treatment also decreased the abrasiveness of the surface toward the counter material because of the formation of the high hardness layer.
Acknowledgments
This study has been supported by the JSPS KAKENHI (Grant Number 20K14609), The Light Metal Educational Foundation, Inc. The authors are grateful for their financial support. We also thank Dr. Kazutoshi Katahira (Materials Fabrication Laboratory, RIKEN) for the help with the observation of wear track.
REFERENCES
- 1) M. Rahman, I. Reid, P. Duggan, D.P. Dowling, G. Hughes and M.S.J. Hashmi: Surf. Coat. Tech. 201 (2007) 4865–4872.
- 2) A.F. Yetim, F. Yildiz, Y. Vangolu, A. Alsaran and A. Celik: Wear 267 (2009) 2179–2185.
- 3) S.R. Hosseini and A. Ahmadi: Vacuum 87 (2013) 30–39.
- 4) S. Kikuchi, S. Suzuki and H. Akebono: Mater. Trans. 61 (2020) 2284–2291.
- 5) S. Farè, N. Lecis, M. Vedani, A. Silipigni and P. Favoino: Surf. Coat. Tech. 206 (2012) 2287–2292.
- 6) K. Tokaji, T. Ogawa and H. Shibata: J. Mater. Eng. Perform. 8 (1999) 159–167.
- 7) M. Akita, Y. Uematsu, T. Kakiuchi, M. Nakajima, Y. Bai and K. Tamada: Mater. Sci. Eng. A 627 (2015) 351–359.
- 8) T. Bonello, J.C.A. Wilson, J. Housden, E.Y. Gutmanas, I. Gotman, A. Matthews, A. Leyland and G. Cassar: Mater. Sci. Eng. A 619 (2014) 300–311.
- 9) S. Takesue, S. Kikuchi, H. Akebono, J. Komotori, K. Fukazawa and Y. Misaka: Mater. Trans. 58 (2017) 1155–1160.
- 10) S. Takesue, S. Kikuchi, Y. Misaka, T. Morita and J. Komotori: Surf. Coat. Tech. 399 (2020) 126160.
- 11) A. Lanzutti, A. Raffaelli, M. Magnan, L. Fedrizzi, M. Regis and E. Marin: Surf. Coat. Tech. 377 (2019) 124895.
- 12) K. Tamura, S. Takesue, T. Morita, E. Marin, J. Komotori, Y. Misaka and M. Kumagai: Mater. Trans. 62 (2021) 111–117.
- 13) S. Takesue, S. Kikuchi, H. Akebono, T. Morita and J. Komotori: Results Mater. 5 (2020) 100071.
- 14) K. Farokhzadeh, A. Edrisy, G. Pigott and P. Lidster: Wear 302 (2013) 845–853.
- 15) S. Kikuchi, Y. Nakamura, A. Ueno and K. Ameyama: Mater. Trans. 56 (2015) 1807–1813.
- 16) S. Kikuchi, S. Yoshida and A. Ueno: Int. J. Fatigue 120 (2019) 134–140.
- 17) S. Kikuchi, A. Ueno and H. Akebono: Int. J. Fatigue 139 (2020) 105772.
- 18) K. Farokhzadeh and A. Edrisy: Mater. Sci. Eng. A 620 (2015) 435–444.
- 19) S. Takesue, S. Kikuchi, H. Akebono, Y. Misaka and J. Komotori: Surf. Coat. Tech. 359 (2019) 476–484.
- 20) N. Egami, C. Kagaya, N. Inoue, H. Takeshita and H. Mizutani: Trans. Jpn. Soc. Mech. Eng. Series A 66 (2000) 1936–1942.
- 21) S. Kikuchi and J. Komotori: J. Solid Mech. Mater. Eng. 2 (2008) 1444–1450.
- 22) N. Tsuji, S. Tanaka and T. Takasugi: Mater. Sci. Eng. A 488 (2008) 139–145.
- 23) N. Tsuji, S. Tanaka and T. Takasugi: Surf. Coat. Tech. 203 (2009) 1400–1405.
- 24) B. Wu, P. Wang, Y. Pyoun, J. Zhang and R. Murakami: Surf. Coat. Tech. 213 (2012) 271–277.
- 25) M. Tsujikawa, M. Egawa, T. Sone, N. Ueda, T. Okano and K. Higashi: Surf. Coat. Tech. 228 (2013) S318–S322.
- 26) S.M. Hassani-Gangaraj, A. Moridi, M. Guagliano, A. Ghidini and M. Boniardi: Int. J. Fatigue 62 (2014) 67–76.
- 27) T. Morita, K. Asakura and C. Kagaya: Mater. Sci. Eng. A 618 (2014) 438–446.
- 28) C. Tsuda, T. Morita, S. Kariya and C. Kagaya: J. Japan Inst. Metals 79 (2015) 195–202.
- 29) A. Zhecheva, S. Malinov and W. Sha: Surf. Coat. Tech. 201 (2006) 2467–2474.
- 30) T. Morita, H. Nakaguchi, S. Noda and C. Kagaya: Mater. Trans. 53 (2012) 1938–1945.
- 31) J.L. Liu, M. Umemoto, Y. Todaka and K. Tsuchiya: J. Mater. Sci. 42 (2007) 7716–7720.
- 32) S. Kikuchi and J. Komotori: Mater. Trans. 56 (2015) 556–562.
- 33) S. Kikuchi, Y. Hirota and J. Komotori: J. Solid Mech. Mater. Eng. 2 (2008) 1330–1337.
- 34) S. Kikuchi, Y. Nakahara and J. Komotori: Int. J. Fatigue 32 (2010) 403–410.




