Abstract
A novel Cu-powder contained solderable epoxy-solder composite (Cu-SESC) was introduced, and its interconnection mechanism was proposed as a means to improve the interconnection properties of the SESC joints. To identify the possibility and strengthening effect for the SESC joints by added Cu powder, two types of wetting tests using planar and line type metallization formed test boards, and a microhardness evaluation were performed. The Cu-SESC showed appropriate wetting and spreading properties. The Cu powders in the wetted low melting-point alloy (LMA) exhibited a uniform dispersion state, and a Cu–Sn intermetallic compound created on the surface of the Cu powders. The SESC that had Cu powders showed a superior microhardness value to that of the SESC without Cu powders because of the strengthening effect from the added Cu powder. Additionally, the selective conduction joint establishment properties obtained through the flowage, integration, and selective wetting behaviors of the fused LMA were not interrupted by the incorporated Cu powders.

1. Introduction
Solderable epoxy-solder composites (SESCs) consist of a thermoset epoxy with fluxing capabilities and a fusible solder filler. The SESC system merges the benefits of traditional solder materials such as metallurgical joint formation and traditional electrically conductive adhesives (ECAs) such as lower interconnection temperatures than soldering technique and simplistic total interconnection procedure.
In our previous research, it was confirmed that SESCs enable ensure superior interconnection properties and thermo-mechanical reliability than traditional ECAs. Their performance in these properties is similar to that of traditional solder materials owing to the establishment of a metallurgical joint by fused fillers.1–4)
In the synthesis of SESCs, Sn/58Bi solder is usually used as a low melting-point alloy (LMA) filler because it has a lower melting temperature (Tm = 412 K) than the curing temperature (Tc) of epoxy composites. Because of these low Tm of Sn/58Bi, the fused LMA fillers can form superior metallurgical conduction joints owing to appropriate flowage, integration, and wetting movements of fused solder fillers in the epoxy composite under low viscous conditions during the reflow process. However, despite these advantages, the use of Sn/58Bi solder filler in the SESCs has several potential issues, such as the following: insufficient ductility of joints because of the brittle nature of Bi; poor thermomechanical reliability because of bismuth segregation or coarsening, and inordinate expansion of intermetallic compounds (IMCs) at the bonding interface.5,6)
To address these issues, many researchers have studied the effects of additional metallic strengthening powders with a diameter of micro- or nanometer such as copper, indium, and nickel in the Sn/58Bi solder matrix. However, applying metallic strengthening powders to SESC systems has not yet been studied.7–9)
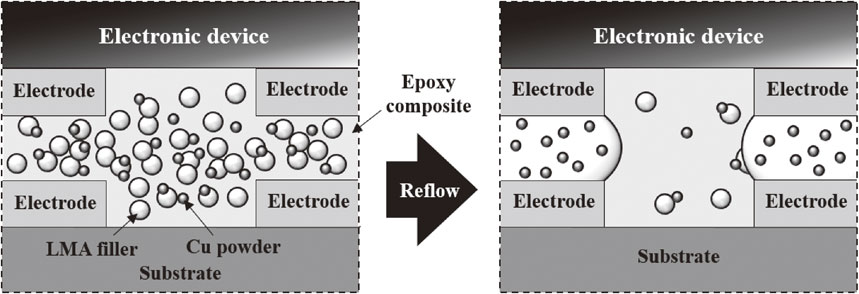
In this paper, a Cu-powder contained solderable epoxy-solder composites (Cu-SESCs) is introduced, and its bonding mechanism is proposed as a means to improve the interconnection properties of SESC joints. Figure 1 indicates the conduction joint establishment mechanism of the newly proposed Cu-SESCs. The LMAs melt and integrate with the adjacent fused filler via the inner flow in the low viscous epoxy composite during the reflow process. Then, metallurgical conduction joints are established between opposite metallizations via the wetting movement of the fused LMA filler. Simultaneously, the Cu powders are merged into the substantially expanded globular LMA by contact between Cu powders and grown LMA, and concentrated on the metallization area. Finally, as the reflow temperature attains the Tc of the epoxy composite, the joining process is completed by full epoxy curing. The Cu powders distributed in the conduction joint are able to strengthen the interconnection properties of the SESC joints. To examine the possibility of the conduction joint establishment mechanism of Cu-SESCs, two kinds of wetting tests, planar and line type metallization wetting tests, as well as a microhardness evaluation, were performed on synthesized Cu-SESCs with and without Cu powders.
2. Experimental
The Cu-SESCs were consisted of an epoxy composite, LMA fillers, and Cu powders. To synthesize the epoxy composite, thermoset epoxy resin (diglycidyl ether of bisphenol A, DGEBA, Kukdo Chemical) and other minor organic additives such as a curing agent (4,4′-diaminodiphenylmethane, DDM, TCI Korea Co.), catalyst (boron trifluoro-mono-ethylamine, BF3MEA, Wako Pure Chemical) and reductant (carboxylic acid, Aldrich Chemical. Co.) were used. A Sn/58Bi powder (Danyang Soltec) and a Cu powder (Probes) were used as the LMA filler and strengthening powder, respectively. Diameter of the LMA filler and Cu powder were approximately 38 µm and 8 µm, respectively. LMA fillers and Cu powders were mechanically mixed to the synthesized epoxy composite to obtain a stable dispersion.
To evaluate the possibility of the suggested Cu-SESC material system, two kinds of wetting tests were conducted: a planar type metallization wetting test and a line type metallization wetting test. The planar type metallization wetting test was conducted to measure the influence of Cu powders in the epoxy composite on the wettability of the fused LMA for metallization. For the planar type metallization wetting test, Cu-SESCs with a metal filler percentage by volume of 50% (composition proportion of the LMA and Cu powders (vol%) = 95:5) was synthesized as an isotropic SESCs and applied onto a planar type Cu metallization (with a dimension of 16.0 × 16.0 × 0.018 mm3) formed test board, and then reflowed. After completion of the planar type metallization wetting test, the morphology of the wetted LMA fillers for the planar Cu metallization was cross-sectionally examined with an optical microscope (VHX-1000, Keyence Co.) and compared to that of the SESCs without Cu powders. In addition, the microstructure of the wetted LMAs was inspected with a scanning electron microscope (SEM, S-3400 N, Hitachi), and their chemical ingredient was investigated with an energy dispersive spectrometer (EDS, EX-250, Horiba Energy). Furthermore, to estimate the influence of Cu powders on the mechanical strengthening of the LMA filler, a microhardness evaluation was conducted. For the microhardness evaluation, the cross-sectionally polished samples were placed in a micro vickers hardness tester (HMV-2, Shimadzu). The applied force was 10 gf, and the holding time under constant load was approximately 2 s for the longitudinal section. For each sample, nine random points were measured.
During the interconnection process using Cu-SESCs, the following must be achieved: sufficient amount of LMA fillers and Cu powders in the epoxy composite should be accumulated into the metallized area through excellent flowage, integration by contact, and wetting movements for the metallizations; thus one can obtain excellent conduction joint morphology using fused LMAs and achieve efficient reinforcing effect using Cu powders. Therefore, the line type metallization wetting test was conducted to inspect the selective accumulation properties of the fused LMA fillers and Cu powders for the metallization. For the line type metallization wetting test, Cu-SESC with a metal filler percentage by volume of 30% (composition proportion between the LMA and Cu powder (vol%) = 95:5) was synthesized as an anisotropic SESCs and deposited uniformly over the whole interconnection region (i.e., the Cu metallization and PCB areas) of the line Cu metallization (with dimensions of 5.0 × 0.1 × 0.018 mm3 in size and 200 µm in space between the metallizations) designed test board, and then a pellucid glass slide was covered upon the SESC layer to inspect the flowage, integration, and selective wetting movement of the fused LMA. To ensure a consistent gap height, copper wires (diameter: 100 µm) were inserted between the wetting board and the glass slide. After the sample preparation was completed, the test board was reflowed. In each wetting test, the test sample was reflowed from room temperature to 433 K with a ramping rate of 38 K/min to form the conduction joint by the fused LMA, and then, the test vehicle was heated during 3 min at 433 K to cure the epoxy composite.
3. Results and Discussion
Figure 2 displays the planar type metallization wetting test results for the SESC with and without Cu powders. The wetting morphology consists of two distinct areas: one is a LMA area by wetting, and the other is an epoxy area by curing. As shown in the results, although the wetting angle of SESC with Cu powders (about 42.9 deg) was slightly increased compared to that of SESC without Cu powders (about 35.5 deg), SESCs both with and without Cu powders showed similar and proper wettability and spreadability. From these results, it can be verified that the Cu powders at 5 vol% in the total filler concentration do not affect the wetting properties of fused LMA in the epoxy composite.

Figure 3 displays the cross-sectional microstructure investigation results of the wetted LMA filler for planar Cu pattern. Figure 3(a) indicates the microstructure of the wetted LMA filler containing Cu powders: the dark and light gray areas in the microstructure represent the Sn and Bi-rich phases, respectively, and the dark spots in the Sn–Bi eutectic structure are dispersed Cu powders. As can be seen in the figures, the Cu powders were evenly distributed in the eutectic Sn–Bi area without aggregation. Figure 3(b) also shows the intermetallic layer formed around the Cu powder in the LMA. As indicated in the results, a scallop-shaped binary Cu–Sn IMC layer with a thickness of 1∼3 µm created around the Cu powder owing to the chemical reaction between the Cu powder and Sn in the fused LMA. Usually, well-dispersed strengthening powders in the composite solder can hinder grain growth, dislocation motion and crack propagation, thereby strengthening the solder joints against creep and fatigue deformation.10) Furthermore, cracks do not propagate via the strengthening powders; instead, they flow around these powders because the strengthening powders have much higher strength than the base solder material. Such crack propagation around the strengthening powders is retarded by the scallop-shaped IMCs around the powder.11) Therefore, it can be expected that dispersed Cu powders in the SESCs can enhance the mechanical properties of SESC joints owing to the strengthening effect.

The microhardness evaluation results for the SESCs with and without Cu powders are exhibited in Fig. 4. As can be seen in the results, the SESC with Cu powders showed a higher microhardness value (237.278 ± 21.689 MPa) than that of the SESC without Cu powders (199.045 ± 17.112 MPa). Such microhardness improvement could be attributed to the effect of strengthening by added Cu powders.12)

Figure 5 exhibits the selective wetting morphologies of LMAs and Cu powders for the line type metallization area. Figure 5(a) indicates the selective wetting morphologies observed on the top side. As shown in the results, uniformly distributed LMA fillers and Cu powders in the initial condition were accumulated on the line shaped metallizations after the interconnection process. During the reflow process, the fused LMAs integrated with the surrounding fused fillers by means of internal flow and contact in the low viscosity epoxy composite. The Cu powders were also simultaneously merged into the heavily integrated LMA filler owing to contact and coalescence. The heavily grown LMA fillers containing Cu powders were then concentrated on the line Cu metallizations via selective wetting behavior owing to higher wettability of fused filler to the metallization than substrate. Finally, the line type metallization wetting process was finished through epoxy composite curing. As shown in Fig. 5(b), the selectively wetted LMAs indicated highly similar shapes and size on the line type Cu metallizations, and the Cu powders were entrapped in the wetted LMAs. From these results, it can be verified that the 5 vol% Cu powders in the total filler concentration do not affect the selective conduction joint establishment properties of fused LMA in the epoxy composite.

4. Conclusion
In the present study, a novel Cu-SESC was suggested, and its possibility was examined as a means of increasing the interconnection properties of SESC joints. In a planar type metallization wetting test, SESCs with and without Cu powders showed similar and proper wettability and spreadability. In the microstructure inspection, the Cu powders exhibited a uniform dispersion state in the wetted LMA, and a scallop-shaped binary Cu–Sn IMC was created at the exterior of the Cu powders. Such well dispersed Cu powders in the LMA and the circumferential scallop-shaped IMC morphology of the Cu powders can enhance the potential mechanical interconnection properties of SESC joints owing to strengthening effects, including the obstruction of dislocation motion. Because of these strengthening effects occurring via incorporated Cu powders, the SESCs with Cu powders showed better microhardness values than those of SESCs without Cu powders. In addition, the LMA and Cu powders in the SESC were accumulated on the Cu line metallization through favorable selective wetting movements of the fused LMA; finally, stable and uniform metallurgical conduction joints were formed in a line type metallization wetting test results.
From the results of this study, we concluded that the incorporated Cu powders in the SESC do not hinder the wettability and selective conduction joint establishment properties of fused LMA in the epoxy composite and that they can enhance the mechanical bonding properties of SESC joints. A further investigation about the influence of Cu powder concentration on the wettability of SESC, and mechanical and electrical properties and thermo-mechanical reliability of Cu-SESC joints will be conducted and reported.
Acknowledgments
This research was supported by the Chung-Ang University Research Scholarship Grants in 2020.
REFERENCES
- 1) B.S. Yim, S.H. Oh, J.S. Jeong and J.M. Kim: J. Compos. Mater. 47 (2013) 1141–1152. doi:10.1177/0021998312445913
- 2) B.S. Yim, J.I. Lee, Y. Heo, J. Kim, S.H. Lee, Y.E. Shin and J.M. Kim: Mater. Trans. 53 (2012) 2104–2110. doi:10.2320/matertrans.MB201207
- 3) B.S. Yim, Y. Kwon, S.H. Oh, J. Kim, Y.E. Shin, S.H. Lee and J.M. Kim: Microelectron. Reliab. 52 (2012) 1165–1173. doi:10.1016/j.microrel.2011.12.004
- 4) B.S. Yim, J.I. Lee, B.H. Lee, Y.E. Shin and J.M. Kim: Microelectron. Reliab. 54 (2014) 2944–2950. doi:10.1016/j.microrel.2014.07.143
- 5) F. Hua, Z. Mei and J. Glazer: Proc. 48th IEEE Electronic Components and Technology Conference 47 (1998) pp. 277–283.
- 6) N.M. Poon, C.M.L. Wu, J.K.L. Lai and Y.C. Chan: IEEE Trans. Adv. Packag. 23 (2000) 708–714. doi:10.1109/6040.883762
- 7) T. Satoh, T. Ishizaki and M. Usui: Mater. Des. 124 (2017) 203–210. doi:10.1016/j.matdes.2017.03.061
- 8) X. Chen, F. Xue, J. Zhou and Y. Yao: J. Alloy. Compd. 633 (2015) 377–383. doi:10.1016/j.jallcom.2015.01.219
- 9) A.K. Gain and L. Zhang: J. Mater. Sci. Mater. Electron. 27 (2016) 781–794. doi:10.1007/s10854-015-3817-2
- 10) F. Guo: J. Mater. Sci. Mater. Electron. 18 (2007) 129–145. doi:10.1007/s10854-006-9019-1
- 11) H. Rhee, F. Guo, J.G. Lee, K.C. Chen and K.N. Subramanian: J. Electron. Mater. 32 (2003) 1257–1264. doi:10.1007/s11664-003-0020-7
- 12) G.F. Ban, F.L. Sun, J.J. Fan, Y. Liu and S.N. Cong: J. Mater. Eng. Perform. 26 (2017) 1069–1075. doi:10.1007/s11665-017-2528-7
