Mechanics of Materials
Effects of Defects and Inclusions on the Fatigue Properties of Inconel 718 Fabricated by Laser Powder Bed Fusion Followed by HIP
2021 Volume 62 Issue 5 Pages 631-635

Details
2021 Volume 62 Issue 5 Pages 631-635
Fatigue properties of parts fabricated by laser powder bed fusion, a kind of additive manufacturing, are inferior to those of conventional materials. Defects and inclusions are the causes of low fatigue properties, but their effect is not clarified. Inconel 718 specimens were fabricated by laser powder bed fusion. Cross-sectional observation and fatigue tests were performed. Gas porosity, cracks, and inclusions were observed in cross-section. TiN inclusions were observed in the fatigue fracture origins for specimens with hot isostatic pressing. To enhance the fatigue properties of Inconel 718 fabricated by laser powder bed fusion, it was suggested to remove entirely TiN inclusions within the powder.
This Paper was Originally Published in Japanese in J. Jpn. Soc. Powder Powder Metallurgy 67 (2020) 419–423.
Because of its excellent tensile strength, fatigue strength, and creep strength at temperatures of up to 700°C, Inconel 718, a Ni-based superalloy, is applied to aircraft engines and gas turbines which have high-temperature environments. However, Inconel 718 is known to be difficult-to-machine because of its low yield strength and long machining time to obtain the desired shapes of parts. Laser Powder Bed Fusion (L-PBF), which is an additive manufacturing (AM) technique, is expected to be useful as a means to overcoming these difficulties in processing Inconel 718.
L-PBF can be employed to obtain the desired shape of a part through repeated layering of the material powder at a thickness in the order of tens of micrometers and selective melting and solidification. L-PBF is considered to be suitable for the production of small quantities of various types of parts because the shape of the relevant 3D-CAD model can be directly realized from the powder material. This consequently circumvents the need for the mold or removal machining. However, the internal defects of L-PBF-fabricated parts have been reported to be associated with the stress concentration which degrades the fatigue properties;1) as a result, this has become one of the major factors impeding the practical application of L-PBF.
Hot isostatic pressing (HIP) has been introduced as a solution to this problem. HIP is applied as a post-treatment process to eliminate the internal defects. Specifically, it is a method that entails the application of isotropic pressure under high temperature for diffusion bonding of defects. Previous studies have demonstrated that defects in Inconel 718 parts can be reduced by applying HIP.2,3) However, the presence of non-metallic inclusions (Nb, Ti) (C, N) has been observed in L-PBF-fabricated parts,4) and these inclusions may affect the occurrence of fatigue fractures. Thus, it is important to elucidate the mechanism of fatigue fractures in L-PBF-fabricated parts that were subsequently performed by HIP.
In this study, Inconel 718 specimens were fabricated by applying L-PBF, followed by HIP; high cycle fatigue tests were conducted to investigate the effects of defects and inclusions in the material on their fatigue properties.
Inconel 718 gas atomized powder (3D Systems, US) was used as the powder material. Table 1 details the chemical composition of this powder. Quantitative analyses were performed by using the inert gas fusion-infrared absorption method and the inert gas fusion-thermal conductivity method. The oxygen and nitrogen contents in the specimens were 0.013 and 0.060 mass%, respectively.

Figure 1 shows a scanning electron microscopy (SEM) image of the powder. Figure 2 shows the particle size distribution of the powder; the average particle size of the powder was 35.3 µm. Prismatic specimens (15 × 15 × 105 mm3) were fabricated using the L-PBF machine (ProX DMP 320, 3D Systems, US) under the conditions outlined in Table 2. It should be noted that the longitudinal direction of the specimens corresponded with the layering direction.

SEM image of Inconel 718 gas atomized powder.

Particle diameter distribution of Inconel 718 gas atomized powder.

Half of the specimens were performed by HIP at 1120°C under pressure of 105 MPa, in accordance with the ASTM F 3055 standard, to reduce the internal defects. After the application of HIP, all specimens were performed by solution treatment and double aging treatment. In this study, the specimens that were performed by heat treatment alone are expressed as solution and double aged (SDA) specimens, whereas those performed by both HIP and heat treatment are expressed as HIP + SDA specimens.
2.2 Evaluation methodThe cross-sections of the specimens were polished to obtain a plane mirror surface before observing this surface by using an optical microscope (Multizoom AZ 100, Nikon, JP). The maximum defect size was measured for each of the 80 fields of view; the area per view was 2.51 mm2. SEM (Miniscope® TM3030 Plus, Hitachi, JP) and energy dispersive X-ray spectrometry (EDS) (x-stream, OXFORD INSTRUMENTS, UK) were used to analyze the chemical composition of the specimens. The size distributions of the maximum defects and inclusions in each field of view were evaluated by using the statistics of extremes method.
After heat treatment, the prismatic specimens were machined to form the shape shown in Fig. 3 before being polished for the fatigue test. A fatigue tester (Model 1318.10, MTS, US) was used to perform axial fatigue testing according to the ASTM E466 standard. Each test was performed under the following conditions: room temperature, stress ratio of 0.1, maximum number of repetitions of 107, and repetition rate of 25 Hz. The hazardous volume of the fatigue specimen was 339 mm3. The surfaces of the fractured specimens were observed using SEM and SEM-EDS.

Dimension of fatigue specimen.
Figure 4 presents images of the cross-section of the SDA and HIP + SDA specimens obtained using the optical microscope. The red arrows indicate gas pores, blue arrows indicate lack of fusions, and yellow arrows indicate inclusions. In the SDA specimen, gas pores, lack of fusions, and yellow inclusions were observed. Because there were few lack of fusions, sufficient energy could have been supplied to melt the powder. The diameters of the defects and inclusions were in the order of several tens of micrometers.

Optical microscopic images of cross-section of SDA (a), HIP + SDA (b) samples. Arrows show porosities (red), lack of fusions (blue), inclusions (yellow).
In the HIP + SDA specimens, gas pores and yellow inclusions were observed. These gas pores were smaller and fewer in number than those observed in the SDA specimens; moreover, no lack of fusions were observed. These observations indicate that the high temperature and pressure conditions associated with HIP could have reduced porosity. Considering that there was no significant difference in the size and number of inclusions between the SDA and HIP + SDA specimens, the melting point of the inclusions assumed to have been higher than the HIP temperature.
Figure 5 shows the results of applying the statistics of extremes to determine the size distributions of defects and inclusions. In the figure, the size becomes larger as the distribution shifts to the right. The distribution of the HIP + SDA specimens was shifted to the left more than that of the SDA specimens, indicating a HIP-induced reduction in defect size. Although the inclusion size distribution exhibited more of a leftward trend than the defect size distribution in the case of the SDA and HIP + SDA specimens, the gap between the defect size distribution and inclusion size distribution was smaller for the HIP + SDA specimens.

Statistics of extremes graph showing difference in size distribution of defects in SDA (red) and HIP + SDA (blue), and of inclusions (yellow).
The similarities in the size of defects and inclusions in the HIP + SDA specimens suggest that the defects and inclusions may have contributed to the fracture origins. Thus, it is necessary to consider the effects of inclusions, as well as defects, when performing high cycle fatigue for specimens that have been performed HIP.
Figure 6(a) shows a cross-section of powder particles, and Fig. 6(b) shows a cross-section of an as-built specimen. The yellow inclusions in both the SDA and HIP + SDA specimens were also observed in the powder particle and the as-built specimens. Because the inclusions were present inside of the powder particles, they were presumed to be generated during the powder manufacturing process.

Optical microscopic images of inclusions in cross section of powder particle (a), as-built sample (b).
Figure 7 shows an example of the inclusions in the HIP + SDA specimens. A contour identical to that of the yellow inclusions observed via optical microscopy was also present in the SEM image. The concentrations of Ti and N in each inclusion were found to be higher than those in the area surrounding inclusions.

Optical microscopic image (a), SEM back scattered electron image (b) and SEM - EDS elemental mapping images of Ti (c), N (d) of an inclusion in HIP + SAD sample.
Table 3 lists the atomic concentrations of several elements observed via EDS of 15 inclusions in the HIP processed specimens. The elemental composition of Ti was found to be the highest in all inclusions. The mean composition of the inclusions was approximately 46 at% Ti, 25 at% N, 9 at% O, and 9 at% C. These results confirmed that the yellow inclusions were TiN inclusions. Such TiN inclusions have even been observed even in forged Ni-based alloys,6,7) suggesting that this phenomenon is not unique to the L-PBF process.
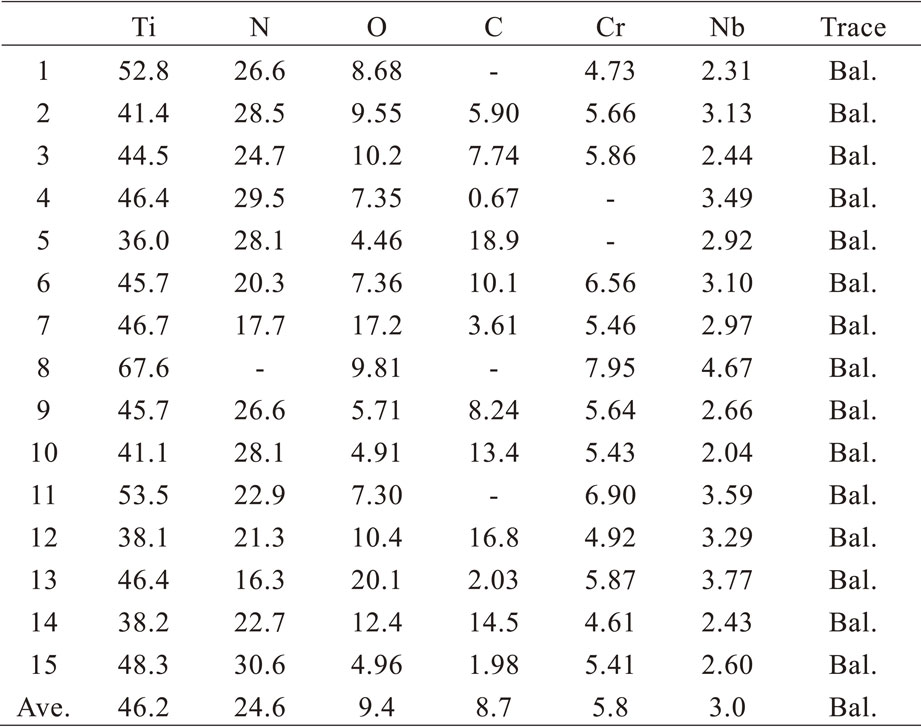
Figure 8 shows the S-N diagram of the fatigue test results for the SDA and HIP + SDA specimens. It is clear that HIP increased the fatigue limit and fatigue life.

S-N diagram showing the difference in fatigue properties between SDA (red), HIP + SDA (purple) samples.
Figure 9(a) and 9(c) show SEM images of the surfaces of the SDA and HIP + SDA specimens that fractured at the lowest stress amplitude. In all the SDA specimens, subsurface defects led to failure; alternatively, the fracture observed on the surface of the HIP + SDA specimens originated at the grain boundary within the specimens. This indicated that the porosity-reduced effect of HIP served to prevent defects from resulting in fracture; this increased the fatigue limit and fatigue life.

SEM images of fatigue fracture surface of SDA (a), (b), HIP + SDA (c), (d) samples.
Figure 10 shows the SEM image of a fractured surface and SEM-EDS mapping images of Ti and N in the HIP + SDA specimens. The origin of the fatigue fracture was noted to be at the subsurface of the specimens. Because the SEM-EDS images revealed that TiN was present at the fracture origin, TiN inclusions are believed to have played a role in fracture origin. In the case of the HIP + SDA specimens, the fractures were observed to originated from the TiN inclusions, the defects, and the grain boundaries. These observations indicate that a process designed to eliminate TiN inclusions until the powder manufacturing stage to compensate for the HIP-induced densification and thus improve fatigue properties.

SEM images of fatigue fracture origins of HIP + SDA samples (a-1), (a-2), (b-1), (b-2) and SEM - EDS elemental mapping images of Ti (a-3), (b-3), N (a-4), (b-4).
The effects of defects and inclusions in L-PBF-fabricated Inconel 718 on the fatigue properties were investigated. The main results from this study can be summarized as follows: