Abstract
WC–Co ultrafine-grained cemented carbide with the combined addition of Ti(C,N) and Cr3C2 was studied for microstructure and mechanical properties. In particular, the strength (transverse rupture strength) of the alloy was examined in detail comparing it with other kinds of cemented carbides. The WC grain size of the alloy with the single addition of Ti(C,N) or Cr3C2 became finer with increasing the amount of the additive. The combined addition of Ti(C,N) and Cr3C2 made the WC grain size further finer and the microstructure more homogeneous. The hardness of Ti(C,N)–Cr3C2 added alloys increased with decreasing the average grain size of WC or the mean free path of the binder phase, but the fracture toughness decreased. The strength of Ti(C,N)–Cr3C2 added alloy varied depending on the amount of the additive. It was noted that the strength of 3 vol%Ti(C,N)–0.5 vol%Cr3C2 alloy was the best and reached 4.6 GPa on average and 5.0 GPa at the maximum. It was observed that such a high strength alloy was shattered after the transverse rupture strength test and so that it was difficult to detect the fracture origin. Based on the limiting strength that is generated in normal-grained cemented carbide, it was considered that a high strength level exceeding the limiting strength of normal-grained alloy was achieved in the ultrafine-grained cemented carbide obtained in this study. The WC–Co ultrafine-grained cemented carbide with Ti(C,N)–Cr3C2 was superior in strength compared to conventional cemented carbide. New applications can be expected to take advantage of these characteristics.
This Paper was Originally Published in Japanese in J. Jpn. Soc. Powder Powder Metallurgy 67 (2020) 10–17.
1. Introduction
The demand for wear-resistant tools and cutting tools based on ultrafine-grained cemented carbide is increasing due to its high hardness and strength.1–3) It is known that addition of VC has the strongest effect on grain growth inhibition (refinement) of WC particles in ultrafine-grained cemented carbide,4) followed by addition of Cr3C2.4) Here, the ultrafine-grained cemented carbide with solely added VC has not been used in practice. The VC-added alloy has an extremely fine grain structure and high hardness, but VC which dissolves in the liquid phase during sintering precipitates as a (W,V)C phase or a V-concentrated phase during cooling,2,5,6) and this phenomena is thought to reduce the alloy properties. The strength (transverse rupture strength) of VC-doped ultrafine-grained cemented carbide ranges from 3.5 to 4.3 GPa.7–9)
Recently, many ultrafine-grained cemented carbides with grain growth inhibited by the combined addition of VC and Cr3C2 have become commercially available.10–15) The effect of using multiple types of carbides as grain growth inhibitors can be considered that grain growth is inhibited by increasing the total amount of carbide dissolved in the liquid phase and decreasing the amount of WC dissolved.13) It has been reported that ultrafine-grained cemented carbides with a combined addition of VC and Cr3C2 possess excellent mechanical properties, and their strength reaches 4 to 5 GPa.11,15) However, even in the alloy with the combined addition of the carbides, the (W,V,Cr)C or V-rich phases precipitate during cooling after liquid phase sintering,2,10,11,14) which harms the strength and characteristics of tools.16,17)
The authors reported that WC grains in the cemented carbide were refined by introducing the second Ti(C,N) solid phase of dispersed particles, which are hardly dissolved in the binder phase.18) The finer the grain size of the added Ti(C,N), the larger the grain growth inhibition effect and the effect of WC grain growth inhibition by dispersing fine Ti(C,N) particles of about 0.1 µm size in cemented carbide was almost the same as that at Cr3C2 addition. The mechanism of grain growth inhibition was attributed to the pinning (Zener) effect where fine Ti(C,N) particles act as the second solid phase.
Based on these findings, a combined addition of Ti(C,N) and Cr3C2 should largely inhibits the grain growth than that upon adding the sole components, resulting in a VC-free ultrafine-grained cemented carbide. Here, Cr3C2 was selected as the second additive for the following two reasons. Since it inhibits WC grain growth and dissolves well in the binder phase, there should be less precipitation phase on the WC surface than that in the case VC addition.13,19) Even if the amount of the Cr3C2 additive is large, the decrease in strength is weaker than that at the addition of VC.1)
Therefore, the present study addresses the preparation of ultrafine-grained cemented carbide with a combined addition of Ti(C,N) and Cr3C2, its microstructure and mechanical properties. Particularly, the transverse rupture strength was examined in detail by comparing it with those in other types of cemented carbide. An extremely high strength of the ultrafine-grained cemented carbide with the simultaneous addition of Ti(C,N) and Cr3C2 is discussed on the basis of the strength theory.
2. Experimental Procedures
Commercially available WC (A.L.M.T, average particle size 0.4 µm, 1.0 µm), TiO2 (Nippon Aerosil, 20 nm), Cr3C2 (H.C. Starck, 1.0 µm), and Co (Umicore, 0.8 µm) were used as raw material powders. The carbon content and nitrogen partial pressure during sintering were adjusted to transform TiO2 to Ti(C,N) by sintering. The alloy composition was WC–0∼5 vol%Ti(C,N)–0∼2 vol%Cr3C2–16.4 vol%Co, and the carbon content was medium (6.25%). The mixture powder was ball milled for 70 h in an acetone solvent. After that, drying, forming (0.98 MPa), sintering (1613 K, 3.6 ks, in N2), and HIP treatment (1593 K, 3.6 ks, 40 MPa, in Ar) were performed.
For comparison, 1.0 µm WC normal grain alloy (composition: WC–16.4 vol%Co) and 0.4 µm WC doped with Cr3C2 ultrafine-grain alloy (WC–1.7 vol%Cr3C2–16.4 vol%Co), VC and Cr3C2 composite additive ultrafine-grained alloy (WC–1.3 vol%VC–1.9 vol%Cr3C2–16.4 vol%Co) were manufactured. These powders were ball milled for 70 h with an acetone solvent, dried, sintered (1653 K, 3.6 ks, vacuum), and HIP-treated under the same conditions.
First, the structure of the prepared sample was observed by SEM (JEOL, JSX-1000S), and the average WC particle size was calculated from the SEM photos using Fullman’s formula.20) Additionally, the distributions of WC particle size and Co phase thickness were measured by the intercept method using a high-resolution SEM (Hitachi High-Technologies, SU-8000). Next, HRA hardness and fracture toughness (9.8 N load) by IF method21) were measured. Then, samples were ground to a size of 4 × 8 × 25 mm (# 140), and a three-point bending test with a span of 20 mm (N = 5 to 9) was performed to obtain the transverse rupture strength (denoted hereafter as strength). After that, the origin of the fracture was analyzed by SEM and EDS.
3. Results
Figure 1 shows the SEM microstructures of 16 types of WC–0∼5 vol%Ti(C,N)–0∼2 vol%Cr3C2–16.4 vol%Co alloys. XRD analysis of all these alloys (sintered bodies) yields WC, Co, Ti(C,N) phases (evidently, W was detected in the solid solution18)), and no signs of decarburization phase, free carbon, abnormal phase, etc. was observed and the structure was soundness. Following the analysis of nitrogen content, the C/N ratio was around 5/5 when converted into Ti(C,N), similar to that presented in the previous report.18) Figure 1 shows that the larger WC grains grow in the alloys without the addition of Ti(C,N) and Cr3C2 but WC particles become finer with increasing the addition of both of these dopants. WC particles become much finer and the structure is homogeneous at simultaneous addition of Ti(C,N) and Cr3C2. However, black phases are observed, and Ti(C,N) particles tend to aggregate at the addition of 5% of Ti(C,N).
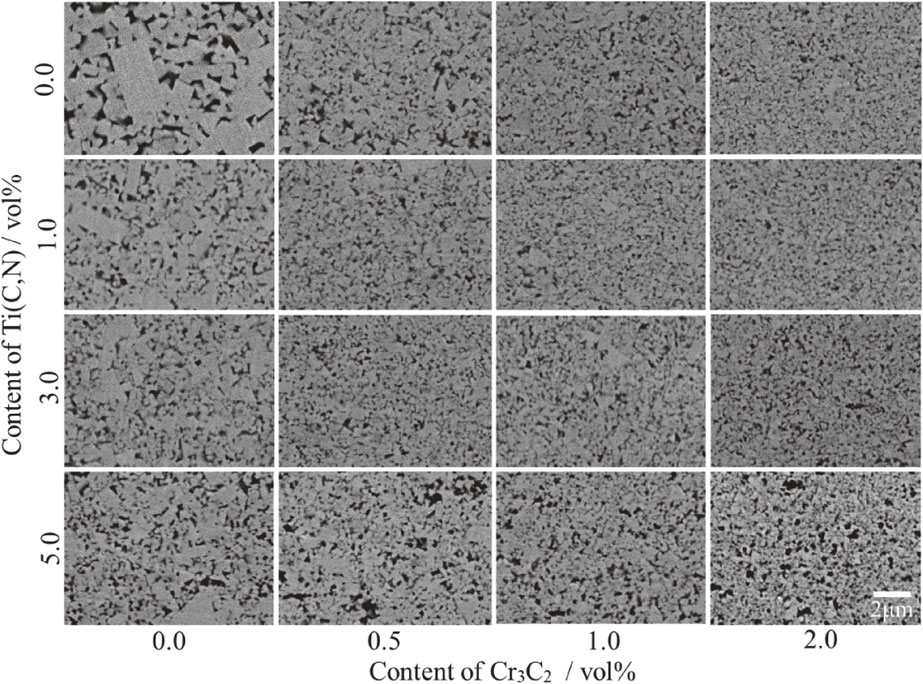
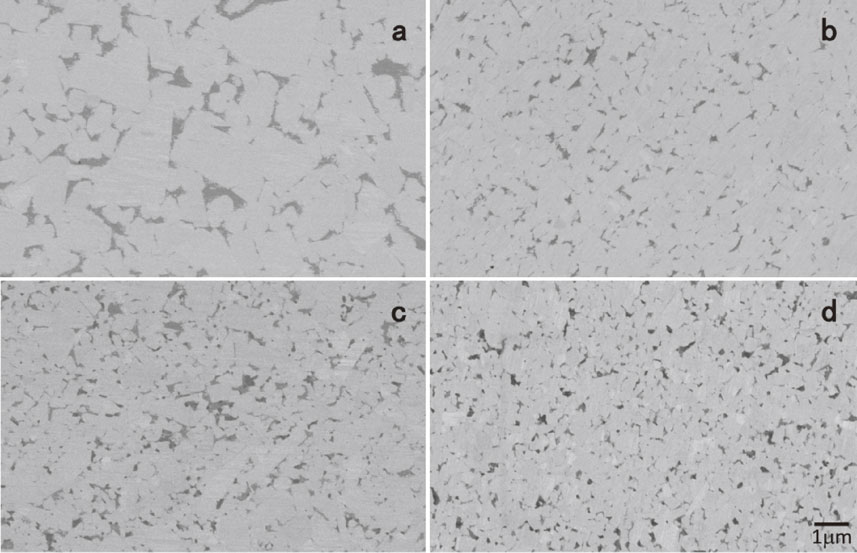
Figure 2 shows more detailed microstructures of the four alloys by the high-resolution SEM. Compared to the additive-free alloy (a), sole addition of Cr3C2 (b) and Ti(C,N) (c) leads to finer WC grains, the combined addition of Ti(C,N) and Cr3C2 (d), results in finer WC particles while the structure is further refined and more homogeneous.
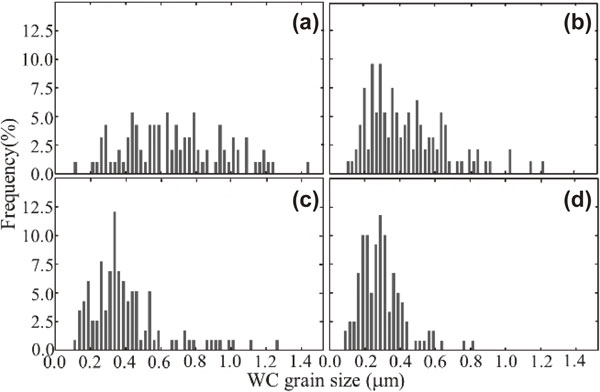
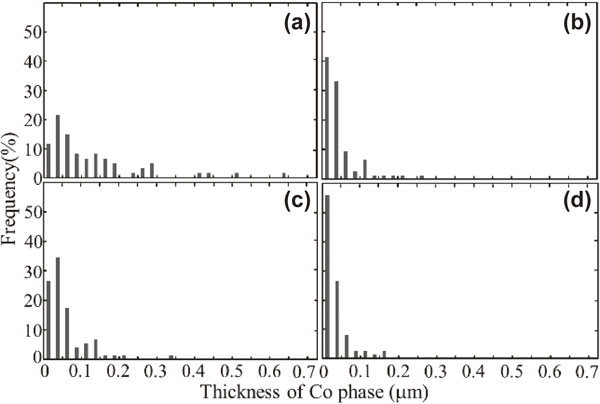
Figures 3 and 4 show the WC grain size distribution and Co phase thickness distribution, respectively, determined on the base of Fig. 2. Following these results, all the distributions shift to the finer particles in the order of (a)→(b)→(c)→(d), and the distribution widths decrease. Consequently, microstructure observation demonstrates that the combined addition of Ti(C,N) and Cr3C2 results in fine and homogeneous WC grains and uniformly thin Co phase.
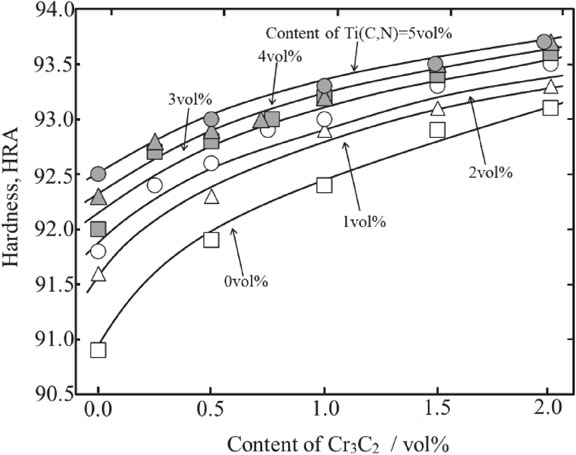
The mechanical properties of these alloys are described below. Figure 5 shows the effect of the amounts of Ti(C,N) and Cr3C2 addition on the hardness. The hardness increases with the concentration of both Ti(C,N) and Cr3C2 whereas it is the higher at simultaneous doping than solo doping.
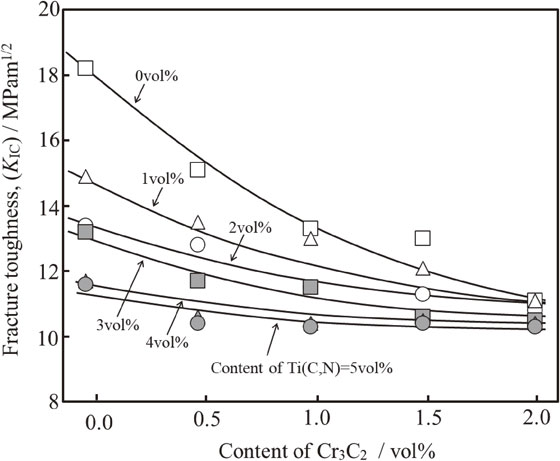
Figure 6 shows the effect of the amounts of Ti(C,N) and Cr3C2 addition on the fracture toughness (KIC). KIC decreases as the Ti(C,N) and Cr3C2 amounts increase, and the lower toughness is observed with the combined doping, in contrast to the hardness.
Figure 7 shows the effect of Ti(C,N) and Cr3C2 addition on the strength (transverse rupture strength). In the six plots (a) to (f), the horizontal axis is the Cr3C2 content at the Ti(C,N) contents of 0, 1, 2, 3, 4, 5%, respectively. The average strength and its variation are also presented in this figure. In all the figures (a) to (f), the strength tends to have a maximum at some Cr3C2 amount, meanwhile, the larger the Ti(C,N) content, the smaller the limiting Cr3C2 amount corresponding to the maxima. The average strength in 0.5% Cr3C2 alloys in (c) and (d) is extremely high of 4.6∼4.7 GPa. Furthermore, it can be seen that the 3% Ti(C,N)–0.5%Cr3C2 alloy exhibits the maximum strength of 5 GPa (mentioned later in detail).
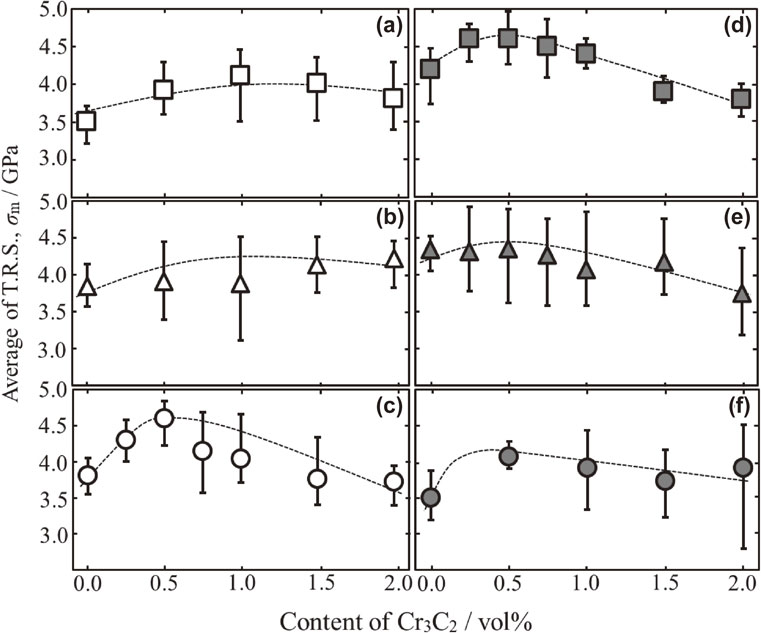
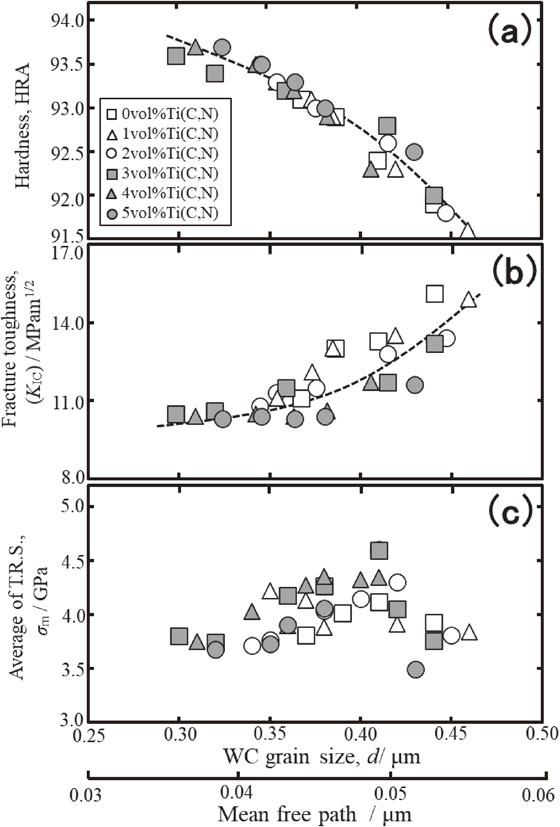
Figure 8 shows the hardness, KIC and strength determined above in relation to the average grain size of WC or the mean free path of the binder phase. The hardness and KIC demonstrate the inverse trends with respect to the average grain size of WC (mean free path of the binder phase). These results are in the agreement with the assumption22–24) that cemented carbide is a kind of dispersion strengthened material. Conversely, one may assume that the maximum strength is achieved at the WC average particle size of approximately 0.4 µm and there is no clear correlation comparing those of hardness and KIC.
The strength was examined further. Regarding the four kinds of cemented carbides, namely alloy with normal-size (a) and ultrafine Cr3C2 doping (b1), VC–Cr3C2 doping (b2), Ti(C,N)–Cr3C2 doping (b3), the number of N in the strength test was increased from 25 to 51, and Fig. 9 represents the cumulative frequency (normal) distribution plot. The median value (50%) corresponds to approximately 3.5, 4.2, 4.3, 4.6 GPa for (a), (b1), (b2), (b3) respectively. The highest values are at approximately 3.6, 4.5, 4.6, 5.0 GPa for (a), (b1), (b2), (b3), respectively. The smallest variation is observed in (a). The strengths of the ultrafine grain alloys of (b1), (b2), and (b3) are larger than that in the ordinary grain alloys.

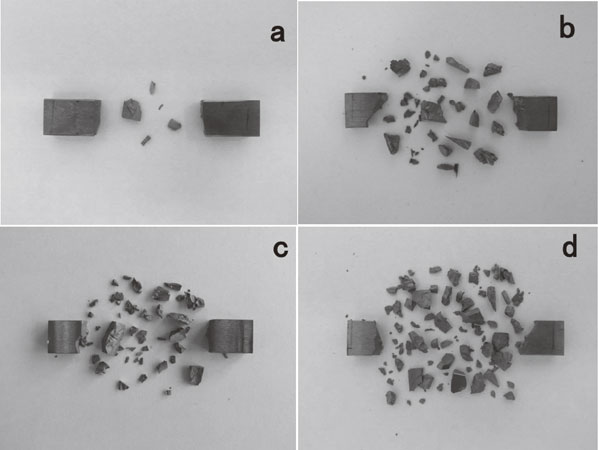
Figure 10 shows photos of the broken sample parts collected after the bending tests of different alloys. (a) is normal-size alloy (strength is 3.4 GPa), (b) is ultrafine VC–Cr3C2 doping (strength is 4.3 GPa), (c) and (d) are ultrafine Ti(C,N)–Cr3C2 doping (strengths are 4.3 and 5.0 GPa respectively). Following these photos, the number of broken pieces increases in the order of (a)→(b)→(c)→(d). It has already been reported that the higher the strength of the material, the greater the number of broken pieces after the bending test.25) However, this study seems to be the first one that reports the fracture behavior at a remarkably high strength of 4.3 to 5.0 GPa.
Due to this fracture behavior, in most cases, it was difficult to investigate the origins of fractures in ultrafine alloys. However, the fracture origin can be found in a few samples by SEM observation and EDS analysis as shown in Fig. 11. The fracture originates from the black region of a size of about 12 µm in the SEM image (strength is 4.6 GPa). EDS analysis of this part evidences the elevated content of Ti with undetectable amounts of Co, W, Cr. Hence, the aggregate of Ti(C,N) may act like a defect initiating the fracture. Here, the causes of occurrence of such a fracture origin and the phenomena that Co concertation is slightly higher at the fracture origin are not clear.
4. Discussion
The important results obtained in this study are that the addition of Ti(C,N)–Cr3C2 provides a fine and homogeneous structure and that the obtained ultrafine-grained cemented carbide possesses a high strength of up to 4.6 GPa on average and 5.0 GPa at maximum. These points are considered as follows.
The mechanisms of inhibiting the growth of WC grains by the pinning effect of Ti(C,N) grains are described in detail in the previous report.18) The combined addition of Ti(C,N) and Cr3C2 resulted in a more refined and homogeneous structure, which could be understand as additional effect at sole doping Cr3C2 previously observed. Particularly, it is noted that the thickness of the Co phase was reduced and became uniform in sintered materials. This is thought to be due to the formation of a multi-element eutectic melt of WC, Ti(C,N) and Cr3C2 with respect to the Co phase, with eventually decreasing the temperature of the liquid phase and narrowing the temperature range solid-liquid coexistence and decreasing viscosity of the liquid phase. These effects provide a homogeneous dispersion of pinning Ti(C,N) particles and promote the WC grain growth inhibition. The reduction of WC grain size, together with the thickness of Co phase and homogenization by the combined addition of Ti(C,N)–Cr3C2 is an extremely important experimental fact related to the observed high strength as discussed below.
The strength of cemented carbide can be considered on the basis of the works by Suzuki and Hayashi et al.26–28) and Almond et al.29) Figures 12 and 13 display the relationships between $\sigma_{d}{}^{ - 1} - \sqrt{a} $ and $\sigma_{d} - 1/\sqrt{2a} $, respectively. Here, σd and 2a are the stress acting the fracture origin, and the dimension of the fracture origin, respectively. In each Figure, the plot a corresponds to a normal grain alloy, and b corresponds to an ultrafine grain alloy. These plots are based on the previous works and author’s data. Particularly, the 2a dependences for the grain size over 10 µm (solid lines) are fairly exact. These dependences in general are described in detail in the related papers,26–31) but let us consider the plots a and b in detail. First, the common thing of both figures is the comparison the lines a and b in the range of large 2a. The dependences are linear in this range, and their slopes correspond to the magnitude of KIC. Namely, it can be seen in both figure that KIC of the normal grain alloy is higher than that of the ultrafine grain alloy.

The difference (problem) between the two figures is the interpretation of the strength when 2a becomes smaller. Here, the strength $\sigma_{d}{}^{ - 1} - \sqrt{a} $ continues to increase even at small 2a (Fig. 12). The $\sigma_{d} - 1/\sqrt{2a} $ plot indicates that the strength does not increase further below a certain value of 2a, i.e., the limiting strength exists (Fig. 13). In ordinary grain alloys (Fig. 9), the strength variation becomes extremely small over approximately 3.3 GPa, and saturates at maximum of over 3.5 GPa that is attributed to the existence of the limiting strength.
Let’s consider by using Figs. 12 and 13 the fact that a high strength of 3.5 GPa was frequently observed with ultrafine-grained alloys. In both figures, the value of 2a is depicted by a thin dashed lines at σd = 2.5, 3.0, 4.0, and 4.5 GPa. First, as there is no limiting strength in Fig. 12, and the a and b straight lines do not intersect, the strength is always higher in a at the same 2a. If we explain in this figure the fact that the ultrafine grain alloy has higher strength than the ordinary grain alloy, the 2a have to ranges to smaller values in the ultrafine grain alloy. This means that 2a in ordinary grain alloys cannot decrease less than a certain value (approximately 20 to 30 µm). At the first glance, such an argument looks right, but that without consideration of the limiting strength is an inadequate one.
Let’s discuss the difference between a and b, especially at small 2a in Fig. 13. The authors thought on how to draw the line a of ordinary grain alloys. A straight line may be drawn between O and A points for the ordinary grain alloys, but after the limiting strength of A the dependence is nonlinear. There is the report32) that the steepness of OA is not constant and the slope decreases after the point A. In the related research,29–31) the reason of the limiting strength occurrence is described by the fracture mode changes at point A, but the essential mechanism has not been known yet. Exactly, the mechanism of the limiting strength must be clarified for this argument, but it is so difficult that it will be studied in the future. In this discussion, following the results of the existence of the limiting strength and the greatly decreasing slope of the $\sigma_{d} - 1/\sqrt{2a} $ dependence, and presuming there is a range (an oblique line) of the right of point A, the argument will be forward.
The result that the strength of the ultrafine grain alloy exceeds the limiting strength of the ordinary grain alloy means that the limitation of b line, i.e. the point B extends the point A. The understanding of Fig. 13 difference from Fig. 12 is that even if 2a is the same, there is a region where the ultrafine grain alloy has higher strength than the normal grain alloy. The b line exceeds B becomes oblique line as mentioned above in a line. However, as demonstrated in Fig. 10, it is very difficult to measure σd and 2a in high-strength samples, so the measurement techniques should be upgraded to make such measurements possible. Nevertheless, in the region above B, the ultrafine-grained alloy exhibits significantly higher strength than the ordinary grained alloy, so Fig. 13 is useful to understand the result in this study.
We also discuss the strength behavior depending on the type of ultrafine alloy. As mentioned in the introduction, it has been reported that the strength of ultrafine grain alloy with VC–Cr3C2 addition reaches 4 to 5 GPa.11,15) In this study, when the same WC powder (0.4 µm) was doped with Ti(C,N)–Cr3C2 and VC–Cr3C2 the strength was superior in the former. For a hypothesis, both alloys have the same strength in the OB range in Fig. 13, but in the range of smaller 2a over B point Ti(C,N)–Cr3C2 addition takes the B-B2-B3 route, VC–Cr3C2 addition corresponds to the B-B1, so that the former has higher strength than the later. For a discussion (hypothesis) from the microstructure, as described in the introduction, (W,V,Cr)C or V-concentrated phases can be formed in VC-containing alloys at cooling after liquid phase sintering, which possibly deteriorates WC–Co interfaces.
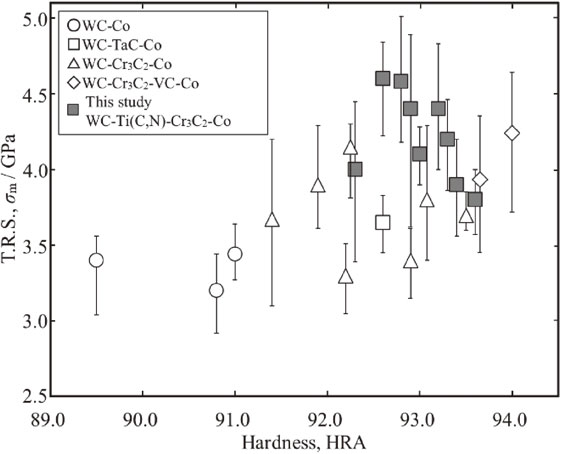
Finally, Ti(C,N)–Cr3C2 added ultrafine-grained alloys can be compared to some other cemented carbide grades. Figure 14 shows the relationship between the hardness and the strength (mean value and variation) of the five types of cemented carbide fabricated by the authors. The overall tendency is that cemented carbides tend to have higher strength as hardness increases. The Ti(C,N)–Cr3C2-doped ultrafine-grained alloy developed in this study is located above the conventional cemented carbide. Namely, this alloy can be called as the new cemented carbide having a strength superior to conventional cemented carbides in the HRA hardness range of 92 to 93.5. The use of this alloy can be expected to develop in new ways by using such characteristics. In the future, it is necessary to improve the increase strength in the range over HRA93, as depicted in Fig. 14. Following the discussions on the microstructure and strength obtained in this study, materials with higher strength (5 GPa or more) and higher hardness may be developed with finer WC particles and smaller fracture origins. The basic studies are needed for the fracture mechanics in high-strength alloys, in particular, from the relation to the mechanism of limiting strength.
5. Conclusions
Microstructure and mechanical properties of WC–Co-based ultrafine-grained cemented carbide with the combined addition of Ti(C,N) and Cr3C2 were studied. The strength (transverse rupture strength) was examined in detail and compared with other types of cemented carbide. The main results may be formulated as the following:
-
(1)
WC particles became finer for both solely added Ti(C,N) and Cr3C2, and the combined addition of Ti(C,N)–Cr3C2, made the WC particles much finer the structure homogeneous.
-
(2)
The hardness of Ti(C,N)–Cr3C2-doped alloy increased, and the fracture toughness decreased as the average grain size of WC or the mean free path of the binder phase decreased.
-
(3)
The alloy strength (transverse rupture strength) depends on the Ti(C,N)–Cr3C2 concentration while the highest average and maximal strengths of 4.6 and 5.0 GPa, respectively, were registered in the 3 vol% Ti(C,N), 0.5 vol% Cr3C2-doped alloys.
-
(4)
The sample of this alloy was broken into small pieces after the bending test that made it impossible to determine the fracture origin.
-
(5)
Considering the limiting strength of the normal grain alloy, the result that the ultrafine-grained cemented carbide obtained in this study demonstrated a superior strength that exceeds a limiting strength of the normal grain alloy was discussed.
-
(6)
Ti(C,N)–Cr3C2 added WC–Co ultrafine-grained cemented carbide is a promising material with a superior strength and can be expected to have new applications using such properties.
REFERENCES
- 1) T. Tanase: J. Jpn. Soc. Powder Powder Metallurgy 54 (2007) 243–250. doi:10.2497/jjspm.54.243
- 2) Y. Kubo: J. Jpn. Soc. Powder Powder Metallurgy 62 (2015) 471–477. doi:10.2497/jjspm.62.471
- 3) M. Kawakami: SOKEIZAI 52 (2011) 28–32.
- 4) K. Hayashi, Y. Fuke and H. Suzuki: J. Jpn. Soc. Powder Powder Metallurgy 19 (1972) 67–71. doi:10.2497/jjspm.19.67
- 5) H. Suzuki, Y. Fuke and K. Hayashi: J. Jpn. Soc. Powder Powder Metallurgy 19 (1972) 106–112. doi:10.2497/jjspm.19.106
- 6) M. Kawakami, O. Terada and K. Hayashi: J. Jpn. Soc. Powder Powder Metallurgy 51 (2004) 576–585. doi:10.2497/jjspm.51.576
- 7) H. Suzuki and K. Tokumoto: J. Jpn. Soc. Powder Powder Metallurgy 32 (1985) 152–157. doi:10.2497/jjspm.32.152
- 8) H. Ike, O. Terada and H. Suzuki: J. Jpn. Soc. Powder Powder Metallurgy 42 (1995) 517–521. doi:10.2497/jjspm.42.517
- 9) H. Suzuki, O. Terada and H. Ike: J. Jpn. Soc. Powder Powder Metallurgy 42 (1995) 1345–1349. doi:10.2497/jjspm.42.1345
- 10) O. Terada, H. Ike and H. Suzuki: J. Jpn. Soc. Powder Powder Metallurgy 41 (1994) 709–713. doi:10.2497/jjspm.41.709
- 11) M. Saito, W. Hino and H. Suzuki: J. Jpn. Soc. Powder Powder Metallurgy 45 (1998) 785–789. doi:10.2497/jjspm.45.785
- 12) S. Lay, S. Hamar-Thibault and A. Lackner: Int. J. Refract. Met. Hard Mater. 20 (2002) 61–69. doi:10.1016/S0263-4368(01)00071-3
- 13) M. Kawakami, O. Terada and K. Hayashi: J. Jpn. Soc. Powder Powder Metallurgy 53 (2006) 166–171. doi:10.2497/jjspm.53.166
- 14) Y. Kubo, J. Yukimura, Y. Iyori and T. Kawata: J. Jpn. Soc. Powder Powder Metallurgy 53 (2006) 430–434. doi:10.2497/jjspm.53.430
- 15) M. Kawakami, M. Ota, J. Obara, K. Kitamura, O. Terada and K. Hayashi: 2012 Powder Metallurgy World Congress & Exhibition, (Japan Society of Powder and Powder Metallurgy, 2012).
- 16) M. Takada, H. Matsubara and Y. Kawagishi: Mater. Trans. 54 (2013) 2011–2017. doi:10.2320/matertrans.M2013185
- 17) M. Takada, H. Matsubara and Y. Kawagishi: J. Jpn. Soc. Powder Powder Metallurgy 64 (2017) 17–22. doi:10.2497/jjspm.64.17
- 18) M. Takada, H. Matsubara, Y. Mori and T. Matsuda: J. Jpn. Soc. Powder Powder Metallurgy 65 (2018) 91–98. doi:10.2497/jjspm.65.91
- 19) H. Suzuki and K. Tokumoto: J. Jpn. Soc. Powder Powder Metallurgy 31 (1984) 56–59. doi:10.2497/jjspm.31.56
- 20) R.L. Fullman: Trans. AIME 197 (1953) 447–452.
- 21) K. Niihara: Bull. Ceram. Soc. Japan 20 (1985) 12–18.
- 22) J. Gurland and P. Bardzil: JOM 7 (1955) 311–315. doi:10.1007/BF03377497
- 23) T. Sadahiro: J. Japan Inst. Met. Mater. 45 (1981) 291–295. doi:10.2320/jinstmet1952.45.3_291
- 24) H. Suzuki: Cemented Carbide and Sintered Hard Material, (Maruzen, Tokyo, 1986) pp. 152–160.
- 25) Y. Yanaba, W.-S. Cho and K. Hayashi: J. Japan Inst. Met. Mater. 57 (1993) 1352–1359. doi:10.2320/jinstmet1952.57.11_1352
- 26) H. Suzuki and K. Hayashi: J. Japan Inst. Met. Mater. 38 (1974) 1013–1019. doi:10.2320/jinstmet1952.38.11_1013
- 27) H. Suzuki, K. Hayashi, T. Yamamoto and K. Miyake: J. Jpn. Soc. Powder Powder Metallurgy 21 (1974) 108–111. doi:10.2497/jjspm.21.108
- 28) H. Suzuki and T. Tanase: Planseeber. Pulvermet. 40 (1976) 271–279.
- 29) E.A. Almond and B. Roebuck: Met. Sci. 11 (1977) 458–461. doi:10.1179/msc.1977.11.10.458
- 30) E. Ohtsuki, K. Kito and Y. Masuda: J. Japan Inst. Met. Mater. 45 (1981) 432–437. doi:10.2320/jinstmet1952.45.4_432
- 31) T. Sadahiro and K. Sobata: J. Jpn. Soc. Powder Powder Metallurgy 34 (1987) 181–184. doi:10.2497/jjspm.34.181
- 32) C. Wu and T. Zhang: Int. J. Refract. Met. Hard Mater. 40 (2013) 8–13. doi:10.1016/j.ijrmhm.2013.02.016