Special Issue on Aluminium and Its Alloys for Zero Carbon Society, ICAA 18
Punchless Piecing Process of Aluminum Tube Wall by Impulsive Water Pressure
2023 Volume 64 Issue 2 Pages 414-420
Details
2023 Volume 64 Issue 2 Pages 414-420
Piecing of the aluminum alloy A6063-T6 tube was attempted with the help of impulsive water pressure in the tube caused by the impact of drop-hammer. The availability of this approach was investigated. Shapes of the die hole were circular, square and long rectangle. The outer diameter was 40 mm, and the wall thickness was 1 mm. The maximum impact velocity was 10 m·s−1. The pressure at the occurrence of crack was almost same for different impact velocity of the drop-hammer. However, if the number of holes was increased from 2 to 4, all the holes could not be pierced. The circular hole with a diameter of 10 mm and the square hole with an edge length of 10 mm were successfully created. When the size was doubled, the material did not partially separate. The water pressure rapidly increased and crack occurs at around 1 ms depending on the impact velocity. The effect of positive strain-rate sensitivity of the material was observed in comparison with the quasistatic experimental result. Profile of the hole edge was tapered. Burr formation was not observed, which is a significant advantage of this process.

In the production of sheet metal parts, blanking and piercing processes are commonly used. The process requires not only severe preciseness of the tool dimensions but also the delicate alignment in a pair of tools, especially except for circular hole. Piercing process is often adopted to many kinds of tubular products, because most structural parts are connected to other components or have some functions. The conventional tools of punch and die can be applied only for the straight tube, because a set of built tools have to be set in the tube. For the curved tubes, drilling process is the only choice. It takes longer time and is cost consuming process than piercing.
Hydroforming is often applied to the production of tubular components, and the process is reviewed.1–5) Holes on the tubular wall can also be fabricated by the hydropiercing technique. The punch is pressed into the tubular wall supported by the counter fluid pressure in the tube, where the scrap is pushed out from die cavity by internal pressure.6,7) New techniques of hydropiercing were developed for burr free hole.8,9) The punchless piercing using fluid pressure was numerically simulated.10)
High strain-rate piercing was investigated using the very high hydraulic pressure caused by the explosives or other high energy sources. Shock wave induced by underwater explosion or high velocity projectile was found effective for better shape accuracy in the blanking of sheet or amorphous foil.11–13) Laser shock hydraulic microforming was found valid to prevent the springback of copper foil.14)
In the very high speed deformation the punch is not used, because the fracture of the material occurs at the whole perimeter of the die hole in an extremely short time. In this condition, the inertial force of the scrap and the internal pressure contributes the separating motion of the material. Drop-hammer may become a good energy source for hydropiercing. Availability of this energy source is better than others, though the strain-rate of the deforming material is usually lower.15–17)
In this research, impulsive high hydraulic pressure generated by a drop-hammer was applied to the punchless piercing of the tubular wall. An aluminum alloy A6063-T6 tube with 1 mm wall thickness was used. A dedicated apparatus with the measurement function of impulsive pressure was devised. The objective of this study is to investigate the basic effective parameters on the piercing. Shapes of the die hole were circular, square and long rectangle. The number of holes was 1, 2 or 4. The effect of the impact velocity of the drop-hammer, the size and shape of the hole on the piercing process was experimentally investigated. The surface and cross-sectional profile of the pierced hole were observed.
The piecing device for circular tube is shown in Fig. 1. The load cell with a full Wheatstone bridge strain gauge circuit was located under the plug to sense the impulsive pressure. A strain gauge amplifier with a DC to 500 kHz frequency range (Kyowa Electric Instruments, CDV-700A) was used.
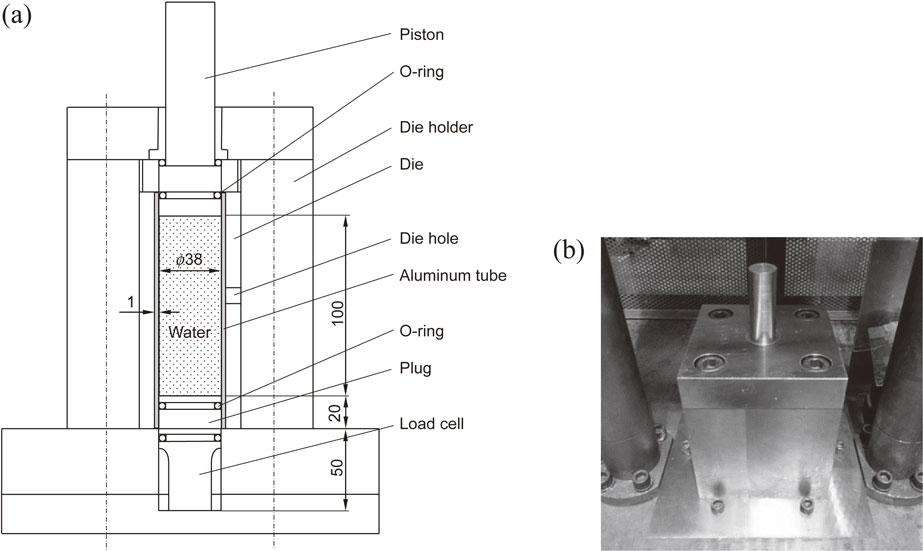
Impact hydraulic punchless piercing device, (a) Schematic illustration, (b) General view.
The working tool is only the split type die surrounding the tube, whose example is shown in Fig. 2 for the case of square hole. It is divided into many parts, they are combined for the desired hole shape, etc. When the drop-hammer impacts the top edge of the piston, the water pressure rapidly increases. The piston is set at the initial position in the figure. In order not to leave an air layer in the tube shown in Figs. 1 and 2, the tube was filled with water and the piston was inserted until the O-ring touched the top edge of the tube. The impact velocity was controlled by the set height of the drop-hammer. Its mass was 23 kg.

An example of assembled die.
The outer diameter of the tube is 40 mm, and the wall thickness is 1 mm. The length is 135 mm. The material of the tube is an aluminum alloy A6063-T6. This kind of aluminum alloy tubes are used for various products, and the relatively small ductility of the material may contribute to reducing the burr at the hole edge. The mechanical properties are listed in Table 1, which were measured under quasistatic condition. The tensile test specimen was cut out along the axial direction using an electro discharging cutting machine. The gauge length and the width were 50 mm and 10 mm, respectively. The strain hardening exponent of the material is somewhat small, and the elongation is not large.

The piercing dies were fabricated by using wire electric discharge machining. The wall of the hole is straight for both of the circular and square holes. The angle between the tubular surface and the die hole is larger than 90° along the axial direction of the tube. In other words, the angle setting is disadvantageous for shearing.
It is inevitable that a small amount of air will remain in the cylinder. It is necessary to study the effect of residual air on the piercing behavior and the time variation of the pressure. Two circular holes with a diameter of 10 mm shown in Fig. 3 were pierced. The experiment was carried out for two cases, where the air was removed from the cylinder as much as possible and where an air layer of about 5 mm was remained. The impact velocity was set at 5 m·s−1.

Locations of holes in tube.
Two holes were successfully completed under these conditions. Figure 4 shows the total time variation of pressure and only its rising part. The rising trend line for the air layer of 5 mm is described with a straight dash dot one. It is observed that the rapid rise in internal pressure started about 0.7 ms later than the case with no air layer. From the impact speed of 5 m·s−1 and the thickness of the air layer of 5 mm, the compression time of the air layer is approximately calculated to be 1 ms. However, immediately after the impact, the piston repels and moves faster than the impact velocity of the drop-hammer, hence, it can be assumed that the compression time is also slightly shorter.
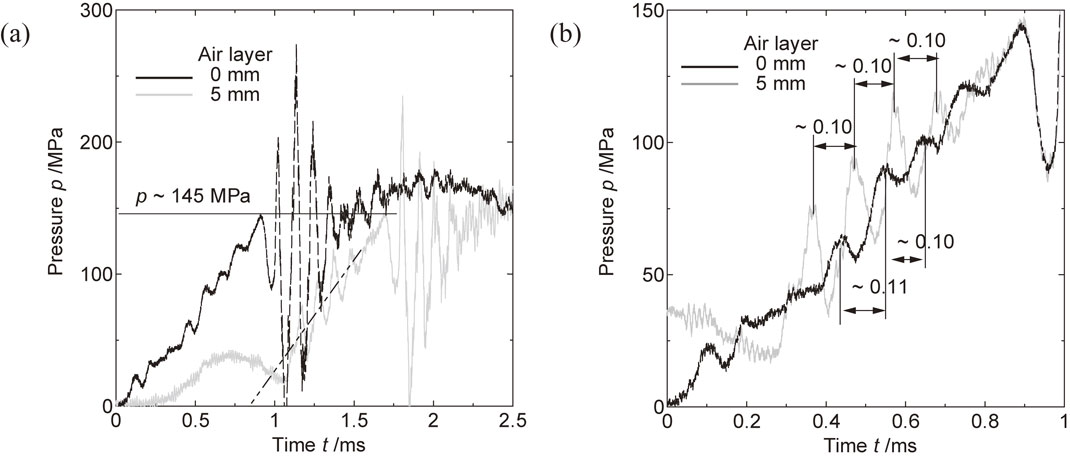
Effect of residual air on pressure, (a) Overall view, (b) Magnified view of rising part.
In addition, when there is an air layer, a large vibration component is superimposed during the pressure rise. Since the vertical length of the filled water in the tube is 95 mm and the speed of sound of water is about 1500 m·s−1, the reciprocating time is calculated to be about 0.13 ms. The value is almost the same as the time 0.1∼0.11 ms shown in Fig. 4(b). Therefore, it was found that the vibration at the pressure rise is caused by the pressure wave propagating in the water and becomes remarkable when there is an air layer.
However, the vibration decays rapidly, and in each case, the internal pressure rises at a speed of about 150 GPa·s−1. The internal pressure at the material fracture is about 145 MPa. It indicates that the effect of the air layer on the pressure behavior is practically negligible.
Furthermore, a quasistatic experiment was conducted under the same condition. The rising speed of the pressure during loading was set to approximately 1 MPa·s−1. Figure 5 shows the time variation of the pressure obtained around the moment of fracture. When the crack occurs, the pressure shows a vibration waveform, the crack expands and the pressure decreases. The oscillation of the pressure is larger in the impact experiment shown in Fig. 4. This implies that the rate of material separation or crack growth is high under impact condition.
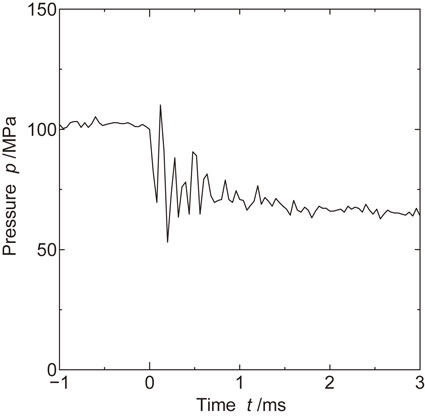
Sudden decrease of pressure in quasistatic piercing.
The pressure at fracture is about 100 MPa, and the pressure in the impact test is 1.4 times of that. It is useful to estimate the strain-rate under impact condition. Assuming that the plastic deformation zone is 10% of the wall thickness and there are no other strain components, the equivalent strain is calculated to be about 6 using the shear strain of 10. If the pressurized time is regarded as the deformation time, this estimation of the time may be rather large, since the time is about 1 ms from the graph, it is calculated to be about 6000 s−1. If the strain-rate dependence of the n-value is not considered, the strain-rate sensitivity exponent m is 0.04 in the equation: $\sigma = k\dot{\varepsilon }^{m}$ (k: quasistatic flow stress, $\dot{\varepsilon }$: strain rate), which is consistent with the result of the split Hopkinson bar compression test.18)
Assuming that the material is Mises one, the maximum shear yield stress is estimated to be approximately τ = 154 MPa using the ultimate tensile strength. Although the actual deformation is in a three-dimensional stress state, it is simplified to shear only. Further, the effect of curvature is not considered because the plate thickness t is small with respect to the tubular diameter. Then, in the quasistatic deformation, the pressure p is obtained for the hole with 10 mm diameter d as follows:
| \begin{equation} p = \tau td\pi/(0.25\pi d^{2}) = 62\,\text{MPa}. \end{equation} | (1) |
The sheet exhibits doming deformation additionally. The shear area becomes large because the cut end is inclined as mentioned later, and the direction of the internal pressure does not coincide with the cut surface. Accordingly, the pressure becomes larger than the calculated value.
3.2 Effect of impact velocity on piercing behaviorAs shown in Fig. 6, we investigated the effect of impact velocity on pressure behavior for the piercing of two circular holes shown by the solid lines and four holes also shown by the hidden lines. The impact velocity was set to 5.2, 4.8, 4.3 or 3.8 m·s−1. In the case of two holes, they were completely made when the impact velocity was 4.3 m·s−1 or faster. The photographs of the pierced tubes are shown in Fig. 7. At an impact velocity of 3.8 m·s−1, the material is not separated at the hole edge along the axial direction. The reason is that the deformation behavior of the material differs depending on the position of the circumference of the hole. The details will be described later.

Locations of holes.

Processed pipe with two-hole piercing, (a) impact velocity 4.3 m·s−1, (b) 3.8 m·s−1.
Figure 8 shows the time variation in pressure for the cases with 4.3 and 3.8 m·s−1. Since the pressure is released suddenly, it shows a very large oscillatory waveform. The time when the pressure drops sharply due to the occurrence of crack in the material is about 1 ms for the impact velocity of 4.3 m·s−1 and 1.5 ms for 3.8 m·s−1. Assuming that the separation occurs at the stroke equal to the plate thickness of 1 mm, the average radial velocities of the scrap at that time are calculated to be 1 m·s−1 and 0.67 m·s−1, respectively, then the inertial force is not so large. However, since the fracture is a phenomenon within an extremely short time, the success or failure of the process depends on this slight difference in inertial force and the magnitude of the kinetic energy of the water after the occurrence of the crack.

Time variation of pressure for two-hole piercing, (a) impact velocity 4.3 m·s−1, (b) 3.8 m·s−1.
In the case of four-hole piercing, it was completed only in the impact velocity of 5.2 and 4.8 m·s−1. Figure 9 shows the photograph after the test for the impact velocity of 4.3 m·s−1. The lower two holes were completed, but in the upper position, dome deformation and inseparable scrap are observed. The reason why the upper hole was not completed for case with two holes at upper and lower locations is attributed to that the pressure becomes higher near the lower end of the tube due to the reflection of wave at the fixed end.

Pierced tube with four-hole piercing at impact velocity of 4.3 m·s−1.
Even if the number of holes is increased, the pressure at the start of fracture shows similar value of 140 MPa. However, as the number of holes increases, the difference in process condition for each hole naturally increases. Since it is necessary to compensate for the difference with the larger inertial force of material and water, a faster impact velocity is required.
3.3 Effect of hole size on piercing behaviorPiercing of a single circular or square hole was conducted to investigate the effect of dimensions on piercing behavior. Figure 10 shows the position and dimension of the hole. The lower edge of the hole is located at same position for both sizes. The impact velocity of the drop-hammer was set to 6.3 m·s−1, further the velocity of 10 m·s−1 was also tested for square hole.

Different sizes of hole, (a) circular hole, (b) square hole.
For both the circular and square holes, the materials did not separate when the diameter or side length was 20 mm as shown in Figs. 11 and 12. The reason is that the non-uniformity of the deformation condition along the hole increases as the size becomes larger. In the case of a square hole, the force by the internal pressure was insufficient near the corners for shear, and the material fractures so that it is torn off.

Two different diameters d of circular hole, (a) d: 10 mm, (b) d: 20 mm.

Two different edge lengths Le of square hole, (a) Le: 10 mm, (b) Le: 20 mm.
Figure 13 shows the time variation in the pressure of the rising part for the piercing of one circular hole with a diameter of 10 or 20 mm. Assuming that the hole is made only by shear deformation, the required pressure to shear is halved when the hole diameter is doubled as shown in eq. (1). The fracture starting pressures are about 140 and 80 MPa, respectively. The latter pressure is almost half of the former even when there is dome deformation.

Pressure at fracture for circular hole.
Figure 14 summarizes the pressure at the occurrence of fracture. The effect of the dimensions of the square hole is almost the same as that of the circular hole. There is almost no effect by changing the impact velocity.

Summary of pressure at fracture (s: diameter or edge length, v: impact velocity).
The surface roughness and the cross-sectional shape were observed at the positions of the hole shown in Fig. 15. The results are shown in Fig. 16. The measured arithmetic mean height Sa and the inclination angle a are also shown. The value Sa is larger on the cut surface perpendicular to the circumferential direction, and the angle is also larger.

Measurement part of square hole.

Surface appearance and cross-section of edge for 10 mm square hole (upper side of photograph: inside of tube), (a) surface perpendicular to circumferential direction, (b) surface perpendicular to axial direction. (Sa: Arithmetic mean height, a: Angle to tubular surface)
There is no burr, although there is a formation of shear droop. No burr formation is a prominent advantage of impact hydraulic piercing because the deburring work is dispensable. The reason why the burr does not occur is that the pierced wall is tapered, where the dimension of the hole at the inner surface of the tube is larger. The holes in the tube may be used as they are. However, the burring process is often conducted, where the diameter expands. The limit of hole expansion depends on the size of the burr.19–22)
As shown in Fig. 17, the angle between the wall of the die hole and the tubular surface is 104° for a 10 mm hole. At this point, the acting direction of the internal pressure does not coincide with the wall surface. For this reason, the inclination of the cut surface becomes large. The separation at the cut surface perpendicular to the circumferential direction is the final stage of the process, as shown in Figs. 7, 9, 11 and 12. As a countermeasure, it is necessary to taper the die hole, but this is our future issue.

Pressure at hole in rounded surface.
Figure 18 shows the enlarged view of the corners of the square hole. The distance between the sides of the hole is short at the corner part, the pressure receiving area that contributes to the shearing force becomes small, thus undeformed material remains. When the hole becomes larger, the unseparated length also becomes longer. The remaining side length with respect to the hole size was about 30% for both.

Magnified view of corner part, (a) edge length: 10 mm, (b) edge length: 20 mm.
The width of the rectangular hole was 10 mm. The length was set to the semicircle or the circle of the tube. The impact velocity was 6.3 or 10 m·s−1. Figure 19 shows the processed tube. In the case of semicircular length, the perimeter did not partially separate at both impact velocities. On the other hand, when the length was set to the entire circumference, the tube was cut successfully. In this experiment the cutting line is straight. However, it could be one of the tube cutting methods, because any cutting profile is applicable in this method.

Long rectangular hole, (a) semicircular length, (b) circular length.
Impact hydraulic piecing was carried out for an aluminum alloy A6063-T6 tube to show the availability of this method. The following conclusions were obtained.
The effect of the air layer in the cylinder on the pressure behavior is practically negligible because the vibration decays rapidly. When the number of holes is increased, the pressure at material fracture shows similar value. The impact velocity has to be increased to pierce more holes.
In the piercing of a square hole, the material fractures so that it is torn off due to insufficient shear force at corner part. For both the circular and square holes, the materials did not separate due to the increase in non-uniformity of the deformation condition along the hole when the size was set twice. The pressure at fracture in the case of square hole was almost the same as that in the circular hole. No burr is generated except for corners of the square hole. This is a prominent advantage of the impact hydraulic piercing. The tube can also be cut along the entire circumference by the impulsive hydraulic pressure.