Abstract
The environmental impact of aluminium can be greatly reduced through recycling. However, recycled aluminium ingots are currently used for the fabrication of lower-grade materials (i.e., cascade recycling) and cannot be used for the production of high-purity and high-grade wrought materials, for which demand is expected to increase in the future. Researching and developing upgrade recycling methods for aluminium is therefore urgently needed, where recycled ingots with a lower environmental impact are used for the fabrication of wrought materials. This approach will substantially reduce greenhouse gas (GHG) emissions and ultimately promote a sophisticated resource-recycling society in which aluminium resources can be almost completely recycled.
1. Introduction
1.1 Countermeasures against global warming taken in Japan and abroad
To address the problem of global warming, international frameworks on climate change have been opened with the participation of all countries and regions, such as the Paris Agreement adopted at twenty-first session of the Conference of the Parties (COP21) and the twenty-sixth session of the Conference of the Parties (COP26). The Paris Agreement sets a common long-term goal for countries across the world to pursue efforts to limit the average global temperature increase from pre-industrial levels to 1.5°C. In its report released in 2018, the United Nations Intergovernmental Panel on Climate Change (IPCC) indicated that, to limit the temperature increase to 1.5°C or less, net-zero CO2 emission needs to be achieved by 2050 and further negative emissions need to be achieved after 2050.1)
The concept of the “carbon neutrality” target for 2050 refers to a state of net-zero greenhouse gas (GHG) emissions into the atmosphere, where anthropogenic GHG emissions and removals balance each other, which is required to achieve the 1.5°C target of the Paris Agreement. To achieve this objective, researchers have been increasingly focusing on carbon removal technologies, which can remove CO2 from the atmosphere, not just reducing the amounts of emitted CO2. Two classes of carbon removal methods have been proposed: afforestation and forest management as natural fixation methods, and technology-based removal methods such as direct air capture with carbon storage (DACCS) and technology to capture CO2 emitted from the use of biomass fuels and store it underground (BECCS: bioenergy with carbon dioxide capture and storage). Many countries, including Japan, the EU, the UK, the US, Canada, and China, have now declared their intention to achieve carbon neutrality.
Meanwhile, investors and financial institutions are expanding their investments while considering environmental, social, and governance (ESG) factors in addition to traditional financial information. International initiatives that encourage companies to declare ambitious CO2 reduction targets and certify such efforts are gaining momentum. Specifically, there are science-based targets (SBTs), which encourage companies to set targets for the next 5 to 15 years consistent with the Paris Agreement, and RE100 targets, which encourage companies to set targets for 100% renewable energy for electricity consumption. The “Business Ambition for 1.5°C” is a program under which participant companies pledge to aim toward limiting the temperature increase to 1.5°C.2)
Many companies have now set a goal of zero CO2 emissions (i.e., net-zero emission, which is roughly equivalent to carbon neutrality) by 2050. Not only information technology companies such as Google, Apple, Facebook, and Amazon (GAFA) and Microsoft but also energy-related companies, which operate in a CO2-intensive industry, have declared net-zero emission targets. Domestically, JERA, Japan’s top power producer, has announced its goal of reducing domestic CO2 emissions to virtually zero by 2050 through renewable energy and zero-emission thermal power. Outside of Japan, Shell has set a goal of achieving net zero emissions from product manufacturing and use by 2050.
The reason why governments, financial institutions, and corporations are working toward carbon neutrality in 2050 is, of course, to avoid adverse effects of rapid and abrupt climate change unprecedented in human history. However, a secondary motivation is that such efforts will determine the winner in the next battleground for economic hegemony. Governments will leverage carbon neutrality technology to enhance national power, financial institutions will identify and invest in companies that can win the decarbonization race, and companies will demonstrate that they can survive in the era of decarbonization competition. The Japanese government is no exception. On October 26, 2020, former Prime Minister Suga, in a policy speech, declared an aim to achieve carbon neutrality by 2050.3) Because 93% of Japan’s CO2 emissions originate from the energy sector, the Japanese government has outlined a path to reduce CO2 emissions through introducing energy conservation technologies and decarbonized energy and eliminating remaining CO2 emissions through carbon removal technologies.
1.2 Initiatives to achieve 2050 carbon neutrality
Initiatives necessary to achieve carbon neutrality in 2050 are outlined as follows.4) Efforts that should be made in areas where electricity is not used (i.e., areas where fuel energy is currently used) include initiatives that promote electrification and the use of hydrogen, biomass, etc. as fuel. Efforts that should be made in areas where electricity is used include initiatives that promote decarbonization of electrical power sources (i.e., renewable and nuclear, hydrogen and ammonia, and thermal power + carbon recycling).
Technological development challenges for decarbonization can be summarized by domain/sector as follows: 1) In the heat- and fuel-related domains in the industrial sector, the challenges include electrification, biomass utilization, hydrogenation (methanation), and ammoniation. 2) In the manufacture of steel, cement, and chemical products, which are considered CO2-intensive sectors, the primary challenges are the development of hydrogen-reduced iron and CO2-absorbing concrete. 3) In the heat- and fuel-related domains in the civil sector, the challenges are electrification (e.g., “EcoCute”, an energy efficient heat-pump-based water heating/supply system), reducing facility costs for hydrogen fuel cells, and developing hydrogen infrastructure. 4) In the automotive transportation sector, challenges include achieving widespread adoption of electric vehicles (EVs) and fuel cell vehicles (FCVs) as passenger cars, trucks, and buses and the development of synthetic fuels. 5) In the maritime, aeronautical, and railroad transportation sectors, the challenges are the development and mass production of bio-jet fuel and synthetic fuels, the hydrogenation of vessels/vehicles (fuel cell vessels and fuel cell train fleets), and the establishment of a manufacturing technology for fuel ammonia vessels, among others. As such, achieving decarbonization through electrification and the use of CO2-free fuel is expected.
1.3 Japan’s Green Growth Strategy
In conjunction with the 2050 Carbon Neutral Declaration, Japan’s Ministry of Economy, Trade, and Industry (METI) has announced its Green Growth Strategy.5) The Green Growth Strategy is an economic growth strategy that views the realization of carbon neutrality as an opportunity and declares that it will attract domestic and foreign investment by creating an attractive domestic market and building a competitive and resilient supply chain.
The Green Growth Strategy identifies 14 growth sectors that will grow as carbon neutrality is realized. The energy-related fields include 1) offshore wind, solar, and geothermal (next-generation renewable energy) power generation, 2) hydrogen and fuel ammonia industries, 3) next-generation thermal energy, and 4) nuclear power generation. The transportation and manufacturing-related fields include 5) mobility and battery technology, 6) semiconductor and information communication technology, 7) shipbuilding, 8) logistics, human flow, civil engineering, and infrastructure, 9) food, agriculture, forestry, and fisheries, 10) aviation, and 11) carbon recycling and materials. The home and office-related fields include 12) the housing and building industries and next-generation electric power management, 13) resource circulation, and 14) lifestyle-related industries.
The Green Growth Strategy also includes 8 cross-sectoral policy tools: 1) grant funding (creation of a 2 trillion yen fund over a 10-year period), 2) tax incentives (formulating a tax system that promotes green investment), 3) finance (formulation of basic guidelines and a roadmap for transitioning finance toward a decarbonized economy in Japan), 4) regulatory reform and standardization (carbon pricing, emissions trading, carbon taxes, border adjustment measures), and 5) international collaboration, 6) promotion of efforts at universities, 7) Expo 2025 Osaka, Kansai, Japan, 8) youth working group. These political tools, along with the 14 aforementioned growth sectors, are considered prerequisites for companies to consider green growth strategies.
2. Characteristics of Aluminium and Its Alloys and Their Role in Reducing Environmental Loads
Aluminium is one of the major base metals, second only to iron in terms of its production. The element was discovered in 1807, and its industrial production began in 1886. Although it has only been industrialized for ∼130 years, aluminium is widely used because of its many excellent properties. Aluminium is considered to contribute to the realization of the Green Growth Strategy in the following areas:
Offshore wind power: The Japanese government aims to install 10 GW of offshore wind power by 2030 and 30–50 GW by 2040. Japan’s total power generation capacity is approximately 300 GW, providing a huge capital investment area. For the construction of offshore wind power generation facilities, aluminium’s high specific strength and excellent electrical conductivity make it useful as a structural material and as a material for cables. Aluminium and its alloys are favored because of their high strength, low cost, and tendency to shorten the construction period, which makes them a suitable construction material given Japan’s unique natural conditions.
Transportation equipment: Lightweight and strong metallic materials are essential for achieving carbon neutrality in transportation equipment such as automobiles and railcars. Because the use of lightweight aluminium improves the fuel efficiency of vehicles, its use is expected to increase further in the future.
Solar panels: Future solar panels should be able to be installed on houses and buildings where existing solar cells are difficult to install. This application calls for lightweight, high-strength, weather-resistant materials and structures, providing a stage where aluminium can play an active role.
Electrification of heating equipment: Because air and water heating appliances are also becoming increasingly electrified, the use of heat-pump technology is expected to expand. Thus, demand for aluminium, which exhibits excellent thermal conductivity, may increase in this application.
Improvement of the power grid: To achieve carbon neutrality, electrification and the use of CO2-free fuels should be promoted. According to data from the Agency for Natural Resources and Energy of Japan, electricity demand in 2050 is expected to increase by 30–50% compared with the 2018 level as electrification is promoted; according to IEA data, the demand for aluminium in 2040 is projected to increase by a factor of 1.8 compared with the 2020 level because of the increase in capacity in the electricity grid.
Hydrogen supply infrastructure: Hydrogen is positioned as a key carbon-neutral technology, with a wide range of applications in power generation, industry, and transportation. The early establishment of a hydrogen supply infrastructure requires the development of innovative metallic materials that are resistant to corrosion and affordable. Further explorations of the possible applications of aluminium in this field are necessary.
Life cycle: Aluminium’s lightness helps reduce CO2 and other GHG emissions during transportation by vehicles or other transportation fleets, and its high recyclability will undoubtedly contribute to the realization of carbon neutrality. However, the need for GHG reduction is not limited to the phase of product use; what is important is reducing GHGs emitted throughout an individual product’s lifecycle (LC-GHG), from mining to disposal. Aluminium smelting is known to produce a large amount of GHGs, and solving this problem is critical to making aluminium useful for realizing a zero-carbon society.
3. Importance of Recycling Aluminium and Its Alloys
3.1 GHG emissions of virgin and recycled aluminium ingots
Aluminium and its alloys are widely used as wrought and cast materials. Cast materials are already used in large quantities in automobile engines and other transportation equipment. In addition, there has recently been interest in expanding the use of wrought materials in car bodies to further reduce the weight of transportation equipment and reduce GHG emissions by improving fuel efficiency. Aluminium has high corrosion resistance, high weather resistance, and good light and heat reflectivity. Its use as a building material can help extend the life of homes and improve the efficiency of air conditioning systems. It can also be used as a packaging material to extend the storage life of products because of its high hermeticity. Because these properties are useful in reducing GHG emissions, the demand for aluminum is expected to increase substantially in the future.
Aluminium has a large GHG emission coefficient of 11.1 kgCO2-eq/kg for smelting to produce virgin ingots, as shown in Fig. 1. An aluminium virgin ingot is produced from bauxite using the Byers process, which is followed by electrolytic refining using the Hall–Héroult process. These processes use a large amount of electricity and, depending on the electricity source, emit large amounts of CO2. In the Hall–Héroult method, cryolite and sodium fluoride are used as fluxes to dissolve alumina, which is then electrolytically refined using carbon electrodes. Therefore, GHGs such as fluorocarbons and organo-fluorine compounds (perfluorochemicals, PFCs) and CO2 derived from carbon electrodes are also emitted. However, because of the low melting point of aluminium, the GHG emission coefficient for the fabrication of recycled ingots from used scrap is extremely low: 0.45 kgCO2-eq/kg. Therefore, the GHG emission reduction effect of using recycled ingots instead of virgin ingots is much larger for aluminium than for copper or iron.6)

The material flow of aluminium in Japan is shown in Fig. 2. Unlike other metals such as iron and copper, aluminium is not smelted domestically; all virgin ingots used in Japan are imported. However, aluminium is a highly recyclable metal; it is known as an “A-class student” in the realm of recycling. Currently, 80% of the aluminium scrap generated in Japan is used as recycled ingots to produce castings, die castings, and other casting materials because the foundry industry is thriving in Japan and demand for secondary ingots for manufacturing casting materials is high. The scrap used as a raw material for recycled ingots is therefore traded in Japan as a valuable resource.7–9)

The use of such recycled ingots is important because GHG emissions during the production of recycled ingots are extremely low. However, at present, recycled ingots produced from scrap of aluminium alloy wrought material cannot be used to fabricate new wrought materials; they are used exclusively for fabricating low-purity casting materials, which is referred to as cascade recycling. The unsuitability of recycled ingots for aluminium wrought material stems from their inability to satisfy the high-level quality requirements for raw materials for wrought applications, especially ductility, as a result of impurity elements in the scrap. However, the growth in demand for cast materials—especially for engine blocks, the largest application—is expected to decrease in the future because of the electrification of automobiles.
The production of aluminium materials has continued to increase sharply since 2000, especially wrought materials, and this increase is expected to be accompanied by a substantial future increase in the amount of aluminium scrap. As forecast by the International Aluminium Institute (IAI), and as shown in Fig. 3, by 2026, the amount of aluminium scrap generated is expected to exceed the demand for cast materials, increasing the risk of an oversupply of scrap and creating an imbalance between supply and demand. If the supply–demand balance between scrap and cast materials is disrupted, the current resource cycle based on cascade recycling might collapse. Therefore, it is necessary to create new sources of demand for scrap. One possible new source of demand for aluminium scrap is the use of aluminium scrap as a raw material for producing wrought materials.
3.3 LC-GHG as a condition for material selection
To achieve GHG reductions, it is necessary to evaluate the reduction of GHGs produced throughout a product lifecycle (LC-GHG). At environmentally advanced companies, LC-GHG reduction has already become a priority in material selection. For example, Toyota Motor Corporation announced the “Toyota Environmental Challenge 2050” in October 2015 and is replacing certain materials with materials whose manufacturing process involves lower CO2 emissions. It is also expanding the use of recycled materials to reduce CO2 emissions over the product lifecycle.10) Apple is analyzing the impact of each material used in its devices on the environment, society, and global supply and is prioritizing the use of materials with low environmental impacts. As part of this effort, Apple has established a system to collect and recycle products after use and is manufacturing some of its products using 100% recycled aluminium.11) As previously described, GHG emissions and other environmental impacts have become a priority in material selection by environmentally advanced companies, and this trend is expected to intensify in the future.
3.4 Efforts to reduce GHG emissions during the production of virgin aluminium ingots
Though Japan imports all virgin ingots, as previously mentioned, the GHG emission coefficient for these virgin ingots has been increasing in recent years (from 10.7 kgCO2-eq/kg in 2005 to 11.1 kgCO2-eq/kg in 2010).12,13)
To lower the LC-GHG emissions from virgin aluminium ingots, research and development (R&D) efforts to reduce GHG emissions during the smelting process are being advanced abroad. For example, Elysis—a joint venture between Alcoa, a major aluminium manufacturer, and Rio Tinto, a major mining company—has developed a reduction method that uses inert electrodes as an alternative to conventional alumina reduction methods that use carbon electrodes.14) With this unique reduction method, which eliminates the emission of CO2 gas from carbon electrodes, and by further using renewable energy as a source of electricity, the company plans to fabricate carbon-free aluminium in 2024. Elysis has attracted much attention, with Apple investing in the company.
3.5 Current status of aluminium scrap recycling
Recycled materials made from recycled aluminium ingots are not used for wrought applications because of contamination by impurity elements. Figure 4 shows the compositions of typical wrought aluminium materials, aluminium scrap, and cast and die-cast materials. Because aluminium products are generally used together with a large amount of steel materials, iron contamination of aluminium scrap is inevitable. In addition, cast and die-cast products, which currently account for more than 30% of aluminium products, use alloys with higher silicon and iron concentrations compared with those used for wrought materials. Because cast materials are widely used in automobiles, their scrap contains numerous impurity elements such as silicon and copper. In general, cast materials accept higher concentrations of impurities compared with wrought ones; thus, recycling aluminium scrap into cast materials is relatively easy.
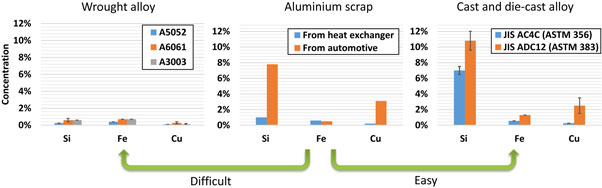
By contrast, the allowable concentration of impurity elements in wrought aluminium alloys is much lower than that in casting aluminium alloys because aluminium wrought materials require high ductility and because impurities such as iron and silicon, if present in large amounts, often crystallize, leading to fracture and a substantial decrease in ductility. During scrap collection, scrap from wrought materials and that from cast materials are inevitably mixed, and impurity elements will be mixed and concentrated. Because the allowable concentration of impurity elements in aluminium alloys for wrought applications is stipulated to be lower than that for cast applications, cycling ingots to meet the existing quality standards for alloys for wrought applications is difficult.
Therefore, although aluminium scrap can be recycled for casting and die casting, recycling scrap into wrought materials is difficult except for a very small portion of wrought material scrap with a clearly confirmed origin (e.g., in-plant scrap, scrap of in-house products, or scrap of identical components). Therefore, so-called “horizontal recycling”, in which wrought material scrap is used for producing the same-as-starting wrought material, such as can to can recycling, has only been performed on a small scale.
3.6 Efforts for reducing LC-GHG from conventional aluminium recycling
Not surprisingly, attempts have been made to impart properties equivalent to those of wrought materials to recycled materials by lowering and preventing contamination by impurity elements; certain positive outcomes have been obtained. For example, a continuous fractional crystallization method was developed to reduce the concentrations of impurities in aluminium scrap as part of the Development of Technology to Promote Aluminium Recycling Project (1993–2002) subsidized by the New Energy and Industrial Technology Development Organization (NEDO), Japan. This method exploits the phenomenon that, when molten aluminium alloy solidifies, the solid with high aluminium purity (α-Al phase) solidifies first; the α-Al phase is separated by pressing to obtain recycled materials.15) This method is technically established and has proven to be highly efficient in terms of recycling. However, it has a disadvantage in that it can handle only scrap derived from wrought material because the recycling yield will be reduced as the concentration of impurity elements in the molten aluminium alloy increases. This limitation makes it difficult to secure a large amount of scrap, and concerns have arisen that the process is vulnerable to fluctuations in scrap prices. It has therefore not yet been commercialized on a large scale.
Current mainstream efforts to achieve low LC-GHG through aluminium recycling are focused on the development of technologies for horizontal recycling in an established closed loop. As previously mentioned, Apple is promoting efficient resource recovery by implementing a program to collect used products through trade-in and is developing a highly efficient robot-based disassembly technology for used products. The company actually uses 100% recycled aluminium for its products. Recycling-related projects in the aircraft industry include Airbus’ Process for Advanced Management of End-of-Life Aircraft (PAMELA) project and Boeing’s Aircraft Fleet Recycling Association (AFRA) program. Both of these projects aim to achieve horizontal recycling of materials through advanced disassembly technology. In the automotive industry, Jaguar Land Rover’s Recycled Aluminium Car (REALCAR) project is now developing a technology to recycle scrap, including scrap from post-consumer products.16) This project is also basically based on a closed loop of press scrap and recovered scrap cars. However, in recent years, with the trend toward diversification of scrap types because of the multi-materialization of product raw materials, as well as the trend toward the diversification of production and consumption areas because of globalization, recovering scrap through establishing closed-loops is becoming increasingly difficult (with the exception of some special products).
3.7 LC-GHG reduction by establishing an advanced resource recycling system for aluminium
For the aforementioned reasons, we believe that, for aluminium to contribute to a zero-carbon society, an advanced aluminium resource recycling system that includes upgrade recycling for the production of wrought materials from scrap, including cast products, needs to be established to provide the world with a wide range of recycled materials and to reduce LC-GHG emissions.
Using automotive weight reduction as an example, this section describes the need for recycled ingots and recycled wrought materials. Figure 5 compares LC-GHG emissions when aluminium is used as a replacement for steel to improve fuel economy in automobiles. In the case of comparing emissions over the entire product lifecycle by dividing them into “during driving” and “during manufacturing”, if a conventional gasoline vehicle (with a fuel efficiency of 15 km/L) is converted into an all-aluminium vehicle, GHG emissions during manufacturing increase because of the increased use of wrought material fabricated from virgin ingots. However, GHG emissions during driving decrease because of lower GHG emissions, realizing an overall reduction. In this case, the benefit of GHG reduction during driving outweighs the risk of increased GHG emissions during manufacturing. However, for plug-in hybrid vehicles (with a fuel efficiency of 30 km/L), the overall lifecycle emissions will increase because of the increased use of aluminum (wrought material) made from virgin ingot. Here, the GHG emissions can be reduced if wrought material made from recycled ingots is used instead of that made from virgin ingots. As such, making recycled wrought material available is important.

Thus, if an advanced resource recycling system for aluminium can be established, GHG emissions can be reduced both during material production and product use. Because the GHG emissions associated with producing recycled aluminium ingots are extremely low (only 3% of those associated with producing virgin ingots), a substantial reduction in GHG emissions will be possible. We estimate that this can be achieved. A reduction of 19.14 million tons/year in LC-GHG emissions (2.57 million tons/year in wrought material production) can be realized by achieving a domestic penetration rate of 50% for such a recycling system by FY2050.
Because recycled aluminium ingots are less expensive than virgin ingots, the use of aluminium alloy components is expected to increase, especially in transportation equipment, which will improve fuel efficiency and reduce GHG emissions through weight reduction.
3.8 Upgrade recycling of aluminium
The effective use of recycled wrought material requires an increase in the overall level of the entire aluminium recycling process. This effort began with the development of techniques for melting scrap and removing impurities when the aluminium scrap is in the liquid state and has since progressed to the development of methods for sorting scrap before melting (sorting in the solid state) to increase the impurity removal efficiency. However, with the exception of some particular cases such as the can to can recycling of aluminium beverage cans, producing pure aluminium or aluminium alloy from scrap is difficult from technical and economic perspectives. Therefore, we believe that promoting aluminium recycling in the future will require increasing the impurity tolerance and reducing the detrimental effects of impurities in aluminium and its alloys. These concepts aim to establish a recycling system that assumes the inclusion of some amounts of impurities in recycled materials, where an increase in the amount of impurities in scrap to be recycled is also assumed. That is, the objective is to develop technologies for increasing the impurity tolerance of products and reducing the adverse effects of impurities in aluminium alloy scrap, thereby achieving horizontal recycling of wrought material scrap into wrought materials and further realizing upgrade recycling of cast material scrap into wrought materials.
4. Establishment of an Advanced Resource Recycling System for Aluminium Materials
4.1 NEDO Feasibility Study Program/Feasibility Study Program for Energy and Environmental Technologies: Development of Advanced Recycling System for Aluminium Materials
Given the aforementioned context, we proposed a research project for the development of new processing technologies to enable the use of recycled aluminium ingots with lower environmental impact than virgin ingots for wrought materials (i.e., upgrade recycling), making aluminium resources almost recyclable. This project, which also addresses impurity removal through the solid-state sorting and melting method, was adopted as one of the granted projects under the NEDO Feasibility Study Program/Feasibility Study Program for Energy and Environmental Technologies: Development of Advanced Recycling System for Aluminum Materials.
The objective of this project was to realize the fabrication of wrought materials using recycled ingot, which has been a bottleneck in the aluminium material flow, thereby building a new resource recycling system that almost completely recycles aluminium resources and enabling an advanced resource recycling society. The goal is to substantially reduce GHG emissions at the time of production of aluminium materials.
Figure 6 shows a schematic of the development of process technologies to realize horizontal and upgrade recycling of aluminium, indicating the following five R&D tasks.
-
1.
Development of a technology to recover high-grade material from aluminium scrap using advanced sorting techniques
-
2.
Development of a technology to remove impurity elements from aluminium through a sophisticated scrap melting process
-
3.
Development of a technology to use vertical-type high-speed twin-roll casting to maintain and improve the performance of aluminium materials containing trace impurities
-
4.
Development of a technology for maintaining and improving the performance of aluminium materials by thermo-mechanical treatment when trace impurities are present
-
5.
Performance of a lifecycle assessment of recycled wrought aluminium materials and evaluation of the feasibilities of practical applications and future national projects involving such materials
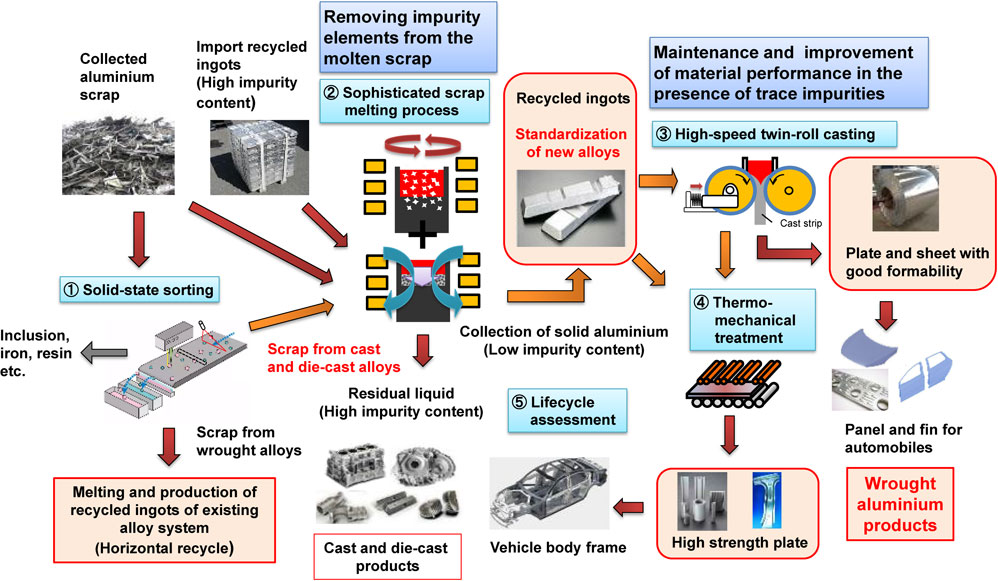
Thus, the project developed a technology that removes foreign materials, such as iron and resin, from recovered scrap using an advanced sorting technology and simultaneously sorts and recovers high-grade scrap to the extent possible, recycling them into existing alloy types used for wrought materials (horizontal recycling). However, for low-grade scrap sorted during the process, solids with low concentrations of impurity elements were separated using an impurity removal technology based on a sophisticated scrap melting process, as discussed in Section 4.2. The residual molten aluminium with increased concentrations of impurity elements was used for casting, as done previously. When the recycled ingots were used as a raw material, strips were produced using vertical-type high-speed twin-roll casting, which has excellent cooling capability and productivity and enables the maintenance and improvement of material performance in the presence of trace impurities. Thin sheets made from this strip can be used as manufactured for automotive panels and other applications. In addition, high-strength materials can be produced by thermo-mechanical treatment using severe straining processing and subsequently applied to the framework of automobiles and motorcycles. Further strengthening can be achieved by thermo-mechanical treatment, and such materials can be used for structural strength members, among other applications. By combining technologies such as sorting, melting, twin-roll casting, and thermo-mechanical treatment in the material flow, this project aimed to make recycled materials available for almost all types of structural and general-purpose aluminium.
As previously described, the realization of a new material flow that manufactures wrought materials from aluminium scrap would enable aluminium materials, which include aluminium and its alloys, to make an even greater contribution to the realization of a zero-carbon society. Currently, Japan does not smelt aluminium domestically; it imports all virgin ingots from overseas. To ameliorate this dependency on foreign countries for virgin ingots used for wrought applications, establishing an advanced recycling and utilization system for aluminium scrap is extremely important.
Each previously listed research task of the project was conducted by member entities, which include universities, national research institutes, private companies, and an aluminium association. Relevant ministries and governmental agencies and numerous user companies also participated as observers.
4.2 Details and outcomes of the R&D conducted as part of the NEDO Feasibility Study Program
Hereinafter, the R&D conducted in the NEDO Feasibility Study Program and the resultant outcomes are summarized.
4.2.1 Development of a technology to recover high-grade material from aluminium scrap using advanced sorting techniques (Conducted by Tsukuba Center of the National Institute of Advanced Industrial Science and Technology (AIST) and Nara Institute of Science and Technology)
This research task consisted primarily of two R&D items. The first item was the Development of Advanced Sorting System—Development of Sorter/Eddy Current Separator (ECS) for Rough Separation System, as shown in Fig. 7. To improve the accuracy of ECS sorting, we examined the particles’ physical properties that inhibit ECS sorting, such as the size and morphology of the scrap materials to be fed. Unlike conventional solid-state sorting, which separates conductors from nonconductors, separation of conductors of a certain type from other conductors is the key to the highly accurate recovery of aluminium scrap. Therefore, we investigated the relationship between material/size and flying distance for aluminium and copper disk-shaped and rectangle-shaped samples and clarified that precise ECS sorting between copper and aluminium (i.e., two conductive metals) is possible by grouping them according to size and shape.

The second task was the Development of Advanced Sorter System—Advanced Alloy Sorting by Intelligent Laser-Induced Breakdown Spectroscopy (LIBS) Sorter, as shown in Fig. 8. This project aimed to improve the functionality of scanning LIBS sorters by examining high-speed automatic feeding, surface foreign material detection using artificial intelligence (AI), and alloy type determination via bulk property detection. To achieve high-speed sorting of aluminium scrap, optimization of particle alignment on a conveyor belt is the key. By contrast, to achieve highly accurate sorting of aluminium scrap by alloy type, the detection of surface foreign particles and three-dimensional (3D) control of the laser irradiation position for LIBS analysis are the keys. Thus, the team worked on controlling the feed rate of irregularly shaped scrap using a robot arm and developed a method for automatically recognizing aluminium scrap by using a camera and calculating the density of scrap pieces, successfully producing a broom-shaped gripper for density adjustment. The team also developed a deep-learning AI for detecting foreign matter on the surface of aluminium scrap using painted aluminuim scrap pieces as samples, implemented the AI into an existing two-dimensional (2D) image sorter and evaluated actual scrap. They confirmed that the device successfully detected painted areas of scrap. In addition, the team also confirmed the feasibility of identifying pure aluminium pieces by detecting induced electromotive force.

The remaining issues include connection and system integration with previously established mechanisms, including high-speed automatic feeding, 3D position detection, 2D image recognition, and spectral measurement.
4.2.2 Development of a technology to remove impurity elements from aluminium through a sophisticated scrap melting process (Conducted by Chubu Center of AIST, UACJ Corporation, and Mitsubishi Aluminum Co.)
The conventionally developed continuous fractional crystallization method15) is a purification method based on the phenomenon that, when a molten alloy is cooled, the highly pure metal solidifies (crystallizes) first and the alloying elements (solute elements) are concentrated in the residual molten metal. In this method, a metal slurry in a solid–liquid coexisting state is prepared and then pressed to separate high-purity solids. However, as predicted from the equilibrium phase diagram, when the concentration of impurity elements is high, the amount of generated solid decreases, decreasing the yield. Therefore, the conventional continuous fractional crystallization method can only be applied to scrap with a low impurity concentration. For example, in the case of Al–Si alloys, the method can only be applied to alloys with a silicon concentration no greater than ∼1.5%, which means it is limited to so-called wrought-material-derived scrap. Thus, recycling of aluminium cannot be conducted in a stable manner using this method unless such scrap is secured in large quantities. Therefore, a method is needed to increase the amount of solid crystallized so that continuous fractional crystallization can be applied to scrap containing a wide range of components. Specifically, the conditions required to obtain α-Al phase alloy silicon and iron concentrations of 2% or less and 1% or less, respectively, using electromagnetic stirring need to be clarified and a fundamental technology that enables the recovery of α-Al phase with a yield of 70% or higher needs to be developed.
For this purpose, we first attempted to increase the yield by forming a non-equilibrium primary α-Al phase by cooling molten aluminium alloy to the solid–liquid coexisting state while applying mechanical vibration, as shown in Fig. 9. As a result, we produced ∼40% of primary crystals even in the case of JIS ADC12 (equivalent to ASTM 383), where the yield of primary crystals achieved using the conventional method was only ∼10%.17) The silicon concentration in the obtained primary crystals was ∼1.5%, and recycled ingots produced from the obtained solid phase could be used as a component of A6000 series alloys for wrought materials.

In addition, we also attempted to induce flow by electromagnetic stirring. A three-phase alternating current with a constant frequency was applied to a coil, and a rotating magnetic field was applied to the molten metal, causing it to rotate. The direction of rotation was changed at regular time intervals to induce flow of the molten metal. For ADC12, which is the most versatile alloy for die casting, applying 10 Hz and 160 Hz vibrations at a reversal time of 0.5 s resulted in an increase in the amount of crystallized α-Al phase, as shown in Fig. 10. The silicon concentration in the α-Al phase was low, ranging from 1.3% to 1.7%, as shown in Fig. 11.
We investigated the pressing method as a method to efficiently recover the crystallized α-Al phase and found that the metal slurry could be separated into a high-purity component and an impurity-enriched component using a metal filter,18) as shown in Figs. 12 and 13.
Further research is needed to identify the best temperature conditions and to optimize the conditions for inducing electromagnetic stirring to enable larger-scale production.
4.2.3 Development of a technology to use vertical-type high-speed twin-roll casting to maintain and improve the performance of aluminium materials containing trace impurities (Conducted by Tokyo Institute of Technology, UACJ Corporation, and Kobe Steel, Ltd.)
This R&D task aims to produce a continuous cast strip that can be used for wrought materials, where impurity elements are made harmless using a vertical-type high-speed twin-roll casting method. Because of insufficient cooling capacity, conventional DC casting and horizontal-type twin-roll casting methods form intermetallic compound phases, which crystallize coarsely in the aluminium matrix phase, mainly because of iron impurities. Even in horizontal-type twin-roll casting, which has a relatively greater cooling rate, the maximum allowable iron concentration is ∼0.4%. By contrast, vertical-type high-speed twin-roll casting systems, in which molten aluminium is poured directly onto paired, rotating, water-cooled copper (alloy) twin rolls or steel twin rolls, as shown in Fig. 14, have a cooling capacity dozens of times greater than that of horizontal-type casting systems. In addition, the productivity of vertical-type systems is known to be 10–20 times greater than that of the horizontal-type systems. The vertical caster has nozzles and side dams, in which the hydrostatic pressure of the molten metal pool increases the amount of heat removed by the rolls. In addition, the contact between the two rolls and the strip is always well maintained following the solidification shrinkage because of the spring load applied when the solidified shells grown on the surfaces of the rolls join to form a single strip and are discharged from the rolls, expanding the gap between the rolls.19–23) This method can reduce the amount and size of crystallized secondary particles that degrade the material properties, thereby rendering impurities harmless and increasing the upper limits of the alloy composition acceptable for recycled ingots to be used for wrought materials.24) Thus, the utilization of vertical-type high-speed twin-roll casting enables not only the horizontal recycling of wrought material scrap with a high impurity content into wrought materials but also the upgrade recycling of cast material scrap with a high silicon content into wrought materials.

Therefore, we first prepared different model alloys, including alloys with 0.5–2% Fe added to A6022 alloy, as well as aluminium alloys with 2–3% Si and 1% Fe, which are assumed to be automobile-derived scrap. The chemical compositions of these model alloys are shown in Table 1. A small laboratory-scale vertical-type high-speed twin-roll caster (roll width: 50–100 mm) and a large vertical-type high-speed twin-roll caster (roll width: 600 mm) were used to produce cast strips of the model alloys.
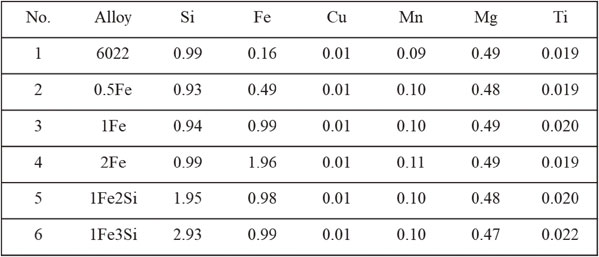
Table 1 Chemical composition of model alloys (mass%).
The cross-sectional microstructure of the vertical-type high-speed twin-roll cast strip is shown in Fig. 15. The secondary particles were finer than those in strips fabricated by DC casting or horizontal-type twin-roll casting. The mechanical properties and corrosion resistance of thin sheets produced by direct cold rolling, without a hot-rolling process, of the obtained cast strips were evaluated. The sheets exhibited greater strength than the conventional materials, and the reduction in ductility remained relatively small even as the impurity content was increased. Figure 16 shows the relationship between the iron impurity content and the total elongation. In the DC cast material, the ductility decreased dramatically with increasing iron content; a decrease in ductility was also observed in the material fabricated by the horizontal-type twin-roll casting. By contrast, in the vertical-type twin-roll cast strip, no decrease in ductility was observed even as the iron content was increased. In addition, in the vertical-type twin-roll cast material, corrosion resistance equivalent to that of the conventional material was achieved despite the high impurity content. We also successfully cast 600 mm-wide strips. A photograph of the wide cast strip is shown in Fig. 17.

We also observed a reduction in ductility in the cold-rolled material, which we speculated to be caused by internal defects and inhomogeneous surface properties (periodic pattern) of the starting cast plate. Figure 18 shows a photograph of the appearance of a vertical-type high-speed twin-roll cast strip fabricated using conventional smooth-surface rolls and one fabricated using grooved-surface rolls. The inhomogeneous surface properties were improved by grooving the roll surface.
In addition to further reducing internal defects and improving surface properties, as previously mentioned, it is necessary to demonstrate that this method can be used to cast strips with stable quality over a long period to realize commercial application of the method.
4.2.4 Development of a technology for maintaining and improving the performance of aluminium materials by thermo-mechanical treatment when trace impurities are present (Conducted by Chiba Institute of Technology, Kyushu Institute of Technology, UACJ Corporation, Showa Denko K.K.)
This R&D task aimed to achieve high strength and high ductility for plates and billets produced from recycled ingots containing high concentrations of iron, silicon and other impurities, or produced by vertical-type high-speed twin-roll casting of the recycled molten alloys.
To this end, recycled material samples were subjected to severe plastic deformation (SPD) processes such as accumulative roll bonding (ARB)25) high-pressure torsion (HPT),26) and high-pressure sliding (HPS),27) as shown in Fig. 19. These SPD processes were used for microstructural controls including fine fragmentation and homogeneous distribution of dispersoids, grain refinement, and fine precipitation by subsequent aging to obtain high-strength and high-ductility recycled aluminium alloy wrought materials.

Samples were prepared using model alloys for recycling with Si and Fe contents as 7%Si–1%Fe (equivalent to AC4C), 3%Si–1%Fe, and 3%Si–2%Fe. Microstructural observations and mechanical property evaluations were performed after the samples were subjected to the SPD processes. As a result, as shown in Fig. 20, a tensile strength well more than 400 MPa was attained by applying the SPD processing through HPT, while the tensile strength was below 200 MPa for the as-cast state. Microstructural observations confirmed significant grain refinement as well as fine dispersion of dispersoids. In addition, this study adopted an SPD process called incremental feeding HPS (IF-HPS) as illustrated in Fig. 21, where it is possible to enlarge the SPD-processed area by repeating the straining by HPS and the feeding of the sheet sample.28) We then processed a 100 mm-wide sheet of the alloy containing 3%Si and 1%Fe (Fig. 22(a)) and confirmed that the processed alloy exhibits little anisotropy with the tensile strength equivalent to that obtained by the conventional HPS process29,30) using 10 mm-wide sheets (Fig. 22(b), (c)). This well demonstrates that large sheets with enhanced strength can be fabricated by the SPD process through IF-HPS.

In the future, it will be necessary to optimize the processing conditions for recycled materials with different expected alloy compositions to improve their strength.
4.2.5 Performance of a lifecycle assessment of recycled wrought aluminium materials and evaluation of the feasibilities of practical applications and future national projects involving such materials (Conducted by Tsukuba Center of AIST and the Japan Aluminum Association)
To verify the total costs and environmental impact reduction effects of the described R&D tasks 1 through 4, we conducted a lifecycle assessment (LCA) for the purpose of supporting process optimization to reduce cost and environmental impacts.
Because emerging technologies in the R&D phase are generally developed using small, lab-scale equipment, if the inventory data obtained in a laboratory is used for evaluation, the environmental impact and cost will be overestimated relative to those of conventional technologies that have been commercialized on a large scale already. Therefore, to assess the cost and environmental impacts under conditions that can be fairly compared with those of conventional technologies, we estimated the inventory data of large-scale production phase from the lab-scale inventory data by considering the scale effect of equipment and process improvement scenarios,31–35) as shown in Fig. 23.

First, LCA was conducted for changes in GHG emissions and costs associated with changes in the production scale when materials for general forming applications are produced by the vertical-type high-speed twin-roll casting, and for changes in GHG emissions and costs associated with changes in the production scale when high-strength structural materials are produced by the ARB method. Next, a bottleneck analysis was conducted for both cases at 1 ton-scale production, as shown in Fig. 24. As a result, in the case where general molding materials are produced by the vertical-type high-speed twin-roll casting method, the electromagnetic stirring time, which is in the upstream process for producing recycled ingots, was dominant to reduce GHG emissions; in addition, the electromagnetic stirring time and the number of personnel involved in ECS sorting was dominant to reduce costs. In the case of production of high-strength materials using the ARB method, both the processing time involving the ARB equipment and the electromagnetic stirring time in the upstream process were dominant to reduce GHG emissions. In addition, the processing time involving the ARB equipment, the electromagnetic stirring time in the upstream process, and personnel involved in the pretreatment of ECSs were dominant to reduce costs.

In performing the HPS, we applied a method called “Innovative Design of Experiment”, which combines multiple AI-based techniques to perform multi-objective optimization of experimental conditions using the minimum necessary experimental data.36)
For lab-scale thermo-mechanical treatment, we analyzed 18 sets of experimental data (6 explanatory variables and 4 objective variables) using AIZOTH’s Multi-Sigma system37) to verify the feasibility of multi-objective optimization of manufacturing conditions by estimating the objective variables with an error of ∼10%. Figure 25 shows that the hardness, tensile strength (TS), and proof stress (PS) are positively correlated and can be maximized simultaneously; however, ductility (elongation) exhibits a trade-off relationship with the other three objective variables, indicating that an optimal balance between the ductility and other strengths must be considered.

The challenges of LCA are as follows: LCA still needs to evaluate costs and environmental impacts based on pilot-scale inventory data, to estimate the GHG impacts and cost of large-scale production; it also needs to evaluate the environmental impacts in Japan and overseas while taking the demand in these markets into account. Challenges were also identified for the analysis using AI. For example, we were unable to apply the AI analysis to technologies other than thermo-mechanical treatment.
In the future, GHG emissions and costs of pilot-scale processes will need to be evaluated, and issues for the large-scale commercialization of the technology will need to be identified and addressed. To complete basic research for practical applications in the form of national projects, an R&D structure that includes user companies must be created.
5. Enhancement of R&D of Upgrade Recycling of Aluminium into a National Project in Japan
As previously mentioned, the establishment of horizontal recycling or upgrade recycling of aluminium is a challenge that requires efforts of different multiple industrial players: the recycling industry, which dismantles wasted products and collects and separates scrap; secondary alloy manufacturers, which produce recycled ingots; aluminium product manufacturers, which use recycled ingots to produce wrought materials; and user enterprises, which produce various products using such materials and sell them. In addition, for the developed recycled aluminium materials to be practically used as a substitute for existing materials, it is necessary to predict the formability required for expanded applications, establish material joining technologies, standardize recycled ingots internationally, and improve the efficiency of scrap collection through data sharing, where strong collaborations between aluminium material manufacturers and user companies are needed. In addition, new process technologies that are key technologies to horizontal or upgrade recycling of aluminium are difficult to develop, risky, and cutting edge even from an international viewpoint. They therefore cannot be achieved by a single university, national institute, or private company but instead require the cooperation of numerous industries with government support.
Therefore, on the basis of the objectives and results of the aforementioned feasibility study program, we applied to NEDO’s Construction of Advanced Resource Circular System of Aluminium Material, one of Japan’s national projects, and our proposal “Development of Upgrade Recycling Technology of Aluminium for the Resource Circular Society” was adopted.
Because the feasibility of the basic technologies needed for the advanced circulation of aluminium resources was confirmed through the previous feasibility study program, the new national project will focus on scaling each process with a view toward future commercialization. In addition, in response to requests from user companies, we reorganized R&D tasks to be addressed by adding the development of a technology to predict the forming results for a recycled wrought material. The R&D tasks and their interrelationships are shown in Fig. 26, and the R&D structure is shown in Fig. 27.


Figure 28 shows the current status of aluminium resource circulation in Japan and its expected future status. As shown in this figure, with the development of recycled wrought products with properties equivalent to those of existing wrought products through a combination of a technology to reduce impurity elements and an advanced processing technology to render trace impurities harmless, horizontal recycling or upgraded recycling, in addition to conventional cascade recycling, can be effectively implemented. A system for almost complete recycling of aluminium resources can thus be developed. As a result, the use of recycled aluminium ingots, which can substantially reduce environmental impacts compared with those associated with the use of virgin aluminium ingots, which have a high GHG emission coefficient during manufacturing and high environmental impact, will lead to significant GHG emission reductions both during product manufacturing and product use. These benefits are expected to contribute substantially to the realization of a zero-carbon society. In addition, Japan is expected to break away from its dependence on foreign countries for virgin aluminium ingots.

Acknowledgement
The research outcomes presented in Section 4.2 of this article are based on results obtained from a project (JPNP14004) commissioned by the New Energy and Industrial Technology Development Organization (NEDO). We would like to express our gratitude to NEDO.
REFERENCES
- 1) IPCC special report Global Warming of 1.5°C, https://www.ipcc.ch/sr15/.
- 2) Report: Annual lecture meeting 2021 panel discussion: J. Light Metal Welding 60(3) (2022) 17–22.
- 3) SDGs Journal (2022), http://sdgs-support.or.jp/journal/decarbonization/ (in Japanese).
- 4) Energy White Paper 2021, https://www.encho.meti.go.jp/about/white paper/2021/pdf/1_2.pdf (in Japanese).
- 5) Green Growth Strategy Thorough Achieving Carbon Neutrality in 2050, https://www.meti.go.jp/english/policy/energy-enviroment/global-warming/ggs 2050/index.html.
- 6) “Inventory data of primary ingots in Japan (2014)”, Japan Aluminium Association, https://www.aluminum.or.jp/environment/pdf/201403lac1_2.pdf, (accessed 2021 05-20), (in Japanese).
- 7) “Aluminium statistics”, Japan Aluminium Association, https://www.aluminum.or.jp/sys_img/files/1640576518_0.pdf, (accessed 2021-05-20).
- 8) “GLOBAL ALUMINIUM CYCLE 2019”, International Aluminium Institute, https://alucycle.international-aluminium.org/public-access/#global, (accessed 2021-05-20).
- 9) “Material flow diagram of recycling aluminium cans”, Japan Aluminum Can Recycling Association, http://www.alumi-can.or.jp/relays/download/96/328/182/967/?file=/files/libs/967/202107271344491564.pdf, (accessed 2021-05-20), (in Japanese).
- 10) Toyota Environmental Challenge 2050, Toyota Motor Co., https://global.toyota/pages/global_toyota/sustainability/esg/environmental/sdb21_environment_en.pdf, (accessed 2021-05-20).
- 11) Environmental Progress Report 2021, Apple Inc., https://www.apple.com/environment/pdf/Apple_Environmental_Progress_Report_2021.pdf, (accessed 2021-05-20).
- 12) “Overview of LCI data of primary aluminium and recycled ingot for wrought alloy (2005)”, Japan Aluminium Association, https://www.aluminum.or.jp/environment/pdf/1-1.pdf, (accessed 2021-05-20), (in Japanese).
- 13) “Inventory data of primary ingots in Japan (2014)”, Japan Aluminium Association, https://www.aluminum.or.jp/environment/pdf/201403lac1_2.pdf, (accessed 2021-05-20), (in Japanese).
- 14) M. Reverdy and V. Potocnik: TMS 2020, The 149th Annual Meeting & Exhibition Supplemental Proceedings, (Springer International Publishing, Cham, 2020) pp. 1895–1910.
- 15) T. Sotome and M. Ohtaki: ICAA-6: Proceedings of the 6th International Conference on Aluminium Alloys, (Toyohashi, Japan, 1998) pp. 351–356.
- 16) C. Rodrigues: Aluminium intensive structures in car body volume series production INSIGHT AND FUTURE OUTLOOK Paper presented at Materials in Car Body Engineering, (Bad Nauheim, Germany, 2017).
- 17) Y. Murakami and N. Omura: Solid State Phenom. 327 (2022) 250–254. doi:10.4028/www.scientific.net/SSP.327.250
- 18) Y. Murakami and N. Omura: Light Metals 2021: 50th Anniversary Edition, (Springer International Publishing, 2021) pp. 818–821.
- 19) S. Kumai, K. Suzuki, Y. Saito and T. Haga: Trans. Mater. Res. Soc. Jpn. 29 (2004) 1817–1822.
- 20) K. Suzuki, S. Kumai, Y. Saito, A. Sato and T. Haga: Mater. Trans. 45 (2004) 403–406. doi:10.2320/matertrans.45.403
- 21) T. Haga, H. Watari and S. Kumai: World Metall. 59 (2006) 288–293.
- 22) M.-S. Kim and S. Kumai: Mater. Trans. 54 (2013) 1930–1937. doi:10.2320/matertrans.L-M2013824
- 23) M.-S. Kim, H.-W. Kim and S. Kumai: Mater. Trans. 58 (2017) 967–970. doi:10.2320/matertrans.L-M2017814
- 24) T. Goda and S. Kumai: Mater. Trans. 59 (2018) 1777–1783. doi:10.2320/matertrans.F-M2018837
- 25) Y. Saito, H. Utsunomiya, N. Tsuji and T. Sakai: Acta Mater. 47 (1999) 579–583. doi:10.1016/S1359-6454(98)00365-6
- 26) P.W. Bridgman: Phys. Rev. 48 (1935) 825–847. doi:10.1103/PhysRev.48.825
- 27) T. Fujioka and Z. Horita: Mater. Trans. 50 (2009) 930–933. doi:10.2320/matertrans.MRP2008445
- 28) Y. Takizawa, K. Sumikawa, K. Watanabe, M. Yumoto, Y. Kanai, Y. Otagiri and Z. Horita: Metall. Mater. Trans. A 49 (2018) 1830–1840. doi:10.1007/s11661-018-4534-2
- 29) Y. Takizawa, T. Masuda, K. Fujimitsu, T. Kajita, K. Watanabe, M. Yumoto, Y. Otagiri and Z. Horita: Metall. Mater. Trans. A 47 (2016) 4669–4681. doi:10.1007/s11661-016-3623-3
- 30) Z. Horita, Y. Tang, T. Masuda and Y. Takizawa: Mater. Trans. 61 (2020) 1177–1190. doi:10.2320/matertrans.MT-M2020074
- 31) K. Kawajiri, T. Goto, S. Sakurai, K. Hata and K. Tahara: J. Clean. Prod. 255 (2020) 120015. doi:10.1016/j.jclepro.2020.120015
- 32) K. Kawajiri and T. Inoue: J. Clean. Prod. 112 (2016) 4065–4070. doi:10.1016/j.jclepro.2015.05.138
- 33) K. Kawajiri, Y. Kishita and Y. Shinohara: Sustainability 13 (2021) 13630. doi:10.3390/su132413630
- 34) K. Sakamoto, K. Kawajiri, H. Hatori and K. Tahara: Sustainability 14 (2022) 3541. doi:10.3390/su14063541
- 35) K. Kawajiri and K. Sakamoto: Sustainable Mater. Technol. 31 (2022) e00365. doi:10.1016/j.susmat.2021.e00365
- 36) K. Kawajiri, K. Hamakawa, M. Hayase, R. Kosaka and M. Nishida: Proc. 122th Annual Conf. Japanese Society for Quality Control, (2020) pp. 97–100. https://storage.googleapis.com/aizoth-web-dev/uploads/article/thumnail/jsqc122p97abst.pdf (in Japanese).
- 37) AIZOTH Inc.: https://aizoth.com/en/service/multi-sigma/.










