1. Introduction
Recycling Al scrap is essential to achieve carbon neutrality because the amount of CO2 emission can be decreased to 3% of the production process of Al from natural resources.1–3) However, impurity elements are inevitably contained in the Al scraps recovered from society. Most of them are difficult to be removed by such current pyro-metallurgical processes as oxidation, gasification, and chlorination.4–6) Because the tolerance level of impurity contents of wrought Al alloys is much lower than cast alloys, Al scrap is mainly recycled into cast Al alloys, which are used for engines and transmissions of automobiles.2,7,8)
The electric car has been developed and will become more popular in the future. Therefore, the demand for automobile engines and transmissions will decrease, leading to a surplus of Al scraps.9) Accordingly, recycling Al scrap into wrought alloys is expected.3) Mn is one of the major alloying elements of Al alloys and steels. Therefore, Mn is often contained in the recovered Al scraps, and a removal method of Mn from Al is needed. Regarding the purification of Al, electro slag refining,10) the segregation process,11) and the precipitation method12–14) have been studied. The precipitation method is a molten alloy purification process through the precipitation of intermetallic compounds. However, Otaki et al.12) reported that the precipitation did not occur when the concentration of impurity elements was low. Considering the repulsive interaction between Fe and Mg, Shinomiya et al.15) proposed the removal method of Fe through the precipitation of Al3Fe intermetallic compound by adding Mg in molten Al, which contains Fe. Sekii et al.16) have also reported the removal method of Si in molten Al through the precipitation of Mg2Si intermetallic compound by adding Mg. Mn easily forms an intermetallic compound with Al; on the other hand, it is immiscible with Mg in the liquid state, which suggests that the repulsive interaction between Mg and Mn in molten Al enhances the precipitation of intermetallic compounds. Mg is an essential element in 5000-series aluminum alloys, and Al–Mg alloys with a higher Mg content due to Mn removal may be used as an Mg source for producing such Al–Mg alloys. Mg in Al is also an element that can be removed by gasification, oxidation or chlorination,4,6) if necessary. Accordingly, in this study, Mn removal from molten Al–Mg alloy through the intermetallic compound precipitation was proposed. According to the phase diagram of the Al–Mn binary system,17) Al6Mn coexists with the liquid phase at the melting point of Al. Therefore, molten Al–Mg alloy was equilibrated with Al6Mn, and the solubility of Mn was investigated. From the experimental results, thermodynamic data of the formation of Al6Mn inter-metallic compounds were derived. The reduction limit of Mn concentration was analyzed using the derived thermodynamic data.
3. Results and Discussion
3.1 Equilibrium composition of manganese in molten aluminum
Experimental results are summarized in Table 2, and the relationship between Mn and Mg content of molten Al–Mg alloy is shown in Fig. 2, together with their initial concentrations. The compound phase of the samples (No. 1, 3 and 6) was investigated by XRD and was identified to be Al6Mn. Mn content of the alloys increased from zero due to the dissolution of the Al–Mn alloy. The Mn concentration becomes lower at higher Mg content of the alloy and lower temperature, which indicates that the Mn content of molten Al can be decreased with increasing Mg content and lowering the temperature. The maximum value of the Mn concentration was 1.79 mass% at 873 K and 12.8 mass%Mg, and the minimum value was 0.07 mass% at 823 K and 38.2 mass%Mg.

Table 2 Experimental results.
The formation of the Al6Mn intermetallic compound was thermodynamically discussed. The equilibrium of molten Al–Mg alloy and Al6Mn(s) is expressed as eq. (1).
| \begin{align}
&\text{6Al($l$, in Al–Mg alloy)} + \text{Mn($l$, in Al–Mg alloy)}\\
&\quad = \text{Al$_{6}$Mn(s)}
\end{align}
| (1) |
Chemical species in this system are Al, Mg, Mn, and Al
6Mn. Therefore, the number of independent valuables is 4 − 1 = 3. Because 2 phases, Al–Mg and Al
6Mn, exist, the degree of freedom is calculated as 3 − 2 = 1 under constant temperature and pressure. Therefore, only one variable can be arbitrarily determined. In the following discussion, the Mg content of Al–Mg alloy was considered to be the variable. The Gibbs energy change of the reaction (1),
$\Delta G_{(1)}^{\text{o}}$, was derived from the Gibbs energy data of Al
6Mn(s), Al(l) and Mn(l).
18)
| \begin{equation}
\Delta G_{(1)}^{\text{o}} = -189344 + 116.33T\quad (\text{J/mol})
\end{equation}
| (2) |
| \begin{equation}
\ln K_{(1)} = -\frac{\Delta G_{(1)}^{\text{o}}}{RT} = \ln \left(\frac{a_{\text{Al${_{6}}$Mn}}}{a_{\text{Al}}{}^{6}\cdot a_{\text{Mn}}} \right),
\end{equation}
| (3) |
where
T is the temperature (K),
R is the gas constant (J/mol·K), and
aAl and
aMn denote activities of Al and Mn relative to each pure liquid.
$a_{\text{Al}_{6}\text{Mn}}$ is activity of Al
6Mn relative to pure solid, which is unity in this work. Because the activity of Mn is expressed as the product of the Raoultian activity coefficient and molar fraction,
eq. (3) is rearranged as
eq. (4).
| \begin{equation}
\ln \gamma_{\text{Mn}}^{\text{o}} = -6\ln a_{\text{Al}} - \ln x_{\text{Mn}} - \ln K_{(1)}
\end{equation}
| (4) |
The activity coefficient of Mn in molten Al–Mg alloy can be derived from the activity of Al and the molar fraction of Mn in the alloy. Because Mn was dilute in the experimental sample alloys, as shown in
Table 2, the activity coefficient of Mn was expressed as
$\gamma_{\text{Mn}}^{\text{o}}$, which indicates the value for the infinitely dilute solution. Assuming the effect of Mn on the activity of Al can be negligible, the activity of Al was estimated from the thermodynamic data in Al–Mg binary system.
19) When molten Al–Mg alloy is considered to be the regular solution, the activity coefficient of Al can be expressed as
eq. (5)
| \begin{equation}
\ln \gamma_{\text{Al(${l}$,in Al–Mg alloy)}} = \alpha x_{\text{Mg}}{}^{2}
\end{equation}
| (5) |
Accordingly, the activity of Al is calculated by
eq. (6).
| \begin{equation}
a_{\text{Al}} = (1 - x_{\text{Mg}})\cdot \exp (\alpha x_{\text{Mg}}{}^{2})
\end{equation}
| (6) |
Furthermore, the relationship of
eq. (7) can be applied to the regular solution because
T ln γ
i = const. (
i: Al or Mg). Using
eq. (7), the value of the activity coefficient at a given temperature can be calculated from the value measured at temperature
T0.
| \begin{equation}
\ln \gamma_{i} (T) = \frac{T_{0}}{T}\ln \gamma_{i} (T_{0})
\end{equation}
| (7) |
Shinomiya
et al.15) estimated α = −0.459 at 873 K, and Sekii
et al.16) estimated α = −0.487 at 823 K from the thermodynamic data in Al–Mg binary system at 1000 K
19) using
eq. (7).
Equation (8) can be derived from
eq. (4) and
(6).
| \begin{equation}
\ln \gamma_{\text{Mn}}^{\text{o}} = -6\{\alpha x_{\text{Mg}}{}^{2} + \ln (1 - x_{\text{Mg}})\} - \ln x_{\text{Mn}} - \ln K_{(1)}
\end{equation}
| (8) |
The values of the activity of Al and the activity coefficient of Mn are calculated by
eqs. (6) and
(8), respectively, and are shown in
Table 3.
Figure 3 shows the effect of the Mg content of molten Al–Mg alloy on the activity coefficient of Mn. The activity coefficient of Mn becomes larger at higher Mg content, which indicates that Mn and Mg repel each other in molten Al.
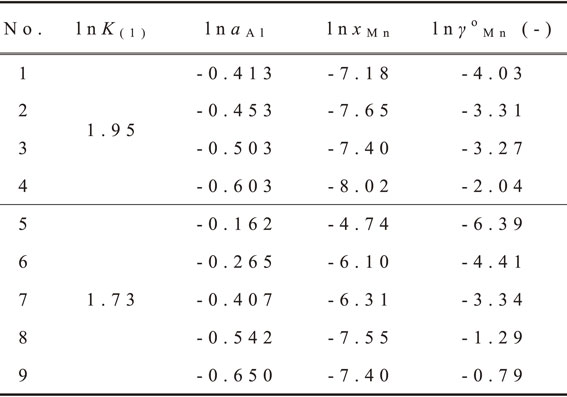
Table 3 Derived activity coefficient of Mn in molten Al–Mg alloy.
On the other hand, when Mn is diluted in Al–Mg–Mn ternary solution, the activity coefficient of Mn can be estimated by Toop’s equation expressed as eq. (9).20–22)
| \begin{align}
\ln \gamma_{\text{Mn(${l}$,in Al–Mg alloy)}}^{\text{o}} & = \frac{x_{\text{Al}}}{x_{\text{Mg}} + x_{\text{Al}}} \cdot \ln \gamma_{\text{Mn(${l}$,in Al)}}^{\text{o}} \\
& \quad + \frac{x_{\text{Mg}}}{x_{\text{Mg}} + x_{\text{Al}}}\cdot \ln \gamma_{\text{Mn(${l}$,in Mg)}}^{\text{o}}\\
& \quad -(1 - x_{\text{Mn}})^{2} \cdot \frac{\varDelta G_{\text{Al–Mg}}^{Ex}}{RT}
\end{align}
| (9) |
where
$\gamma_{\text{Mn}(l,\text{in}\,\text{Mg})}^{\text{o}}$ and
$\gamma_{\text{Mn}(l,\text{in}\,\text{Al})}^{\text{o}}$ denote the activity coefficient of Mn at infinitely dilute solution in molten Mg and Al, respectively.
$\varDelta G_{\text{Al–Mg}}^{Ex}$ is an excess Gibbs energy of mixing in Al–Mg binary system. Because Mn is dilute,
xMg +
xAl is approximated to be 1. Assuming the molten Al–Mg alloy is the regular solution,
eq. (9) can be rearranged as
eq. (10).
15)
| \begin{align}
\ln \gamma_{\text{Mn(${l}$,in Al–Mg alloy)}}^{\text{o}} &= \alpha x_{\text{Mg}}{}^{2} + (\ln \gamma_{\text{Mn(${l}$,in Mg)}}^{\text{o}} \\
& \quad - \ln \gamma_{\text{Mn(${l}$,in Al)}}^{\text{o}} - \alpha)x_{\text{Mg}}\\
& \quad + \ln \gamma_{\text{Mn(${l}$,in Al)}}^{\text{o}}
\end{align}
| (10) |
When parameters
$A = \ln \gamma_{\text{Mn}(l,\text{in}\,\text{Mg})}^{\text{o}} - \ln \gamma_{\text{Mn}(l,\text{in}\,\text{Al})}^{\text{o}} - \alpha $ and
$B = \ln \gamma_{\text{Mn}(l,\text{in}\,\text{Al})}^{\text{o}}$ are defined,
eq. (10) is reduced to
eq. (11).
| \begin{equation}
\ln \gamma_{\text{Mn(${l}$,in Al–Mg alloy)}}^{\text{o}} - \alpha x_{\text{Mg}}{}^{2} = Ax_{\text{Mg}} + B
\end{equation}
| (11) |
indicates the linear relationship between the left-hand side and
xMg. This relationship is shown in
Fig. 4. The values of the activity coefficient of Mn at 823 K were converted to those at 873 K using
eq. (7). A solid line is a linear approximation of all the plots, obtained by the least square method. From the slope and intercept of the approximation line, the values of the parameters,
A = 17.94 and
B = −8.80, were obtained, and
$\ln \gamma_{\text{Mn}(l,\text{in}\,\text{Mg})}^{\text{o}} = 8.67$ and
$\ln \gamma_{\text{Mn}(l,\text{in}\,\text{Al})}^{\text{o}} = - 8.80$ were derived. The thermodynamic data of the liquid phase in Mg–Mn
23) and Al–Mn
18) binary systems have been derived by applying the Redlich-Kister type polynomial to calculate an excess Gibbs energy of mixing, which is expressed as
eq. (12).
23)
| \begin{equation}
\varDelta G_{i-\text{j}}^{Ex} = x_{i}x_{j}\sum_{\nu} L_{ij}^{\nu} (x_{i} - x_{j})^{\nu}
\end{equation}
| (12) |
where ν is an integer not less than 0 and
$L_{ij}^{\nu }$ is an interaction parameter of ν-th order (J/mol). Satoh
et al.24) have derived the relationship between the interaction parameters and the activity coefficient of an element at the infinitely dilute solution as
eq. (13).
24)
| \begin{equation}
\ln \gamma_{j}^{\text{o}} = \frac{L_{ij}^{0} + L_{ij}^{1}}{RT}
\end{equation}
| (13) |
shows the interaction parameters in the liquid phase in Mg–Mn
23) and Al–Mn
18) binary systems. Using
eq. (13), the activity coefficients of Mn at 873 K were estimated to be
$\ln \gamma_{\text{Mn}(l,\text{in}\,\text{Mg})}^{\text{o}} = 4.14$ and
$\ln \gamma_{\text{Mn}(l,\text{in}\,\text{Al})}^{\text{o}} = - 6.23$ from the values in
Table 4. The estimated activity coefficient of Mn in molten Mg is positive, whereas molten Al is negative, indicating that Mn and Mg repel whereas Mn and Al attract each other. This trend is consistent with the values derived from the experimental results. The thermodynamic discussion revealed that the solubility of Mn is decreased at higher Mg content because the activity coefficient of Mn increased due to the repulsive interaction of Mn and Mg when the Mg content of Al was increased.
From eqs. (5) and (10), the activity coefficient of Mn in molten Al–Mg alloy was derived as a function of temperature and molar fraction of Mg as the following equation:
| \begin{align}
&\ln \gamma_{\text{Mn(${l}$,in Al–Mg alloy)}}^{\text{o}} \\
& \quad = \frac{873}{T}(-0.459x_{\text{Mg}}{}^{2} + 17.94x_{\text{Mg}} - 8.80)
\end{align}
| (14) |
The activity coefficient of Mn in molten Al–Mg alloys was calculated using
eq. (14) and is shown in
Fig. 3.
3.3 Thermodynamic analysis on Mn removal from molten Al–Mg alloy
Using the thermodynamic data derived in Section 3.2, the reducing limit of Mn concentration in this method was analyzed. Equation (4) is rearranged as eq. (15).
| \begin{equation}
\ln x_{\text{Mn}} = -6\ln a_{\text{Al}} - \ln \gamma_{\text{Mn}}^{\text{o}} - \ln K_{(1)}
\end{equation}
| (15) |
The equilibrium constant
K(1) at a given temperature is calculated by
eqs. (2) and
(3). The activity of Al and the activity coefficient of Mn at a given temperature and Mg content are calculated by
eqs. (6) and
eq. (14), respectively. The solubility of Mn in Al–Mg alloy at 823 and 873 K was calculated and shown in
Fig. 5 with the experimental data. The calculated Mn solubility reasonably agrees with the experimental results, except that 19.8 and 35.5 mass%Mg at 873 K take smaller values than the calculated ones. The cause of this difference cannot be known, but it seems to be some error in the experiments.

As mentioned in Section 3.2, the degree of freedom is 1 under constant temperature and pressure. Therefore, the equilibrium Mg content and temperature can be determined when the solubility of Mn is fixed. Equation (15) is solved numerically, and the temperature and Mg content of Al alloy at fixed Mn contents were derived. The results are described on the phase diagram of the Al–Mg binary system in Fig. 6. In Fig. 6, the bold line shows the liquidus of Al, and the thin lines are the derived contour lines of fixed Mn contents. The experimental results are also plotted in Fig. 6. The numbers in the figure indicate the mass percentage of Mn of each contour line and experimental plot. It is found that the contour lines reasonably agree with the experimental results except for the results of 19.8 and 35.5 mass%Mg, 0.47 and 0.11 mass%Mn, at 873 K. The removal limit of Mn can be estimated from the results. As can be seen, Mn content can be decreased at higher Mg content and lower temperature. This is caused by the increase in the equilibrium constant because the reaction is exothermic and the increase in the activity coefficient of Mn due to the repulsive interaction between Mn and Mg. Another benefit of Mg addition is the decrease in the liquidus temperature. Thermodynamic analysis showed the possibility of reducing the Mn content of Al to 0.0030 mass% at 733 K and 34 mass%Mg by the present removal method. The addition of Mg is proved to remove Mn effectively through precipitation of intermetallic compounds containing Mn.








