3. Experimental Results and Discussions
3.1 Effect of short-time heating temperature on microstructure
The results of the electrical conductivity and hardness tests for the solution-treated specimen (S.T.), ECAP-processed specimen (as-ECAP), and specimens subjected to short-time heating at various temperatures after ECAP processing are shown in Fig. 3. To separate the effects of recovery, recrystallization, and precipitation on the electrical conductivity and hardness, we present the results for a specimen that did not undergo ECAP processing after solution treatment (without ECAP). The electrical conductivity of the as-ECAP specimen was 38.9%IACS. Although the electrical conductivity of short-time heated specimens was almost equivalent to that of as-ECAP until a short-time heating temperature of 150°C, it increased monotonically at temperatures above 200°C. The hardness of as-ECAP increased by approximately 35% compared with that of S.T. The short-time heating after ECAP processing was performed resulted in a gradual decrease in hardness compared with that of as-ECAP until a short-time heating temperature of 250°C, and a significant decrease at temperatures above 300°C. The electrical conductivity of the specimens without ECAP increased with the short-time heating temperature, as similarly observed in as-ECAP. However, compared with as-ECAP, the specimens without ECAP exhibited a less significant increase in their electrical conductivity at short-time heating temperatures above 300°C. As compared with S.T., the specimens without ECAP exhibited a decrease in hardness by approximately 7 HV after a short-time heating at 100°C. Subsequently, its hardness decreased monotonically until a short-time heating temperature of 250°C. In the case of short-time heating at 300°C, the hardness increased by approximately 5 HV as compared with that at 250°C, and then decreased again at 400°C.
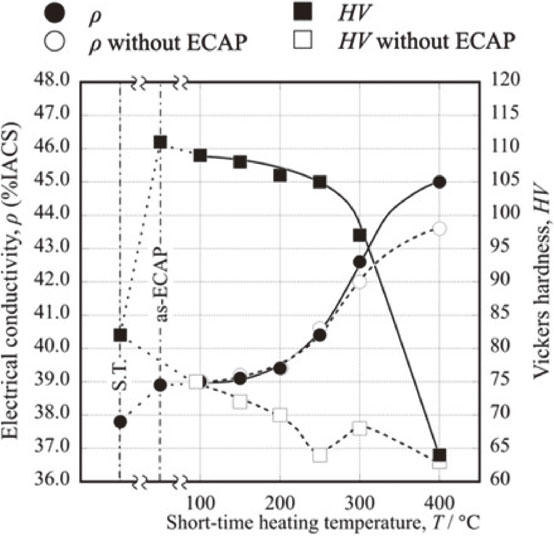
The specimens without ECAP were stored at ambient temperature prior to their short-time heating. This was because the specimens had to be machined into a tablet shape for short-time heating. Therefore, the specimens were assumed to be aged naturally before short-time heating. Based on a previous report by the authors,12) when this alloy is subjected to short-time heating at various temperatures after low temperature pre-aging (i.e., natural aging), complex microstructural changes such as the dissolution of clusters, precipitation of the strengthening phase, and growth of the precipitated phase are observed. These complex microstructural changes were presumed to affect the electrical conductivity and hardness; moreover, the hardness was considered to decrease due to the dissolution of the clusters up to a short-time heating temperature of 250°C. The short-time heating temperature of 300°C might have resulted in a slight increase in hardness owing to the precipitation of strengthening phases such as the β′′ phase,12) which prevailed the decrease in hardness due to the dissolution of clusters. 300°C is a high temperature for aging treatment of this alloy, and it is expected that such as the β′ phase, which does not contribute to strength, will precipitate. However, in the short-time heating conducted in this experiment, the temperature of specimen was increased at a rate of 70°C/s and the holding time was 10 s, which is a very short time. Therefore, in such a short-time heating, the β′′ phase, which is the precursor stage of the β′ phase, are expected to be precipitate even at 300°C. At 400°C, where the hardness decreased again, the precipitates were presumed to have developed further and become overaged. The specimens subjected to short-time heating after ECAP processing were assumed to have undergone precipitation of the strengthening phase and growth of the precipitated phase, as in the case of the specimens without ECAP. Furthermore, the hardness of the ECAP-processed specimens was significantly reduced by the short-time heating at 250°C or higher, and the increase in the electrical conductivity was greater than that of the specimens without ECAP. Hence, we inferred that recovery and recrystallization occurred in addition to the dissolution of clusters and precipitation during short-time heating above 250°C.
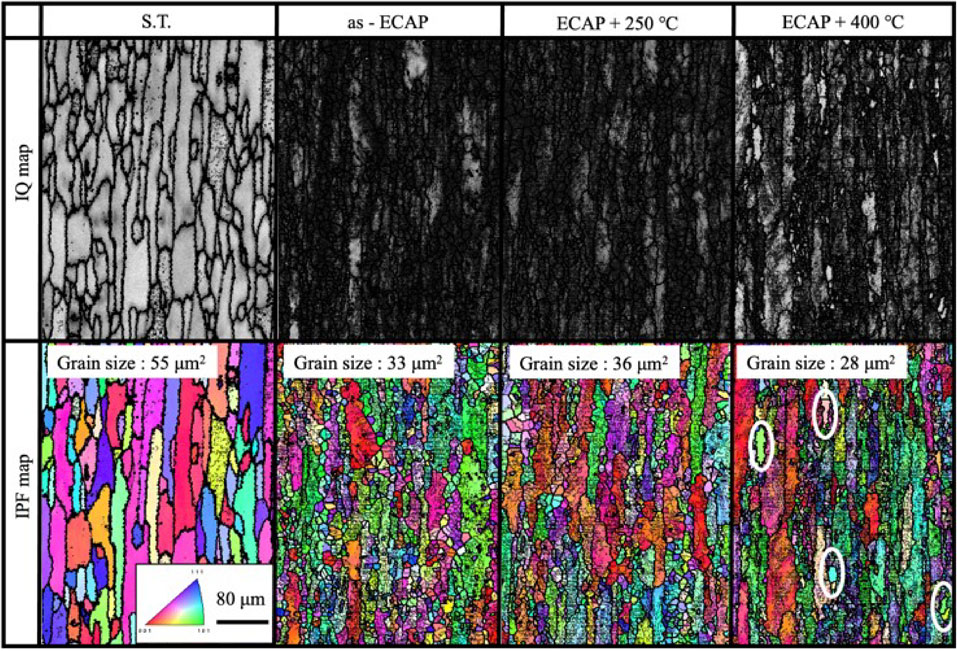
EBSD analysis was performed to examine the recovery and recrystallization associated with short-time heating. Figure 4 shows the IQ and IPF maps for S.T., as-ECAP, and specimens subjected to short-time heating at 250°C and 400°C after ECAP processing (ECAP + 250°C and ECAP + 400°C, respectively). S.T. showed higher IQ values in general, and few low-angle grain boundaries (<15°) in the grains, separated by high-angle grain boundaries (≥15°). In contrast, as-ECAP showed a lower IQ value in general, and numerous low-angle grain boundaries in its grains that separated by high-angle grain boundaries. This suggests that ECAP processing introduces numerous dislocations. No clear differences were observed between ECAP + 250°C and as-ECAP. In addition, although few grains without low-angle grain boundaries (white circles in the figure) were present, most grains in ECAP + 400°C exhibited numerous low-angle grain boundaries, suggesting that partial recrystallization occurred due to short-time heating at 400°C. The average grain size (including subgrains) of each specimen is shown in Fig. 4. The average grain size of as-ECAP was smaller than that of S.T. However, no clear differences were observed between as-ECAP and each of ECAP + 250°C and ECAP + 400°C. This suggests that short-time heating up to 400°C does not cause grain coarsening.
Information regarding recovery due to short-time heating, that is, the reduction in dislocation density, was difficult to obtain via EBSD analysis. Therefore, we investigated the change in dislocation density with short-time heating via XRD measurements. Based on the diffraction peaks of the (111), (200), (220), (311), (400), (331), and (420) planes of aluminum, we constructed a Williamson–Hall plot diagram using the following equation:13)
| \begin{equation}
\frac{\Delta 2\theta \mathit{cos}\theta}{\lambda} = \frac{0.9}{D} + 2\varepsilon \frac{\mathit{sin}\theta}{\lambda},
\end{equation}
| (1) |
where
Δ2θ is the full width at half-maximum of the diffraction peak, θ is the diffraction peak angle, λ is the wavelength of X-rays,
D is the crystallite size, and ε is the heterogeneous strain.
Figure 5 shows the Williamson–Hall plot of each specimen. The slope of the plot represents the heterogeneous strain of the crystallite, and the reciprocal of the intercept represents the crystallite size. As shown in
Fig. 5, S.T. and ECAP + 400°C had a smaller slope as compared with other specimens, which suggests that the lattice micro strain of their crystallites was lower than those of the other specimens. For as-ECAP, and the specimens subjected to short-time heating at 100°C to 300°C after ECAP processing did not exhibit any specific tendency. Based on the crystallite size and heterogeneous strain obtained using the data shown in
Fig. 5, the dislocation density was calculated using the following equation:
14)
| \begin{equation}
\rho = \frac{2\sqrt{3}\varepsilon}{Db},
\end{equation}
| (2) |
where
b is the Burgers vector, which is calculated as the spacing of the (110) planes when the lattice constant of aluminum is 0.40496 nm.
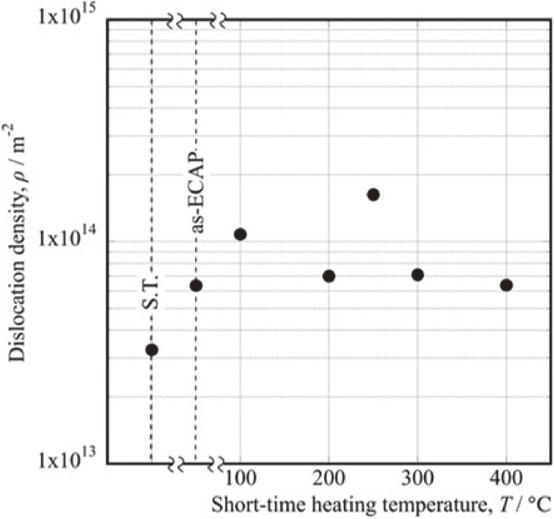
15) The calculated dislocation densities for each specimen are shown in
Fig. 6. The dislocation density of as-ECAP increased to approximately two times that of S.T. However, no significant decrease in dislocation density was observed in the specimens subjected to short-time heating after ECAP processing as compared with as-ECAP. This is attributed to the dissolution of clusters and precipitation associated with short-time heating. As mentioned earlier, short-time heating may result in the dissolution of clusters and precipitation, as well as the recovery and recrystallization. The method based on the Williamson-Hall plot, the dislocation density is calculated from the full width at half-maximum and diffraction peak angle of the X-ray diffraction peaks. On the other hand, the dissolution of clusters and precipitation cause changes in the lattice constants of the aluminum matrix, resulting in changes the full width at half-maximum and diffraction peak angle of the X-ray diffraction peaks. In other words, the calculation of dislocation density in this study includes changes in the full width at half-maximum and diffraction peak angle of the X-ray diffraction peaks due to the dissolution of clusters and precipitation. Therefore, it is concluded that it is difficult to evaluate the dislocation density simply from the XRD measurements.

Therefore, additional experiments were conducted using industrial pure aluminum (A1050), which contains almost no solute elements. ECAP processing was performed on annealed A1050, followed by short-time heating at 100°C to 400°C. The effect of the short-time heating temperature on the hardness of the ECAP-processed specimens is shown in Fig. 7; the hardness presented is the measured hardness converted to a percentage of that of as-ECAP. The hardness of the specimens after ECAP was 50 HV. Short-time heating at 100°C after ECAP reduced the hardness by 1 HV and resulted in a hardness that was 98% of that of as-ECAP, which is not a considerable difference. Moreover, after a short-time heating above 200°C, the hardness decreased monotonically to 58% of that of as-ECAP specimen at 400°C. This suggests that the recovery of the microstructure during ECAP occurred at 200°C or higher. Additionally, the figure also shows the results of the specimens subjected to short-time heating after ECAP processing (shown in Fig. 3), whose results obtained were converted to a percentage of those of as-ECAP (indicated as 6061 alloy). In the 6061 alloy, the hardness of the ECAP specimens short-time heated at 100°C and 400°C decreased to 98% and 58% of that of as-ECAP, similar to the case of A1050. Moreover, the decrease in hardness indicated by 6061 alloy was less than that by A1050 at intermediate temperatures, particularly at approximately 250°C. This is attributed to the effects of precipitation from short-time heating. As shown in Fig. 3, the hardness of the specimens without ECAP increased slightly after heating was performed at 300°C, which suggests that the strengthening phase precipitated at approximately 300°C. It is assumed that the higher dislocation density in the ECAP processed specimens promotes the diffusion rate of solute atoms and shifts the precipitation initiation temperature to the lower temperature.16) In short, although recovery occurred and the hardness decreased after short-time heating at approximately 200°C, hardening due to the precipitation of the strengthening phase occurred simultaneously; therefore, the decrease in hardness was presumed to be less at approximately 250°C, as compared with that of A1050.

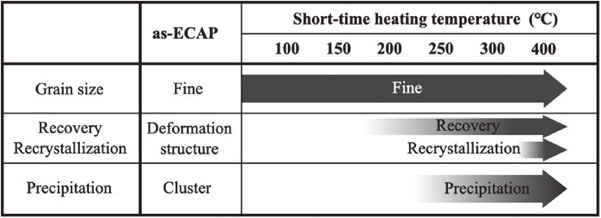
Based on these results, the effect of short-time (10 s) heating on the microstructure after ECAP processing is summarized in Fig. 8. The EBSD analysis results indicate that partial recrystallization occurred during a short heating at 400°C, whereas the fine grains were maintained. The results of the hardness measurements suggest that recovery started at approximately 200°C, whereas the strengthening phase precipitated at approximately 250°C. Short-time heating at 200°C or higher is desirable to reduce the dislocation density in the aluminum matrix while suppressing grain coarsening. However, the precipitation intensified above 200°C. The precipitation during short-time heating is expected to deplete the solute elements in the aluminum matrix and adversely affect the subsequent artificial aging.12) Therefore, the short-time heating temperature was set between 200°C and 300°C.
3.2 Effect of short-time heating on tensile properties after artificial aging
Figure 9 shows the tensile properties of as-ECAP, and followed by short-time heating at 200°C, 250°C, and 300°C for 10 s. These specimens were subjected to artificial aging at 175°C for 90 min. In the figure, these specimens are denoted as ECAP + A.A., ECAP + 200°C + A.A., ECAP + 250°C + A.A., and ECAP + 300°C + A.A., respectively. For ECAP + 200°C + A.A., its 0.2% proof stress and ultimate tensile strength (UTS) were similar to those of ECAP + A.A. specimen, although its elongations increased slightly. For ECAP + 250°C + A.A., its 0.2% proof stress and UTS were similar to those of ECAP + A.A., although its uniform elongation was 2% lower. The 0.2% proof stress, UTS, and uniform elongation of ECAP + 300°C + A.A. were significantly lower than those of ECAP + A.A.

Figure 10 shows the changes in the tensile properties during artificial aging. In ECAP + A.A., artificial aging decreased its 0.2% proof stress and UTS by approximately 5 MPa, and increased the uniform elongation of the specimen by approximately 6%. This is attributed to the recovery and formation of fine precipitation phases during artificial aging. Although the precipitation of the strengthening phase by artificial aging increased the strength of the alloy, the recovery of the alloy significantly reduced its strength and increased its ductility. In ECAP + 200°C + A.A., artificial aging increased its 0.2% proof stress by 18 MPa, UTS by 15 MPa, and uniform elongation by 1%. It is considered that the specimen was recovered after short-time heating. Therefore, we speculate that the strength improvement was due to the precipitation of the strengthening phase, where almost no decrease in strength owing to recovery during artificial aging occurred. In ECAP + 250°C + A.A., artificial aging increased its 0.2% proof stress and UTS by 25 and 5 MPa, respectively, whereas it decreased the uniform elongation of the specimen by 2%. The short-time heating at 250°C significantly increased the 0.2% proof stress possibly because the precipitation during the short-time heating was more active, and the number density of the strengthening phase at 250°C was higher than that at 200°C. As mentioned earlier, in the short-time heating conducted in this experiment, it is assumed that the precipitation of the strengthening phase is activated at higher temperatures (250°C or 300°C) than the general aging temperature due to the short heating time. It is also assumed that not only precipitation of the strengthening phase but also the dissolution of clusters actively occurred during the short-time heating at 250°C.12) Since artificial aging was performed with the solute concentration in the aluminum matrix increased due to the dissolution of clusters, more strengthening phase may have formed, resulting in a significant increase in strength. On the other hand, the precipitate phase formed during the short-time heating and that formed during the artificial aging are assumed to be different in size and dispersion state. This non-uniform dispersion of the precipitated phases may have caused the decrease in elongation as reported by Hockauf et al.6) In ECAP + 300°C + A.A., artificial aging decreased both its 0.2% proof stress and UTS by approximately 20 MPa, and it increased the uniform elongation of the specimen by 1%. This suggests that the strength of the alloy reduced significantly owing to over-aging because the solute atoms were consumed for the development of the existing precipitate phase, which formed during the short-time heating instead of for the formation of the fine precipitate phase, which contributes to strengthening during artificial aging.

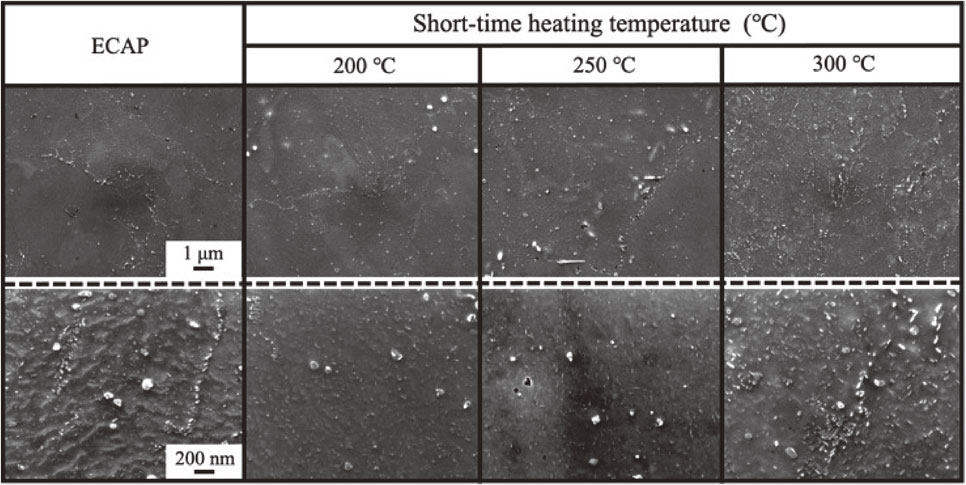
These results suggest that the precipitation state during short-time heating contributes to the tensile properties after artificial aging. To prove this hypothesis, we performed scanning electron microscopy (SEM) to observe the precipitation state of specimens that were short-time heated at various temperatures after ECAP and then artificially aged at 175°C for 1440 min to develop the precipitate phase. Figure 11 shows SEM micrographs of each specimen. In all the specimens, precipitates measuring several hundred nanometers appeared in places that look like the grain boundaries. The size and number density of these precipitates were increased significantly after short-time heating above 250°C. The precipitated phase formed in places that look like the grain boundaries was coarse after short-time heating above 250°C, which is presumed to have contributed to the decrease in the uniform elongation. In addition, needle-like precipitates with lengths of several tens to hundreds of nanometers were observed in the aluminum matrix, and these precipitates were coarser at higher short-duration heating temperatures. The observed specimens were artificially aged at 175°C for 1440 min to develop the precipitated phase; however, it is inferred that the size of the precipitated phase immediately after short-time heating depends on that temperature. In other words, it is assumed that coarse precipitates were formed by short-time heating at 300°C than that of 200°C. These results indicate that although short-time heating after ECAP provided recovery, it was accompanied by the progression of precipitation. Analysis of these precipitates is a future issue. Additionally, the results show that the precipitation status significantly contributed to the strength and ductility in the subsequent artificial aging.