Abstract
Since the die-casting mold repeats rapid heating and cooling during operation, the defects such as heat checks generate. Therefore, the quality and the life of the mold are degraded. To improve these demerits, the improvement of the thermal conductivity of the mold material is effective. In this study, carbon fibers were added to SKD61(40CrMoV5) tool steel to fabricate the composites with high thermal conductivity. Since carbon fiber has a chemical reaction with steel, electroless copper plating was applied to carbon fiber to suppress the reaction. The composites were fabricated by the unidirectional arrangement of carbon fibers and spark plasma sintering. The results obtained are as follows. 1) Carbon fiber/SKD61(40CrMoV5) composites with a high relative density were obtained. It is considered that the copper plated on the carbon fiber acted as a sintering accelerator. Furthermore. the plated copper remained around the carbon fibers in the composite, and it seems copper prevented the direct reaction between carbon and steel. 2) The composites had higher thermal conductivity than the monolithic SKD61(40CrMoV5) block. As increasing the carbon fiber content, the thermal conductivity increases. 5 vol% copper-plated carbon fiber/SKD61(40CrMoV5) composites have a thermal conductivity of 42 W/mK.
This Paper was Originally Published in Japanese in J. Japan Inst. Copper 61 (2022) 295–299.
1. Introduction
Die casting is a casting method that presses molten alloys such as aluminum alloys and zinc alloys into precision molds to rapidly cycling and mass-produce castings with excellent surface and high precision. In Japan, this casting method is actively used, especially in the automotive industry. In recent years, the production of die castings has increased significantly, but the rapid heating and cooling of die castings in the production of die steels creates thermal stresses, which can lead to shortened die life. It can improve the heat transfer by increasing the thermal conductivity of the mold, to reduce the local thermal stress in the production process and improve the life of the mold. In fact, mold materials with high thermal conductivity have been developed within the compositional standard range of SKD61(40CrMoV5) for molds. The representative DHA-Thermo1) from Daido steel Co. has a higher thermal conductivity (37.1 W/m·K in room temperature), nearly twice that of conventional molds. However, the thermal conductivity has reached its limit within the composition range of the JIS standard. To break this limit, the development of composites for molds with high thermal conductivity can be considered. At present, composite for molds has attracted much attention. The carbide-reinforced traditional hot work mold steel developed by Rovalma Co. in Spain has a thermal conductivity above 42 W/m·K.2) Since its composition is different from traditional tool steel, there are many problems in practical application. In this study, a mold material with excellent mechanical properties and thermal conductivity was developed by adding carbon fibers with excellent thermal conductivity in the axial direction to the mold alloy. Carbon materials have good thermal conductivity, but when carbon fibers are sintered with steel, carbon reacts with iron to form solid solutions or carbides. Therefore, to develop a mold with both the above characteristics, electroless copper plating on the surface of carbon fiber hinders the contact between carbon and iron, and spark plasma sintering (SPS) makes the orientation of carbon fibers tend to be consistent to obtain a metal matrix with dense, excellent mechanical properties and high thermal conductivity. Generally, copper can be used to promote composite densification during sintering the steel powders. Below the normal sintering temperature and mold use temperature, iron and copper will not form solid solutions, which can maintain the characteristics of steel. The copper is an austenite stabilizing element. Heat treatment is required for die steel to adjust the hardness and evaluate the mechanical properties. By controlling the direction of carbon fibers and controlling the direction of heat conduction of the mold, the thermal conductivity in some special parts of the mold can be raised to develop unique mold materials.
2. Materials and Methods
2.1 Materials
As raw materials, SKD61(40CrMoV5) powder (Mitsubishi Steel Corporation) with an average particle size of 70 µm and pitch-based carbon fiber K13C6U (about 10 µm in diameter, Mitsubishi Chemical Corporation) was used. Table 1 shows the chemical composition of SKD61(40CrMoV5). The thermal conductivity of carbon fibers along the fiber direction and the radial direction of fiber are 580 W/m·K. and 20 W/m·K, respectively. In the procedure of electroless copper plating, remove organics from carbon fiber surfaces with acetone, nitric acid (10 wt.%) was used for roughening treatment, tin chloride solution (SnCl2·2H20+HCl) for sensitization treatment, palladium chloride solution (PdCl2+HCl) for activation treatment. In the electroless copper plating solution (OPC-750 electroless copper plating M, Okuno Chemical Industries Co., Ltd.), the carbon fiber was treated for 2 hours. These treatments are all carried out under the condition of ultrasonic waves. 3 vol% and 5 vol% of electroless copper-plated carbon fibers reinforced SKD61(40CrMoV5) composite were fabricated by SPS. The composite was prepared by SPS under the sintering conditions of vacuum less than 10−2 Pa, pressure 15 MPa, sintering temperature 1173 K, and holding time 1.5 ks. The SKD61(40CrMoV5) alloy without carbon fiber was fabricated under the same conditions. The density was measured by the Archimedes method. To clarify the relationship between the orientation of carbon fibers and the direction of sintering pressure, the microstructure was observed by scanning electron microscopy (SEM) and element distribution was determined by electron probe microanalysis (EPMA). To search for the relationship between the content of carbon fibers and thermal conductivity, thermal conductivity was measured by steady-state method.
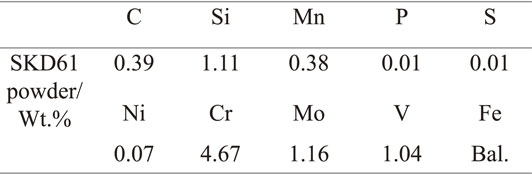
Table 1 Chemical composition of SKD61 powder used in this study.
3. Results and Discussion
3.1 Preparation of composites
The carbon fiber with electroless copper coating was embedded in the resin and observed by EPMA. The result was shown in Fig. 1, and Fig. 1(a) is the cross-sectional image of the carbon fiber. There is a uniform copper layer of about 2 µm around the carbon fiber with a diameter of 10 µm. The line analysis results of copper and carbon in the red line range in the figure are shown in Fig. 1(b). The copper element was detected in the part of the white line, indicating that the copper was uniformly formed around the carbon fiber.

Figure 2 shows the microstructure of 3 vol% copper-coated carbon fiber reinforced SKD61(40CrMoV5) composites observed by an optical microscope. In the preparation process of the composite, the carbon fibers are arranged along the direction perpendicular to the pressure during spark plasma sintering, and the carbon fibers are arranged anisotropically. As shown in Fig. 2(a), the directions perpendicular to the pressing direction are the X-axis and the Y-axis, and the pressing direction is the Z-axis. Figures 2(b) and 2(c) show the microstructures in the X-Z plane and the Y-Z plane, respectively. On the X-Z plane, the fibers were not observed in the upper and lower parts of the figure but are concentrated in the central part and parallel each other. On the Y-Z plane, the carbon fiber has a circular cross-section, and the fibers gather to form fiber bundles. The average particle size of the SKD61(40CrMoV5) powder used in this study is 70 µm, which is larger than the fiber diameter (10 µm), so it is considered the fibers can agglomerate during pressure sintering.

Figure 3 is the SEM image of the 3 vol% copper-coated carbon fiber reinforced SKD61(40CrMoV5) alloy composite and the EPMA image of the distribution of copper, iron, and carbon elements. By observing the Y-Z plane of the sample, it is found that there is a layer of copper around the carbon fiber, which is surrounded by iron elements. After the composite was prepared by spark plasma sintering, the copper layer was distributed around the carbon fibers, and the copper layer hinders the direct contact between the iron and carbon fibers.

Table 2 shows the relative densities of SKD61(40CrMoV5) alloys and composites fabricated by spark plasma sintering. The relative density is the ratio of measured density obtained by Archimedes method and the theoretical density of the composite calculated by mixture rule. The relative density of pure SKD61(40CrMoV5) alloy is as high as 98.1%. The relative densities of the composites with a carbon fiber content of 3 vol% and 5 vol% are 97.7% and 98.3%, respectively, which are comparable to pure SKD61(40CrMoV5) alloy. The metal matrix composites were prepared by the SPS, the reinforcement and the matrix will not promote the sintering and densification, the relative density of the composite will decrease with the increase of the reinforcement. However, the results showed that the density did not decrease significantly, which is considered as the copper on the surface of carbon fibers promote the densification of the composites. The reasons why copper promote the densification of the composites are as follows. In solid-phase sintering, the factors that cause densification are viscous flow, plastic flow, evaporation/agglomeration, volume diffusion, grain boundary diffusion, and transfer of atoms by surface diffusion.3) Since copper is virtually insoluble in iron, the following factors are considered to contribute to the sintering-promoting effect of copper in the discharge sintering method when copper is added. Copper has a higher plastic flow ability than base metal SKD powder. Copper’s low melting point facilitates evaporation and cohesion during discharge. Copper has a large self-diffusion coefficient and is easily diffused.

Table 2 Relative density of monolithic SKD6l block and composite prepared by spark plasma sintering.
Next was to evaluate the thermal conductivity of the composite. Since the carbon fibers are unidirectionally oriented, the measurement direction is parallel to the axial direction of the fibers. The theoretical thermal conductivity of the composite is calculated by the rule of mixture, considering B. Nait-Ali’s composite void correction equation.4) When the copper-coated carbon fiber is oriented in one direction in a composite material composed of three different components of carbon fiber, copper, and SKD61, the rule of mixture follows the following equation.
| \begin{equation}
U_{C} = U_{f} \times V_{f} + U_{\textit{Cu}} \times V_{\textit{Cu}} + V_{m} (1 - V_{f} - V_{\textit{Cu}}) \times U_{m}
\end{equation}
| (1) |
Among them, Uc, Uf, UCu and Um are the thermal conductivity of composite, axial of carbon fiber, copper and SKD61(40CrMoV5) matrix. Vf, VCu and Vm are the volume fractions of carbon fiber, copper and SKD61(40CrMoV5) matrix.
In addition, the modified equation (2) for void-containing composites is shown below.
| \begin{align}
K_{\textit{eff}} &= \frac{1}{4}[K_{p}(3V_{p} - 1) + K_{S}(3V_{S} - 1) \\
&\quad + \{[K_{p}(3V_{p} - 1) + K_{S}(3V_{S} - 1)]^{2} + 8K_{p}K_{S}\}^{1/2}]
\end{align}
| (2) |
where K
p and K
S are the thermal conductivity of the void and SKD61(40CrMoV5) matrix. V
p and V
S are the volume fractions of voids and SKD61(40CrMoV5) matrix.
In addition, if the carbon fiber is not parallel to the measurement direction of thermal conductivity, its thermal conductivity will decrease. Considering the orientation of the carbon fiber, the formula for the thermal conductivity along the direction of thermal conductivity measurement when the carbon fiber is inclined by θ is shown below.5)
| \begin{equation}
K_{\parallel} = K_{a}\left[1 - \left( 1 - \frac{K_{c}}{K_{a}} \right) \textit{sin}^{2}\,\theta \right]
\end{equation}
| (3) |
where K
// is the thermal conductivity along the direction of thermal conductivity when the carbon fiber is tilted by θ. K
a is the axial thermal conductivity of the carbon fiber (580 W/m·K) and K
c is the radial thermal conductivity of the carbon fiber (20 W/m·K).
Figure 4 shows the orientation distribution of carbon fiber in the 3 vol% copper plated carbon fiber-dispersed SKD61(40CrMoV5) alloy composite in the X-Z and X-Y planes shown in Fig. 2(a). As shown in Fig. 4, the X-axis direction is 90°, it shows the distribution of the deviation of the angle between the X-axis and the fiber direction. On the X-Y plane, the mean angle is 84.32° with a standard deviation of 34.39. On the X-Z plane, the mean angle is 88.42° with a standard deviation of 39.29. In most cases, carbon fibers are aligned in two planes along the X-axis.

Considering the influence factors of void, orientation of carbon fiber and the rule of mixture, the theoretical thermal conductivity of the composite was evaluated by the rule of mixture. Figure 5 shows the measured thermal conductivity and theoretical thermal conductivity of 3 vol% and 5 vol% copper-coated carbon fiber/SKD61(40CrMoV5) composites. According to the experimental results, the thermal conductivity increases with the increase of carbon fiber content. It is found that the thermal conductivity of SKD61(40CrMoV5) steel can be improved by adding copper-coated carbon fiber. In particular, the thermal conductivity of 5 vol% copper-coated carbon fiber/SKD61(40CrMoV5) composite is 42 W/m·K, which is significantly higher than that of pure SKD61(40CrMoV5) alloy (22 W/m·K). The experimental results are lower than the theoretical value. The thermal conductivity of plating copper is lower than that of conventional copper, and the acid oxide film remaining on the surface of steel powder during spark plasma sintering increases the thermal resistance between the SKD61(40CrMoV5) steel particles. Carbon and copper diffused into the contact face between SKD61(40CrMoV5) and copper-plated carbon fiber, strain at the interface also made the experimental result lower than theoretical thermal conductivity.

4. Conclusions
To improve the thermal conductivity of hot tool steel (SKD61(40CrMoV5) alloy), the oriented electroless copper-plated carbon fiber reinforced SKD61(40CrMoV5) alloy composite was fabricated by the spark plasma sintering. The results obtained are as follows.
-
(1)
The relative density of the prepared copper-coated carbon fiber/SKD61(40CrMoV5) composite was similar to that of pure SKD61(40CrMoV5) alloy. The copper layer on the surface of carbon fiber can promotes sintering densification and hinder the direct contact between SKD61(40CrMoV5) alloy and carbon fiber and prevent the chemical reaction between iron and carbon fiber.
-
(2)
The copper-coated carbon fiber reinforced SKD61(40CrMoV5) composite exhibited higher thermal conductivity than single SKD61(40CrMoV5), and its thermal conductivity increased with the increase of carbon fiber content. The 5 vol% copper-coated carbon fiber/SKD61(40CrMoV5) composite has a high thermal conductivity of 42 W/mK.
REFERENCES
- 1) M. Kohno and K. Inoue: Materia Japan 48 (2009) 32–34. doi:10.2320/materia.48.32
- 2) R.S. Anonyma: Published Patent Publication, (2017) Patent 2015-221941.
- 3) S. Yoshida, K. Shinozaki, H. Kyogoku and Y. Yamane: Introduction to Material Processing Studies for Mechanical Engineers, (KYORITSU SHUPPAN CO., LTD., Tokyo, 2003).
- 4) B. Nait-Ali, K. Haberko, H. Vesteghem, J. Absi and D.S. Smith: J. Eur. Ceram. Soc. 26 (2006) 3567–3574. doi:10.1016/j.jeurceramsoc.2005.11.011
- 5) B.T. Kelly: Physics of Graphite, (Applied Science Publishers, London, 1981).

