Abstract
The dependence of mechanical twinning on the crystallographic orientation at the early stage of rolling was investigated. For this purpose, a copper-zinc alloy plate having a sharp {001} texture on the rolling plane (normal direction // ⟨001⟩) was prepared, and the twinning behaviors during rolling were studied in the grains with orientations of rolling direction (RD) parallel to ⟨100⟩, ⟨210⟩ and ⟨110⟩. The precise examination revealed that grains with RD // ⟨110⟩ orientation were most prone to twinning among the three crystallographic orientations. Effects of the development of heterogeneous-nano (HN) structure on the tensile properties were also systematically investigated. As the rolling reduction increased from 50% to 70%, the tensile strength increased significantly, and the elongation to failure also increased simultaneously. Considering the microstructural changes, the increase in the strength/ductility balance was attributed to the formation of the HN structure. Further rolling up to 90% resulted in a slight increase in strength and a significant decrease in ductility to about half of the value at 70%. It was suggested that the decrease in the volume fraction of twin domains in the HN structure, instead increase in the other texture components, during the rolling reduction from 70% to 90% complicatedly spoiled the strength/ductility balance.
This Paper was Originally Published in Japanese in J. Japan Institute of Copper 62 (2023) 47–52.
1. Introduction
In recent years, the development and widespread use of the “Internet of Things” and electric vehicles have led to an increasing demand for miniaturization and weight reduction of various electronic devices. The development of high-strength Cu alloys is essential to meet this demand. It is well known that the strength of copper alloys can be increased without deteriorating their electrical conductivity by grain refinement. Severe plastic deformation (SPD) method is one of representative techniques used for grain refinement. There are numerous reports on the successful application of SPD techniques to copper alloys to achieve ultrafine-grained (UFGed) microstructures. For example, Mousavi et al. attained an UFGed microstructure with an average grain size of 0.5 µm by applying equal-channel angular pressing to a Cu–Zn alloy.1) Dobatkin et al. fabricated a Cu–Cr alloy with an average grain size of 40 nm using the high-pressure torsion method.2) In addition, Miura et al. performed multi-directional forging on a Cu–Zn alloy and achieved an UFGed structure with an average grain size of 17 nm.3) As described above, SPD processes can result in UFGed structures of metallic materials and are a highly effective technique for enhancing their mechanical properties. However, problems such as fatally limited applicable product size, high cost for the introduction of new facilities, and low productivity make SPD techniques difficult to be utilized for industrial productions. In recent years, it has been reported that tremendously high strength comparable to those of UFGed materials can be easily obtained by simple heavy cold rolling of copper alloys with extremely low stacking fault energy.4) This high strength can be attributed to the formation of a complex heterogeneous-nano (HN) structure comprising deformation twin domains, ultrafine lamellae, and shear bands formed during cold rolling. The HN structure can be developed by a quite simple procedure and, thus, mass productive in factories.
In our previous study, effects of initial texture on the formation of the HN structure were investigated employing a Cu–Zn alloy plates having sharp textures in which either ⟨001⟩ or ⟨111⟩ orientations were strongly oriented along the normal direction (ND) of the rolling surface.5) It was found that the specimen with ⟨001⟩ // ND orientation exhibited a higher strength-ductility balance than that of ⟨111⟩ // ND one. Because grains with ⟨001⟩ // ND orientation tended
to form more deformation twins at the early stage of rolling, the volume fraction of twin domains in the HN structure increased consequently, where the HN structure was developed after heavy cold rolling.5) In other words, the number of twinned grains at the early stage of rolling strongly affects the volume fraction of twin domains in the finally developed HN structure.
It has also been reported that mechanical twinning strongly depends on the crystal orientation and the external stress state. Yang et al. subjected a Fe–33%Mn–2.93%Al–3%Si (mass%) alloy to tensile deformation and found that numerous deformation twins were formed in the grains with the ⟨111⟩ direction nearly parallel to the tensile direction.6) Using the same alloy as Yang et al., Meng et al. investigated the stress-axis dependence of the twinning behavior during compressive tests. They showed that deformation twins were preferentially formed in the grains having ⟨001⟩ direction nearly parallel to the loading axis.7) This finding is in good accordance with our previous report that deformation twins are preferentially formed during rolling in the grains with ND // ⟨001⟩ orientation.5) However, the crystal orientation parallel to the rolling direction (RD) should also affect twinning as well as the orientation along ND. Nevertheless, there are few reports on this topic as far as the authors know.
In the present study, as an extension of our previous study,5) the effects of crystallographical orientation of RD on the deformation twin formation was investigated employing a specimen with a sharp texture of ⟨001⟩ // ND. In addition, evolution of the HN structure, and relationship between mechanical properties and rolling reduction were systematically studied.
2. Experimental Procedure
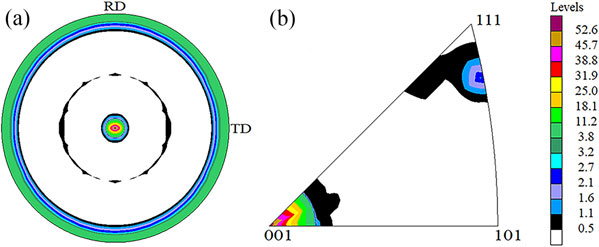
Commercial hot-extruded bars of Cu–37.75 mass%Zn–0.11 mass%Sn alloy were employed. The bar has a sharp texture, and plate-shaped specimens were cut from the cross-section of the round bar so that ⟨001⟩ direction was strongly oriented along the ND (as shown in Fig. 1). The specimens were unidirectionally rolled to a maximum reduction of 90% in thickness at room temperature.
The textures of the specimens before and after rolling were measured by X-ray diffraction (XRD). The samples for the XRD measurements were mechanically ground down to half in thickness followed by polishing using a colloidal silica suspension and, then, the X-ray beam was incident on the mirror-like plane. Measurements were performed using a Cu tube target (Cu-Kα, wavelength = 0.154 nm8)) operating at 40 kV and 100 mA. The recalculated pole figures (RPFs) and crystal orientation distribution functions (ODFs) were obtained using an analysis software (LaboTex®).
Microstructural observations were performed using field-emission scanning electron microscopy (FE-SEM). Observations were conducted mainly along the transverse direction (TD) at the center of the sheet thickness. The specimens for FE-SEM observation were mechanically polished using SiC papers and, then, electronically polished for approximately 90 s at 8 V and 233 K using a 30% nital solution (methanol:nitric acid = 7:3, volume ratio). Crystallographical orientations were analyzed using an electron backscattered diffraction (EBSD) camera equipped with the FE-SEM. The acceleration voltage and data acquisition interval (steps) for EBSD measurements were 20 kV and 50 nm, respectively.
Tensile tests were performed at room temperature at an initial strain rate of $\dot{\varepsilon } = 10^{ - 3}$ s−1. Dog bone-shaped specimens with a gauge dimensions of 5L × 2W × 1T mm3 were cut using an electric discharge machine so that the loading axis was parallel to the RD of the rolled specimens.
3. Results
3.1 Mechanical twinning at the early stage of rolling
The texture of the specimen before rolling measured by XRD is shown in Fig. 1. It is evident from the pole figure and inverse pole figure (IPF) of the ND plane in Fig. 1 that ⟨001⟩ direction is sharply oriented along the ND (the maximum accumulation intensity is more than 52.6). It can also be observed that the orientation perpendicular to the ND was random. More than 100 grains with ⟨100⟩, ⟨210⟩, or ⟨110⟩ directions parallel to the RD were chosen for observation to investigate the relationship between the RD orientation and mechanical twinning. The grains with orientations that deviated within ±10° from the ⟨100⟩, ⟨210⟩, and ⟨110⟩ directions were regarded as having the same orientation. Figure 2 displays band contrast maps of the specimens with different RD orientations subjected to 15% cold rolling. Grains with RD // ⟨100⟩, ⟨210⟩ and ⟨110⟩ orientations are indicated by red, yellow and green colors in Figs. 2(a), (c) and (e), respectively. In addition, the twin boundaries (coherent Σ3 grain boundaries) are denoted by red lines in Figs. 2(b), (d), and (f). It was confirmed that mechanical twinning occurred in all the grains of interest even while having different RD orientations. The ratios of twinned grains to whole grains in the specimens after 15% and 20% rolling were investigated, and the results are summarized in Fig. 3. After 15% rolling, the twinning frequencies within the grains with {001}⟨100⟩ and {001}⟨210⟩ orientations were almost the same, and the grains with the {001}⟨110⟩ orientation had the highest value. After 20% rolling, although the twinning frequencies increased compared to 15% rolling, the order of twinning frequency among the three orientations did not change.

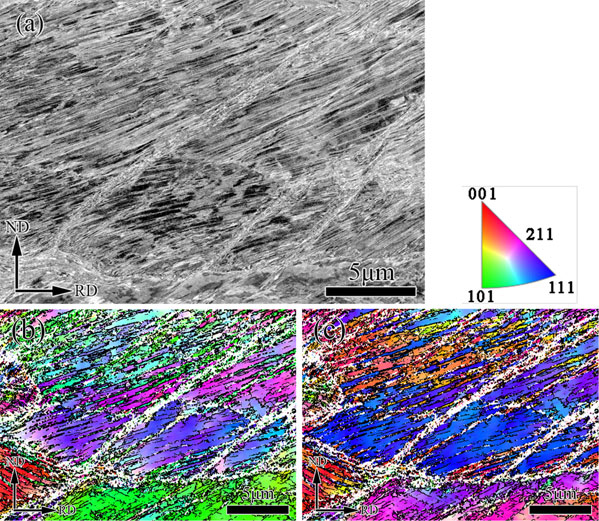
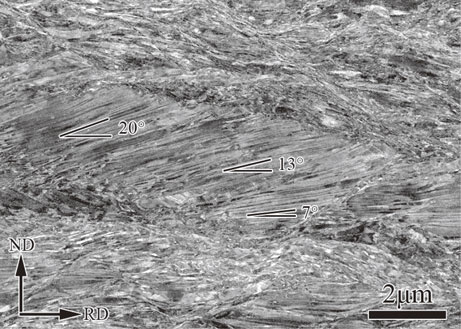
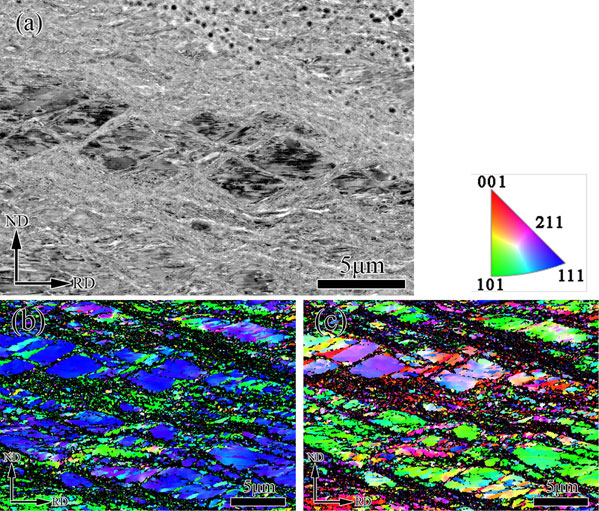
Figure 4 shows back-scattered electron (BSE) images of the specimens before and after 50% rolling. The initial grains before rolling exhibited nearly equiaxed shapes and often contained annealing twins. After 50% rolling, however, the grains elongated along the RD, and mechanical twinning occurred in most grains. The average angle between the twin boundaries and the RD was approximately 30°. After rolling to 60%, the grains further elongated along the RD, and deformation twins were detected in whole grains. As shown in Fig. 5(a), the twin-boundary planes rotated geometrically to get closer to the RD, and the angle from the RD became approximately 20°. In addition, it should be noted that shear bands were formed to subdivide the twinned grains to develop the “eye-shaped” twin domains.5) After 70% rolling, as shown in Fig. 6, the twin boundaries were almost parallel to the RD. It can also be observed in Fig. 6 that the twin boundaries continuously rotated even within a same twin domain surrounded by shear bands. Therefore, it is evident that the shear bands not only subdivide the twinned grains to develop twin domains but also induce the crystallographical rotation of the twin-boundary planes nearly parallel to the RD. Some twin domains were further subdivided by shear bands after 80% cold rolling. Moreover, evolution of lamellar structure was firstly identified at this rolling stage, as indicated by the dashed lines in Fig. 7. After 90% rolling, as displayed in Fig. 8(a), the area fraction of the lamellar grains increased compared with that at 80% rolling. The SEM-EBSD analysis reveals that there are two types of deformation twin domains with different crystallographical orientations as examples in Figs. 8(b) and (c), i.e., ND // ⟨111⟩ and RD // ⟨211⟩, or ND // ⟨111⟩ and RD // ⟨110⟩. These characteristic crystallographical orientations of the twin domains are consistent with the previous reports.9,10) However, after 60% rolling as shown in Figs. 5(b) and (c), the orientation of the twin domains deviated by 24 ± 6° from the above-mentioned orientation. The orientation of the domains was, therefore, continuously and gradually rotated toward the above two characteristic orientations during heavy cold-rolling process. Analyses of the orientation components in Figs. 5 and 8 also confirmed the evolution of conventional rolling texture components of the Brass({110}⟨112⟩), Goss({110}⟨001⟩), and S({123}⟨634⟩) orientations. About the orientation components, it will be discussed in detail in Section 3.3.

SEM-EBSD observations revealed that twin domains having the characteristic orientations of {111}⟨211⟩ and {111}⟨110⟩ were formed at 70% rolling. The Brass, Goss and S orientations were also detected. The variations in these texture components developed in the specimens cold rolled from 70% to 90% were investigated. The volume fractions of the above-mentioned texture components were obtained from the RPFs and ODFs. The results are summarized in Fig. 9. The volume fraction of the twin domains decreased with the rolling reduction, but, in contrast, the volume fractions of the Brass, Goss and S components increased.
3.4 Tensile properties
Figure 10 shows summarized results of the changes in the tensile strength and fracture strain values of the specimens during cold rolling. Up to 70% reduction, the ductility increased as well as tensile strength with increasing reduction. Considering the microstructural evolution described in Section 3.2, the above improvement in the strength/ductility balance should be attributed to the development of the HN structure. On the other hand, further rolling up to 90% resulted in the loss of strength/ductility balance; a slight increase in strength of approximately 50 MPa and a significant decrease in ductility to approximately half (15% to 8%).
4. Discussion
4.1 Rolling direction dependence of mechanical twinning at the early stage of rolling
McCabe et al. investigated the orientation dependence of mechanical twinning by a plane strain compression to simulate a rolling process.11) According to the twinning model proposed by McCabe et al., the relative difficulty of mechanical twinning is determined by the angle (θτ) between the maximum resolved shear stress direction and Burgers vector of the leading partial dislocation. They argued that the threshold stress for mechanical twinning decreased with decreasing θτ,11) suggesting that a smaller value of θτ promotes mechanical twinning. The θτ values of the three grain orientations of {001}⟨100⟩, {001}⟨210⟩, and {001}⟨110⟩ were evaluated to be 60°, 30°, and 0°, respectively. Thus, {001}⟨110⟩ is the orientation in which deformation twins are most likely to be introduced, and this estimation agrees well with the microstructural observations (Fig. 3). On the other hand, the frequency of twinned grains is almost the same between grains with {001}⟨100⟩ and {001}⟨210⟩ orientations, although their θτ values are appreciably different. Therefore, the difficulty in mechanical twinning cannot be properly explained by the twinning model proposed by McCabe et al. Further research is required to clarify the RD orientation dependence of the mechanical twinning observed in the present study.
4.2 Change in the orientation of twin domains
The deformation twin domains after 90% rolling had the characteristic crystallographical orientations of {111}⟨211⟩ or {111}⟨110⟩, which agrees well with previous reports.9,10) However, the orientation of the twin domains in the intermediate-stage rolling of 60% deviated by approximately 24° from the characteristic orientations. The orientation change of the twin domains during rolling from 60% to 90% was investigated by SEM-EBSD. Figure 11(a) gives the change in the average orientation of the twin domains, which finally achieve the {111}⟨110⟩ orientation. The twin domains with nearly $(122)[\bar{2}01]$ orientation at 60% rolling reduction gradually rotated the left-handed thread by approximately 30 degrees along the $[01\bar{1}]$ direction and finally transitioned to the $(111)[\bar{1}01]$ orientation. In the same way, the twin region with $(112)[\overline{11}1]$ orientation at 60% rolling reduction also rotated the left-handed thread about 20 degrees along the $[\bar{2}11]$ direction and, then, approached the {111}⟨211⟩ orientation (Fig. 11(b)). In this way, the various crystallographical orientations of twin domains depending on initial orientations of their mother grains converge to characteristic orientation of either {111}⟨110⟩ or {111}⟨211⟩ after heavy cold rolling.

Aoyagi et al. have conducted crystal plasticity simulation of the mechanical properties of the HN-structured metallic materials and demonstrated that the tensile strength increases with increasing volume fraction of deformation twin domains.12) However, their simulation was based on the assumption that the lamellar boundary and twin boundary spacings were constant. As mentioned in Sections 3.3 and 3.4, though the volume fraction of the twin domains decreased with increasing rolling reduction in the rolling stage over 70% (Fig. 9), the tensile strength increased (Fig. 10). Consequently, it is necessary to consider other microstructural factors to affect mechanical properties of HN structured metallic materials in addition to the volume fraction of the twin domains. The average lamellar boundary interval in the specimens after 70% and 90% rolling were 306 ± 35 and 126 ± 28 nm, respectively, and the average interspacing of the twin boundaries were 77 ± 26 nm and 48 ± 3 nm, respectively. It is well known that the strength increases with decreasing grain size according to the Hall-Petch relationship.13,14) Furthermore, the change in dislocation density after 70% and 90% rolling was estimated by using XRD analysis and the modified Williamson-Hall method15) to be 3.61 × 1015 and 4.51 × 1015 m−2, respectively. It is evident that the strengthening at higher stage of rolling over 70% reduction is affected also by the increase in the dislocation density. The strengthening mechanisms due to the above factors can be, therefore, condensed as follows: the effects of decrease in the boundary spacings and the increase in dislocation density exceeded the effects of decrease in the volume fraction of twin domains to cause strengthening.
Miura et al. demonstrated that the presence of twin domains in the HN structure prevented the development of a sharp rolling texture to induce moderate decrement in ductility.16) As shown in Fig. 8, the volume fraction of the twin domains decreased during rolling from 70% to 90%, and the conventional rolling texture components (Brass, Goss, S orientation) increased instead. Therefore, the sharp rolling texture becomes more pronounced with increasing reduction at higher rolling stage over 70%, leading to a decrease in ductility. Nevertheless, the influences of other component structures consisting of the HN structure (i.e., shear bands and lamellar grains) on ductility have not been clarified. Therefore, further investigation is necessary.
5. Conclusions
A Cu–37.75 mass%Zn–0.11 mass%Sn alloy specimen with a sharp texture in which the ⟨001⟩ direction was strongly accumulated along the normal direction of the rolled surface was subjected to heavy cold rolling. The orientation-dependent mechanical twinning on the rolling direction was investigated. The evolution of the heterogeneous-nano (HN) structure and its effects on the mechanical properties of the specimens were also studied. The main results yielded are summarized as follows.
-
(1)
Mechanical twinning occurred more frequently in grains with the ⟨110⟩ direction close to the rolling direction (RD) at the early stage of rolling.
-
(2)
As the rolling reduction increased at medium stage of rolling, shear bands were introduced and subdivided the twinned grains to develop “eye-shaped” domains. Simultaneously, the twin-boundary planes rotated geometrically to get closer to the RD. The deformation twin domains after heavy cold rolling possessed characteristic crystallographical orientations of {111}⟨110⟩ and {111}⟨211⟩.
-
(3)
By the rolling reduction from 50% to 70%, tensile strength as well as fracture strain increased. The improvement in the strength/ductility balance was attributed to the development of the HN structure. After further rolling up to 90% reduction, the conventional trade-off relationship between strength and ductility appeared.
Acknowledgments
This study was partially supported by a research grant from the Copper Society of Japan. The authors thank the Grant-in-Aid for Scientific Research (Grant No. 20H02461).
REFERENCES
- 1) S.E. Mousavi, A. Sonboli, N. Naghshehkesh, M. Meratian, A. Salehi and M. Sanayei: Mater. Sci. Eng. A 788 (2020) 139550. doi:10.1016/j.msea.2020.139550
- 2) S.V. Dobatkin, J. Gubicza, D.V. Shangina, N.R. Bochvar and N.Y. Tabachkova: Mater. Lett. 153 (2015) 5–9. doi:10.1016/j.matlet.2015.03.144
- 3) H. Miura, Y. Nakao and T. Sakai: Mater. Trans. 48 (2007) 2539–2541. doi:10.2320/matertrans.MRP2007123
- 4) H. Miura, M. Kobayashi, I. Maki, H. Mori and Y. Ito: J. Japan Inst. Copper 55 (2016) 190–196.
- 5) Y. Li, N. Koga, C. Watanabe and H. Miura: Mater. Trans. 64 (2023) 2000–2005. doi:10.2320/matertrans.MT-D2023003
- 6) P. Yang, Q. Xie, L. Meng, H. Ding and Z. Tang: Scr. Mater. 55 (2006) 629–631. doi:10.1016/j.scriptamat.2006.06.004
- 7) L. Meng, P. Yang, Q. Xie, H. Ding and Z. Tang: Scr. Mater. 56 (2007) 931–934. doi:10.1016/j.scriptamat.2007.02.028
- 8) A. Shiramata and T. Kontai: Rigaku J. 50 (2019) 1–9.
- 9) Y. Li, N. Koga, C. Watanabe and H. Miura: Mater. Trans. 63 (2022) 497–501. doi:10.2320/matertrans.MT-D2021003
- 10) C. Watanabe, S. Kobayashi, Y. Aoyagi, Y. Todaka, M. Kobayashi, N. Sugiura, N. Yoshinaga and H. Miura: ISIJ Int. 60 (2020) 582–589. doi:10.2355/isijinternational.ISIJINT-2019-445
- 11) R.J. McCabe, I.J. Beyerlein, J.S. Carpenter and N.A. Mara: Nat. Commun. 5 (2014) 3806. doi:10.1038/ncomms4806
- 12) Y. Aoyagi, C. Watanabe, M. Kobayashi, Y. Todaka and H. Miura: Tetsu-to-Hagané 105 (2019) 262–271. doi:10.2355/tetsutohagane.TETSU-2018-078
- 13) E.O. Hall: Proc. Phys. Soc. London, Sect. B 64 (1951) 747–753. doi:10.1088/0370-1301/64/9/303
- 14) N.J. Petch: J. Iron Steel Inst. 174 (1953) 25–28.
- 15) T. Ungár and A. Borbély: Appl. Phys. Lett. 69 (1996) 3173–3175. doi:10.1063/1.117951
- 16) H. Miura, M. Kobayashi, Y. Todaka, C. Watanabe and Y. Aoyagi: J. Japan Inst. Metals 81 (2017) 536–541. doi:10.2320/jinstmet.JC201702