Nonlinear Multiple Regression Model and Optimization of Process Parameters for Weld Bonding of DP780 High Strength Steel
Article ID: MT-M2019295

Details
Article ID: MT-M2019295
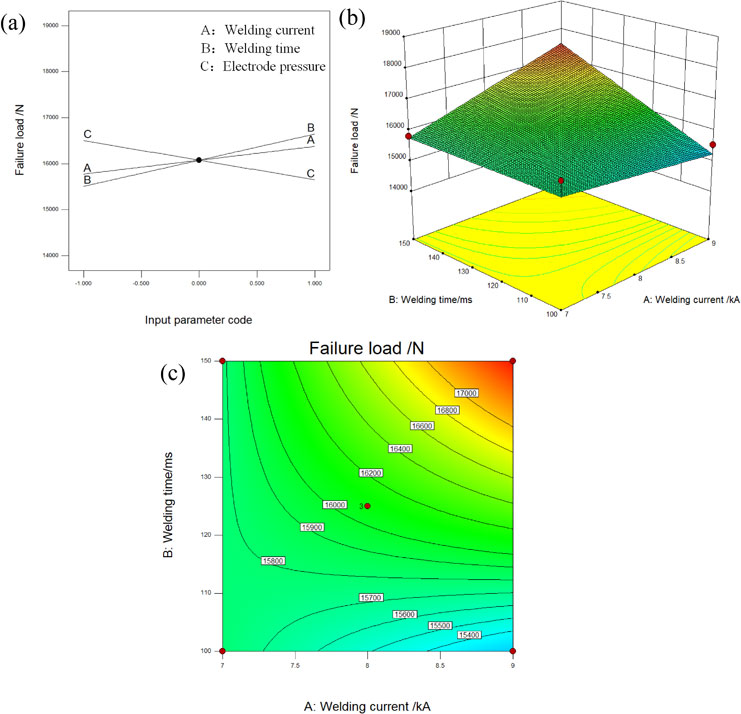
Based on the Box-Behnken Design (BBD) method, the experiment on weld bonding for DP780 high-strength steel was carried out. The failure load, nugget diameter and energy absorption value of the joints were viewed as the target quantities. The welding current, welding time, electrode pressure and interaction between the parameters were defined as the factors to influence the target quantities. The nonlinear multiple regression model of the weld-bonded joints for DP780 high strength steel was established. The experimental verification shows that the model has high saliency and high degree of fitting, which can effectively predict the failure load, nugget diameter and energy absorption value of the joints. With the increase of welding current and time, the failure load of the weld-bonded joints, the diameter of the nugget and energy absorption value increase, while they decrease with the increase of electrode pressure. The optimal process parameters are welding current 8 kA, welding time 150 ms, electrode pressure 0.3 MPa, which are obtained by the regression model, and the actual value of joint’s failure load under the shear test is 17669 N. The ultrasonic C-scan image is used to identify the gasification zone of the adhesive layer outside the weld nugget. When the welding time is small, the increase of the welding current will provide more heat input, which will lead to an increase in the burning area of the adhesive layer and reduce the static properties of the joints.