Abstract
Linear Friction Welding (LFW) is a solid-state joining process, in which a joint is obtained through the relative oscillation of two components under a high contact load. In this method, the welding temperature can be determined by the applied pressure, which was focused in the present study. Quenched and subsequently tempered SCM440 steel was welded by LFW under applied pressures of 150-1200 MPa. The influence of applied pressures on the Vickers hardness and microstructures was investigated. The welding temperature decreased with increasing applied pressure until 900 MPa applied pressure. However, the welding temperature rose again above A3 temperature when the applied pressure was increased to 1200 MPa. It is presumed that the deformation during LFW was relatively limited to the interface region under the extremely high applied pressure, which caused an overshoot in the temperature of the joint interface. In the case of low applied pressure, slightly elongated lath martensitic structures with much smaller size than the usual quenched lath martensitic structure was formed; however, the misorientation distribution of grains are rather similar to the quenched one. On the other hand, in the case of high applied pressure, equiaxed extremely fine globular martensitic structure as small as 0.2 μm with large misorientation was formed. It is assumed that the martensitic transformation occurred in a single variant manner from the extremely fine dynamically recrystallized austenite grains. The hardness distributions exhibited a good accordance with microstructural variations with applied pressure as well as a distance from the weld center of the joints.
1. 緒言
線形摩擦接合(Linear Friction Welding: LFW)法は,材料同士を押し付け,線形運動で擦りあわせた際に生じる摩擦熱を熱源として固相で接合法する方法である1–5)。この接合法は,以下のような多くの利点を有する特徴がある。
①同じ固相接合である摩擦攪拌接合(Friction Stir Welding: FSW)法のようなツールを必要としない
②溶融および凝固に起因する欠陥を回避できる
③エネルギー効率が高く,極めて短時間の接合が可能である
④材料同士を直接接合するため,溶加金属が不要である
⑤接合時に内部からバリが排出されることで接合が完了するため,接合界面へのシールドガスが不要である
⑥自動化できるため,プロセスの再現性が高く,信頼性の高い継手が得られる6)
LFWの発明は1929年に遡り7),その後1969年に線形往復運動を行うことのできる装置が製造された8)。装置が高額なこともあり,鉄鋼材料を用いたLFWの研究は少なく5,9–15),主に高付加価値の航空機材料に用いられるTi,Ni合金を中心にLFWの研究が進められてきた1–3,6,16–23)。現在,航空機用エンジン部品である動翼(Blade)とディスク(Disk)を一体化したブリスク(Blisk)の製造方法として実採用されるに留まっている24)。一方,装置の低コスト化の動きもあり25),今後,本接合法は,多くの素材への適用や幅広い産業分野での使用が期待される。
LFWの主なプロセスパラメーターとして,振動周波数,振幅,印加圧力が挙げられ,これらは接合部や熱影響部(HAZ)の温度履歴に大きく影響を及ぼす。その結果,接合部の組織や特性が変化することが予想される。近年,著者らのグループにより,印加圧力を変化させることにより接合温度を容易に制御できることが明らかとなった5,15)。例えば,フェライトとパーライトから成る中炭素鋼S45Cを用いて低印加圧力(100 MPa)で継手を作製すると,接合部温度はA3点以上の温度となり,その領域では冷却速度が大きいためマルテンサイト組織となり,著しく硬化した5,15)。一方,高印加圧力(250 MPa以上)で継手を作製すると,A1点以下の温度に接合温度を制御することが可能となり,接合部では硬化領域が見られず,母材とほぼ同等の均一な硬さが得られた5,15)。Al合金においても同様に,接合部で母材とほぼ同等の硬さとなり,引張試験において母材破断となる継手が得られている26–28)。さらに,摩擦圧接29)やジュール熱を用いた圧力制御接合プロセス30)においても同様に,印加圧力を変化させることにより接合温度を制御できる現象を明らかにしている。
一方,本プロセスは,高印加圧力を用いた場合,より短時間で接合を完了させることができることから,高温,高圧力,高ひずみ速度,さらには急速加熱と急速冷却といった特殊性を持ち合わせており,従来の加工熱処理プロセスでは実現できなかった加工熱処理条件を実現できるプロセスとして新たな可能性を有するとともに,その知見は鍛造などのプロセスへの転用も期待できると考える。
近年,自動車を中心とした輸送機器部材に用いられる鋼材は,1.5 GPa級の高強度を有するもの(超ハイテン材)が使用され始めている31)。その鋼材においては,焼入れ組織であるマルテンサイト組織を用いることで高強度化を図っている。特に,このようなマルテンサイト組織を主とする鋼材の接合においては,HAZの軟化は溶融接合では避けることが出来ず,固相接合によりそれらが改善することが期待される。先行研究において用いられた鋼材は,主にフェライトとパーライトからなる中炭素鋼で700~800 MPaの強度を有する通常の高強度鋼であった。
本研究では,炭素鋼よりも高い焼戻し軟化抵抗を示す市販のクロムモリブデン鋼(SCM440)に焼入れ焼戻し処理を施し,1.5 GPa級鋼材に調質したマルテンサイト組織を有する試料を用いてLFWを施した。LFWにより印加圧力を系統的に変化させた継手を作製し,接合部の組織と硬さに及ぼす印加圧力の影響を調べることを目的とした。
2. 供試材と実験方法
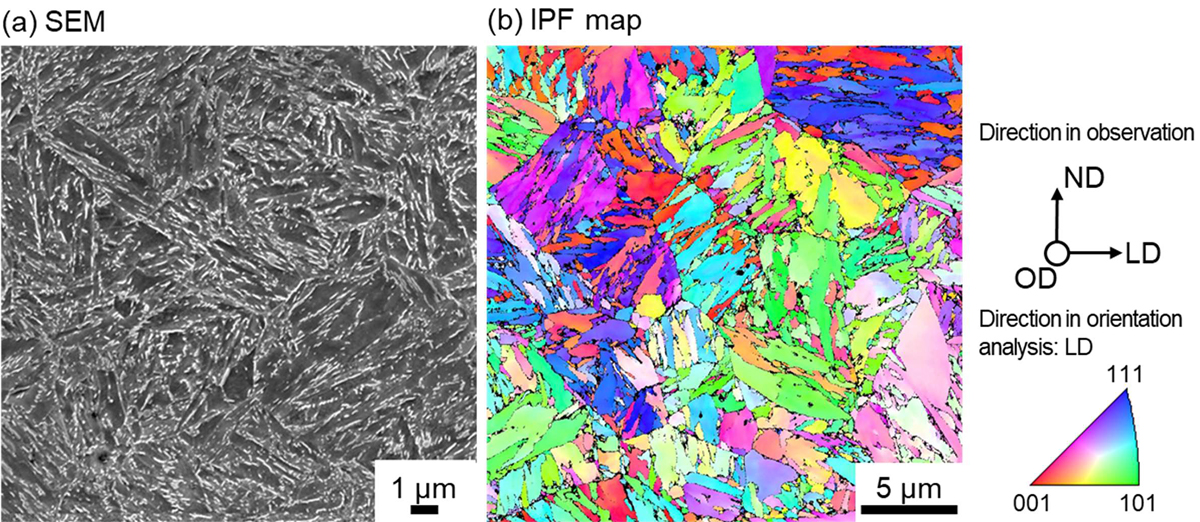
供試材は,Table 1に示す組成の市販のSCM440鋼板(フェライトとパーライトから成る組織)である。化学組成から熱力学計算ソフトウェアThermo-Calc. ver. 2020(データベースとしてTCFE9を使用)を用いて,A1点温度は726°C,A3点温度は779°Cと見積もられる。この鋼板に対して,大気炉を用いて850°Cで30 min保持後水冷の焼入れを行い,ラスマルテンサイト組織とした。その後,大気炉を用いて400°Cで60 min保持後空冷の焼戻し処理を実施した。焼入れ焼き戻し時の供試材のサイズは,厚さ2.9 mm×幅40.2 mm×長さ63.5 mmであった。焼戻し鋼材のミクロ組織は,Fig.1(a),(b)に示すように,セメンタイトが析出した焼戻しマルテンサイト組織であり,その硬さおよびEBSD(Electron Back Scatter Diffraction)で評価した平均結晶粒径(大角粒界からなる結晶粒の面積に相当する円の直径)は,それぞれ496 HV,1.8 µmであった。ここで,硬さは,荷重0.98 N,保持時間15 s,測定箇所数10で評価した。また,結晶粒径評価のためのEBSD条件は,測定範囲25 µm×25 µmとした。
Table 1. Chemical composition of SCM440 steel (mass%).
| C | Si | Mn | P | S | Cu | Ni | Mo | Cr |
|---|
| 0.39 | 0.23 | 0.77 | 0.011 | 0.002 | 0.01 | 0.01 | 0.19 | 0.93 |
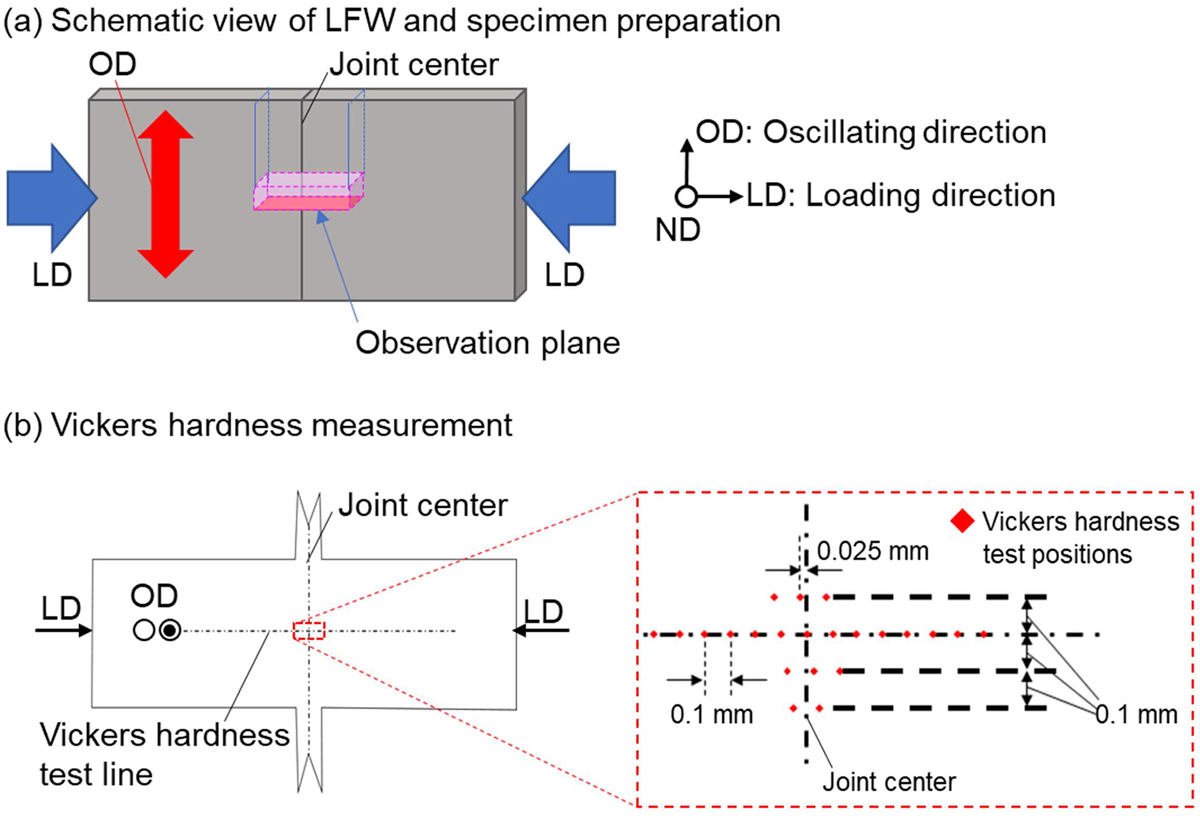
その後,厚さ2.6 mm×幅40 mm×長さ61 mmまで均等にフライス加工した。Fig.2(a)にLFWにおける供試材の配置を示す。ここで,ND(Normal Direction)は板面法線方向,OD(Oscillating Direction)は振動方向,LD(Loading Direction)は荷重方向である。LFWの接合面を厚さ2.6 mm×幅40 mmとし,その接合面に対して垂直に荷重を加え接合面板幅(長軸)方向に平行に振動させた。接合条件は,振動周波数15 Hz,振幅±1.5 mm,印加圧力150,300,600,900,1200 MPaとした。
得られた継手はFig.2(a)に示すように切断し,継手におけるビッカース硬さ試験(0.98 N,15 s,0.1 mmピッチ(接合中心部0.025 mmピッチ),n=1; Fig.2(b)に詳細を示す)による硬さ分布測定およびSEM(Scanning Electron Microscopy),EBSD(JEOL製:JSM-7001FA)によるミクロ組織の評価を行った。ミクロ組織の評価に用いた試料表面は,SEM観察の場合には,湿式,アルミナバフ研磨後,過塩素酸-酢酸混合溶液電解液(HClO4:CH3COOH=1:9)中で電圧20~30 Vの電解研磨を5~10 s間施すことにより準備した。また,EBSD解析試料の場合には,湿式研磨後,アルミナバフ研磨,コロイダルシリカによる研磨により準備した。EBSD解析における測定領域は,IPF(Inverse Pole Figure)マップ,KAM(Kernel Average Misorientation)マップ,Phaseマップによる解析には5 µm×5 µmを,結晶方位差測定の解析には10 µm×20 µmとし,ステップサイズは0.02 µmとした。
EBSD解析における測定対象は,フェライト相(BCC相),オーステナイト相(FCC相),セメンタイト相(Fe3C相)とした。得られたデータの解析は,TSL社製の解析ソフトウェアOIM ver. 7.31を用いて実施し,CI(Confidence Index)値0.1以下はノイズとして解析に含まないようにした。また,IPFマップやKAMマップの解析にはBCC相を用い,Phaseマップの解析には三相全て用いた。
3. 実験結果と考察
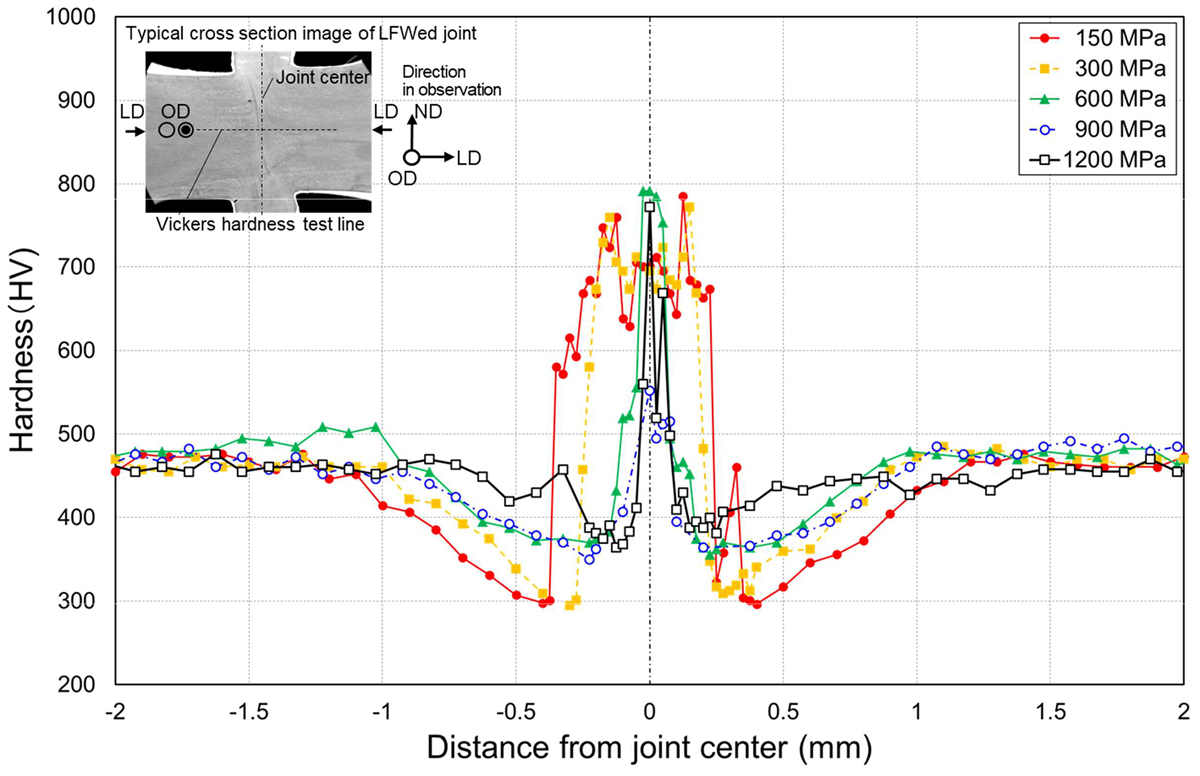
3・1 継手の硬さ分布に及ぼす印加圧力の影響Fig.3に,それぞれの印加圧力でLFWした焼戻しSCM440鋼の継手断面における荷重方向のビッカース硬さ分布を示す。硬さは,印加圧力に依らず母材から接合部に向かうに従い,HAZでなだらかに軟化し最低値を取った後,急激に硬化し接合部近傍で最大値を取る傾向を示した。このような硬さの変化が生じた幅は±1 mmであり,同様の固相接合であるFSWの場合には±6 mmであり32),LFWの場合には接合部における硬さの変化幅が非常に狭いことが分かる。一方,硬化する幅を接合部と仮定すると,その幅は印加圧力の増加に伴い減少した。すなわち,150 MPaの場合には約±0.38 mmであるのに対し,600 MPaでは±0.20 mmであり,1200 MPaでは±0.10 mmであった。
また,HAZにおける硬さの最低値(最軟化値)も印加圧力の増加に伴い増加する傾向があった。すなわち,150 MPaの場合には297 HVであるのに対し,600 MPaでは363 HVであり,1200 MPaでは373 HVであった。これらは,印加圧力が高くなるに従い接合温度が低下したことを示唆しており,これまでの著者らが明らかとしてきた現象5,15)と同様の結果である。
他方,接合界面近傍の硬化部の硬さは,印加圧力150,300,600 MPaの場合,最大で772,785,792 HVとほぼ同様であったが,印加圧力が900 MPaに増加すると552 HVに減少した。これは,既に述べたように印加圧力の増加による接合温度の低下によると考える5,15)。ここで,用いたSMC440鋼の焼入れまま母材の硬さは786 HVであり,また,炭素量から推察される焼入れままマルテンサイト組織の硬さは約760 HV程度であり33),上記の接合部における硬さは焼入れままマルテンサイト組織の硬さに相当すると考えられる。しかし,印加圧力を1200 MPaに増加した場合には,予想に反して硬さは焼入れマルテンサイト組織と同等の772 HVと増加した。つまり,接合温度が印加圧力900 MPaの場合よりも高かったことが示唆される。
材料強度は温度に依存し,温度が高いほど強度は低下する15)。従来研究15,34)によると,LFW時の印加圧力が低いと接合界面は高温で塑性変形しバリとして排出されたためそれ以上の温度上昇なしに高温での接合がなされる。一方,印加圧力が高いと接合界面は低温で塑性変形しバリとして排出されたため,接合温度は低下する。
印加圧力は接合界面の温度への影響を通して,接合部の組織形成に影響を及ぼすと考えた。しかし,印加圧力は接合温度だけでなく,フェライトからオーステナイトへの変態にも影響する可能性があるため,これについて考察する。一般的に,フェライトからオーステナイトへの変態は体積収縮を伴うため圧縮応力を加えると高温ではオーステナイトが安定化する結果,純鉄の場合にはA3点が低下することが報告されている35)。したがって,本研究のようにSCM440を用いたLFWにおいても,印加圧力とともにオーステナイト化は容易になることが予想される。一方では,後述するように,印加圧力を高めると900 MPaまでは接合部におけるマルテンサイト分率(LFW中に変態したオーステナイト分率)が低下した。これは,変態点に及ぼす上記した圧縮の応力効果とは逆の傾向にあると考えられる。したがって,本プロセスにおいて印加圧力が接合部の組織形成に及ぼす影響は,温度の影響が支配的であると推察される。ただし,接合界面では圧縮応力だけでなくせん断応力も働くため,変態点への応力の影響は複雑であると予想され,さらにオーステナイトからマルテンサイト組織への変態への影響も予想されるため,詳細は今後の課題としたい。
今回の接合界面近傍の硬さから,低印加圧力(150~600 MPa)では,接合界面での温度がA3点以上にならないと界面が変形し接合することができないのに対して,印加圧力の増加に従い,変形が開始できる温度(接合温度)は低下し,印加圧力900 MPaでは,A3点以下の低い温度で接合したと推察する。そこで,上述した印加圧力に伴う接合温度の関係がこれまで確認されたとおりであると仮定すると,印加圧力1200 MPaの場合には,印加圧力900 MPaの場合より硬さが減少する,つまり接合温度は低くなると予想されるが,その硬さは増加した。このことから,実際の接合温度はA3点以上の温度であったと推察する。また,印加圧力1200 MPaでは,硬化する幅が最も小さいことから,接合界面近傍の非常に狭い幅で温度上昇が起こっていると考えられる。1200 MPaで硬化が見られた詳細な原因は今後の検討課題であるが,極めて高い印加圧力下でのLFWにおいては,接合界面の非常に狭い領域において,単位時間あたりの加工発熱の量が増加したため,接合界面が変形し始める前に接合温度が変形開始温度より上昇する現象(オーバーシュート)が生じたことに起因すると推察した。
3・2 継手のミクロ組織に及ぼす印加圧力の影響Fig.4に,それぞれの印加圧力でLFWした焼戻しSCM440鋼の継手における接合界面から母材の荷重方向に0,25,50,100,200,300 μmの距離で観察したSEM組織を示す。印加圧力150 MPaの場合には,接合界面から200 μmまで,ほぼフルマルテンサイト組織(わずかに認められる黒いコントラストは冷却中に形成された微細フェライトと推定)であり,それより母材側(300 μmの位置)では,供試材と同様の焼戻しマルテンサイト組織が観察される(Fig.4(a1)-(a6))。このことから,接合界面から200 μmまではA3点(779°C)以上の温度であり,それより母材側は二相域およびA1点(726°C)以下の温度であることが示唆される。印加圧力が300 MPaに増加するとほぼA3点以上の温度に到達したと思われる領域は減少し接合界面から100 μmまでとなり,200 μmではマルテンサイト組織とフェライトの二相組織が観察される(Fig.4(b1)-(b6))。印加圧力が600 MPaに増加するとA3点以上の温度領域は接合界面から25 μmと減少する(Fig.4(c1)-(c6))。さらに,印加圧力が900 MPaに増加すると,全面マルテンサイト組織は観察されず,接合界面でもマルテンサイト組織とフェライトの二相組織となり(Fig.4(d1)-(d6)),接合温度は二相域(726~779°C)と考えられ,印加圧力が600 MPaの場合より低いことが分かる。
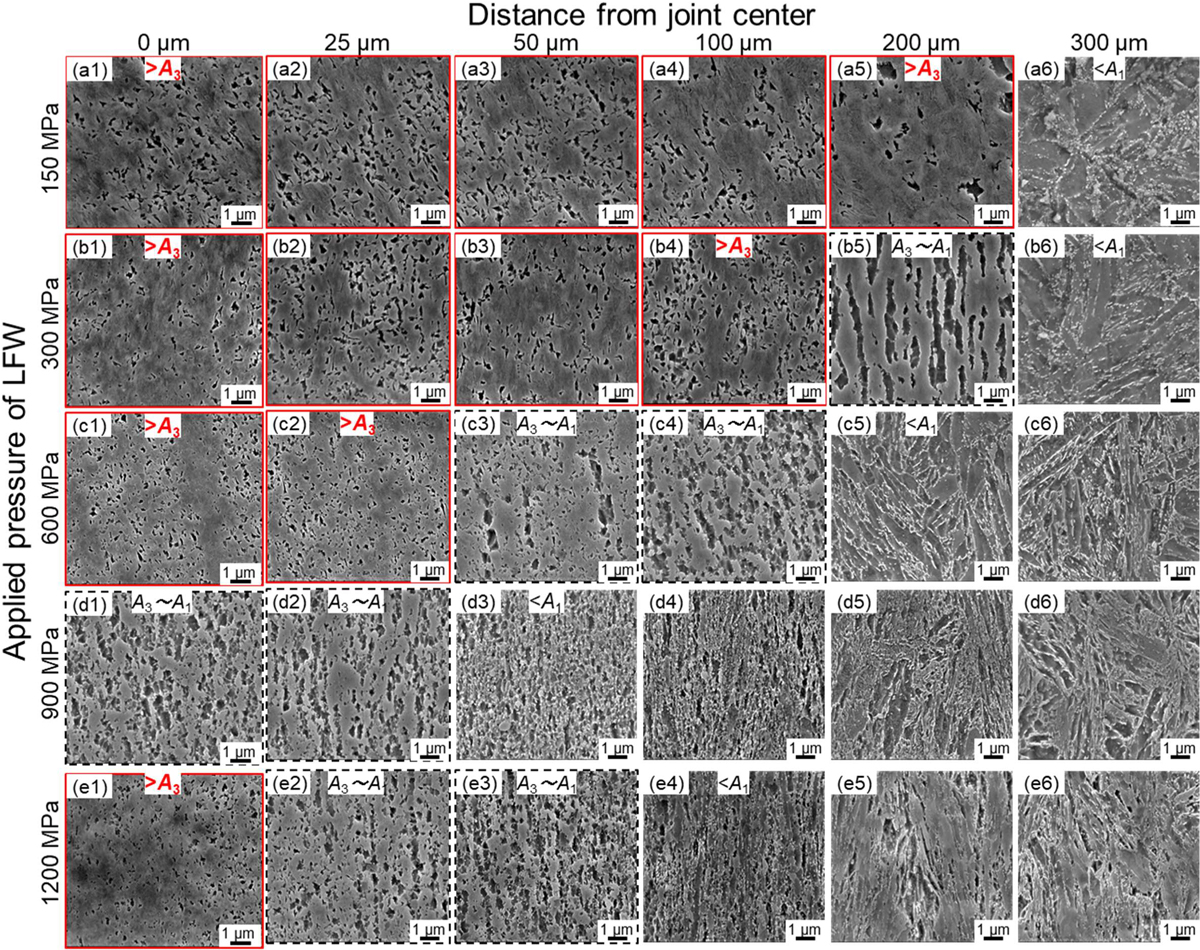
このように印加圧力の増加に伴い,接合温度の低下が微細組織からも確認でき,これは従来知見通りである5,15,34)。また,中炭素鋼S45Cを用いた高印加圧力でのLFWにおいて,A1点直下の領域では,フェライトとパーライトから成る組織が動的再結晶し,微細フェライトと微細セメンタイトから成る組織を呈することがこれまでの研究で分かっており5,15),印加圧力900 MPaで50~100 μmのところでは明確に微細フェライトと微細セメンタイトから成る組織となっている(Fig.4(d3),(d4))。印加圧力600 MPaでも100~200 μmの間ではそのようになっていると予想する。一方,さらに低印加圧力の場合には,A1点以下の温度領域では,接合中心から離れるとひずみ量が小さくなるため動的再結晶は生じず,単にマルテンサイト組織の焼戻しが進行しただけになると予想される。実際,印加圧力150,300 MPaの300 μmの組織においては,フェライトの動的再結晶組織は認められず焼戻しマルテンサイト組織となっていることが認められる(Fig.4(a6),(b6))。
前節のビッカース硬さと上に述べた組織の関係について考察する。低印加圧力の場合には,HAZにおける比較的大きな焼戻しを伴う顕著な軟化が認められ,接合部近傍に近づくにつれて急激に広範囲にわたり硬さが上昇した。このような接合条件では発熱量が多いため,A3点以上の温度に急激,かつ広範囲に到達することが起因していると考えられる。一方,高印加圧力の場合には,LFWに伴う発熱は比較的接合部近傍に限定される結果,HAZでは狭い領域でマルテンサイト組織が焼戻されたり,焼戻しマルテンサイト組織が動的再結晶し微細フェライトと微細セメンタイトが生成することにより軟化が抑制される。また,接合部の温度勾配が急となるため,接合部の最高硬さの幅も狭くなると推察する。一方,印加圧力が1200 MPaとなると,接合界面の狭い領域でフルマルテンサイト組織が観察されることから,接合温度はこの領域ではA3点以上であり,さらに二相域も50 μm程度と狭いことが確認できる(Fig.4(e1)-(e6))。このように,上に述べた微細組織の結果は,硬さの結果を定性的に説明できる。すなわち,接合部の最高硬さは,印加圧力が900 MPaの時に二相組織となり最も低下し,印加圧力が1200 MPaではフルマルテンサイト組織となり硬さも上昇する。また,印加圧力が150 MPaの時には,接合部から200 μm程度までマルテンサイト組織であり硬化領域の幅が広く,一方,印加圧力が1200 MPaの時には20 μmまでがマルテンサイト組織であり硬化領域の幅は著しく狭い。
Fig.5に,各印加圧力でLFWした焼戻しSCM440鋼の継手における接合界面で観察したα-FeのIPFマップ(Fig.5a),KAMマップ(Fig.5b),Phaseマップ(Fig.5c)をそれぞれ示す。平均結晶粒径は,大角粒界からなる結晶粒の面積に相当する円の直径とした。比較として焼入れままの母材のIPFマップ(Fig.5(a0)),KAMマップ(Fig.5(b0)),Phaseマップ(Fig.5(c0))も示す。印加圧力が低い場合(150 MPa~300 MPa)には,板厚方向に伸長し(約1 μm),かつ荷重方向に扁平した(約0.2 μm)結晶粒となっていた(Fig.5(a1),(a2))。印加圧力が低い150 MPaの継手の結晶粒は,焼入れままの母材と比較すると,粒形状は比較的類似しているが,その大きさは非常に小さい。印加圧力が増し600 MPa以上の高い場合には,約0.2 μm程度の微細な等軸結晶粒が観察された(Fig.5(a3)~(a5))。これは,LFW時に接合部のオーステナイトが振動によるせん断と印加圧力による圧縮の大きな塑性変形を受け微細な動的再結晶オーステナイトとなり,微細オーステナイトからマルテンサイト変態が生じたたためと推察する。これらの微細粒は,典型的なラス状のマルテンサイト組織の様相を呈することはなく,粒状である特徴がある。また,比較的ランダムな結晶方位を有することも特徴と思われる。粒径は,印加圧力の増加に伴い小さくなる傾向がある。さらに,印加圧力とは無関係に,明瞭な菊池パターンが得られなかった黒い領域の存在が認められる。おそらく,転位密度が局所的に高い領域であると予想される。一方,KAM値は,高印加圧力のLFWで形成された微細等軸マルテンサイト組織の方が低く,低印加圧力で形成されたマルテンサイト組織では粒の内部にわずかな方位差が認められKAM値も高いように見える(Fig.5(b1))。また,IPFマップで黒い領域は高いKAM値を持つ傾向が認められ,高転位密度であることが示唆される。

また,Phaseマップよりオーステナイトの面積率は,印加圧力を変化してもほとんど変化せず,0~0.02%と極めて低い値であった。このことから,接合界面近傍で接合時にオーステナイトとなった場合でも,接合後,残留オーステナイトは存在せず,マルテンサイト組織あるいはフェライトとなったと推察する。
一方,Fig.4に示したSEMによる組織観察結果から,900 MPaを除き接合界面の組織は,ほぼフルマルテンサイト組織であるが,Fig.5に示したIPFマップ,KAMマップ,Phaseマップを考慮すると印加圧力が低い場合(150~300 MPa)と高い場合(600,1200 MPa)で,異なる形態を持つマルテンサイト組織が形成されているように見える。
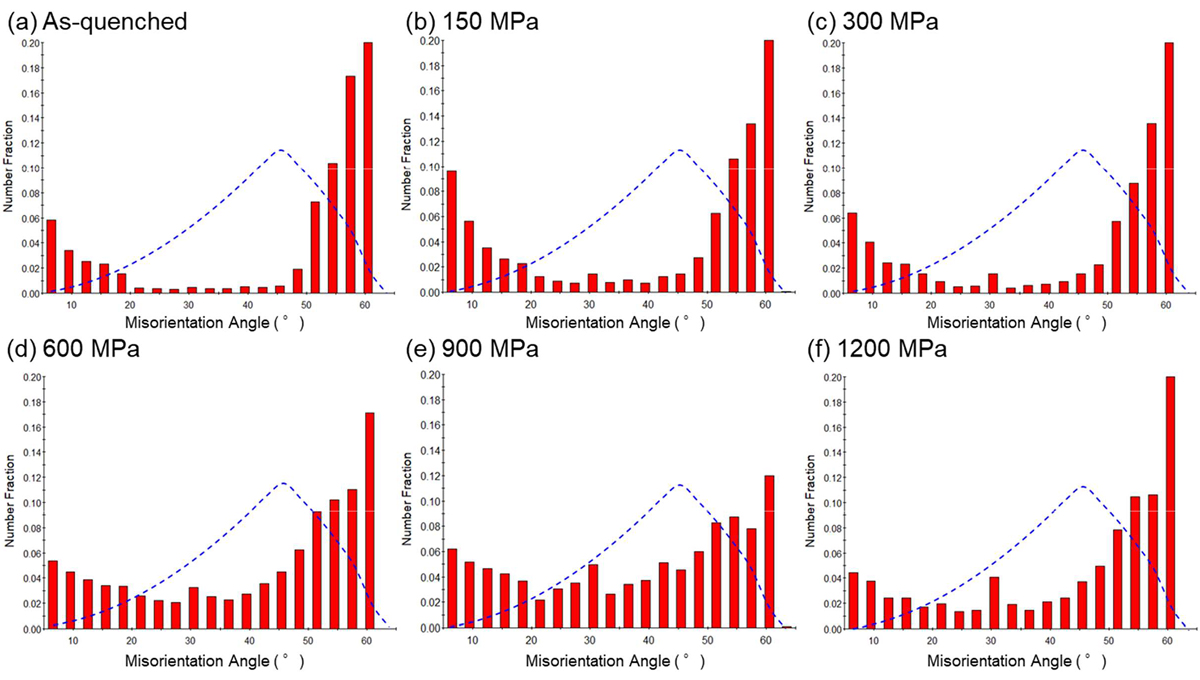
そこで,Fig.6に示すように,それぞれの印加圧力でLFWした焼戻しSCM440鋼の継手における接合界面で観察した粒界方位差分布(5~65°)を測定し検討した。比較として焼入れ・焼戻し処理を行った母材の粒界方位差分布も示す。母材においては,方位差が15°以下の小さい粒界の存在頻度と方位差が60°程度の大きい粒界(双晶の関係)の存在頻度が高く(Fig.6(a)),この結果はHutchinsonら36)が報告しているように焼入れままラスマルテンサイト組織の粒界方位差分布と同じ傾向を示す。一方,LFWの接合で形成されたマルテンサイト組織は,印加圧力が低い場合には,母材と類似した粒界方位差分布を示し,方位差が15°以下と60°程度の存在頻度が高く,方位差が20~50°の粒界の割合が低い(Fig.6(b),(c))。したがって,この場合には,方位差分布を判断基準とすると焼入れ熱処理で形成されたラスマルテンサイト組織と類似のマルテンサイト組織が形成されていることが示唆される。一方,LFW時の印加圧力が高くになるにしたがい,粒界方位差が20~50°の範囲の割合が増加し,逆に方位差が15°以下と60°程度の存在頻度が減少し,その結果,無配向な結晶から成る粒界方位差分布(破線で示したMackenzie分布)に近づく傾向が認められる(Fig.6(d)-(f))。これは,接合温度がA3点以上の比較的低い温度のLFWにより強加工を受けたオーステナイトは動的再結晶し著しく微細なオーステナイト粒を形成すること,さらに微細オーステナイト粒からシングルバリアントでマルテンサイト変態する様相を呈することを示唆する。Fig.5(a3)-(a5)に示した約0.2 μm程度の等軸的な種々の方位を有するKAM値の低い粒が,そのように形成されたマルテンサイト組織に対応すると予想する。すなわち,LFW時の印加圧力はマルテンサイト変態前のオーステナイトの動的再結晶や結晶粒径,転位の存在状態の違いを導き,これが変態後のマルテンサイト組織の形態や粒界方位差分布に影響を及ぼしていると推察される。
一方,Fig.5(a)においてフルマルテンサイト組織から成る接合部中心のIPFマップ(Fig.5(a1)-(a5))には,EBSDの菊池パターンの解析ができなかった黒いコントラストを有する領域がある。この領域は,Fig.5(b)に示すようにKAM値が高い傾向にあり,局所的に転位密度が極めて高いことが示唆される。おそらく,未再結晶状態の高転位密度のオーステナイト粒がマルテンサイト変態し,転位が継承されたために周囲より高転位密度となり,菊池パターンが解析できなかったものと予想する。
LFWの接合部においては,オーステナイト域で大きな塑性変形(摩擦力による繰り返しせん断変形と印加圧力による圧縮変形)を受けるため,微細な動的再結晶オーステナイト粒の形成が予想される。Takakiらは,準安定オーステナイト鋼(Fe-16Cr-10Ni(mass%))を用いて,結晶粒径を0.8 μmから80 μmに制御し,熱誘起マルテンサイト変態におよぼす初期オーステナイト粒径の影響を研究した37)。ただし,Ms点は常温付近にあり,サブゼロ処理によりマルテンサイト変態を生じさせている。その結果,初期粒径が10 μm以下のオーステナイトで安定化が認められ,細粒化するとマルチバリアントからシングルバリアントに遷移することを実験的に確認している。オーステナイト粒径がラス幅ほどに小さくなると,マルテンサイト組織にはラス組織は見られなくなり,シングルバリアントの等軸マルテンサイト組織が形成されると考えた。本研究において,LFWの接合部における旧オーステナイト粒径を定量的に求めることは困難であるが,μm程度まで微細化していることが,Fig.4やFig.5から予想される。したがって,シングルバリアントの等軸的なマルテンサイト組織が形成されたと推察した。一方,オーステナイトが微細化すると冷却後にオーステナイトが残留することが予想される。また,動的再結晶したオーステナイト粒には比較的高い密度の転位も存在することが予想され,オーステナイトの残留に転位が寄与することも考えられる。実際に,EBSD解析のPhaseマップから残留オーステナイトの面積率を評価すると0~0.02%であり(Fig.5(c1)-(c5)),予想より極めて低い。一方,Takakiらは,熱誘起マルテンサイト変態がシングルバリアントで生じると,変態時の弾性エネルギーが著しく増加しオーステナイトが安定化すると述べている。本研究のLFW時のマルテンサイト変態は,高温での外力によるひずみを伴なう条件下でのマルテンサイト変態であり,無ひずみのオーステナイトから低温で熱誘起マルテンサイト変態した状況とは異なる。すなわち,LFWの場合には,シングルバリアントからなるマルテンサイト変態時に生じる大きな弾性エネルギーを,外力による塑性ひずみや動的再結晶粒内の転位が緩和しているものと推察する。また,Ghosh and Olson38)やHeら39)は,オーステナイト域での塑性ひずみがMs点に及ぼす影響を論じている。Heらは,塑性ひずみ量が小さい時にはMs点は上昇し,大きい時には低下すると述べている39)。LFW時の相変態挙動は複雑であり,詳細は今後の課題としたい。
本研究により,圧力制御したLFWプロセスは,きわめて微細な特徴的なマルテンサイト組織を形成することが明らかとなった。これは,LFWプロセスにより,オーステナイト域までの昇温と著しく大きなひずみの導入が可能となりきわめて微細な動的再結晶オーステナイト粒が形成され,急速冷却された結果と考える。将来の加工熱処理プロセスを考える上でも,本知見は参考になると思われる。
4. 結言
市販のクロムモリブデン鋼(SCM440)をオーステナイトから焼入れ400°Cで焼戻した試料を用いて,LFWを施した。LFWにおいては,印加圧力を系統的に150 MPaから1200 MPaの広い範囲で変化させ継手を作製した。このように作製した継手の接合部における組織と硬さに及ぼす印加圧力の影響を調べ,以下の知見を得た。
(1)印加圧力の増加に伴い接合温度はA3点以上の温度から低下し,印加圧力が900 MPaの場合には二相域となったが,印加圧力を1200 MPaとすると,接合温度は再度上昇しA3点以上の温度となったと推察した。これは,高印加圧力下でのLFWにより,単位時間あたりの加工発熱量が増加したため,接合界面が変形し始める前に接合界面の温度が変形開始温度より上昇する現象(オーバーシュート)が生じたためと推察した。
(2)接合部の最高硬さは,到達温度が二相域の印加圧力900 MPaで最も低い。また,接合部を横断する硬さ分布は,印加圧力の増加に伴いマルテンサイト組織の形成と関連して硬化幅は著しく減少し,またHAZにおける最軟化部の硬さも増加した。印加圧力を1200 MPaにすると,狭い硬化幅を維持しながら,接合界面の硬さが再び上昇した。
(3)硬化領域では,接合界面が二相域の900 MPaを除き,ほぼフルマルテンサイト組織が形成されていた。マルテンサイト組織の粒界方位差分布より,低印加圧力の場合には,母材と類似するラスマルテンサイト組織が形成される傾向を確認した。一方,高印加圧力では,大きな方位差からなる等軸微細マルテンサイト組織が形成された。これは,著しく微細な動的再結晶オーステナイト粒からシングルバリアントでマルテンサイト変態が生じたためと推察した。
謝辞
この成果の一部は,国立研究開発法人科学技術振興機構の未来社会創造事業JPMJMI19E5,および科学研究費補助金(基盤A: 19H00826)の支援を受けたものである。
文献
- 1) A. Vairis and M. Frost: Wear, 217(1998), 117. https://doi.org/10.1016/S0043-1648(98)00145-8
- 2) P. Wanjara and M. Jahazi: Metall. Mater. Trans. A, 36(2005), 2149. https://doi.org/10.1007/s11661-005-0335-5
- 3) A.R. McAndrew, P.A. Colegrove, A.C. Addison, B.C.D. Flipo and M.J. Russell: Mater. Des., 66(2015), 183. https://doi.org/10.1016/j.matdes.2014.10.058
- 4) H.Fujii: J. Jpn. Weld. Soc., 89(2020), 425 (in Japanese). https://doi.org/10.2207/JJWS.89.425
- 5) Y. Aoki, R. Kuroiwa, H. Fujii, G. Murayama and M. Yasuyama: ISIJ Int., 59(2019), 1853. https://doi.org/10.2355/isijinternational.ISIJINT-2018-458
- 6) H.Kuroki, K.Nezaki, G.Wakabayashi and K.Nakamura: J. IHI Technol., 53(2013), No.4, 45 (in Japanese).
- 7) W.Richter: Creation of an adhesive bond between plaques of tool steel and their supports in the manner of welding or soldering, Germany patent DE477084, (1929).
- 8) R.Maurya and J.Kauzlarich: Bonding apparatus - friction welding by reciprocal motion, US Patent 3420428-A, UK Patent GB1161800 A, (1969).
- 9) T.J. Ma, W.-Y. Li, Q.Z. Xu, Y. Zhang, J.L. Li, S.Q. Yang and H.L. Liao: Adv. Eng. Mater., 9(2007), 703. https://doi.org/10.1002/adem.200700090
- 10) U.U. Ofem, P.A. Colegrove, A. Addison and M.J. Russell: Sci. Technol. Weld. Join., 15(2010), 479. https://doi.org/10.1179/136217110X12731414739790
- 11) Y. Su, W. Li, X. Wang, T. Ma, L. Ma and X. Dou: Mater. Sci. Eng. A, 764(2019), 138251. https://doi.org/10.1016/j.msea.2019.138251
- 12) M. Vivekananthan, M. Saravanakumar, K.N.S. Ross, K.S.S. Kumar and F.S. Raj: Mater. Today Proc., 37(2021), 3683. https://doi.org/10.1016/j.matpr.2020.10.152
- 13) R. Gadallah, S. Tsutsumi, Y. Aoki and H. Fujii: J. Manuf. Process., 64(2021), 1223. https://doi.org/10.1016/j.jmapro.2021.02.055
- 14) Y. Wang, S. Tsutsumi, T. Kawakubo and H. Fujii: Int. J. Fatigue, 159(2022), 106829. https://doi.org/10.1016/j.ijfatigue.2022.106829
- 15) R. Kuroiwa, H. Liu, Y. Aoki, S. Yoon, H. Fujii, G. Murayama and M. Yasuyama: Sci. Technol. Weld. Join., 25(2020), 1. https://doi.org/10.1080/13621718.2019.1600771
- 16) M. Karadge, M. Preuss, C. Lovell, P.J. Withers and S. Bray: Mater. Sci. Eng. A, 459(2007), 182. https://doi.org/10.1016/j.msea.2006.12.095
- 17) J. Romero, M.M. Attallah, M. Preuss, M. Karadge and S.E. Bray: Acta Mater., 57(2009), 5582. https://doi.org/10.1016/j.actamat.2009.07.055
- 18) E. Dalgaard, P. Wanjara, J. Gholipour, X. Cao and J.J. Jonas: Acta Mater., 60(2012), 770. https://doi.org/10.1016/j.actamat.2011.04.037
- 19) X. Wang, W. Li, Q. Ye, X. Yang, T. Ma and A. Vairis: Sci. Technol. Weld. Join., 25(2020), 625. https://doi.org/10.1080/13621718.2020.1823636
- 20) C. Mary and M. Jahazi: Adv. Eng. Mater., 10(2008), 573. https://doi.org/10.1002/adem.200700361
- 21) M. Karadge, M. Preuss, P.J. Withers and S. Bray: Mater. Sci. Eng. A, 491(2008), 446. https://doi.org/10.1016/j.msea.2008.04.064
- 22) A. Chamanfar, M. Jahazi and J. Cormier: Metall. Mater. Trans. A, 46(2015), 1639. https://doi.org/10.1007/s11661-015-2752-4
- 23) T.J. Ma, L.F. Tang, W.Y. Li, Y. Zhang, Y. Xiao and A. Vairis: J. Manuf. Process., 34(2018), Part A, 442. https://doi.org/10.1016/j.jmapro.2018.06.011
- 24) A.M.M. García: Advances in Gas Turbine Technology, IntechOpen, London, (2011), 411. https://doi.org/10.5772/21278
- 25) ISMA Event Report: FY2021 Annual Debriefing Session, ISMA, Tokyo, (2022), 22.
- 26) J.-W. Choi, W. Li, K. Ushioda and H. Fujii: Sci. Rep., 11(2021), 11756. https://doi.org/10.1038/s41598-021-91249-5
- 27) J.-W. Choi, W. Li, K. Ushioda, M. Yamamoto and H. Fujii: Sci. Technol. Weld. Join., 27(2022), 92. https://doi.org/10.1080/13621718.2021.2013710
- 28) J.-W. Choi, W. Li, K. Ushioda, M. Yamamoto and H. Fujii: J. Mater. Res. Technol., 17(2022), 2419. https://doi.org/10.1016/j.jmrt.2022.02.003
- 29) H. Liu and H. Fujii: Mater. Sci. Eng. A, 800(2021), 140303. https://doi.org/10.1016/j.msea.2020.140303
- 30) H. Liu, T. Miyagaki, Y.-s. Lim, M. Kamai and H. Fujii: J. Manuf. Process., 68(2021), Part A, 770. https://doi.org/10.1016/j.jmapro.2021.06.008
- 31) News Release, JFE Steel Corporation, (Dec. 23, 2020), https://www.jfe-steel.co.jp/en/release/2020/201223.html, (accessed 2022-04-20).
- 32) T. Miura, R. Ueji, H. Fujii, H. Komine and J. Yanagimoto: Mater. Des., 90(2016), 915. https://doi.org/10.1016/j.matdes.2015.11.037
- 33) E.C.Bain and H.W.Paxton: Alloying Elements in Steels, 2nd ed., ASM, Metals Park, OH, (1961).
- 34) J.-W. Choi, Y. Aoki, K. Ushioda and H. Fujii: Scr. Mater., 191(2021), 12. https://doi.org/10.1016/j.scriptamat.2020.09.013
- 35) F.P. Bundy: J. Appl. Phys., 36(1965), 616. https://doi.org/10.1063/1.1714038
- 36) B. Hutchison, J. Hagström, O. Karlsson, D. Lindell, M. Tornberg, F. Lindberg and M. Thuvander: Acta Mater., 59(2011), 5845. https://doi.org/10.1016/j.actamat.2011.05.061
- 37) S. Takaki, K. Fukunaga, J. Syarif and T. Tsuchiyama: Mater. Trans., 45(2004), 2245. https://doi.org/10.2320/matertrans.45.2245
- 38) G. Ghosh and G.B. Olson: Acta Metall. Mater., 42(1994), 3361. https://doi.org/10.1016/0956-7151(94)90468-5
- 39) B.B. He, W. Xu and M.X. Huang: Mater. Sci. Eng. A, 609(2014), 141. https://doi.org/10.1016/j.msea.2014.04.108