- |<
- <
- 1
- >
- >|
-
2022 年 108 巻 12 号 p. Cover-
発行日: 2022/12/01
公開日: 2022/11/30
ジャーナル オープンアクセスPDF形式でダウンロード (375K) -
2022 年 108 巻 12 号 p. Contents-
発行日: 2022/12/01
公開日: 2022/11/30
ジャーナル オープンアクセスPDF形式でダウンロード (4532K) -
2022 年 108 巻 12 号 p. Editorial-
発行日: 2022/12/01
公開日: 2022/11/30
ジャーナル オープンアクセスPDF形式でダウンロード (583K)
-
藤井 英俊原稿種別: 巻頭言
2022 年 108 巻 12 号 p. 901
発行日: 2022年
公開日: 2022/11/30
ジャーナル オープンアクセス HTMLPDF形式でダウンロード (320K) HTML形式で全画面表示 -
佐藤 裕, 宮森 智子, 鴇田 駿, 粉川 博之原稿種別: 論文
2022 年 108 巻 12 号 p. 902-910
発行日: 2022年
公開日: 2022/11/30
[早期公開] 公開日: 2022/07/12 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLTo secure the safety during decommissioning of Fukushima nuclear power plant, temporary repair of rusted steel structures with cracks, possibly located in water, is needed. Friction stir welding (FSW) could be used to repair these structures in water without the elimination process of rust layers, but availability of underwater FSW to rusted steels has hardly been examined. To clarify effect of underwater operation and rust layer on weldability of 0.45%C steel, rusted steel was welded by conventional and underwater FSW at the various rotational speeds, and then the thermal histories, FSW machine outputs, and microstructure and mechanical properties of the stir zone were examined. Underwater FSW could produce the sound welds with no welding defects on 0.45%C steel, but the range of the rotational speed for the sound welds was slightly narrow during underwater FSW. Underwater FSW exhibited the lower maximum temperature and the much higher cooling rate than conventional FSW, resulting in the higher hardness and tensile strength of the stir zone through formation of the microstructure including bainite. Moreover, the rusted steel could be successfully welded by conventional and underwater FSW. The rust layer, about 50 μm in thickness, hardly affected the weldability, and microstructure and hardness distributions of the weld. However, the fragmented rust was trapped and left near the top surface of the stir zone at the higher rotational speed, resulting in a decrease in strength of the stir zone.
抄録全体を表示PDF形式でダウンロード (3968K) HTML形式で全画面表示 -
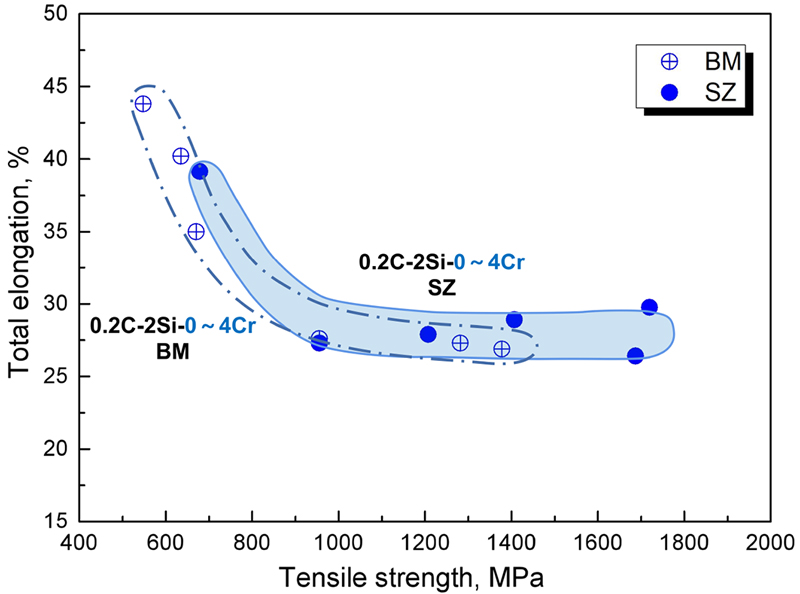
伍 沢西, 柳楽 知也, 潮田 浩作, 宮本 吾郎, 藤井 英俊原稿種別: 論文
2022 年 108 巻 12 号 p. 911-925
発行日: 2022年
公開日: 2022/11/30
 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLThe 0.2C-2Si (mass%) steels with the addition of 0-4 mass% Cr were prepared by hot rolling followed by subsequent annealing for normalization. The steels were subjected to friction stir welding (FSW) conducted above A3 temperature. For all the steels, sound FSWed joints were obtained. Microstructures and tensile properties using small tensile specimens were investigated for both base materials and stir zones. The base materials showed a relatively good balance of strength and ductility when the Cr content is over 3 mass% presumably owing to the relatively fine microstructures of ferrite and martensite. The tensile properties of stir zones were substantially enhanced by FSW, and the stir zone of the 0.2C-2Si-4Cr joint with fully martensitic structure exhibited the surprisingly high tensile strength of 1720 MPa compared with that of the conventional martensitic steel of 0.2 mass%C together with the excellent balance of ductility. This is assumed to be caused by the refinement of block size in the fresh lath martensite and/or the formation of ausformed martensite induced by the dynamically recrystallized fine austenite grains by FSW of the Cr added steels.
抄録全体を表示PDF形式でダウンロード (10339K) HTML形式で全画面表示 -
川久保 拓海, 潮田 浩作, 藤井 英俊, 加茂 孝浩, 横田 智之原稿種別: 論文
2022 年 108 巻 12 号 p. 926-936
発行日: 2022年
公開日: 2022/11/30
 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLWeathering steels with the increased concentration of carbon (C) and phosphorus (P) that tend to be difficult to join without defects by fusion welding were fabricated by friction stir welding (FSW), and the effects of C and P contents on the microstructure and mechanical properties of FSWed joints were investigated. P segregation formed during solidification was present in the base material (BM) of the steels. In the stir zone (SZ) of FSWed joints, P segregation was reduced under the condition of higher welding temperature (above A3). In the tensile test, both the addition of C and P increased tensile strength. On the other hand, the increase in C content impaired the uniform elongation, while the increase in P content did not deteriorate it. It is because the work hardening rate was improved by the P addition presumably due to the suppression of cross slip of dislocations. In the Charpy impact test, the increase in C and P contents shifted the DBTT to the higher temperatures and simultaneously decreased the upper shelf energy. EPMA analysis performed on the cross-section of the ductile fracture surface of BM of 0.3 wt%P steel revealed that voids were formed at the boundary between P segregated area and the non-segregated area. Therefore, P segregation was inferred to be the main factor determining the upper shelf energy. Since the P segregation of the joint FSWed above A3 was improved, the upper shelf energy of the SZ was the highest among BM and SZ FSWed below A1.
抄録全体を表示PDF形式でダウンロード (8523K) HTML形式で全画面表示 -
土谷 博昭, 初田 和大, 川久保 拓海, 潮田 浩作, 藤井 英俊, 山下 正人, 藤本 慎司原稿種別: 論文
2022 年 108 巻 12 号 p. 937-944
発行日: 2022年
公開日: 2022/11/30
[早期公開] 公開日: 2022/07/30 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLIn the present work, we examined the structure and protectiveness of rust layers formed on friction stir welded (FSWed) high phosphorus carbon steels, compared with those on SMA490AW and COR-TEN weathering steels. Rust layers were grown on base materials and FSWed materials under a wet/dry cyclic corrosion test. XRD revealed that the rust layers on all the materials consisted of Fe3O4 (magnetite), α-FeOOH (goethite), β-FeOOH (akaganeite), and γ-FeOOH (lepidocrocite), and main constituents of the rust layers were goethite and magnetite. On the base materials, the fraction of protective goethite increased with increasing P concentration in steel when the fraction was compared among SMA490AW, COR-TEN, and 0.1C-0.1P specimen, whereas for 0.1C-0.3P, 0.3C-0.1P, and 0.3C-0.3P specimens, the fraction decreased compared with that on 0.1C-0.1P specimen. The corrosion current of rusted base materials decreased with increasing P concentration when compared among SMA490AW, COR-TEN, and 0.1C-0.1P specimen. In contrast, the corrosion current of 0.1C-0.3P, 0.3C-0.1P, and 0.3C-0.3P specimens was comparable to that of 0.1C-0.1P specimen, indicating the improved protectiveness of rust layers formed on high phosphorus carbon steel. In addition, the protectiveness of rust layers on the FSWed materials was comparable to, or higher than that on the base materials, in particular, the protectiveness was apparently higher, independent of the fraction of goethite when the materials were subjected to the FSW below A1. The improved protectiveness for the FSWed specimens demonstrates that FSW does not deteriorate the corrosion resistance of rusted high phosphorus carbon steels.
抄録全体を表示PDF形式でダウンロード (3233K) HTML形式で全画面表示 -
宮野 泰征, 鷲谷 洋希, 佐藤 啓陸, 青木 祥宏, 木村 光彦, 潮田 浩作, 藤井 英俊原稿種別: 論文
2022 年 108 巻 12 号 p. 945-957
発行日: 2022年
公開日: 2022/11/30
[早期公開] 公開日: 2022/06/10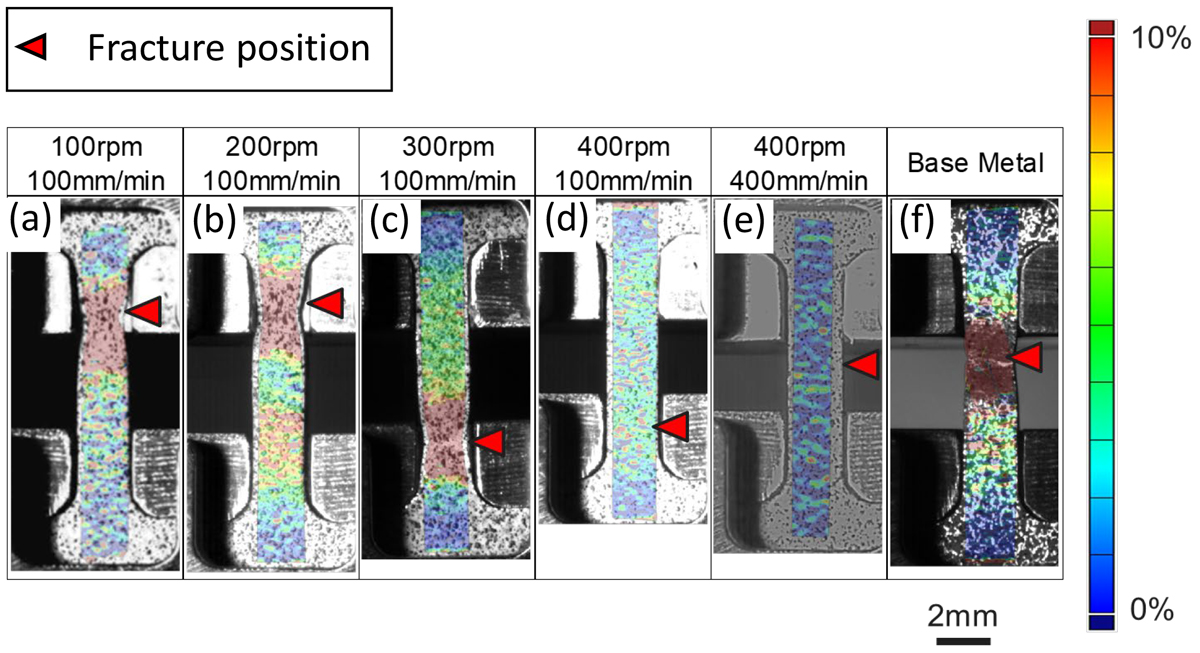 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLThe thermal hysteresis in fusion welding causes serious deterioration of welds of medium to high-carbon steels, so the development of an effective alternative welding process are expected. Friction Stir Welding (FSW) is considered to be an effective alternative. FSW is a solid-state joining process in atmosphere, which reduces the risks associated with melting and solidification of metals. Another advantage is the in-process flexible controllability of heat input by controlling welding parameters. From this perspective, the authors are engaged in a series of studies to elucidate the characteristics of friction stir welded joints for medium- to high-carbon steels, including high-strength tempered steel.
This report describes the results of applying friction stir welding to 1.4 GPa-grade tempered JIS-S55C steel plates. Five types of joints with different welding parameters were obtained by varying the joining parameters e.g. tool rotation speed or welding speed. The temperature of the FSW tool and material interface during friction stir welding was measured using a thermal imaging camera. The microstructure of the friction stir welded butt joint was evaluated by optical microscopy and FE-SEM / EBSD. The mechanical properties of the welds were evaluated by Vickers hardness test and tensile test, and DIC analysis was applied to analyze the details of local deformation during the tensile test. The effects of joining parameters on microstructure, microstructure of welds and mechanical properties of welds were examined in detail by properly conducting FE-SEM micro-observations, EBSD measurements.
抄録全体を表示PDF形式でダウンロード (15331K) HTML形式で全画面表示 -
森 正和, 伴 竜弥, 竹内 裕貴, 森貞 好昭, 藤井 英俊原稿種別: 論文
2022 年 108 巻 12 号 p. 958-965
発行日: 2022年
公開日: 2022/11/30
 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLFriction stir welding (FSW) is expected to be applied as a welding technique of materials with relatively high melting temperature such as steel materials. Silicon nitride is one of the inexpensive and attractive tool materials for FSW of the thick steel plate. Therefore, in this study, the capability of the silicon nitride tool without groove scroll to weld a low carbon steel plate with a thickness of 15 mm was investigated. The suitability of a tool shape was confirmed by FSW of a thick A5052 plate using a SKD61 tool with same shape as the silicon nitride tool. The defect-free welded specimen of the thick steel plate was obtained using the silicon nitride tool under the optimum welding condition. The silicon nitride tool could be used for FSW of the 15 mm thick steel plate until the welding length of 200 mm without breaking the tool. The defect area in the stir zone of the thick steel plate was decreased with decreasing of the tool rotation speed and tool tilt angle. Especially, the tool tilt angle was effective to increase the heat input and the material flow velocity. It is considered that the defect-free weld specimen of the thick steel plate was obtained to sufficient material supply to the RS of the stir zone by decreasing tool tilt angle to 1°.
抄録全体を表示PDF形式でダウンロード (5370K) HTML形式で全画面表示 -
山下 享介, 潮田 浩作, 藤井 英俊原稿種別: 論文
2022 年 108 巻 12 号 p. 966-978
発行日: 2022年
公開日: 2022/11/30
 ジャーナル オープンアクセス HTML
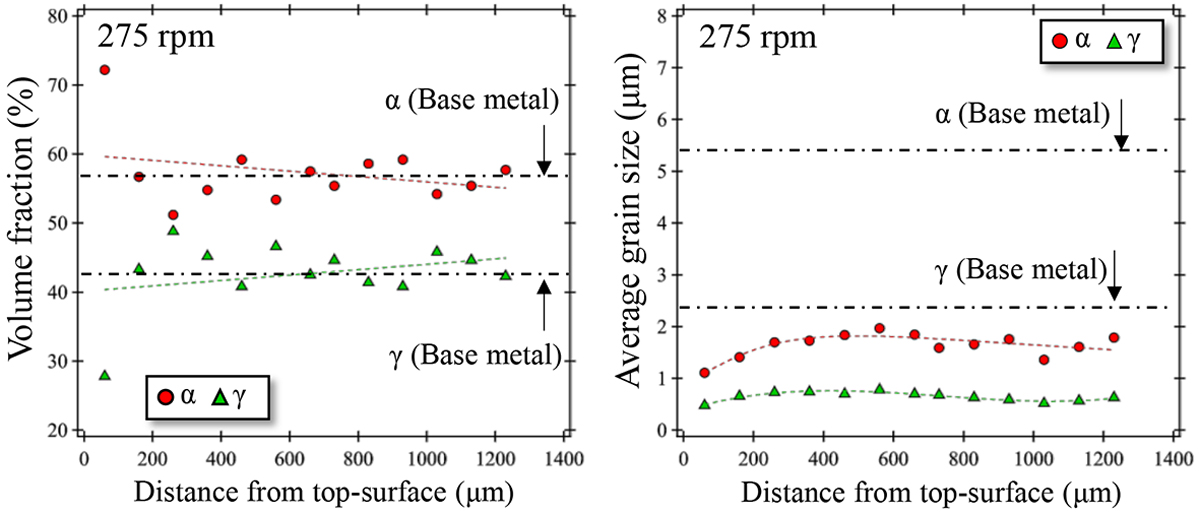
ジャーナル オープンアクセス HTMLInhomogeneity in microstructures along the thickness direction in the stir zone of a duplex stainless steel (SUS329J4L) welded at rotational speeds of 275 rpm, 400 rpm, and 800 rpm were investigated using the electron back scattered diffraction method. The changes in volume fractions and average grain sizes of ferrite and austenite along the thickness direction may reflect the temperature gradient along the thickness direction. However, near the top surface, significant grain refinement occurred presumably due to the introduction of the additional strain by the shoulder. The KAM values in the stir zone exhibited a higher value in austenite than in ferrite through all the thickness direction, which is inferred to be related to the difference in dynamic recrystallization behavior governed by stacking fault energy; i.e., lower in the austenite phase than in ferrite phase. The layer thickness per unit length of the layered structure became smaller than that of base metal as the rotational speed of FSW was reduced to 275 rpm, which implies that new grains nucleate during FSW. Furthermore, some ferrite grains nucleated at austenite/austenite grain boundaries were confirmed to satisfy the Kurdjumov-Sachs orientation relationship. FSW is assumed to promote the nucleation of new grains with different phases probably owing to the stirring effect of elements by FSW. In a duplex structure formed in the stir zone of FSW, a linear relationship between the ferrite and austenite grain sizes was found to hold irrespective of rotational speeds.
抄録全体を表示PDF形式でダウンロード (10568K) HTML形式で全画面表示 -
安井 利明, 柳 玉恒, 福原 俊昭, 山口 修平, 廣澤 堅, 森 達也原稿種別: 論文
2022 年 108 巻 12 号 p. 979-990
発行日: 2022年
公開日: 2022/11/30
[早期公開] 公開日: 2022/09/17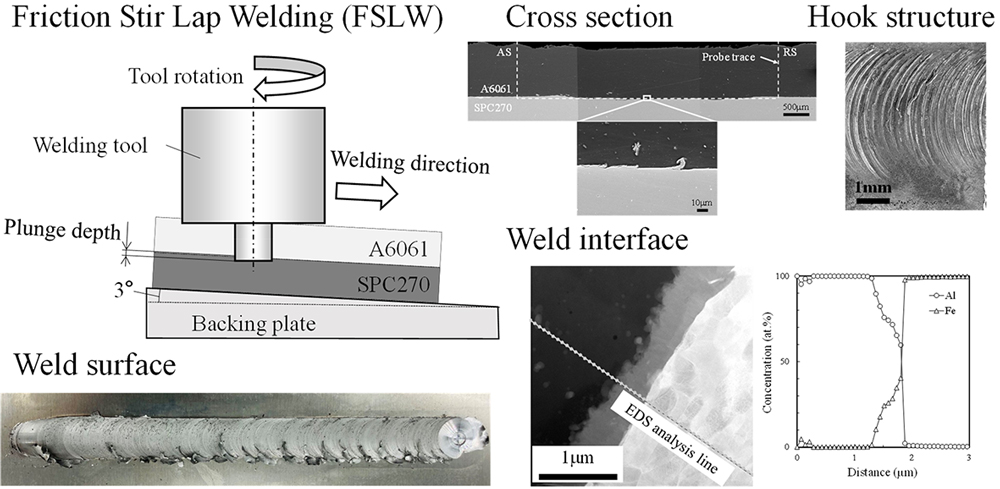 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLFriction stir lap welding (FSLW) between SPC270 steel sheet and A6061 aluminum alloy sheet were investigated with the effect of tilt angle and plunge depth of the welding tool. Tilt angle of 3 degree improved the material flow and suppressed generation of defect in the weld. The weld strength with tilt angle increased with the plunge depth of the welding tool and achieved maximum value of 212 MPa at 0.15 mm of plunge depth. From the TEM observation, uniform reaction layer of 450 nm was formed on the weld interface. On the weld interface, probe rotation and movement fabricated weld bead like structure on the steel surface and formed hook like structure on the cross section. Although the weld without tilt angle had a groove like defect, the weld strength was 208 MPa at 0.06 mm of plunge depth. The weld interface was composed of laminated structures with different composition of aluminum and iron with 400 nm in each layer. This achieved by the mixing and pressurization by the probe on the weld interface.
抄録全体を表示PDF形式でダウンロード (5586K) HTML形式で全画面表示 -
山内 悠暉, 李 志浩, 木谷 悠二, 九鬼 正治, 生島 一樹, 柴原 正和原稿種別: 論文
2022 年 108 巻 12 号 p. 991-1001
発行日: 2022年
公開日: 2022/11/30
 ジャーナル オープンアクセス HTML
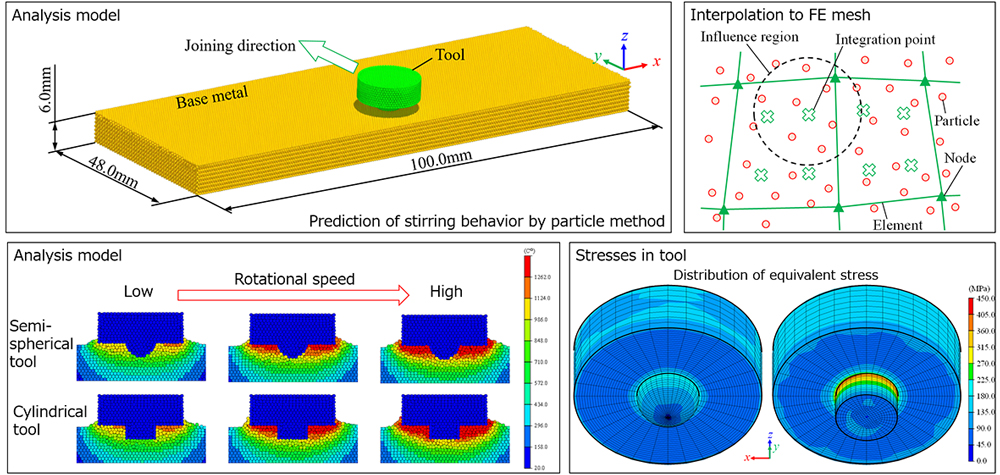
ジャーナル オープンアクセス HTMLIn friction stir welding, tool shape can effect the mechanical behavior during joining. In this study, the effect of tool shape on the temperature distribution during joining was investigated using numerical simulation method based on particle method. The influence of joining condition such as rotational speed, traveling speed and tilt angle on cylindrical tool and semi-spherical tool were investigated using the particle method. From these results, it was found that the rotation speed and the traveling speed have larger effect than tilt angle on the temperature distribution. It was also found that the cylindrical tool and semi-spherical tool almost have same tendency corresponding to the parameter change. Stresses in tool were also investigated according to the predicted pressure distribution by the particle method. As a result, it was found that the semi-spherical tool can reduce the stress than the cylindrical tool.
抄録全体を表示PDF形式でダウンロード (14224K) HTML形式で全画面表示 -
誉田 登, 北村 智孝, 森 正和, 青木 祥宏, 森貞 好昭, 藤井 英俊原稿種別: 論文
2022 年 108 巻 12 号 p. 1002-1010
発行日: 2022年
公開日: 2022/11/30
 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLIn this study, linear friction welding (LFW) is used to join high carbon steel such as S55C (JIS G 4051) because it controls the maximum temperature during the joining process. The effect of LFW conditions on Charpy absorbed energy is studied. The thickness of a rectangular parallelepiped shape is 14 mm, the width is 20 mm, and the length is 64 mm. The applied pressure (P) controls the maximum temperature. Under high-temperature conditions, P is 100 MPa. Under middle-temperatures conditions, P is between 250 and 350 MPa. Under low-temperature conditions, P is between 400 and 450 MPa. Under all condi-tions, joints are cooled to room temperature.
The microstructure and hardness of LFW joints are examined. The toughness is determined using a 300 J instrumented Charpy tester. The absorbed energy is estimated using two methods. The first method uses the potential energy difference, and the second involves calculating the area surrounded by the stroke–load relationship. With an increase in P, the microstructure changes from martensite to ferrite and microcementite. In addition, the maximum hardness at the interface decreases from 500 HV–700 HV to 400 HV. The maximum absorbed energy is confirmed at 400 MPa using the potential energy method and at P of 450 MPa using the area method. Energies absorbed before and after the maximum load are assumed to be crack initiation and propagation (Ep) energies, respectively. The maximum ener-gy is due to an increase in Ep, which is enhanced when the microstructure changes from martensite to ferrite and microcementite.
抄録全体を表示PDF形式でダウンロード (4384K) HTML形式で全画面表示 -
青木 祥宏, 潮田 浩作, 藤井 英俊原稿種別: 論文
2022 年 108 巻 12 号 p. 1011-1020
発行日: 2022年
公開日: 2022/11/30
 ジャーナル オープンアクセス HTML
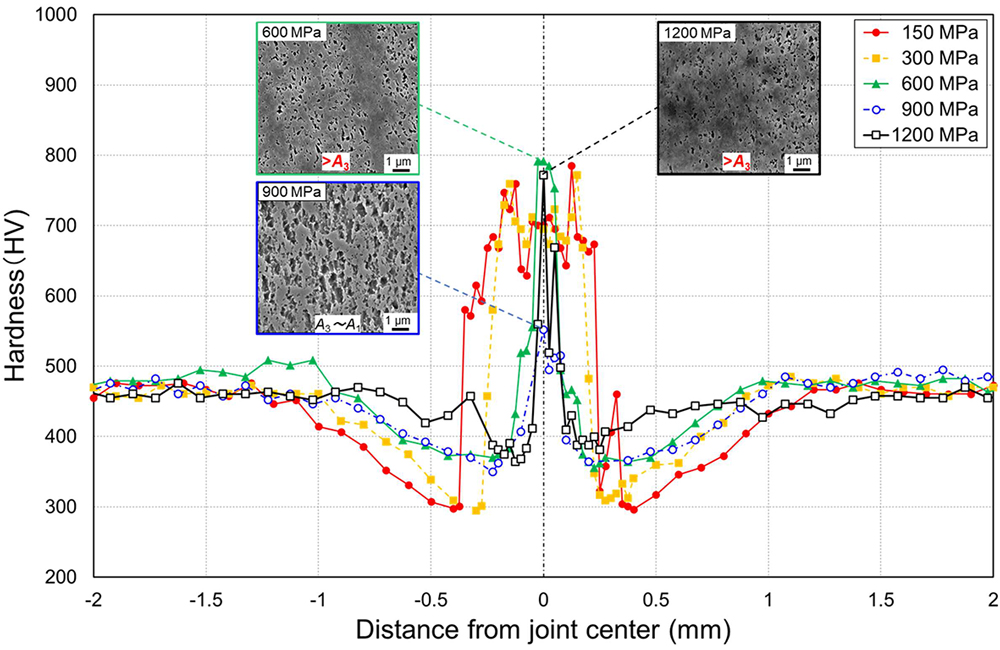
ジャーナル オープンアクセス HTMLLinear Friction Welding (LFW) is a solid-state joining process, in which a joint is obtained through the relative oscillation of two components under a high contact load. In this method, the welding temperature can be determined by the applied pressure, which was focused in the present study. Quenched and subsequently tempered SCM440 steel was welded by LFW under applied pressures of 150-1200 MPa. The influence of applied pressures on the Vickers hardness and microstructures was investigated. The welding temperature decreased with increasing applied pressure until 900 MPa applied pressure. However, the welding temperature rose again above A3 temperature when the applied pressure was increased to 1200 MPa. It is presumed that the deformation during LFW was relatively limited to the interface region under the extremely high applied pressure, which caused an overshoot in the temperature of the joint interface. In the case of low applied pressure, slightly elongated lath martensitic structures with much smaller size than the usual quenched lath martensitic structure was formed; however, the misorientation distribution of grains are rather similar to the quenched one. On the other hand, in the case of high applied pressure, equiaxed extremely fine globular martensitic structure as small as 0.2 μm with large misorientation was formed. It is assumed that the martensitic transformation occurred in a single variant manner from the extremely fine dynamically recrystallized austenite grains. The hardness distributions exhibited a good accordance with microstructural variations with applied pressure as well as a distance from the weld center of the joints.
抄録全体を表示PDF形式でダウンロード (11729K) HTML形式で全画面表示 -
宮坂 史和, 北村 塔也原稿種別: 論文
2022 年 108 巻 12 号 p. 1021-1026
発行日: 2022年
公開日: 2022/11/30
 ジャーナル オープンアクセス HTML
ジャーナル オープンアクセス HTMLThe purpose of this study is to develop a numerical model for the LFW process. In this paper, the numerical calculation model for the FSW process developed by the authors is applied to the LFW process. A small workpiece model was chosen as an initial model. The target materials are aluminum and SUS304, and it is assumed that the material softens due to heat generated by plastic strain at the sliding interface of the material.
As a result, it was possible to express the appearance of burrs being discharged to the end in the sliding direction due to the softening of the sliding system surface. It was also confirmed that the difference in the material property such as thermal conductivity had a great effect on the temperature rise characteristics inside the work. Furthermore, it was confirmed that the temperature of the interface fluctuates under the influence of the sliding frequency.
抄録全体を表示PDF形式でダウンロード (3062K) HTML形式で全画面表示
- |<
- <
- 1
- >
- >|