Abstract
Multiple regression analysis (MRA) and principal component analysis (PCA) have been used in the present study to examine the relationships between the operational conditions of a unique multi-functional rotor processor, material attributes such as water content during granulation, and a series of associated micromeritics, including the flowability, granule mean size and granule density values. A variety of different operational conditions were tested, including the binder flow rate, atomization pressure, slit air flow rate, rotating speed and temperature of the inlet air. The results of MRA revealed several trends, including (1) the granule mean size was negatively affected by the atomization pressure, and positively affected by the binder flow rate; (2) the granule flow property, Carr’s index was positively affected by the atomization pressure, and negatively affected by the slit air flow rate; and (3) the granule density was positively affected by the rotating speed. Taken together, these results suggested that the binder flow rate, atomization pressure and slit airflow rate were critical process parameters for the preparation of fine globular granules. Using PCA, it was possible to examine each relationship of all 19 batches and 10 variables, as well as determine which process parameters or material attributes impacted on the quality of the final product. The PCA results revealed that the roundness was positively correlated with the water content. Therefore, we believe this fundamental information will be important for the development of processes for the facile manufacture of fine globular granules.
A large number of functional granules have been developed by the pharmaceutical industry, including granules with sustained release, delayed release, and taste-masking properties. During the coating process in order to add the functionality of granules, if the granules are spheronized, uniform coating of the active ingredient becomes possible,1) and the solubility behavior can be easily estimated using numerical equations such as Noyes–Whiteny’s Equation and Hixson–Crowell’s Cube Root Equation.2) The manufacturing processes associated with the preparation of spherical granules are therefore of critical importance.
Extrusion-spheronization, centrifugal granulation, and fluidized bed rotogranulation have been applied as manufacturing processes for the preparation of spherical granules.3–5) Extrusion-spheronization and centrifugal granulation generally require long operation times, and the material handling procedures associated with these processes are considered to be particularly complicated. Fluidized bed rotogranulation frequently leads to particle aggregation, suggesting that the granule mean sizes of the resulting particles are larger than the value required for the desired product.6) Furthermore, for particles less than 100 µm in size, the application of a uniform film coating process becomes difficult because of the frequent occurrence of particle aggregation. For this reason, the development of a granulation process capable of providing particles of 100–200 µm in size with a narrow particle distribution is urgently required by the pharmaceutical industry.
Recently, using a unique multi-functional rotor processor known as the “Granurex® (GX),” we have succeeded in manufacturing fine globular granules with a narrow size distribution.7) In addition, on the basis of multiple regression analysis (MRA), it was established that the proportion of fine particles (106–212 µm) was positively affected by the atomization pressure, and negatively affected by the slit airflow rate. Furthermore, the application of MRA allowed for the identification of an optimal operating window for the production of fine globular granules.
In the current study, we have examined the relationships between the operational conditions and the micromeritic properties of granules prepared according to the same procedure, including the flowability, granule mean size and granule density values, using MRA. A variety of different operational conditions were also tested, including the binder flow rate, atomization pressure, slit airflow rate, rotating speed and temperature of inlet air. A fractional factorial design analysis was also conducted to determine which of the significant operational conditions were influenced by the micromeritics of resulting granules. Using principal component analysis (PCA), we have also examined both the batch and variable relationships as well as determine which process parameters or material attributes impacted on the quality of the final product, so that they could be adapted for uniform coating or use in an orally disintegrating tablet in a subsequent step.
Experimental
MaterialsLactose monohydrate (Pharmatose®, type: 200M, DFE Pharma Co., Ltd., Vaghel, the Netherlands) and corn starch (Nihon Shokuhin Kakou Co., Ltd., Tokyo, Japan), which are both listed in the Japanese Pharmacopeia Sixteenth Edition (JP16), were used as fillers. Hydroxypropyl cellulose (HPC-L®, Nippon Soda Co., Ltd., Tokyo, Japan), which is also listed in JP16, was used as a binder.
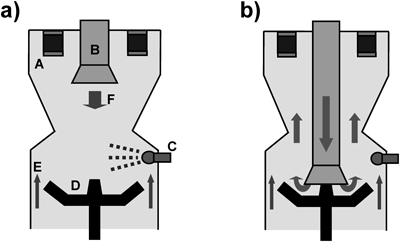
EquipmentThe granulation experiments were performed in a unique multi-functional rotor processor (Granurex® GX-20, Freund, Tokyo, Japan). The system was equipped with an inclined rotor and an up-and-down drying device (MOV-A-BLO), giving it multi-functionality. The rotor, which had a diameter of 20 cm, was inclined at 30° relative to the horizontal plane. When the MOV-A-BLO was in its upper state (Fig. 1a), the particles rolled on the rotor, and the rotogranulation process occurred. In contrast, when the MOV-A-BLO was in its lower state (Fig. 1b), the particles began to float, and the fluid bed rotogranulation and drying processes occurred.
Granulation and Experimental DesignSamples of the lactose (420 g) and corn starch (180 g) were sieved through a 75 µm sieve prior to the granulation process, and the resulting materials were loaded into the chamber of the processor. The airflow rates at the inlet and the slit were adjusted to 200 L/min, and the powders were mixed at 200 rpm for 3 min. In granulation process, a 25−1 fractional factorial design was used to statistically analyze the final product properties. The binder flow rate (X1), atomization pressure (X2), slit airflow rate (X3), rotating speed (X4) and temperature of inlet air (X5) were selected as variables. Before applying experimental design, a number of preliminary trials were conducted to determine the operational conditions which could prepare granules and the levels of the factors were then decided. Sixteen experiments were conducted, corresponding to the two levels of the five process parameters with three center points, which has been described in detail in our previous paper.7) The binder liquid containing 5 wt% of the HPC-L was then sprayed into the chamber of the processor, with a total solution mass of 220 g being sprayed. The slit airflow rate was increased manually in a stepwise manner to coincide with the increase in the bed weight that occurred because of the binder liquid being sprayed into the chamber. Following the complete addition of the binder liquid to the chamber of the processer, a stream of air at 80°C was passed over the particles to dry them. This drying process was continued until the particles reached a specified end product temperature (Te), which was defined as being equal to the sum of the product temperature and a ΔT of 10°C.
Characterization of Final Product PropertiesParticle Size DistributionThe appropriate size distributions were obtained by sieve analysis of approximately 10 g of the granules using testing sieves (Tokyo Screen Co., Ltd., Japan) ranging in size from 45 to 2360 µm.
Carr’s Flowability IndexThe flow properties of the granules were determined by Carr’s method.8) A series of four tests were performed, including (1) compressibility; (2) angle of repose; (3) angle of spatula; and (4) uniformity coefficient. The uniformity coefficient was obtained by sieve analysis of the granules using testing sieves (Tokyo Screen Co., Ltd., Japan) ranging in size from 45 to 2360 µm. Other indices were measured by the Powder Characteristics Tester (Powder Tester®, Hosokawa Micron Co., Ltd., Osaka, Japan). To determine the compressibility values of the materials, the bulk densities were initially examined using a 100 mL cylinder. The cylinder container was filled with an accurately weighed granule sample, and the top of the sample was leveled off. The density was calculated as the ratio of the mass to the volume of the sample, which is known as the “bulk density.” The tapped density was also examined by a similar method, but the volume was calculated after strokes had been performed for 3 min. The compressibility was calculated using the bulk and tapped density values according to the following equation:
The angle of repose was measured using a protractor for the heap of granules formed by dropping the sample through a funnel. The angle of spatula was measured using a protractor and a steel spatula with a 5×7/8 in. blade. The spatula was inserted into the bottom of the heap, which was carefully built. The spatula was then withdrawn vertically, and the angle of the heap formed with the spatula was measured as the angle of spatula. The uniformity coefficient was measured as the numerical value produced when the width of the sieve opening allowing 60% of the sample to pass through was divided by the width of sieve opening allowing 10% of the sample to pass through. The flowability index was then calculated using the point scores as described previously.8)
Granule DensityThe granule density of each batch was determined using an air-comparison pycnometer (Model 930, Beckman Instruments, Fullerton, CA, U.S.A.). Helium was used as the intrusive gas. As described previously,9) this method is generally considered to provide the closest approximation to the granule density because the helium can penetrate into the smallest pores and crevices of the material.
StatisticsThe statistical analyses were performed using the ALCORA computer programs, which were developed by Kozo Takayama (Hoshi University) for use in Windows XP. Linear regression analysis was performed on these data for each characteristic as a function of the five process parameters and their interactions. The response surfaces were constructed using Maple 13 (Waterloo Maple Inc., ON, Canada). PCA was also performed using JMP 9 (SAS Institute Inc., NC, U.S.A.) to classify differences between the results, to detect different trends, to define outliers, and to gain an overview of the data.
Results and Discussion
Characterization of Final Product PropertiesTable 1 shows the results pertaining to the characterization of the 19 experiments. These data were statistically analyzed to obtain the corresponding linear regressions.
Table 1. Results for the Characterization of the Granules
| Batch No. | Granule mean size (d50) | Granule density (g/mL) | Bulk density (g/mL) | Tapped density (g/mL) | Compressibility (%) | Angle of repose (°) | Angle of spatula (°) | Uniformity | Carr’s index (point) | 106–212 µm (%)a) | Roundnessa) | Water contenta) |
|---|
| 1 | 155 | 1.496 | 0.59 | 0.72 | 18.1 | 36.9 | 43.8 | 4.70 | 76.5 | 27.3 | 0.771 | 0.1660 |
| 2 | 125 | 1.507 | 0.57 | 0.72 | 20.4 | 37.6 | 47.6 | 3.50 | 74.5 | 23.8 | 0.693 | 0.0612 |
| 3 | 133 | 1.505 | 0.55 | 0.69 | 20.7 | 38.0 | 49.2 | 3.77 | 74.5 | 24.6 | 0.693 | 0.0650 |
| 4 | 190 | 1.554 | 0.59 | 0.72 | 18.0 | 37.4 | 45.7 | 7.63 | 73.0 | 21.4 | 0.763 | 0.0966 |
| 5 | 73 | 1.517 | 0.53 | 0.69 | 22.6 | 37.5 | 46.4 | 1.76 | 74.0 | 18.9 | 0.778 | 0.0614 |
| 6 | 67 | 1.509 | 0.56 | 0.71 | 20.7 | 38.3 | 44.7 | 1.95 | 75.5 | 17.6 | 0.708 | 0.0975 |
| 7 | 67 | 1.497 | 0.54 | 0.70 | 22.0 | 37.2 | 48.6 | 1.95 | 73.0 | 18.3 | 0.665 | 0.0622 |
| 8 | 62 | 1.482 | 0.55 | 0.70 | 21.4 | 38.3 | 49.5 | 1.50 | 74.0 | 13.3 | 0.710 | 0.0342 |
| 9 | 230 | 1.506 | 0.71 | 0.82 | 13.7 | 36.2 | 44.9 | 5.38 | 80.0 | 21.7 | 0.772 | 0.2655 |
| 10 | 988 | 1.518 | 0.68 | 0.80 | 14.9 | 36.3 | 43.5 | 20.64 | 69.5 | 14.4 | 0.830 | 0.2341 |
| 11 | 779 | 1.501 | 0.77 | 0.93 | 17.7 | 38.5 | 51.2 | 19.71 | 64.0 | 2.4 | 0.800 | 0.3141 |
| 12 | 383 | 1.512 | 0.62 | 0.75 | 17.1 | 36.4 | 46.8 | 9.70 | 71.5 | 13.3 | 0.783 | 0.1321 |
| 13 | 163 | 1.495 | 0.65 | 0.76 | 14.9 | 37.4 | 48.4 | 3.10 | 77.0 | 50.7 | 0.820 | 0.2490 |
| 14 | 127 | 1.539 | 0.63 | 0.74 | 15.1 | 36.2 | 43.6 | 2.87 | 80.5 | 25.4 | 0.789 | 0.1865 |
| 15 | 69 | 1.494 | 0.61 | 0.75 | 17.8 | 38.3 | 51.6 | 1.92 | 75.0 | 16.7 | 0.771 | 0.1396 |
| 16 | 105 | 1.509 | 0.64 | 0.75 | 15.0 | 38.3 | 43.2 | 2.14 | 79.0 | 31.5 | 0.806 | 0.2105 |
| 17 | 76 | 1.500 | 0.60 | 0.74 | 18.9 | 38.0 | 45.8 | 3.40 | 76.0 | 19.0 | 0.753 | 0.1250 |
| 18 | 75 | 1.506 | 0.58 | 0.71 | 18.4 | 37.7 | 48.5 | 3.24 | 75.0 | 21.8 | 0.728 | 0.1005 |
| 19 | 101 | 1.496 | 0.54 | 0.70 | 22.4 | 37.8 | 45.7 | 2.58 | 74.5 | 24.1 | 0.819 | 0.1280 |
a) These values are taken from Kimura et al.7)
Tables 2 and 3 present the normalized results obtained from the statistical analyses performed using the ALCORA software. These linear regression analysis yielded coefficients for each of the five process parameters, as well as their interactions for each of the final product properties. The p-values, which provide an indication of the statistical significance of the results, have also been presented in these tables.
Table 2. Statistical Analyses of the Granule Mean Size, Granule Density, Roundness and Water Content
| Term | Granule mean size (d50) | Granule density | Roundnessa) | Water contenta) |
|---|
| Coefficient | p-Value | Coefficient | p-Value | Coefficient | p-Value | Coefficient | p-Value |
|---|
| X1 | 123.25 | 0.037 | 0.0004 | 0.851 | 0.037 | 0.032 | 0.067 | 0.003 |
| X2 | −140.63 | 0.026 | −0.0036 | 0.193 | −0.004 | 0.734 | −0.019 | 0.085 |
| X3 | −8.75 | 0.814 | −0.0021 | 0.405 | −0.011 | 0.355 | −0.017 | 0.108 |
| X4 | 23.63 | 0.539 | 0.0074 | 0.040 | 0.001 | 0.943 | −0.018 | 0.102 |
| X5 | −82.00 | 0.096 | −0.0011 | 0.653 | −0.011 | 0.345 | −0.030 | 0.029 |
| X1X2 | −98.88 | 0.063 | 0.0036 | 0.193 | 0.004 | 0.726 | −0.002 | 0.801 |
| X1X3 | −12.75 | 0.734 | −0.0032 | 0.232 | 0.004 | 0.692 | −0.001 | 0.869 |
| X1X4 | 21.63 | 0.571 | 0.0028 | 0.279 | 0.005 | 0.651 | −0.009 | 0.312 |
| X1X5 | −71.25 | 0.128 | 0.0046 | 0.122 | −0.007 | 0.538 | −0.005 | 0.572 |
| X2X3 | −7.13 | 0.848 | −0.0077 | 0.037 | −0.007 | 0.511 | −0.002 | 0.784 |
| X2X4 | −25.00 | 0.517 | −0.0029 | 0.262 | −0.003 | 0.752 | 0.018 | 0.093 |
| X2X5 | 73.13 | 0.122 | 0.0038 | 0.172 | 0.017 | 0.179 | 0.006 | 0.467 |
| X3X4 | −62.13 | 0.166 | 0.0001 | 0.978 | 0.016 | 0.202 | 0.003 | 0.718 |
| X3X5 | 20.25 | 0.595 | −0.0074 | 0.040 | 0.001 | 0.906 | −0.008 | 0.352 |
| X4X5 | 0.38 | 0.992 | −0.0052 | 0.093 | −0.006 | 0.604 | 0.003 | 0.730 |
| Constant | 208.84 | 0.007 | 1.5075 | 0.000 | 0.761 | 0.000 | 0.143 | 0.000 |
| R2 | | 0.707 | | 0.730 | | 0.351 | | 0.857 |
a) These values are taken from Kimura et al.7)
Table 3. Statistical Analyses of the Flowability
| Term | Compressibility | Angle of repose | Angle of spatura | Uniformity | Carr’s index |
|---|
| Coefficient | p-Value | Coefficient | p-Value | Coefficient | p-Value | Coefficient | p-Value | Coefficient | p-Value |
|---|
| X1 | −2.36 | 0.030 | −0.22 | 0.107 | −0.14 | 0.689 | 2.42 | 0.030 | 0.09 | 0.703 |
| X2 | 0.56 | 0.424 | 0.26 | 0.076 | 0.20 | 0.571 | −3.62 | 0.010 | 1.53 | 0.006 |
| X3 | 0.58 | 0.406 | 0.37 | 0.032 | 1.43 | 0.022 | 0.28 | 0.688 | −1.47 | 0.007 |
| X4 | −0.31 | 0.646 | −0.07 | 0.503 | −1.21 | 0.033 | 0.48 | 0.500 | 0.22 | 0.400 |
| X5 | 0.47 | 0.493 | −0.11 | 0.337 | 0.65 | 0.137 | −1.96 | 0.051 | 1.03 | 0.019 |
| X1X2 | −0.63 | 0.371 | 0.08 | 0.441 | −0.15 | 0.664 | −2.06 | 0.046 | 1.78 | 0.004 |
| X1X3 | 0.54 | 0.433 | 0.30 | 0.056 | 0.11 | 0.739 | −0.09 | 0.893 | −0.72 | 0.049 |
| X1X4 | 0.06 | 0.931 | −0.32 | 0.046 | −1.15 | 0.038 | 0.18 | 0.794 | 0.34 | 0.222 |
| X1X5 | −0.32 | 0.633 | −0.31 | 0.051 | −0.58 | 0.172 | −1.25 | 0.139 | 1.16 | 0.014 |
| X2X3 | −0.22 | 0.740 | −0.03 | 0.729 | −2.06 | 0.571 | −0.55 | 0.445 | 0.72 | 0.049 |
| X2X4 | −0.33 | 0.621 | 0.16 | 0.198 | −0.53 | 0.201 | −0.51 | 0.472 | 1.03 | 0.019 |
| X2X5 | 0.07 | 0.916 | 0.00 | 1.000 | 0.11 | 0.739 | 1.83 | 0.061 | −1.16 | 0.014 |
| X3X4 | −0.53 | 0.443 | −0.12 | 0.295 | −0.70 | 0.119 | −1.28 | 0.133 | 1.16 | 0.014 |
| X3X5 | 0.07 | 0.916 | 0.06 | 0.572 | 0.39 | 0.313 | 0.15 | 0.830 | −0.28 | 0.297 |
| X4X5 | 0.21 | 0.755 | −0.11 | 0.337 | 0.64 | 0.142 | 0.12 | 0.865 | −0.59 | 0.077 |
| Constant | 18.41 | 0.000 | 37.39 | 0.000 | 46.77 | 0.000 | 5.34 | 0.003 | 74.58 | 0.000 |
| R2 | | 0.266 | | 0.738 | | 0.744 | | 0.804 | | 0.942 |
The granule mean size (d50) was found to be in the range of 62–988 µm (Table 1). As shown in Table 2, the granule mean size increased with an increase in liquid binder flow rate (X1) (p=0.037) or a reduction in the atomization pressure (X2) (p=0.026). This phenomenon can be understood in terms of the droplet size of the liquid binder solution. In this study, the lactose and cornstarch powders were granulated on a rotor, and droplets of the binder solution could readily reach the powder bed because of the short distance between the rotor and the spray. Given that an increase in the binder flow rate or a reduction in the atomization pressure could lead to an increase in the size of the droplets derived from the binder solution, it is possible that the granule mean size could be affected by the droplets derived from the liquid binder solution. Previous studies in this area have also reported that an increase in liquid binder flow rate during fluid bed rotogranulation resulted in an increase in the granule size.10,11) The liquid binder flow rate and atomization pressure were therefore identified as critical process factors that have a significant impact on the granule mean size during the granulating process of the GX. In contrast, the inlet airflow rate (X3) and rotating speed (X4) had no effect on the granule mean size. A number of other reports in the literature concerning fluid bed rotogranulation have demonstrated that the inlet air flow rate and rotating speed affected the mean particle size of the granules.6,10,12–14) The discrepancies encountered between GX and fluid bed rotogranulation processes may be attributed to differences in the operating ranges used by the two processes in terms of the airflow rates and rotating speeds. Even though the batch sizes were effectively equivalent to each other in the two processes, the operating ranges used for airflow rate and rotating speed in the fluid bed rotogranulator were 1000–3000 L/min and 400–1200 rpm, respectively, whereas, those used for the GX process in this study were 280–380 L/min and 200–380 rpm, respectively, suggesting that the lower operating ranges used in the GX process did not affect the mean granule size.
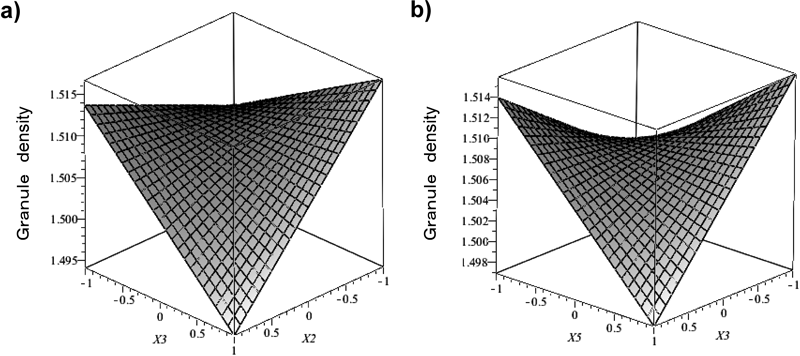
Granule DensityThe granule density increased (p=0.040) with increasing rotating speed (X4) to give dense granules (Table 2). This result can be explained by the use of the inclined rotor, which can enhance the granulating action using centrifugal force to consolidate the granules. The interactions between the atomization pressure and slit air flow rate (X2X3) (p=0.037), and the slit airflow rate and temperature (X3X5) (p=0.040) were shown to have a significant negative effect on the granule density. As shown in Fig. 2a, the granule density increased as the atomization pressure (X2) was reduced and the slit airflow rate (X3) was increased, or when X2 increased and X3 was reduced. In addition, the granule density increased when the slit airflow rate (X3) was reduced and the temperature (X5) was increased (Fig. 2b). Based on these results, the slit airflow rate was identified as a critical factor in the consolidation of the granules.
Carr’s Flowability IndexTo be adapted for use in a uniform coating application or in an orally disintegrating tablet, the granules would need to possess specific density and spherical characteristics. It is well known that a particle must possess several key properties to have good flowability characteristics, including a large size, a near spherical shape, a smooth texture, a uniform distribution, and a high density.8) With these properties in mind, the compressibility, angle of repose, angle of spatula, and uniformity coefficient values of the particles from the current study were determined using Carr’s flowability index. The results revealed that the Carr’s flowability index of the current particles was in the range of 64–80.5 points, which represents a “fair” flow (Table 1). The statistical analysis of the results revealed several trends, including (1) the compressibility was reduced as the binder flow rate (X1) was increased (p=0.030); (2) the angle of repose was reduced as the slit airflow rate (X3) was reduced (p=0.032); (3) the angle of spatula was reduced as the slit airflow rate (X3) was reduced (p=0.022) or the rotation speed (X4) was increased (p=0.033); and (4) the uniformity coefficient was reduced as the binder flow rate (X1) was reduced (p=0.030) or the atomization pressure (X2) was increased (p=0.010). The interaction between the binder flow rate and rotating speed (X1X4) was shown to have significant negative effects on the angle of repose (p=0.046) (Fig. 3a), and the angle of spatula (p=0.038) (Fig. 3b), whereas the interaction between the binder flow rate and atomization pressure (X1X2) was shown to have a significant negative effect on the uniformity coefficient (p=0.046) (Fig. 3c). Based on these results, it was clear that almost all of the parameters had a significant influence on Carr’s flowability index (Table 3). In particular, based on the less stringent p-values (<0.01), the atomization pressure (X2) had a significant positive effect (p=0.006) on Carr’s flowability index, whereas the slit airflow rate (X3) had a significant negative effect (p=0.007). Furthermore, a positive interaction for Carr’s flowability index was found between the binder flow rate and atomization pressure (X1X2) (p=0.004). As shown in Fig. 3d, when the binder flow rate (X1) and atomization pressure (X2) were increased or reduced simultaneously, Carr’s flowability index increased. In our previous paper, these parameters were found to affect the production of fine particles, thereby suggesting that as the proportion of fine particles increases, the flowability of the granules was also improved.

The objectives of the PCA were to examine both the batch and variable relationships in the current experiment. We have previously shown that PCA can be used to identify and successfully predict the most important variables in the granulation and tableting processes.15) PCA is a mathematical procedure that uses orthogonal transformation to convert a set of observations of possibly correlated variables into a set of values of linearly uncorrelated variables called principal components, suggesting that PCA is useful statistical technique that found the relationship among variables. All 19 of the batches generated in the current paper were included in the PCA modeling, and 10 variables were analyzed, including granule mean size (d50), the compressibility, angle of repose, angle of spatula, uniformity coefficient, Carr’s flowability index, and granule density, as well as the previously reported physicochemical properties including the proportion of fine particles (106–212 µm), roundness, and water content. Plots of the first two principal components showing their scores and loadings are shown in Figs. 4a and b, respectively. The first component (component 1) was responsible for 38.6% of the total variance in the data set, whereas the second (component 2) was responsible for 28.5% of the total variance. Generally, these score plots revealed the presence of outliers, groups and patterns among the batches. As shown in Fig. 4a, the center-point batches 17, 18, and 19 were near to each center, which indicated a good level of reproducibility. No obvious groupings were observed in the plots, although batches 10 and 11 appeared to be different from the other batches, in that they were located further away. It was clear from the data that batches 10 and 11 exhibited a significantly larger granule size than the other batches (with values of d50, 988 and 779 µm according to Table 1).
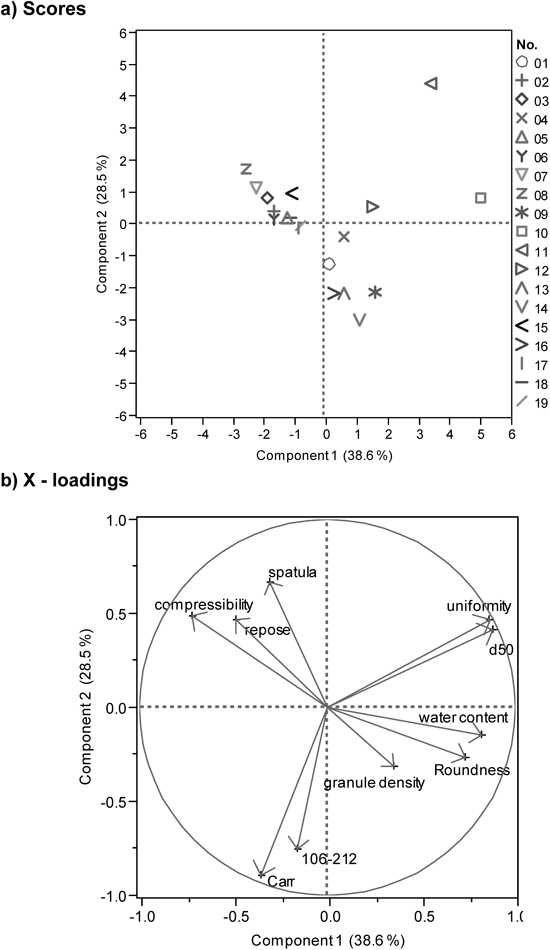
Fig. 4. Principal Component Plots of the Scores (a) and Loadings (b)
In addition, the loading plots generally revealed relationships between the variables. For example, variables that appeared in close proximity to each other were positively correlated, whereas those on the opposite sides of the origin were negatively correlated. These results suggested that the variables closest to the origin were not as influential as those that appeared further away from the origin. As shown in Fig. 4b, the roundness was positively correlated with the water content, d50 was positively correlated with the uniformity coefficient, the compressibility was positively correlated with the angle of repose, and the proportion of fine particles (106–212 µm) was positively correlated with Carr’s index. Interestingly, Shi et al.16) reported that increases in the amount of water added during the granulation process led to a change in the shape of granules from being elongated to being round in shape, suggesting that the raw material must be sufficiently wetted to obtain fine globular granules. On the contrary, roundness was negatively correlated with the compressibility and angle of repose. These negative correlations indicated that the compressibility and angle of repose were improved with increasing roundness. As mentioned above, it is well known that spherical particles possess good flowability characteristics. In the current study, the roundness was found to be strongly correlated with the compressibility as well as the angle of repose for the four values tested. On the other hand, granule density was closest to the origin suggesting there was less variability in these results. In addition, Fig. 4b effectively indicated that component 1 had successfully captured the particle size variation in terms of small and large particles, in that the smaller particle size classes were on the left of the plot, whereas the larger particle sizes were on the right. In fact, batches 7 and 8, which showed the smallest particles diameters, were plotted on the left, whereas batches 10 and 11, which showed the largest particles diameters, were plotted on the right (Fig. 4a). Furthermore, component 2 highlighted the proportion of fine particles (106–212 µm) in the upper part of the plot (Fig. 4b), and batch 13, which contained a large number of fine particles (50.7%), was also plotted in the upper part of the plot (Fig. 4a).
As another reason we adapted PCA in this study, we want to know the relationships between critical material attribute (CMA) (i.e., water content) and critical quality attribute (CQA) (i.e., flowability, granule mean size, roundness) in the laboratory scale as much as possible. MRA is applied to reveal the relationship between critical process parameter (CPP) (i.e., binder flow rate, atomization pressure, slit airflow rate, rotating speed, temperature of inlet air) and CQA or CMA. However, when assuming a manufacture of fine globular granules in the production scale, the relationship between the operational conditions of small scale and micromeritic properties of granules prepared is considered not to be easily adapted to the production scale because operating ranges between the laboratory and production scales are quite different. Thus, using PCA, if the relationship between CMA and CQA was made clear, it would be possible to manufacture fine globular granules in the production scale with the same way we conducted in the small scale. In fact, the roundness (CQA) was positively correlated with the water content (CMA), suggesting that monitoring water content might achieve manufacturing fine globular granule in production scale. Taken together, the combination of use of MRA and PCA could reveal the relationship between CPP and CMA and CQA.
Throughout our current study of granulation, it was necessary to wet the raw materials with significant quantities of water to obtain globular granules, although it has been suggested that these large amounts of water could have facilitated particle growth. In the current study, to establish the significant operational conditions influencing the micromeritics of the fine globular granules, standard formulation (lactose : starch=7 : 3) conditions were used in accordance with those of the Society of Powder Technology of Japan and the Division of Particulate Design and Preparations. The use of insoluble additives (e.g., microcrystalline cellulose) or smaller particle sized additives in the future could lead to the inhibition of particle growth, thereby enabling the development of stable manufacturing processes for the production of fine globular granules.
Conclusion
This work studied the granulation final product properties using a unique multi-functional rotor processor “Granurex® (GX)” with respect to five process parameters: (1) binder flow rate, (2) atomization pressure, (3) slit airflow rate, (4) rotating speed and (5) temperature of inlet air. As a result of multiple regression analysis, granule mean size was negatively affected by the atomization pressure, while positively affected by the binder flow rate; granule flow property, Carr’s index was positively affected by atomization pressure, while negatively affected by the slit airflow rate; and granule density were positively affected by rotating speed, suggesting that binder flow rate, atomization pressure and slit airflow rate seem to be the most critical process parameters to prepare the fine globular granules. The results of PCA demonstrated that the roundness was positively correlated with the water content. This fundamental information is crucial important to enable to easily manufacturing fine globular granules.
Acknowledgment
We are extremely grateful to Dr. Narimichi Takei of the Freund Corporation, who consented to lend us the Granurex® for this study. The authors would also like to thank the following companies: DFE Pharm Co., Ltd., Nihon Shokuhin Kakou Co., Ltd., and Nippon Soda Co., Ltd. for kindly providing the reagents used in this study.
References
- 1) Myo N., Tanai I., J. Jpn. Soc. Pharm. Mach. Eng., 12, 189–196 (2003).
- 2) Kouchiwa S., Nemoto M., Itai S., Murayama H., Nagai T., Chem. Pharm. Bull., 33, 2452–2460 (1985).
- 3) Vervaet C., Baert L., Remon J. P., Int. J. Pharm., 116, 131–146 (1995).
- 4) Vertommen J., Rombaut P., Kinget R., Int. J. Pharm., 146, 21–29 (1997).
- 5) Rashid H. A., Heinamaki J., Antikainen O., Yliruusi J., Eur. J. Pharm. Biopharm., 51, 227–234 (2001).
- 6) Bouffard J., Dumont H., Bertrand F., Legros R., Int. J. Pharm., 335, 54–62 (2007).
- 7) Kimura S., Iwao Y., Ishida M., Uchimoto T., Miyagishima A., Sonobe T., Itai S., Int. J. Pharm., 391, 244–247 (2010).
- 8) Carr R. L., Chem. Eng., 18, 163–168 (1965).
- 9) Vertommen J., Rombaut P., Kinget R., Int. J. Pharm., 161, 225–236 (1998).
- 10) Vertommen J., Kinget R., Drug Dev. Ind. Pharm., 23, 39–46 (1997).
- 11) Paterakis P. G., Korakianiti E. S., Dallas P. P., Rekkas D. M., Int. J. Pharm., 248, 51–60 (2002).
- 12) Wan L., Heng P., Liew C., Int. J. Pharm., 96, 59–65 (1993).
- 13) Wan L., Heng P., Liew C., Drug Dev. Ind. Pharm., 20, 2551–2561 (1994).
- 14) Vilhelmsen T., Kristensen J., Schaefer T., Int. J. Pharm., 275, 141–153 (2004).
- 15) Otsuka T., Iwao Y., Miyagishima A., Itai S., Int. J. Pharm., 409, 81–88 (2011).
- 16) Shi L., Feng Y., Sun C. C., J. Pharm. Sci., 99, 3322–3325 (2010).