Abstract
A workflow for developing a multidimensional, linear correlation between the process conditions during fluidized bed spray granulation and the surface morphology of the resulting granules is presented. Spray coating experiments with Cellets®500 particles and sodium benzoate solution were performed in a lab-scale fluidized bed varying liquid spray rate, fluidization air flow rate, fluidization air temperature, spray air temperature and spray atomization pressure. To characterize the surface structure, the surface roughness of the coated particles was quantified using confocal laser-scanning microscopy. The roughness was correlated to the process conditions, and the resulting correlation was rigorously analyzed for the importance and co-linearities of the individual process parameters using a principal component analysis. The surface roughness is strongly dependent on the spray rate of the coating solution, the fluidization air temperature and the atomization pressure at the nozzle. In general, wet process conditions and large droplets with a low initial velocity favor the formation of particles with a rough surface structure, while dry conditions and fine droplets with a high velocity result in granules with a smooth and compact coating layer.
1. Introduction
1.1 Motivation
Fluidized bed spray granulation is a key process used in various industries for the production of high-quality granular solids. The processing of particles in a fluidized bed with liquid injection allows the production of a wide variety of particles for different applications. Products from spray granulation include pharmaceuticals, food powders, fertilizers and detergents, among others. The variation of process conditions is used to obtain defined product properties like certain sizes, shapes or structures, which then define the application properties like flowability, stability or taste and odor masking (Dewettinck and Huyghebaert, 1999). A coating can also be applied to protect the core from environmental influences and prevent oxidation or moisture absorption (Werner et al., 2007). Controlled release of active substances is another application in which the structure of the coating is essential (Turton, 2008; Tzika et al., 2003). A detergent, for example, requires a short release time, whereas fertilizers should usually be released at a defined rate over a longer time period.
To induce particle growth, a solid-containing liquid is sprayed onto the fluidized particles. The size increase occurs via either agglomeration or layering granulation or coating. In the case of agglomeration, the liquid acts as a binder between the primary particles. When two wet particles collide, a liquid bridge forms and solidifies after the liquid evaporates due to the hot fluidization gas. Thus, agglomerates are formed by connecting several primary particles via solid bridges (Fries, 2012). In layering granulation or coating, the droplets come into contact with the particle surface, where they spread and form a liquid film around the particle. Due to evaporation of the liquid, this film becomes a solid shell. By repeating these steps, several coating layers can be added to the particle (Uhlemann and Mörl, 2000). Usually, the application of thin layers onto the particle surface is defined as coating, whereas granulation refers to a layering growth resulting in an onion-like structure (Rieck et al., 2015). In this work the particle growth due to layering is defined as granulation.
The formation of a coating layer during the fluidized bed spray granulation depends on several micro-processes that are affected by the process conditions. The deposition and spreading of droplets on the particles depend on properties of the particle surface—such as roughness and chemical composition—as well as the droplet characteristics. The latter includes not only the size and velocity of the droplets, but also coating solution properties like viscosity and surface tension. Another important micro-process is the evaporation of the liquid due to the heated fluidization gas, which is strongly influenced by the drying conditions (Fries, 2012; Uhlemann and Mörl, 2000). Depending on the chosen material system, additional phenomena like crystallization or penetration of the solution into the pores of porous particles can occur and influence the granule properties (Hoffmann et al., 2015; Uhlemann and Mörl, 2000). The knowledge of the effect of different process parameters on the micro processes in the fluidized bed and the resulting granule structures is invaluable for the production of tailor-made particles.
1.2 Previous works
The influence of process parameters on different particle properties has been investigated in several previous works. In most of these studies, either a small set of parameters was chosen or a one-factor-at-a-time approach was used, meaning that interaction between the parameters is not considered. Rieck et al. (2015) and Hoffmann et al. (2015) investigated the influence of the drying conditions on the layer porosity for the coating of glass and γ-Al2O3 particles with sodium benzoate. Their experiments were carried out in top-spray configuration at different fluidization air inlet temperatures and spray rates of the coating solution. The overall drying conditions were described by a drying potential, which was correlated to the shell porosity measured by X-ray micro-tomography. For both glass and γ-Al2O3, a linear decrease of the porosity was observed with increasing drying potential, characterized by a higher air temperature and lower spray rate.
The drying conditions were also examined by Hampel (2015). Cellulose particles (Cellets®200) were coated with sodium benzoate in a Wurster fluidized bed process and qualitatively analyzed afterwards regarding their surface morphology via scanning electron microscopy. The varied parameters were the gas inlet temperature, the spray rate of the coating solution and the fluidization air mass flow rate. The increase of the gas temperature led to the formation of a more compact coating, whereas the increase of the gas mass flow resulted in a higher shell porosity. No unambiguous change in surface morphology was observed when varying the mass flow of the coating liquid.
Tzika et al. (2003) observed non-uniform coatings and serious surface defects for fertilizer particles that were coated with a polymer latex at very low or very high fluidization air velocities. This poor coating quality was attributed to the low frequency at which the particles entered the coating zone for the low air velocity and to the reduced time in the coating zone per pass in addition to frequent collisions of the particles with each other and the wall for the high velocity. The best coating quality was achieved by choosing an intermediate air fluidization flow rate.
The continuous granulation of sodium benzoate in a horizontal fluidized bed with sieve-milling circuit was investigated by Diez et al. (2018). Similar to Rieck et al. (2015) and Hoffmann et al. (2015), Diez et al. (2018) produced particles with a compact and smooth surface at high air temperatures and low liquid spray rates, whereas low temperatures and high spray rates resulted in a higher surface roughness.
Schmidt et al. (2017) performed coating experiments with γ-Al2O3 particles and a suspension of limestone, hydroxy propyl methyl cellulose and water at different atomization pressures of the top-spray nozzle used for the injection of the suspension. The shell porosity was found to decrease with increasing pressure.
The surface morphology and layer thickness of particles coated in a fluidized bed were also studied by Depypere et al. (2009) and Perfetti et al. (2010). Depypere et al. (2009) coated glass particles with sodium caseinate and gelatine hydrolysate in bottom-spray configuration and in top-spray configuration at three different nozzle heights. The coatings were analyzed via confocal laser-scanning microscopy. For sodium caseinate coatings, the coating thickness and uniformity decreased with increasing distance between the nozzle tip and the fluidized bed, meaning that the particles from the bottom-spray set-up had the most homogeneous coating while the highest top-spray nozzle position resulted in a wider layer thickness distribution. With gelatine hydrolysate as coating material, however, the highest coating quality was achieved at the lowest nozzle position in top-spray configuration.
Perfetti et al. (2010) used X-ray micro-tomography to characterize polymer-coated sodium benzoate and cellulose particles that were coated with polyvinyl alcohol and hydroxy propyl methyl cellulose in a top-spray fluidized bed. The coating layer thickness was determined with different methods based on the two-dimensional and three-dimensional particle structures obtained from the tomography data. Most results were in good agreement with the theoretical thickness as well as with each other. Furthermore, the micro-CT allowed the measurement of several structural parameters of the coating shell, including surface density, porosity and pore volume.
In these previous works, the coating quality was either evaluated qualitatively or a one-dimensional approach was used to correlate individual parameters or the drying potential with the surface morphology. However, a multidimensional correlation between process conditions and granule surface morphology is yet to be developed. Such a correlation is crucial as individual parameters are not able to reflect all the parameters involved during fluidized bed spray granulation. For example, it was already shown that the shell porosity is influenced by the atomization pressure, but this value is not included into the drying potential. Thus, a correlation is needed that indicates the influencing parameters qualitatively and quantitatively.
1.3 Structure
To develop a multidimensional, linear correlation that connects the process parameters and the granule surface roughness, coating experiments were carried out in a lab-scale fluidized bed. As a result of the literature study and previous investigations, the liquid spray rate, the fluidization gas flow rate and inlet temperature, the spray air temperature and the spray atomization pressure were chosen as varying parameters. To investigate the influence of these five process parameters within a reasonable amount of runs while still obtaining a significant result, the experiments were statistically planned. The resulting granules were analyzed regarding their surface roughness via laser-scanning microscopy. Therefore, a 3D-profile of the particle surface was created which was then evaluated in a defined measurement area. The roughness was correlated to the process parameters and the resulting linear correlation was rigorously analyzed for the importance and co-linearities of the parameters using a principal component analysis.
2. Materials and methods
2.1 Materials
For all experiments, Cellets®500 (Harke Pharma GmbH, Germany) with a diameter between 500 and 710 μm were used as primary particles. Cellets® consist of microcrystalline cellulose and are often utilized as pharmaceutical excipient. Because of their non-porous surface, no droplet imbibition occurs during the coating process. The material provides a smooth surface and high sphericity. In addition, the Cellets® are chemically inert and insoluble in water, which makes them suitable for coating experiments with a salt solution. Table 1 lists the main properties of the particles. As coating material, an aqueous solution with 30 wt% sodium benzoate was used. Sodium benzoate is a white, crystalline powder with a good solubility in water that is used as a preservative in the food industry.
Table 1
Properties of Cellets®500.
| Sauter diameter |
639 |
μm |
| Sphericity |
0.96 |
– |
| Surface roughness |
1.5 |
μm |
| Solid density |
1445 |
kg/m3 |
The coating experiments were carried out in the ProCell® 5 LabSystem with the fluidized bed process chamber GF3 (Glatt, Germany), which is shown in Fig. 1. The diameter at the gas inlet of the chamber is 180 mm. For the injection of the coating solution, a two-fluid nozzle of type 970-S4 (Schlick, Germany) with an orifice size of 1.2 mm was installed in bottom-spray configuration in the center of the sieve plate distributor (mesh size 105 μm). The solution is conveyed to the nozzle with a peristaltic pump (Medorex TB, Germany) and compressed air is used to atomize the liquid into fine droplets. The experiments were performed batch-wise with an initial bed mass of 2 kg of Cellets®500 per batch. For each run, 1 kg of the 30 wt% sodium benzoate solution was injected into the process chamber.

As previously mentioned, five parameters were varied: the spray rate of the coating solution
m˙l,
the fluidization air volume flow
V˙air,
the fluidization air inlet temperature Tin, the spray air temperature Tat and the spray atomization pressure pat. The different values that were set for each parameter are shown in Table 2. The limits were chosen in such a way that a broad range was covered while the stability of the process was still maintained. An overview of the experiments, including the process parameters, average bed temperature, theoretically expected outlet air temperature after evaporation of the water and surface roughness data, is provided on J-STAGE Data website.
Table 2
Process parameters and values used in coating experiments.
| m˙1 [g/min] |
V˙air [m3/h] |
Tin [°C] |
Tat [°C] |
pat [bar] |
| 10 |
80 |
50 |
20 |
0.5 |
| 15 |
105 |
85 |
70 |
1.75 |
| 20 |
130 |
120 |
120 |
3.0 |
A design of experiments approach is used to investigate the effects of multiple input variables on a response at the same time. In this case, the effect of the process parameters on the surface roughness was investigated. By planning the experiments statistically, interactions between the parameters can be considered while the number of runs is reduced compared to the full factorial experimental plan. For the granulation experiments in this work, a three-level experimental plan including the five parameters listed in Table 2 was created using the statistics software Minitab 18 (Minitab, USA). For each parameter an upper and lower limit was defined. In addition, the mean value of these limits was chosen as the third level. Since the three-level full factorial approach consisted of 243 experiments, the response surface methodology with central composite design was used instead. Choosing the half fraction of the thereby obtained design resulted in a total of 29 experiments.
2.4 Surface roughness measurement
2.4.1 Confocal laser-scanning microscopy
In a conventional optical microscope, the entire sample is illuminated by a light source, so the photodetector, where the light reflected from the sample forms an image, detects not only the sample itself but also unfocused planes in the background. In contrast, only a small part of the sample is illuminated at each time in confocal laser-scanning microscopy. The surface of a sample can be scanned by moving the position of the focal point on the sample surface. By scanning the image area within the field of view, a two-dimensional image at a given height is captured. This scan is repeated several times with the objective lens at different Z-axis positions in order to reconstruct the three-dimensional structure of the sample and gather height information. The confocal laser technology allows for the acquisition of images with a large depth of field that are in focus across the entire screen (Keyence, 2015).
2.4.2 Roughness quantification
The surface roughness was measured using the 3D Laser Scanning Confocal Microscope VK-X160K (Keyence, Japan). The microscope uses a two-way light source with laser light and white light. The light emitted from the laser light source is focused on the sample surface by the objective lens with a magnification of 10×, 20×, 50× or 100×. Based on the detected height information and laser intensity, a 3D-profile of the particle surface is constructed. The relatively short measurement time compared to other surface morphology characterization methods, like X-ray micro-tomography, as well as the possibility to quantify the surface structure make the laser-scanning microscopy the ideal analysis method for this work.
To quantify the surface morphology of the coated particles, the surface roughness was evaluated. Roughness consists of a sequence of peaks and valleys forming a complex shape due to their difference in height, depth and intervals (Keyence, 2015). A wide variety of parameters, based either on lines or areas on the surface, can be used to describe the roughness. These parameters are defined in DIN EN ISO 4287:2010-07 (2010) and DIN EN ISO 25178-2:2012 (2012). In this work, the arithmetical mean height Sa, one of the most commonly used roughness quantifiers, was used to characterize the roughness. The arithmetical mean height is a surface-based parameter which describes the average height difference of each point on the surface from the mean height of the particle surface within a defined measurement area A:
|
S
a
=
1
A
∬
A
|
h
(
x
,
y
)
-
h
¯
|
d
x
d
y | (1) |
The measured 3D-profiles of the coated particles were smoothed using a Gauss filter to reduce measurement noise. Additionally, the surface shape was corrected with image processing to avoid an influence of the particle shape on the measured roughness. The surface-based arithmetical mean height was evaluated at 50× magnification over the whole surface area that was covered by the microscope. For each sample three particles were analyzed at three different positions on the surface of each particle.
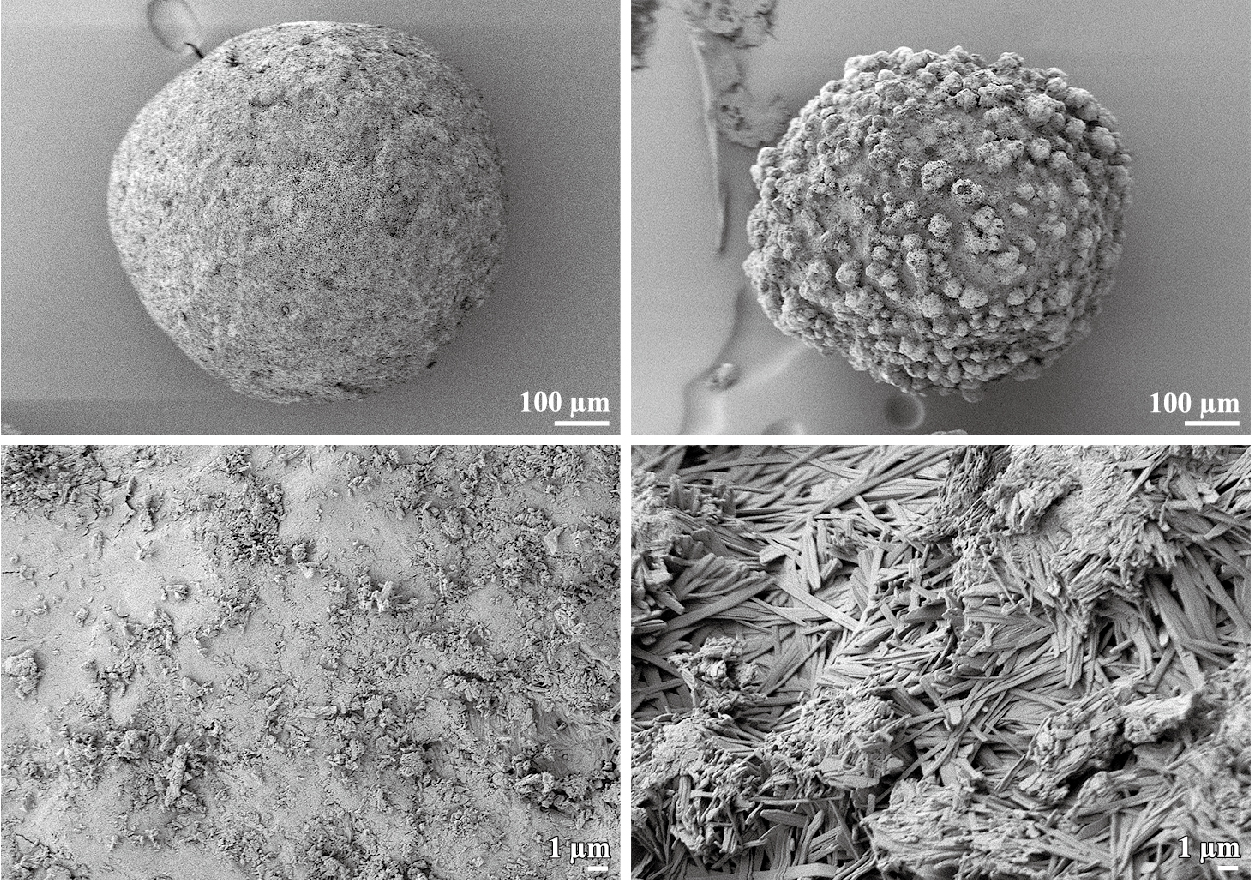
To validate the observations regarding the surface morphology, particles from two experiments with extremely different process conditions—due to the parameters being set to either their minimum or maximum values in these runs—were analyzed with a scanning electron microscope (type: Supra VP55, Zeiss, Germany).
3. Results and discussion
3.1 Regressing process parameters and granule roughness
A linear regression model is fitted to the roughness data using the ordinary least squares method. This allows for the pre-factors for a linear equation connecting the five varied process parameters to the surface roughness to be determined. With a principal component analysis, principal components that reduce the variance in a data set can be identified.
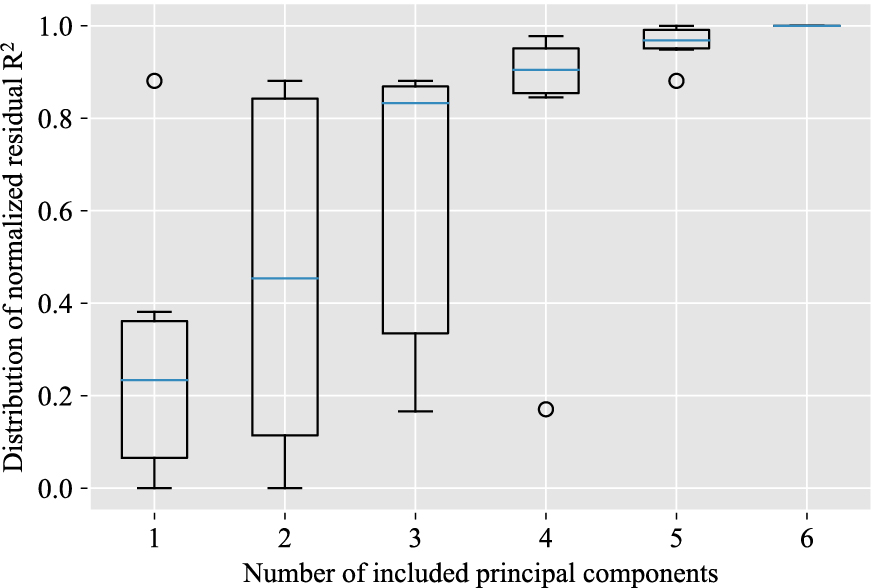
To perform the principal component analysis, a matrix A is created in which each column contains the data for one experiment, including process parameters during the coating experiment as well as the granule surface roughness. Afterwards, the eigenvalues and eigenvectors of the corresponding covariance matrix Cov(A) = AAT are determined. The distribution of the residual decreases with the number of included components. Fig. 2 shows how the residual distribution changes when a certain number of principal components is included in the model. It can be seen that the distribution of the residual can be reduced to a reasonable range by including four components in the model. To avoid over-fitting of the model, the components that correspond to the lowest eigenvalues are dropped and only statistically significant parameters are considered.
3.2 Linear correlation for the surface roughness
During the fluidized bed spray granulation, the particle surface structure formation is dependent on several micro-processes occurring within the droplets and at the solid-liquid interface. The droplet characteristics and the interaction of solid and liquid on the other hand are influenced by the process variables that determine the overall state of the fluidization air as well as the conditions in the spray zone and the drying zone of the fluidized bed. Using the previously described approach to create a linear model connecting the chosen process parameters to the granule surface roughness, the following correlation for the arithmetical mean height is obtained:
|
S
a
=
8.718
+
0.085
m
˙
l
-
0.038
T
in
-
0.843
p
at | (2) |
According to the correlation, the surface roughness Sa depends on three of the five investigated parameters: the fluidization air temperature Tin in °C, the atomization pressure pat in bar and the liquid spray rate
m˙l
in g/min. The spray air temperature and the fluidization air volume flow, however, did not show a significant effect on the surface structure and were therefore removed from the model. As the signs in Eqn. (2) suggest, a high surface roughness is achieved at low fluidization air temperatures, low atomization pressures and high spray rates of the coating solution. Conversely, at high air temperatures, high spray pressures and low liquid spray rates, particles with smooth and compact surfaces are produced. These observations are confirmed by the SEM images of the granules in Fig. 3. As predicted by the model, the particle coated at m˙l = 20 g/min, Tin = 50 °C and pat = 0.5 bar has a significantly rougher and more uneven surface than the particle coated at m˙l = 10 g/min, Tin = 120 °C and pat = 3.0 bar.
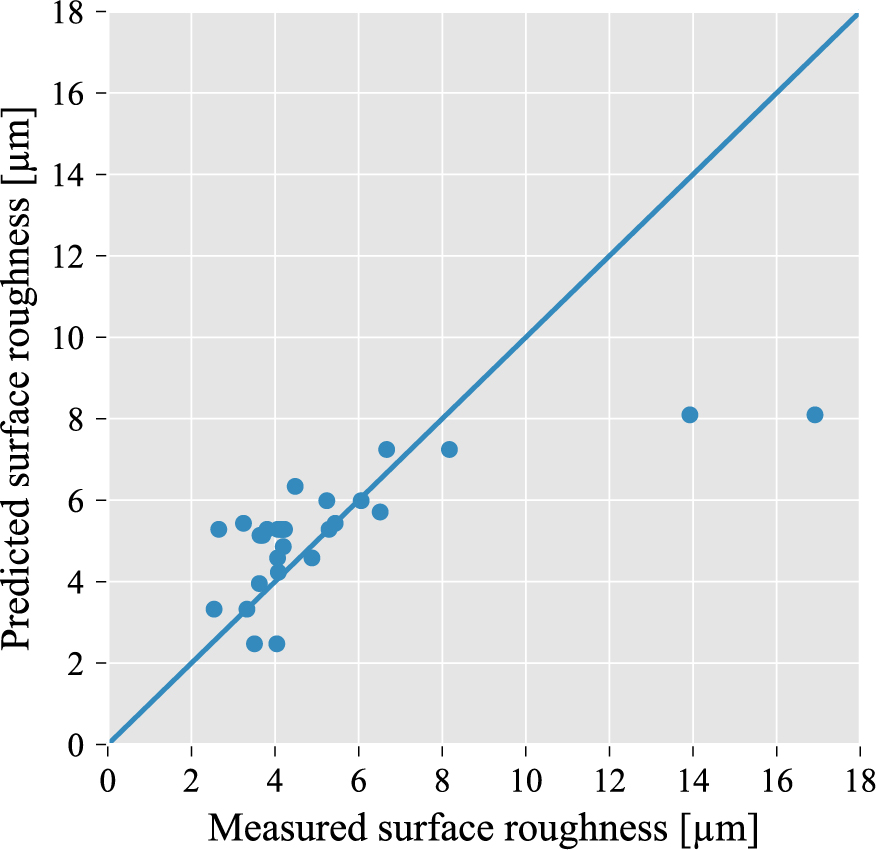
As depicted in Fig. 4, the roughness values predicted by the linear model show an overall good agreement with the measured data. Only the two highest roughness values are overestimated by the correlation and lie significantly below the 45°-line. With increasing roughness the particle structure becomes more irregular, which makes the characterization of the overall surface morphology challenging. Furthermore, there are few data points at high roughness values, which makes the fitting of the model difficult in this roughness range. For values below 9 μm, where most of the data points lie, the model shows a good fit. Moreover, it has to be considered that, while the surface structure analysis via laser-scanning microscopy is an improved characterization method in terms of measurement time compared to the X-ray tomography and scanning electron microscopy approaches used in previous studies, the amount of analyzed granules is still very low compared to the whole particle bed for each experiment.
An advantage of the linear model is the easy interpretation since the influence of each variable on the response can be directly seen in the correlation. This allows for the analysis of the individual process parameters and their impact on the formation of the coating and the resulting surface morphology. In the following sections, the influence of the three primary influencing factors on the surface structure is discussed in detail.
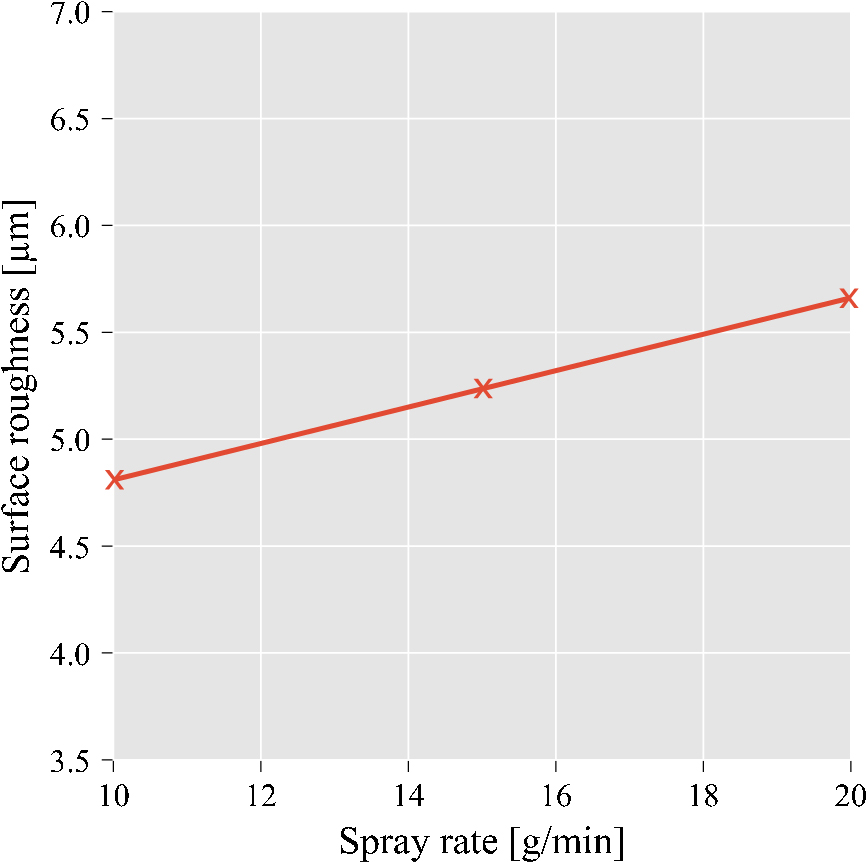
3.2.1 Influence of the liquid spray rate
In Fig. 5, the partial dependence of the surface roughness on the spray rate of the sodium benzoate solution is shown. The higher roughness at an increased spray rate predicted by the linear model is confirmed by the laser-scanning microscope images in Fig. 6. At the maximum spray rate of 20 g/min, a rough and irregular surface was formed, whereas the particles from the experiment with the lowest spray rate of 10 g/min and otherwise similar parameters have a smooth surface without any noticeable peaks. This dependence of the roughness on the spray rate can be explained by the crystallization of sodium benzoate in the evaporating solution droplets on the particle surface. At low spray rates, the drying conditions in the fluidized bed are intense due to the low amount of liquid in the process chamber. In this case, the liquid evaporates quickly, causing a high over-saturation of sodium benzoate in the shrinking droplet. Due to the short drying time, nuclei formed in the droplets do not have enough time to grow into larger crystals. These precipitated nuclei form a dense coating with a smooth surface. High spray rates, however, cause a large temperature drop over the fluidized bed due to the high amount of liquid that evaporates. This effect can be observed in the theoretical outlet air temperature given on J-STAGE Data website, that corresponds to the decreased fluidization air temperature after passing the particle bed due to the evaporation of the water in the process chamber. Consequently, at high spray rates and therefore moderate drying conditions, the slow evaporation of water and long drying time of the droplets allow the growth of larger sodium benzoate crystals on the particle surface, resulting in a rough and irregularly shaped coating. This crystalline surface structure formed under wet process conditions is especially apparent in the SEM images in Fig. 3. The dependence of the crystallization of sodium benzoate on the drying conditions during fluidized bed coating was also observed by Rieck et al. (2015) and Hoffmann et al. (2015).
As shown in the partial dependence plot in Fig. 7, an increase in the fluidization air inlet temperature results in a lower roughness and therefore smoother particle surface. Just like the liquid spray rate, the temperature of the fluidization air has a major impact on the drying conditions during the granulation process. Due to the reduced relative humidity, the heated air can absorb a higher amount of water, which results in a high drying rate. Under these conditions, small crystal seeds are precipitated from the droplets due to the fast evaporation and short drying time rather than growing into larger crystals. The smooth surface that is formed under intense drying conditions at the highest investigated temperature of 120 °C is depicted in Fig. 5. Conversely, the particles coated at 50 °C and otherwise similar parameters show a rough surface with many visible peaks and valleys. At these moderate drying conditions, due to the lower air temperature, crystal growth is enhanced as previously explained, and the larger crystals form a rougher and irregular surface. This observation is confirmed by the SEM images in Fig. 3, in which the surface morphology of the right particle is clearly defined by sodium benzoate crystals, whereas no such crystal structures are visible on the left particle’s surface.

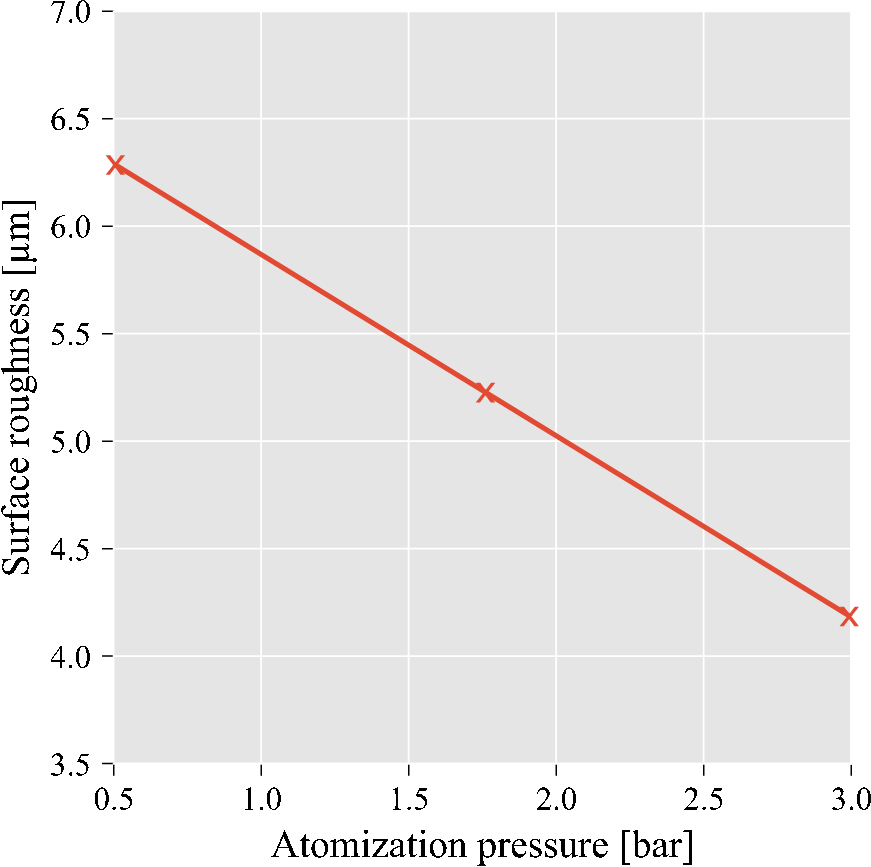
The partial dependence of the surface roughness on the atomization pressure in Fig. 8 shows a decreasing arithmetical mean height with increasing pressure. This trend is also apparent in the microscope images in Fig. 5, in which the surface formed at the minimum pressure of 0.5 bar is significantly rougher than the surface of the particle coated at the maximum atomization pressure of 3.0 bar. The droplet characteristics during granulation are strongly influenced by the nozzle parameters. The pressure of the spray air determines the droplet size as well as the initial droplet velocity. At higher pressures the shear stress acting on the injected liquid is also higher, which causes the formation of finer droplets with high velocity. Once a droplet collides with a particle, this high velocity leads to a homogeneous spreading of the droplet on the particle surface. The fast and even spreading of the droplets before the water completely evaporates leads to the formation of a smooth and uniform coating. Furthermore, existing surface defects can be filled by the small liquid droplets, which further increases the smoothness of the surface. In contrast, the larger droplets produced at low nozzle pressures have a lower velocity upon impact with the particles, thus spreading in a less homogeneous way and creating a more uneven coating.
Besides the spray air pressure, the droplet characteristics are dependent on the properties of the spray solution, like viscosity and surface tension. The surface tension, along with the solid-vapor and solid-liquid interfacial energy, determine the contact angle of a droplet on the particle surface, which characterizes the wetting behavior and indicates, how well a liquid spreads on a solid surface. The viscosity influences the flow behavior of the coating solution and therefore the spreading velocity of the droplets on the particle surface. Due to the evaporation of the liquid in the fluidized bed, the viscosity of a droplet is not constant and increasing with the decreasing water content and therefore increasing solid concentration within the droplet. In combination with the droplet size and velocity these factors strongly influence the deposition of the droplets on the particle surface and therefore the resulting granule morphology.
4. Conclusions
To investigate the influence of process conditions on surface morphology, fluidized bed spray granulation experiments were performed with different process parameter combinations according to a statistical experimental plan. To characterize the surface structure, the roughness was measured via confocal laser-scanning microscopy. Compared to the surface characterization methods used in most previous works, this roughness analysis is advantageous in terms of measurement time and the possibility of quantifying the morphology. To connect the surface structure to the process parameters, a linear model was fitted to the roughness data. A principal component analysis was used to identify the principal components with significant impact on the roughness. It can be concluded that the surface roughness is primarily influenced by the drying conditions in the fluidized bed and the properties of the injected liquid droplets. The former depends on the spray rate of the coating solution, which determines the amount of liquid introduced into the process chamber per time step, and the inlet temperature of the fluidization air, which impacts the amount of water that the air can absorb. It was shown that moderate drying conditions lead to the formation of a coating with a rough surface, whereas particles with a smooth surface were produced at high drying rates. This dependence of the roughness on the drying parameters is explained by the crystallization of sodium benzoate. Apart from the properties of the coating solution, the droplet characteristics are affected by the spray atomization pressure at the two-fluid nozzle in such a way that finer droplets with a higher initial velocity are formed at higher pressures. Consequently, a smooth surface was observed for particles coated at high atomization pressures, while a decrease in atomization pressure led to higher roughness values.
The correlation obtained in this work allows the prediction of the surface roughness for any combination of the five investigated process parameters. To improve the prediction of product properties in fluidized bed spray granulation and gain a further understanding of the process, the work flow presented in this study can be applied to other material systems, in which different micro-processes and parameters might be important for the surface structure formation, as well as different apparatus geometries and configurations.
Future studies will be concerned with the application of different granulator geometries, like spouted beds that are used for coating (Pietsch et al., 2018), and scale-up to pilot-scale granulators with different mixing times (Diez et al., 2019), as well as utilization of the CFD-DEM method (Kieckhefen et al., 2020) to correlate mixing times and particle-scale drying conditions with the resulting surface structures.
Acknowledgements
Maike Orth acknowledges funding from the German Research Foundation within the DFG Graduate School GRK 2462 “Processes in natural and technical Particle-Fluid-Systems (PintPFS)” (Project No. 390794421). Paul Kieckhefen acknowledges funding from BASF SE.
References
- Depypere F., Van Oostveldt P., Pieters J.G., Dewettinck K., Quantification of microparticle coating quality by confocal laser scanning microscopy (CLSM), European Journal of Pharmaceutics and Biopharmaceutics, 73 (2009) 179–186. DOI: 10.1016/j.ejpb.2009.04.007
- DIN EN ISO 4287:2010-07, Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters, DIN (Deutsches Institut für Normung e.V.), Berlin, 2010.
- DIN EN ISO 25178-2:2012 Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters, DIN (Deutsches Institut für Normung e.V.), Berlin, 2012.
- Dewettinck K., Huyghebaert A., Fluidized bed coating in food technology, Trends in Food Science & Technology, 10 (1999) 163–168. DOI: 10.1016/S0924-2244(99)00041-2
- Diez E., Kieckhefen P., Meyer K., Bück A., Tsotsas E., Heinrich S., Particle dynamics in a multi-staged fluidized bed: particle transport behavior on micro-scale by discrete particle modelling, Advanced Powder Technology, 10 (2019) 2014–2031. DOI: 10.1016/j.apt.2019.05.025
- Diez E., Meyer K., Bück A., Tsotsas E., Heinrich S., Influence of process conditions on the product properties in a continuous fluidized bed spray granulation process, Chemical Engineering Research and Design, 139 (2018) 104–115. DOI: 10.1016/j.cherd.2018.09.032
- Fries L., Discrete particle modeling of a fluidized bed granulator (Dissertation), Cuvillier Verlag, 2012. ISBN: 9783954042456.
- Hampel N.A., Diskontinuierliches und kontinuierliches Pelletcoating im Wurster-Wirbelschichtprozess (Dissertation), Otto-von-Guericke-Universität Magdeburg, 2015. http://dx.doi.org/10.25673/4340
- Hoffmann T., Rieck C., Bück A., Peglow M., Tsotsas E., Influence of granule porosity during fluidized bed spray granulation, Procedia Engineering, 102 (2015) 458–467. DOI: 10.1016/j.proeng.2015.01.189
- Keyence, 3D Laser Scanning Confocal Microscope VK-X250K/X260K, VK-X150K/X160K, VK-X120K/X130K: User’s Manual, 2015.
- Kieckhefen P., Pietsch S., Dosta M., Heinrich S., Possibilities and limits of computational fluid dynamics-discrete element method simulations in process engineering: a review of recent advancements and future trends, Annual review of chemical and biomolecular engineering, 11 (2020) 397–422. DOI: 10.1146/annurev-chembioeng-110519-075414
- Perfetti G., Van de Casteele E., Rieger B., Wildeboer W.J., Meesters G.M.H., X-ray micro tomography and image analysis as complementary methods for morphological characterization and coating thickness measurement of coated particles, Advanced Powder Technology, 21 (2010) 663–675. DOI: 10.1016/j.apt.2010.08.002
- Pietsch S., Kieckhefen P., Heinrich S., Müller M., Schönherr M., Kleine Jäger F., CFD-DEM modelling of circulation frequencies and residence times in a prismatic spouted bed, Chemical Engineering Research and Design, 132 (2018) 1105–1116. DOI: 10.1016/j.cherd.2018.01.013
- Rieck C., Hoffmann T., Bück A., Peglow M., Tsotsas E., Influence of drying conditions on layer porosity in fluidized bed spray granulation, Powder Technology, 272 (2015) 120–131. DOI: 10.1016/j.powtec.2014.11.019
- Schmidt M., Bück A., Tsotsas E., Shell porosity in spray fluidized bed coating with suspensions, Advanced Powder Technology, 28 (2017) 2921–2928. DOI: 10.1016/j.apt.2017.08.020
- Turton R., Challenges in the modeling and prediction of coating of pharmaceutical dosage forms, Powder Technology, 181 (2008) 186–194. DOI: 10.1016/j.powtec.2006.12.006
- Tzika M., Alexandridou S., Kiparissides C., Evaluation of the morphological and release characteristics of coated fertilizer granules produced in a Wurster fluidized bed, Powder Technology, 132 (2003) 16–24. DOI: 10.1016/S0032-5910(02)00345-5
- Uhlemann H., Mörl L., Wirbelschicht-Sprühgranulation, Springer Berlin Heidelberg, Berlin, Heidelberg, 2000, ISBN: 9783642631252. DOI: 10.1007/978-3-642-57004-9
- Werner S.R.L., Jones J.R., Paterson A.H.J., Archer R.H., Pearce D.L., Air-suspension particle coating in the food industry: Part I—state of the art, Powder Technology, 171 (2007) 25–33. DOI: 10.1016/j.powtec.2006.08.014
Nomenclature
A
measurement area for surface roughness (μm2)
h
height at one point of the particle surface (μm)
h_
mean height of the particle surface (μm)
m˙1
liquid spray rate (g/min)
pat
spray atomization pressure (bar)
Tat
spray air temperature (°C)
Tin
fluidization air inlet temperature (°C)
V˙air
fluidization air flow rate (m3/h)
Authors’ Short Biographies
Maike Orth

Maike Orth is a doctoral student at the Institute of Solids Process Engineering and Particle Technology at the Hamburg University of Technology. There, she obtained her M.Sc. in Process Engineering with distinction in 2019. During her Master’s studies, she spent one semester at the University of Waterloo, Canada. Her research interests include particle formulation in fluidized beds, particle characterization and CFD-DEM simulations of fluidized bed spray processes.
Paul Kieckhefen

Paul Kieckhefen is a is a doctoral student at the Institute of Solids Process Engineering and Particle Technology of the Hamburg University of Technology. There, he obtained a M.Sc. in Process Engineering with distinction in 2018. He interned at BASF in the departments of Chemical and Process Engineering in 2016 and Digitalization in Research & Development in 2017. He performed research stays in the group of Prof. Pirker at the Johannes-Kepler University in Linz, Austria. His research interests comprise efficient simulation methods that describe multiphase flows, time-scale extrapolation methods and product-property prediction approaches using multi-scale simulations.
Swantje Pietsch

Dr.-Ing. Swantje Pietsch is a senior engineer in the Institute of Solids Process Engineering and Particle Technology at Hamburg University of Technology. She obtained her PhD in 2018 on the experimental and numerical investigations of fluidization behavior and liquid injection in three-dimensional prismatic spouted beds. Her research is focused on particle formulation in fluidized beds and CFD-DEM simulations of these processes.
Stefan Heinrich

Stefan Heinrich obtained his diploma in Process Engineering and a doctoral degree at the University Magdeburg. After positions as Assistant and Junior Professor and a Habilitation, he became Full Professor at the TUHH and director of the Institute of Solids Process Engineering and Particle Technology in 2008. He is editor of Advanced Powder Technology and Particuology, chairman of the Working Party on Agglomeration and Bulk Solids Technology of VDI-ProcessNet and of the EFCE Working Party on Agglomeration. His main research interests are fluidized bed technology, mainly for drying and particle formulation, particle simulation methods as well as contact, deformation and breakage mechanics of particles. He received the DECHEMA-Prize 2015.
 https://ror.org/04bs1pb34
https://ror.org/04bs1pb34 


;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/39_2022016_09.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/39_2022016_10.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/39_2022016_11.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/39_2022016_12.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)