Abstract
Strongly exothermic reactions inherently pose the risk of thermal reactor runaway, which may lead to very high increase in temperature, hot spots and potential catalyst deactivation. For such reaction systems, reactors with excellent heat removal performance are needed. In the case of methanation of CO/CO2-rich gases, full conversion is not possible in a single adiabatic reactor due to the equilibrium limitation, and in large-scale plants, e.g., coal-to-synthetic natural gas (SNG) plants, series of four and more reactors with intercooling have been realized. To allow for complete conversion within one reactor, the potential of bubbling fluidized-bed (BFB) reactors with immersed heat exchangers was investigated in the US and Germany from the 1960s to the 1980s. A Swiss consortium started to expand the concept to small- and medium-scale plants to allow the production of renewable methane from decentral renewable sources such as wood gasification and biogas. During their tests, it could be shown that the catalyst particle movement does not only allow for optimal heat removal—close to isothermal operation and thus little catalyst sintering—but that the catalyst particle movement over the height of the reactor with different concentration zones favors the chemical catalyst stability. This contribution will review the fluid-dynamic studies for BFB reactors with immersed heat exchangers in the last decades comprising studies with pressure fluctuation probes, optical probes, X-ray tomography studies, and particle attrition studies.
1. Introduction
Many processes in the chemical industry and those converting chemical energy carriers are either strongly endo- or exothermic. Most hydrogen-producing reactions are endothermic, e.g., steam reforming, gasification, reverse water–gas shift, dehydrogenations, and methane dehydroaromatization to benzene. In consequence, many reactions that consume hydrogen are exothermic, e.g., hydrogenation of double bonds or aromatic systems, water–gas shift reaction, and important fuel syntheses such as methanation, Fischer–Tropsch and methanol synthesis.
While endothermic reactions lead to the formation of a cold spot where the further conversion of the reactant completely depends on further heat supply, strongly exothermic reactions inherently bring the risk of thermal reactor runaway with them leading to a significant increase in temperature, formation of hot spots, often low selectivity, and potential catalyst deactivation. For such reaction systems, either highly temperature-stable catalysts or reactors with exceptional heat removal performance are required.
The methanation reaction is a typical example of a highly exothermic and equilibrium-limited reaction. The equilibrium is generally favored by lower temperatures of about 100 °C, where the conversion rate is close to 100 % (Witte, 2018). However, due to the low activity of the typically used catalysts at temperatures below 200–300 °C, catalytic methanation reactors are usually operated above this temperature level, at temperatures between 200 °C and 500 °C (Götz et al., 2016; Mills and Steffgen, 1974). The typical pressure range is between 3 and 30 × 105 Pa with higher pressures leading to slightly increased methane yields (Götz et al., 2016). While ruthenium is the most active catalyst, it is seldom used due to its high cost. Nickel is highly active, very selective and relatively cheap. It is therefore the preeminent catalyst material for catalytic methanation processes (Mills and Steffgen, 1974; Ghaib et al., 2016).
2. Reactor types for methanation
Commonly used reactor types for the catalytic methanation process are series of adiabatic fixed-bed reactors, cooled fixed-bed reactors, fluidized-bed reactors, slurry reactors, and metal monolith reactors (Schildhauer and Biollaz, 2015; Schildhauer, 2016). Fig. 1 shows illustrations of some of these reactor types. The requirements for the reactor primarily depend on the composition and flow rates of the gas sources, as they determine the requirements for the removal of the reaction heat and the prevention of catalyst deactivation (Kopyscinski et al., 2010; Schildhauer, 2016; Schildhauer and Biollaz, 2015).
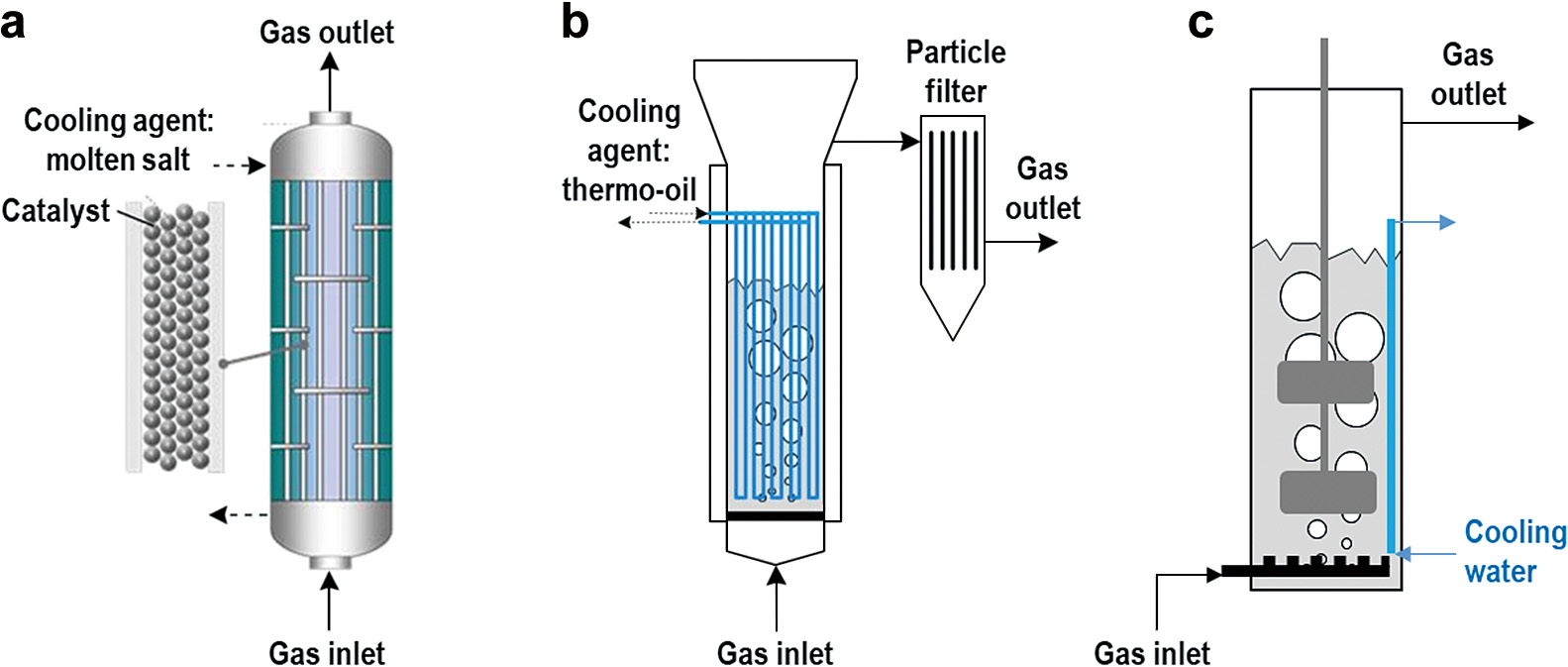
Using fixed-bed methanation reactors is an established method for gas cleaning in the ammonia synthesis process chain. In this application, relatively small concentrations of carbon oxides have to be eliminated from the hydrogen-rich feed streams to avoid catalyst deactivation. No additional cooling is required in this case due to the large ratio between the inert gas and reactant gas volumes and the resulting relatively large heat capacity of the gas stream. For the production of Synthetic Natural Gas (SNG), however, concentrations of inert gases are very low and cooling becomes necessary. This can be achieved through intermittent cooling of the gas stream between multiple fixed-bed reactor stages. Additionally, gas can be recirculated for cooling. Adiabatic reactors require robust catalyst materials that can withstand a broad temperature range without sintering or cracking (Bartholomew, 2001). For the production of SNG from coal gasification gas, this reactor type is well-established, and plants at the GW-scale have been realized (Schildhauer, 2016). It is also possible to directly cool the multi-tubular fixed-bed reactors by having cooling media flow around the catalyst-filled tubes.
Metal monolith reactors are designed to overcome some of the drawbacks of fixed-bed reactors. They are characterized by their high specific surface area, which allows relatively compact reactor designs. Their metal framework, usually based on aluminum or copper, increases the radial heat transfer, while the pressure drop is reduced significantly in comparison to fixed-bed reactors (Schildhauer, 2016; Schlereth et al., 2015). In this way, heat transfer coefficients of more than 1000 W/m2 K can be reached (Boger and Heibel, 2015; Schildhauer, 2016). However, the deposition of the catalyst material on the structured framework is technically complex, especially when the catalyst is deactivated and the reactor has to be coated again with the catalyst.
In three-phase reactors, also known as slurry bubble column reactors, the catalyst is suspended in an inert liquid by the reactant gas flow. On the one hand, the liquid phase is beneficial as it significantly facilitates the heat removal, leading to almost isothermal conditions within the reactor and allowing a dynamic plant operation, where the reactor temperature can be kept stable due to the thermal inertia of the liquid phase. On the other hand, the liquid phase induces an additional mass transfer resistance and needs to fulfill several specifications such as high thermal stability, chemical inertness, low evaporation rates, low viscosity, and surface tension (Götz et al., 2013; Schildhauer, 2016).
Gas-solid fluidized-bed reactors are characterized by nearly isothermal conditions resulting from intensive particle circulation. Bubbles play a crucial role in catalytic bubbling fluidized-bed (BFB) reactors as they significantly influence key properties of the fluidized bed, such as the heat and mass transfer, the mixing of gas and solids as well as elutriation of bed material. Rising bubbles transport particles upwards in their wake, which causes an intensive particle motion resulting in a uniform temperature profile of the fluidized bed. Consequently, the heat transfer between the bed and heat exchanger surfaces is intensified through the steady replacement of the particles. Due to the even heat distribution throughout the reactor, the entire immersed heat exchanger surface can be used at the same time, which is the most important difference from fixed-bed reactors. In this way, local temperature peaks and any associated thermal runaway of reactions can be effectively avoided. Therefore, BFBs with heat exchangers are well suited for highly exothermic reactions such as catalytic methanation. The properties of the bubble phase, including intensity of particle circulation, are dependent on the ratio between the superficial gas velocity u and the minimum fluidization velocity umf, which is referred to as the fluidization number. By setting the u/umf, the reactor performance can be adjusted according to the requirements. For instance, it is possible to recirculate part of the product gas stream or reduce the system pressure to increase the fluidization number and thus intensify the heat transfer if necessary.
A commonly stated disadvantage of fluidized-bed reactors is the attrition of the catalyst material resulting from the comparatively high mechanical stress exerted on the particles through elastic collisions with other particles or the reactor walls. Such attrition can lead to the deactivation and elutriation of the catalyst particles, which therefore would have to be replaced periodically.
Additionally, the formation of bubbles may lead to a bypass of reactants through the reactor within the bubbles and thus to an incomplete conversion of the CO or CO2 in the feed stream. Other frequently mentioned disadvantages are the possible erosion of internals, such as heat exchanger tubes, varying solids residence time distributions, and the frequently complex hydrodynamics that make scaling-up difficult (Götz et al., 2016; Yang, 2013; Yates and Lettieri, 2016). The choice of suitable bed materials and detailed knowledge of the fluid dynamics of BFBs allows overcoming these challenges during scale-up.
3. Fluidized-bed reactors for methanation
Fluidized-bed methanation was developed since the late 1950s to convert synthesis gas from coal gasification (Kopyscinski et al., 2010). The Bureau of Mines developed a relatively slender reactor with a 2.5 cm diameter, operated with Geldart-A-type catalyst particles at 20 bar and around 400 °C. Three feed injections were used to avoid the strong axial temperature gradients observed when fed only from the bottom. In 1963, the Bituminous Coal Research Inc. continued in the Bigas project with a 150 mm diameter reactor, about 2 m bed height and two injection points that were cooled with immersed heat exchanger tubes. At temperatures from 430 to 530 °C, pressures from 6.9 to 8.7 × 105 Pa, it was operated as a BFB for several 1000 hours (Kopyscinski et al., 2010).
Within the Comflux process, the technology was scaled up to the 20 MW scale in the early 1980s by Didier Engineering GmbH and Thyssengas GmbH, supported by the Technical University of Karlsruhe, and tested up to 2125 h (Friedrichs et al., 1985; Hedden et al., 1986). The aim was a conversion process from coal-to-SNG with significantly lower costs than the fixed-bed methanation concepts. As in the Bigas project, very high conversion was reached within one reactor which allowed for significantly lower equipment and capital costs (–30 %) than a series of adiabatic fixed beds. Because of the falling oil and gas prices, however, the development was stopped in the mid-1980s.
Since about the year 2000, the development of this technology has been pursued again, now for the implementation of wood gasification. Seemann et al. (2006) showed that an internal regeneration of catalysts with carbon depositions takes place in BFB methanation reactors operated with producer gas from wood gasification. Accordingly, the fluidized-bed reactor can be divided into different zones. At the inlet zone, the deposition of carbon takes place due to high concentrations of CO and unsaturated hydrocarbons (ethene, benzene). In the zone above, steam gasification and hydrogenation of the carbon deposits or their precursors are predominant. Ultimately, an equilibrium between carbon deposition and the regeneration of the catalyst can be reached in this way.
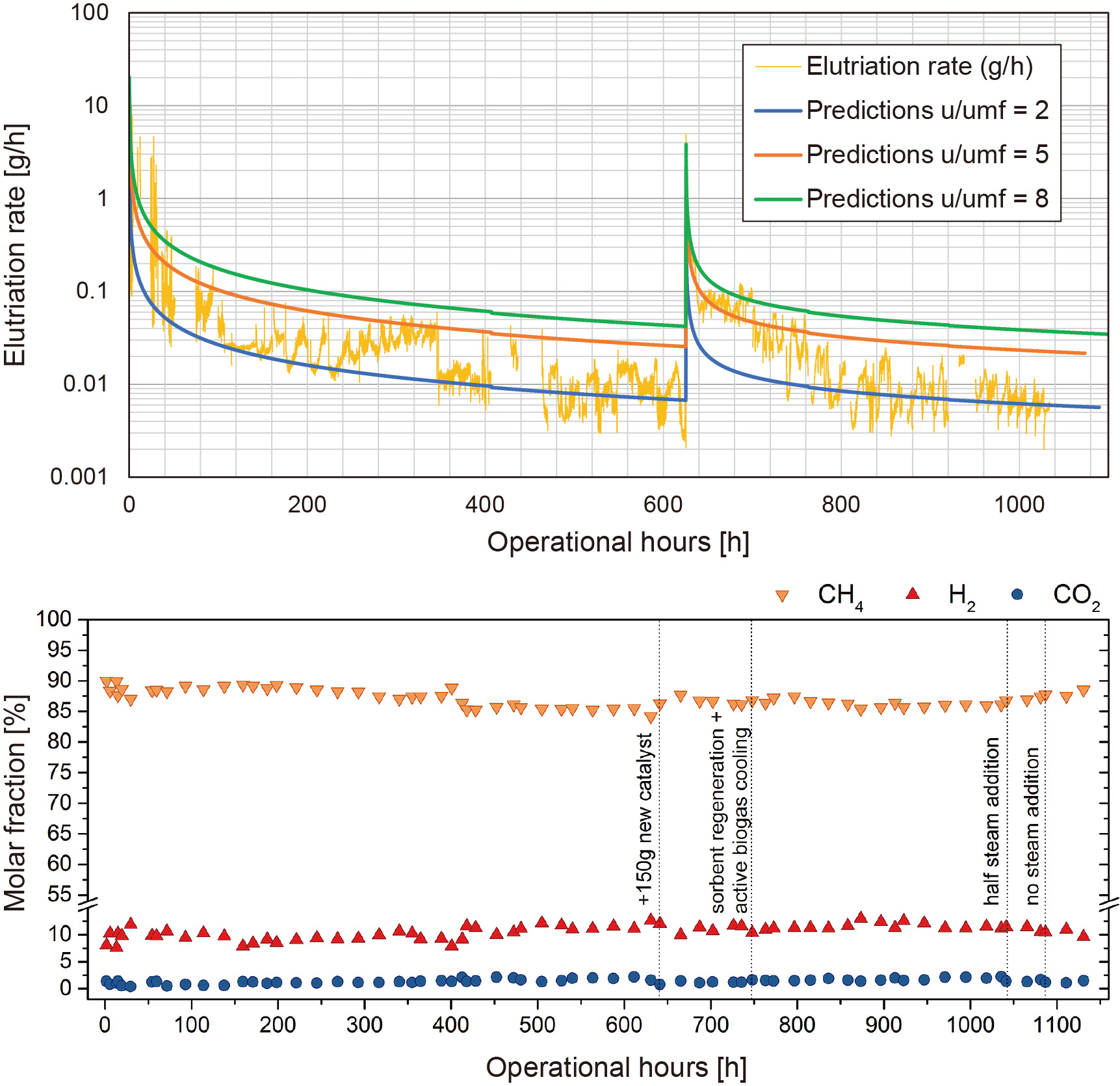
Both for the conversion of wood gasification gas and for the upgrading of biogas by methanation of the CO2 content with added renewable hydrogen, extensive long-duration field studies (>1000 h) with a container-based TRL 4/5 plant were conducted showing the catalyst’s resilience against coke formation (Schildhauer and Biollaz, 2016; Witte et al., 2019). As part of a long-term field test of over 1100 h regular operation, the particle elutriation rate of catalyst material was measured for a reactor with a diameter of 5.2 cm and an original catalyst mass of 800 g. This is illustrated in Fig. 2, which shows the elutriation rates and the concentration profiles over the duration of the field test. Throughout the campaign, only 70 g of the catalyst was elutriated from the reactor. The elutriation rate, measured by an in-line PCME sensor, spiked when fresh catalyst material was inserted, because fine particles are elutriated at much higher rates. It was therefore concluded that attrition rates are low and the catalyst material has to be replaced only once per year (Witte et al., 2019). These findings are supported by the results of the experimental campaigns for the Comflux process development, where the fluidized bed methanation of coal gasification gas was demonstrated up to 20 MW in the early 1980s (Friedrichs et al., 1985; Hedden et al., 1986). The concentration profiles were stable throughout the campaign and showed a high methane yield of 85–90 mol%. Further, optimizing the gas cleaning process step was identified in these tests to be of crucial importance for the extension of the catalyst lifetime, especially limiting the number of sulfur species (Calbry-Muzyka et al., 2019; Calbry-Muzyka and Schildhauer, 2020; Struis et al., 2009).
Other groups are now also investigating this technology, for example in the French GAYA project (Hervy et al., 2021), in Korea (Nam et al., 2021) or in China; there, however, for the conversion of coal to methane (Liu et al., 2016).
4. Hydrodynamics of fluidized-bed reactors with vertical internals
Understanding the hydrodynamics of BFB reactors is of great importance for the design, scale-up and optimization of the reactor, especially in the case of the highly exothermic methanation process, where efficient heat removal is essential. Rising bubbles and correlated hydrodynamic phenomena strongly influence key properties of catalytic BFB reactors, e.g., the heat transfer between the bed and heat exchanger surfaces, gas–solid contacting, mass transfer between bubbles and the bed, residence time distributions, bed expansion, solids segregation and mixing as well as catalyst lifetime, specifically the attrition and elutriation of catalyst particles (Glicksman, 1984; Grace, 2020; Schildhauer and Biollaz, 2016; Valenzuela and Glicksman, 1985; Werther, 2007).
The most relevant bubble properties are the diameter db, the rise velocity of the bubble ubr, the bubble hold-up ɛb and ultimately the shape of the bubble, which allow a good estimation of the above-mentioned phenomena. Extensive experimental studies have been conducted over several decades; however, the majority of the correlations to predict bubble properties are empirical or semi-empirical and often are only valid for a specific range of conditions.
Additionally, the increase of available computational power in recent years led to significant advancement in the field of computational fluid dynamics (CFD), which allows the investigation of fluidized bed hydrodynamics through numerical simulations. While certain properties such as the bubble hold-up ɛb, the average bed expansion or the minimum fluidization velocity umf can be predicted accurately through CFD simulations, it usually requires empirically determined tuning parameters to reach an agreement between simulated and experimentally measured bubble properties. While many aspects of fluidized beds without internals have been researched, there are far fewer publications on the influence of vertical heat exchanger tubes. Simulations with CFD software (Liu and Hinrichsen, 2014; Lv et al., 2020; Verma et al., 2016) were compared to experimental results and showed significant deviations between fluidized beds with and without vertical internals where the internals such as vertical sheets or heat exchanger tubes reduce the increase of the bubble size and lead to more elongated bubbles.
4.1 Pressure fluctuation measurements
Measuring the pressure drop and the pressure fluctuations caused by bubble passing, coalescence and bubble eruptions is a simple, usually non-intrusive method that can be applied in experimental studies on cold-flow models, but also hot reactors (with some adaptations). It was found that vertical internals can decrease the pressure drop by up to 10 % (Taofeeq and Al-Dahhan, 2018a), shift the onset of slugging to higher gas flow rates (Coronella et al., 1994) and also have an influence on the transition to turbulent flow (Taofeeq and Al-Dahhanl, 2018b) in reactors with 10 cm and 14 cm inner diameter, respectively. For the measurements of the pressure fluctuations with fast piezo-electric probes, spectral decomposition was applied to retrieve the average bubble size (Rüdisüli et al., 2012a; b; c). It could be shown that the bubbles in fluidized beds with vertical tubes not only grow more slowly, but also have a smaller hydraulic diameter. Thus, a better mass transfer between bubbles and the dense phase can be expected (Rüdisüli, 2012). This was recently confirmed for a bed of densely packed, small-diameter tubes where the standard deviation of the pressure fluctuations was halved by the presence of the vertical tubes, while the diameter of the bubbles at the bed surface during eruptions went down by a factor of around four (Antonini, 2019).
Horizontal heat exchanger tubes with the necessary packing density, on the other hand, led to gas cushions and local defluidization, which means that relatively poor mass transfer can be expected (Rüdisüli et al., 2012d). In addition, the transversely installed pipes should limit the vertical transport of the particles, which counteracts the limitation of carbon deposits by internal regeneration.
4.2 Sector approach
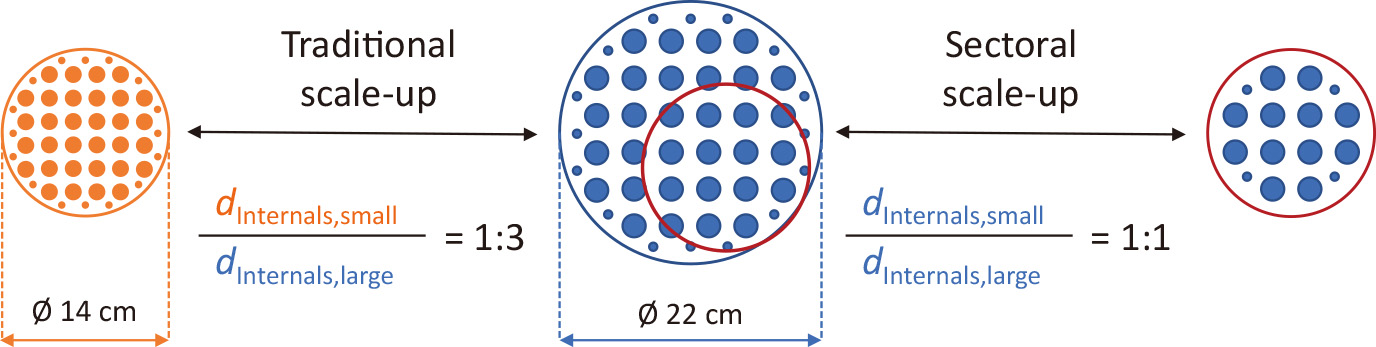
Rüdisüli et al. (2012d) also presented a modified approach for the upscaling of fluidized-bed reactors with vertical internals, which considers defined sectors of internals as autonomous regions. As was already assumed by Volk et al. (1962), it was shown that the vertical pipes, with a spacing of only a few centimeters, strongly structure the fluidized bed and thus minimize the influence of the reactor wall. Experiments with optical probes were conducted with variation of the cross-section of a fluidized bed cold-flow model while keeping tube diameter and pitch constant (i.e. by increasing the number of tubes in the same arrangement). From at least two complete rows of tubes around a measuring point, the measurement is largely representative for all other such “elementary cells” and can be used to design larger reactors with a correspondingly increased number of vertical tubes (with the square of the diameter ratio) (Maurer et al., 2014), see also Fig. 3. This significantly simplifies the construction of pilot plants and the resulting scale-up, as was confirmed by comparing the pressure fluctuations from a pilot scale (1 MW) plant in Güssing and a bench-scale cold-flow model (Rüdisüli et al., 2012d).
Optical probes are versatile tools to facilitate deeper insight into the hydrodynamics of fluidized beds. While the pressure fluctuation measurements only give information on the average size of the rising bubbles, a vertical arrangement of two optical probes can deliver the rise velocity of a bubble, which in combination with the signal duration can be translated into a pierced chord length. The challenge is, however, that the optical probes only allow local measurements, and thus many radially and axially resolved measurements as well as several statistical corrections are needed. Statistical analysis and a Monte Carlo study led Rüdisüli et al. (2012e) to the conclusion that the mean chord length measured with optical probes in freely bubbling beds is a good approximation for the mean bubble diameter. This is due to the increased pierce probability of larger bubbles (which lead to an increased average chord length), which is counterbalanced by the fact that the optical probes do not necessarily pierce the bubbles at their longest axial expansion. This was confirmed by Maurer et al. (2015a) who, however, found that these two counteracting effects are not valid for the measurement of the mean bubble rise velocity for which a different correction approach is required. Further measurements with optical probes in fluidized beds with vertical internals showed significantly different chord lengths and rise velocities (Taofeeq and Al-Dahhan, 2018c). It is therefore necessary to adjust the data evaluation appropriately.
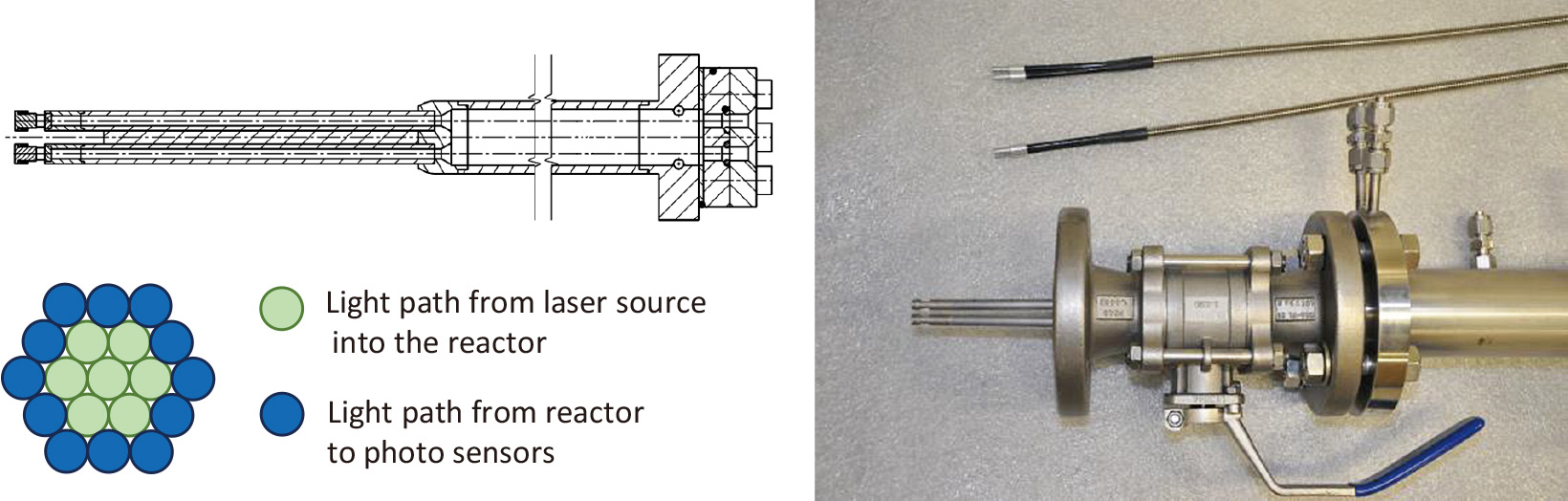
While most cold-flow models reported in the literature are operated at ambient pressure, Maurer (2015) developed and tested a new optical probe sensor, which is able to measure under reactive conditions with pressures of up to 2.5 × 106 Pa and temperatures of up to 400 °C, see Fig. 4.
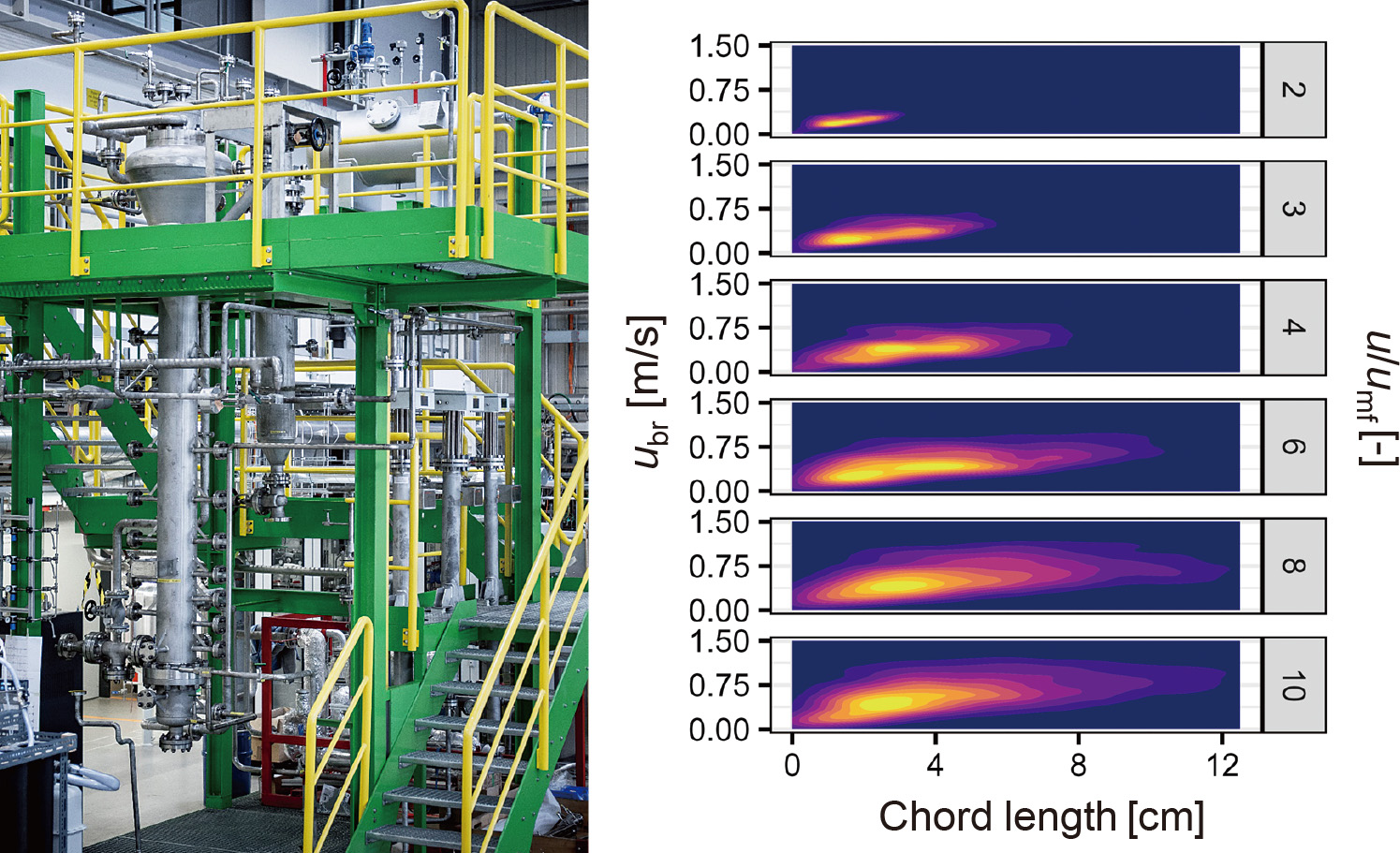
First cold-flow measurements in the pilot plant GanyMeth (22.4 cm inner diameter, operation up to 1–11 × 105 Pa, see Fig. 5, left) with pressurized air and alumina particles at pressures of up to 5 × 105 Pa were conducted and proved the system (Schillinger, 2018).
Recently, a unique data set was measured with these radially movable optical probes at six heights and six radial positions for Geldart-A and Geldart-B-type bed material, pressures of 1–11 × 105 Pa and fluidization numbers u/umf of 2–10, see Fig. 5 (right) (Riechmann, 2022). It becomes obvious that not a single value but rather distributions of bubble properties (chord length, rise velocity ubr) exist for each experimental setting. Meanwhile, data evaluation is ongoing to obtain correlations for the distributions of bubble properties to enable improved modelling/simulation of such reactors.
4.4 X-ray tomography
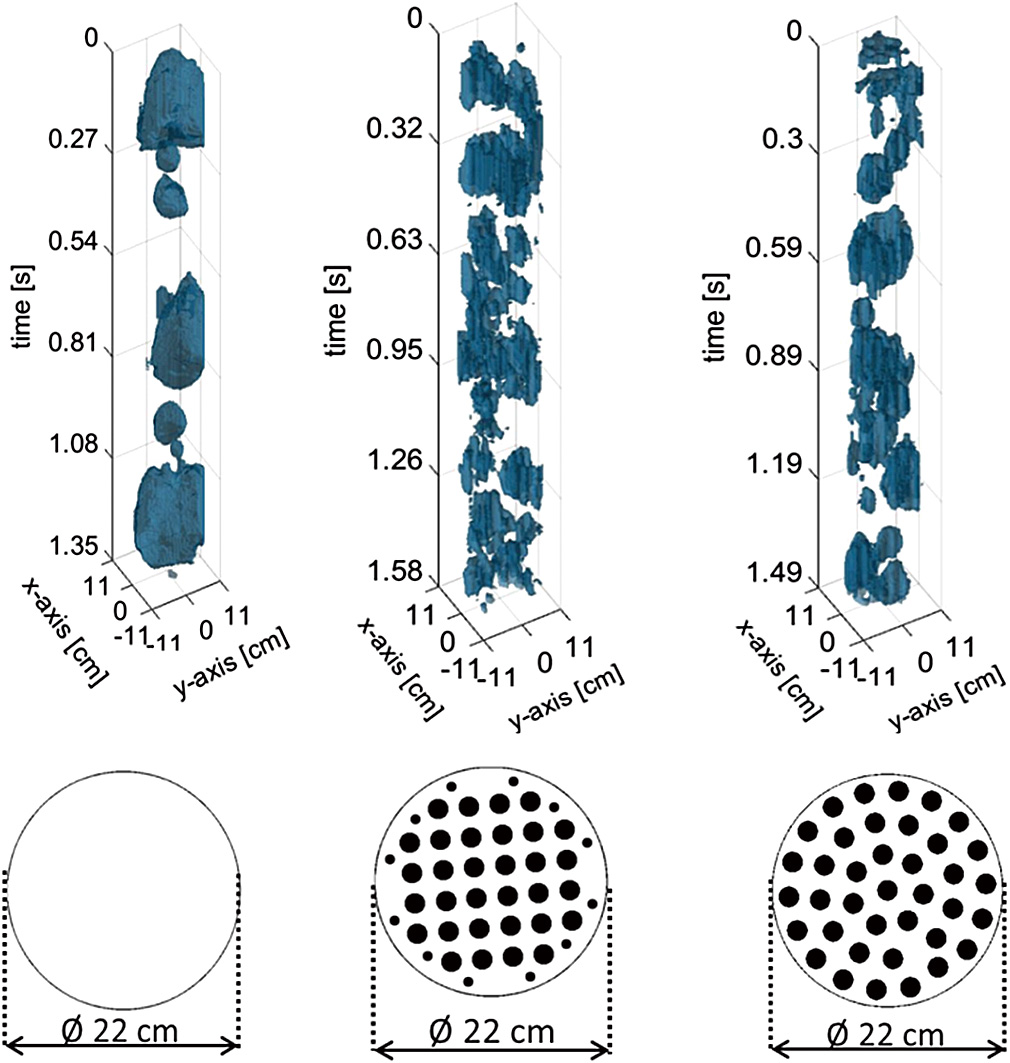
In cooperation with TU Delft, X-ray tomographic investigations were conducted and evaluated by an algorithm allowing the reconstruction of the bubbles in a fluidized bed of Geldart-B particles. This allowed determining their properties with regard to spatial distribution over the cross-section, bubble size and bubble velocity (Maurer et al., 2015b). As can be seen in Fig. 6, a square or concentric arrangement of heat exchanger tubes has very similar effects: there are more bubbles compared to the configuration without internals, and the bubbles deviate significantly from the round shape. Further, experiments with cold-flow models of two diameters (14 cm and 22 cm) confirmed once again the sectorial scaling approach: the differences between beds of different sizes are small if they are structured by vertical internals, while in fluidized beds without internals, the bubble size increases significantly with the reactor diameter.
Compared to measurements with local samples (e.g., optical sensors), the possibility of X-ray tomography to determine the bubble size and the bubble velocity of all rising bubbles over the entire cross-section is a great advantage, as such measurements are less subject to statistical effects. To derive conclusive bubble property distributions from the local measurement at a measurement height, measurements must be taken at several radial positions, assuming rotational symmetry. Bubbles with a larger cross-section in the direction of flow have a higher probability of hitting the sensor, but the bubbles are not always hit at the point of the longest expansion of the bubble in the direction of flow as already mentioned above.
X-ray tomography reconstructions were also used to simulate the measurements of an ideal virtual optical probe. The resulting chord lengths and rise velocities were then compared to the bubble properties derived from the X-ray tomography reconstructions. Statistical effects resulting from the assumed shape of the bubbles, such as chord length distributions and the reduced probability of the optical probe to pierce elongated bubbles in comparison to oblate bubbles, were identified and correction factors were proposed accordingly (Schillinger, 2018). This approach opens the door to improving the evaluation of local optical probe data in ongoing work that is additionally supported by projecting X-ray radiography. Neutron radiography (Ozawa et al., 2002) as well as recent X-ray radiography data (see Fig. 7) show not only bubble sizes and their rise velocities but also the interactions with optical probes. Further, the trajectories can be observed which show that bubbles rise vertically in between or if larger, along the vertical tubes, while in freely bubbling beds significantly more lateral movements and therefore increased coalescence is found (Ozawa et al., 2002).

The importance of removing or supplying heat is the main motivation for introducing vertical heat exchanger tubes into fluidized beds, as they allow reaching more or less isothermal operation conditions. For the proper design of the reactors, quantitative data of heat transfer are needed. Already in 1996, Gunn and Hilal (1996) measured the total heat transfer from electrically heated tubes to the bed of glass beads (BALLOTINI) at ambient pressure. For Geldart-A-type material, total heat transfer coefficients from 350 W/m2K (at u/umf = 2) to 550 W/m2K (at u/umf > 7) were found, independent of the number of tubes and the gas distributor. For Geldart-B materials, the best results were reached with a porous-plate-type distributor, ranging from 250 W/m2K (at u/umf = 2) to >350 W/m2K (at u/umf > 5). Ozawa et al. (2002) measured total heat transfer coefficients from 250 W/m2K (at u/umf = 2) to 400 W/m2K (at u/umf > 5) for Geldart-B-type alumina particles at ambient pressure.
These results are confirmed by our own measurements of PSI at the pilot scale plant GanyMeth, heating up cold nitrogen at 4 × 105 Pa with thermo-oil of 250 °C in a bed of Geldart-B alumina particles. At a fluidization number of around 1.3, the axial temperature profile from the distributor to 1.5-m height ranged from 232 °C to 243 °C, proving the strong axial heat dispersion in these systems. The estimated total heat transfer coefficient (though not very precise due to the small temperature difference of 7 to 18 K) is 170 W/m2K, which fits exactly to the results of (Gunn and Hilal, 1996) for Geldart-B materials and a porous plate distributor at such low fluidization.
Taofeeq et al. introduced advanced non-invasive fast response heat transfer probes in the research field and used them for local measurements in a 14 cm column with Geldart-B-type glass particles for fluidization numbers from 1.4 to 2.5 (Taofeeq and Al-Dahhan, 2018a, b, c; Taofeeq et al., 2022). For fluidization numbers below 2, they found that the presence of vertical internals improved the local heat transfer by up to 20 % in regions closer to the wall, but not in the center of the column. Generally, local heat transfer coefficients from 270 W/m2K (at u/umf = 1.4) to 320 W/m2K (at u/umf = 2.5) were found for beds with an aspect ratio of >1.5.
Further, they found that the local heat transfer is enhanced by the presence of bubbles; our own measurements at PSI with a similar approach with locally applied optical and heat transfer probes (Geldart-B-type alumina particle in a cold-flow model) showed even a direct proportionality of bubble hold-up and local heat transfer, see Fig. 8.
5. Conclusions and outlook
Bubbling fluidized-bed (BFB) reactors with immersed vertical heat exchanger tubes proved to be a suitable reactor type for strongly exothermic reactions such as the methanation of CO/CO2-rich gases to form synthetic natural gas. They help to avoid hotspots and the risk of thermal reactor runaway, potentially leading to catalyst deactivation. Many studies in literature and our own experiments were able to show that the catalyst particle movement does not only allow for optimal heat removal, close to isothermal operation and thus little catalyst sintering, but that the catalyst particle movement over the height of the reactor with different concentration zones favors the chemical catalyst stability. This contribution reviewed the fluid-dynamic studies for BFB reactors with immersed heat exchangers in the last decades comprising studies with pressure fluctuation probes, optical probes, X-ray tomography and studies on heat transfer.
With the results obtained so far, it can be concluded that immersed vertical heat exchanger tube banks improve the fluidization and have the potential to facilitate upscaling. Further, important knowledge was collected to better describe and correlate the distribution of sizes and rise velocities of bubbles which improve heat transfer and particle movement but may limit the reactor performance in the case of too low mass transfer. With the obtained correlations, the reactor models can be significantly improved in terms of mass transport predictions. Planned measurements of temperature and concentration profiles during reactive operation in PSI’s pilot plant will help to practically validate the methanation reactor model in the experimentally investigated pressure and temperature range. This together with the sector scaling model will allow upscaling to the different applications with significantly reduced risk.
Acknowledgments
The authors would like to thank Marion Ziegler, Roham Seif, Evert Wagner, Ruud van Ommen and the whole TCP team at PSI for support during experiments and for scientific discussions. Further, the financial support of the Energy Systems Integration platform at PSI is acknowledged.
References
- Antonini T., Di Carlo A., Foscolo P.U., Gallucci K., Stendardo S., Fluidized bed reactor assisted by Oxygen Transport Membranes: numerical simulation and experimental hydrodynamic study, Chemical Engineering Journal, 377 (2019) 120323. DOI:10.1016/j.cej.2018.11.021
- Bartholomew C.H., Mechanisms of catalyst deactivation, Applied Catalysis A: General, 212 (2001) 17–60. DOI:10.1016/s0926-860x(00)00843-7
- Boger T., Heibel A.K., Heat transfer in conductive monolith structures, Chemical Engineering Science, 60 (2005) 1823–1835. DOI:10.1016/j.ces.2004.11.031
- Calbry-Muzyka A.S., Gantenbein A., Schneebeli J., Frei A., Knorpp A.J., Schildhauer T.J., Biollaz S.M.A., Deep removal of sulfur and trace organic compounds from biogas to protect a catalytic methanation reactor, Chemical Engineering Journal, 360 (2019) 577–590. DOI:10.1016/j.cej.2018.12.012
- Calbry-Muzyka A.S., Schildhauer T.J., Direct methanation of biogas—technical challenges and recent progress, Frontiers in Energy Research, 8 (2020) 570887. DOI:10.3389/fenrg.2020.570887
- Coronella C.J., Lee S.Y., Seader J.D., Minimum slugging velocity in fluidized beds containing vertical rods, Fuel, 73 (1994) 1537–1543. DOI:10.1016/0016-2361(94)90076-0
- De Groot P., Coulon M., Dransfeld K., Ni(CO)4 formation on single Ni crystals: reaction kinetics and observation of surface facetting induced by the reaction, Surface Science, 94 (1980) 204–220. DOI:10.1016/0039-6028(80)90164-8
- Friedrichs G., Proplesch P., Wismann G., Lommerzheim W., Methanisierung von kohlenvergasungsgasen im wirbelbett pilot entwicklungsstufe, Technologische Forschung und Entwicklung—Nichtnukleare Energietechnik, Duisburg, 1985.
- Ghaib K., Nitz K., Ben-Fares F.-Z., Chemical methanation of CO2: a review, ChemBioEng Reviews, 3 (2016) 266–275. DOI:10.1002/cben.201600022
- Glicksman L.R., Scaling relationships for fluidized beds, Chemical Engineering Science, 39 (1984) 1373–1379. DOI:10.1016/0009-2509(84)80070-6
- Götz M., Lefebvre J., Mörs F., McDaniel Koch A., Graf F., Bajohr S., Reimert R., Kolb T., Renewable power-to-gas: a technological and economic review, Renewable Energy, 85 (2016) 1371–1390. DOI:10.1016/j.renene.2015.07.066
- Götz M., Ortloff F., Reimert R., Basha O., Morsi B.I., Kolb T., Evaluation of organic and ionic liquids for three-phase methanation and biogas purification processes, Energy and Fuels, 27 (2013) 4705–4716. DOI:10.1021/ef400334p
- Grace J.R., Hydrodynamics of bubbling fluidization, in: Grace J.R., Bi X., Ellis N. (Eds.), Essentials of Fluidization Technology, Wiley-VCH Verlag GmbH & Co. KGaA, 2020, pp. 131–152, ISBN: 9783527699483. DOI:10.1002/9783527699483.ch7
- Gunn D.J., Hilal N., Heat transfer from vertical inserts in gas-fluidized beds, International Journal of Heat and Mass Transfer, 39 (1996) 3357–3365. DOI:10.1016/0017-9310(95)00410-6
- Hedden K., Anderlohr A., Becker J., Zeeb H., Cheng Y., Forschungsbericht T 86-044: gleichzeitige konvertierung und methanisierung von CO-reichen gasen, Technologische Forschung und Entwicklung– Nichtnukleare Energietechnik, 1986.
- Hervy M., Maistrello J., Brito L., Rizand M., Basset E., Kara Y., Maheut M., Power-to-gas: CO2 methanation in a catalytic fluidized bed reactor at demonstration scale, experimental results and simulation, Journal of CO2 Utilization, 50 (2021) 101610. DOI:10.1016/j.jcou.2021.101610
- Kopyscinski J., Schildhauer T.J., Biollaz S.M.A., Production of synthetic natural gas (SNG) from coal and dry biomass—a technology review from 1950 to 2009, Fuel, 89 (2010) 1763–1783. DOI:10.1016/j.fuel.2010.01.027
- Liu J., Cui D., Yao C., Yu J., Su F., Xu G., Syngas methanation in fluidized bed for an advanced two-stage process of SNG production, Fuel Processing Technology, 141 (2016) 130–137. DOI:10.1016/j.fuproc.2015.03.016
- Liu Y., Hinrichsen O., CFD simulation of hydrodynamics and methanation reactions in a fluidized-bed reactor for the production of synthetic natural gas, Industrial and Engineering Chemistry Research, 53 (2014) 9348–9356. DOI:10.1021/ie500774s
- Lv B., Deng X., Luo Z., Fu Y., Chen C., Xu X., Impact of vertical internals on the hydrodynamics and separation performance of a gas–solid separation fluidized bed, Powder Technology, 360 (2020) 577–587. DOI:10.1016/j.powtec.2019.10.071
- Maurer S., Hydrodynamic characterization and scale-up of bubbling fluidized beds for catalytic conversion, doctoral dissertation, ETH Zurich, 2015. DOI:10.3929/ethz-a-010453120
- Maurer S., Rüdisüli M., Teske S.L., Schildhauer T.J., van Ommen J.R., Biollaz S.M.A., Wokaun A., Transformation of local bubble rise velocity measurements to global results: shown by a Monte Carlo simulation of a fluidized bed, International Journal of Multiphase Flow, 70 (2015a) 89–95. DOI:10.1016/j.ijmultiphaseflow.2014.11.008
- Maurer S., Schildhauer T.J., Ruud van Ommen J., Biollaz S.M.A., Wokaun A., Scale-up of fluidized beds with vertical internals: studying the sectoral approach by means of optical probes, Chemical Engineering Journal, 252 (2014) 131–140. DOI:10.1016/j.cej.2014.04.083
- Maurer S., Wagner E.C., van Ommen J.R., Schildhauer T.J., Teske S.L., Biollaz S.M.A., Wokaun A., Mudde R.F., Influence of vertical internals on a bubbling fluidized bed characterized by X-ray tomography, International Journal of Multiphase Flow, 75 (2015b) 237–249. DOI:10.1016/j.ijmultiphaseflow.2015.06.001
- Mills G.A., Steffgen F.W., Catalytic methanation, Catalysis Reviews, 8 (1974) 159–210. DOI:10.1080/01614947408071860
- Nam H., Kim J.H., Kim H., Kim M.J., Jeon S.G., Jin G.T., Won Y., Hwang B.W., Lee S.Y., Baek J.I., Lee D., Seo M.W., Ryu H.J., CO2 methanation in a bench-scale bubbling fluidized bed reactor using Ni-based catalyst and its exothermic heat transfer analysis, Energy, 214 (2021) 118895. DOI:10.1016/j.energy.2020.118895
- Ozawa M., Umekawa H., Furui S., Hayashi K., Takenaka N., Bubble behavior and void fraction fluctuation in vertical tube banks immersed in a gas–solid fluidized-bed model, Experimental Thermal and Fluid Science, 26 (2002) 643–652. DOI:10.1016/S0894-1777(02)00178-4
- Riechmann P.F., Cross verified independent measurements of correlated bubble property distributions as part of the scale-up of a catalytic bubbling fluidized bed reactor, EPFL Theses, 2022.
- Rönsch S., Schneider J., Matthischke S., Schlüter M., Götz M., Lefebvre J., Prabhakaran P., Bajohr S., Review on methanation - from fundamentals to current projects, Fuel, 166 (2016) 276–296. DOI:10.1016/j.fuel.2015.10.111
- Rüdisüli M., Characterization of rising gas bubbles in fluidized beds by means of statistical tools, doctoral dissertation, ETH Zurich, (2012). DOI:10.3929/ethz-a-007089625
- Rüdisüli M., Schildhauer T.J., Biollaz S.M.A., Van Ommen J.R., Monte Carlo simulation of the bubble size distribution in a fluidized bed with intrusive probes, International Journal of Multiphase Flow, 44 (2012a) 1–14. DOI:10.1016/j.ijmultiphaseflow.2012.03.009
- Rüdisüli M., Schildhauer T.J., Biollaz S.M.A., van Ommen J.R., Evaluation of a sectoral scaling approach for bubbling fluidized beds with vertical internals, Chemical Engineering Journal, 197 (2012b) 435–439. DOI:10.1016/j.cej.2012.04.097
- Rüdisüli M., Schildhauer T.J., Biollaz S.M.A., Van Ommen J.R., Radial bubble distribution in a fluidized bed with vertical tubes, Industrial and Engineering Chemistry Research, 51 (2012c) 13815–13824. DOI:10.1021/ie3004418
- Rüdisüli M., Schildhauer T.J., Biollaz S.M.A., van Ommen J.R., Bubble characterization in a fluidized bed with vertical tubes, Industrial & Engineering Chemistry Research, 51 (2012d) 4748–4758. DOI:10.1021/ie2022306
- Rüdisüli M., Schildhauer T.J., Biollaz S.M.A., Wokaun A., Ruud van Ommen J., Comparison of bubble growth obtained from pressure fluctuation measurements to optical probing and literature correlations, Chemical Engineering Science, 74 (2012e) 266–275. DOI:10.1016/J.CES.2012.01.045
- Schildhauer T.J., Methanation for synthetic natural gas production – chemical reaction engineering aspects, in: Schildhauer T.J., Biollaz S.M.A. (Eds.), Synthetic Natural Gas from Coal, Dry Biomass, and Power-to-Gas Applications, John Wiley & Sons, 2016, pp.77–159. DOI:10.1002/9781119191339.ch4
- Schildhauer T.J., Biollaz S.M.A., Fluidized bed methanation for SNG production – process development at the Paul-Scherrer Institut, in: Schildhauer T.J., Biollaz S.M.A. (Eds.), Synthetic Natural Gas from Coal, Dry Biomass, and Power-to-Gas Applications, John Wiley & Sons, 2016, pp.221–230. DOI:10.1002/9781119191339.ch8
- Schildhauer T.J., Biollaz S.M.A., Reactors for catalytic methanation in the conversion of biomass to synthetic natural gas (SNG), Chimia, 69 (2015) 603–607. DOI:10.2533/chimia.2015.603
- Schillinger F., Systematic assessment and application of local optical and two-dimensional X-ray measurement techniques for hydrodynamic characterization of bubbling fluidized beds, doctoral dissertation, ETH Zurich, (2018). DOI:10.3929/ethz-b-000306127
- Schillinger F., Maurer S., Künstle M., Schildhauer T.J., Wokaun A., Hydrodynamic investigations by a local optical measurement technique designed for high-temperature applications – first measurements at a fluidized bed immersed by vertical internals at cold conditions, Powder Technology, 344 (2019) 849–863. DOI:10.1016/j.powtec.2018.11.050
- Schlereth D., Donaubauer P.J., Hinrichsen O., Metallic honeycombs as catalyst supports for methanation of carbon dioxide, Chemical Engineering & Technology, 38 (2015) 1845–1852. DOI:10.1002/CEAT.201400717
- Seemann M.C., Schildhauer T.J., Biollaz S.M.A., Stucki S., Wokaun A., The regenerative effect of catalyst fluidization under methanation conditions, Applied Catalysis A: General, 313 (2006) 14–21. DOI:10.1016/J.APCATA.2006.06.048
- Struis R.P.W.J., Schildhauer T.J., Czekaj I., Janousch M., Biollaz S.M.A., Ludwig C., Sulphur poisoning of Ni catalysts in the SNG production from biomass: a TPO/XPS/XAS study, Applied Catalysis A: General, 362 (2009) 121–128. DOI:10.1016/J.APCATA.2009.04.030
- Taofeeq H., Al-Dahhan M., The impact of vertical internals array on the key hydrodynamic parameters in a gas-solid fluidized bed using an advance optical fiber probe, Advanced Powder Technology, 29 (2018a) 2548–2567. DOI:10.1016/J.APT.2018.07.008
- Taofeeq H., Al-Dahhan M., Flow regimes in gas–solid fluidized bed with vertical internals, Chemical Engineering Research and Design, 138 (2018b) 87–104. DOI:10.1016/J.CHERD.2018.07.019
- Taofeeq H., Al-Dahhan M.H., Effect of vertical internals on the pressure drop in a gas-solid fluidized bed, The Canadian Journal of Chemical Engineering, 96 (2018c) 2185–2205. DOI:10.1002/CJCE.23299
- Taofeeq H., Uribe S., Al-Dahhan M., Flow regimes in gas-solid fluidized beds via micro-foil heat flux sensor, Chemical Engineering & Technology, 45 (2022) 220–229. DOI:10.1002/ceat.202000559
- Valenzuela J.A., Glicksman L.R., Gas flow distribution in a bubbling fluidized bed, Powder Technology, 44 (1985) 103–113. DOI:10.1016/0032-5910(85)87016-9
- Verma V., Li T., Dietiker J.F., Rogers W.A., Hydrodynamics of gas–solids flow in a bubbling fluidized bed with immersed vertical U-tube banks, Chemical Engineering Journal, 287 (2016) 727–743. DOI:10.1016/J.CEJ.2015.11.049
- Volk W., Johnson C.A., Stotler H.H., Effect of reactor internals on quality of fluidization, Chemical Engineering Progress, 58 (1962) 44–47.
- Werther J., Fluidized-bed reactors, in: Ullmann’s Encyclopedia of Industrial Chemistry (Ed.), Wiley, 2007, ISBN: 9783527303854. DOI:10.1002/14356007.b04_239.pub2
- Witte J., Experimental and techno-economic assessment of catalytic methanation of biogas for power-to-gas processes, doctoral dissertation, ETH Zurich, 2018. DOI:10.3929/ethz-b-000304900
- Witte J., Calbry-Muzyka A., Wieseler T., Hottinger P., Biollaz S.M.A., Schildhauer T.J., Demonstrating direct methanation of real biogas in a fluidised bed reactor, Applied Energy, 240 (2019) 359–371. DOI:10.1016/J.APENERGY.2019.01.230
- Yang W.-C., Handbook of Fluidization and Fluid-Particle Systems, 1st edition, CRC Press, Boca Raton, 2003, ISBN: 9780429223341. DOI:10.1201/9780203912744
- Yates J.G., Lettieri P.., Catalytic processes, in: Yates J.G., Lettieri P. (Aus.), Fluidized-Bed Reactors: Processes and Operating Conditions, Particle Technology Series, vol 26, Springer, Cham, 2016, pp.23–65, ISBN: 9783319395937. DOI:10.1007/978-3-319-39593-7_2
Authors’ Short Biographies
Philipp Riechmann

Philipp Riechmann studied process and energy engineering at TU Berlin and is a scientist at the Paul Scherrer Institut with focus on the hydrodynamic aspects of fluidized beds. He recently defended his PhD thesis successfully.
Tilman Schildhauer

Tilman Schildhauer is Senior Scientist at Paul Scherrer Institut in Switzerland where he leads the research in methanation, gas cleaning and PtX processes. He studied chemical engineering in Dortmund, received a PhD from ETH Zurich and spent his postdoc time in the Reactor and Catalysis Engineering group at TU Delft.
 https://ror.org/03eh3y714
https://ror.org/03eh3y714 


;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/41_2024009_09.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/41_2024009_10.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)