Review Papers
Current Progress of Experimental and Simulation Work of Mixing Processes in Particulate Systems

2024 年 41 巻 p. 151-171

詳細
2024 年 41 巻 p. 151-171
Particle mixing is a fundamental process used in various industries to handle powders, granules, and pellets. Understanding particle mixing is critical for optimizing industrial processes involving particulate systems, making it an important scientific and practical consideration. In this review, the current research progress of experimental and simulation works for widely used tumbler and convective mixers is reviewed, and research gaps are summarized for future investigations. Finally, some new development points of modern particle mixing technologies and topics are mentioned. This paper provides a comprehensive review of the research work of mixers in particulate systems and sheds light on future research in the field of particle mixing.
Granular materials, powders, and bulk solids are ubiquitous in nature, including soil, sand, and grains as well as in various process industries, such as detergent, paint, plastics, chemical, mineral processing, metallurgical, pharmaceutical, biotechnology, and chemical industries (Duran, 2012; Forterre and Pouliquen, 2008). According to relevant statistical data, about half of industrial products and three-quarters of the raw materials exist in the chemical industry and are treated in the form of particle state (Lee and Henthorn 2012; Rhodes, 2008). Currently, the fundamental theory of motion equations of individual particles and the force analysis of their interaction with other particles are not enough to describe the bulk particles’ behavior in a practical industrial process because a large number of particles makes it difficult to predict their complex interactions accurately. Meanwhile, particles naturally own different physical properties (such as size, density and shape) (Ghadiri et al., 2020), and the segregation phenomenon is frequently encountered while the bulk particles are treated during the industries, further hindering the deep understanding of the granular system. Unfortunately, due to the opaque nature of granular materials, there are few reliable measuring methods available to date. Furthermore, in practical industrial applications, granular systems are often incompletely fluidised, resulting in a complex system comprising multiple coexisting granular flow states. This complexity poses challenges to researchers studying granular systems. Therefore, the fundamental study of the granular system is still a great challenge for both industry and academia at the current stage.
For powder, granular, or pellet products in different industrial processes, particle mixing is an essential unit operation, such as the drying and storage of grains, the processing and packaging of pharmaceuticals, and the mining and processing of coal, etc. (Bridgwater, 2012; Ottino and Khakhar, 2000). Most of these industrial processes require a well-mixed degree of mixture for the final or middle products to confirm consistent product quality and high production efficiency. The development of effective techniques and technologies for controlling particle mixing and separation is of great importance, as it can lead to energy and cost savings in processing, as well as advancements in the field of particle mechanics. Achieving rapid and homogeneous mixing is a crucial objective. Therefore, it is of great significance to reveal the underlying fundamentals and promote the operating performance of particle mixing processes for modern industries.
In this review, the current research progress of experimental and simulation works for widely used tumbler and convective mixers is reviewed, and research gaps are summarized for future investigations. Finally, some new development points of modern particle mixing technologies and topics are mentioned (Jin, 2022).
Over the past few decades, numerous experiments have been conducted to examine the mixing behavior of various mixers. This section will present a concise summary of relevant experimental studies organised and reviewed based on the categorisation of mixers.
2.1 Experimental work of tumbler mixersRotating drums, as versatile equipment, are extensively employed in various industries, such as rotary kilns, dryers, mixers, reactors, and granulators for processing granular materials. The rotating drum is a widely used apparatus in laboratory studies of solid mixing phenomena due to its simplicity in geometry and ease of operation control compared to other mixing equipment. Moreover, the rotating drum can be designed to be transparent, closed, and relatively thin, making it suitable for observing particle motion and studying fundamental phenomena of solid mixing. For example, to investigate the movement of particles in a three-dimensional rotating drum at low to medium rotational speeds, Ding et al. (2001) employed a combination of experimental and theoretical methods. The researchers employed the non-invasive positron emission particle tracking (PEPT) technique to monitor the trajectories and velocities of particles. Additionally, they developed a mathematical model utilizing the thin-layer approximation to characterise the motion of solids within the active layer. The experimental results were compared with the model, and good agreement was found between the two. Santomaso et al. (2004) conducted a study on the mixing of non-ideal powders, specifically granular tetraacetylethylenediamine (TAED), in rotating batch cylinders that were operating in the rolling regime. They characterised and quantified the local mixture composition by utilizing a solidification technique in combination with computerised image analysis. Observations showed the formation of a temporarily poorly mixed core at low rotation speeds, and the role of convection in the mixing mechanism of non-ideal granular material was identified through the identification of convective fluxes resulting from the friction between the powder and end plates of the mixer. Zhang et al. (2018) conducted a study utilizing the Magnetic Particle Tracking (MPT) method to examine the particle motion in flighted rotating drums. This was the first investigation of its kind to utilise MPT. The study focused on the behavior of plastic balls and soybeans in a rotating drum with a 5 % filling degree at various drum rotating speeds ranging from 10 to 40 rpm. The study analysed the particle motion in a rotating drum by examining particle trajectories, distributions of translational and rotational velocity, falling time of the dilute phase, and instantaneous velocity of the dilute phase in the equatorial region. The analysis showed that the rotating speed of the drum had a significant impact on the particle motion, with only minor effects from particle size and shape within the studied range. The schematic of the experimental setup and the critical results can be seen in Fig. 1. Li R. et al. (2021) conducted experiments to investigate the velocity distribution of rice particles in a rotating drum. As illustrated in Fig. 2, the results revealed that the flow of rice particles often displayed multiple velocity peaks. At low rotation speeds of 1–3 rpm, the particle flow within the rotating drum transforms into an avalanche mode. This is due to the slope of the accumulation surface exceeding the angle of repose, causing particles to slide and cover the entire particle bed. As a widely used apparatus in solid mixing studies, rotating drum experiments have yielded important insights in the past three years, as summarized in Table 1.
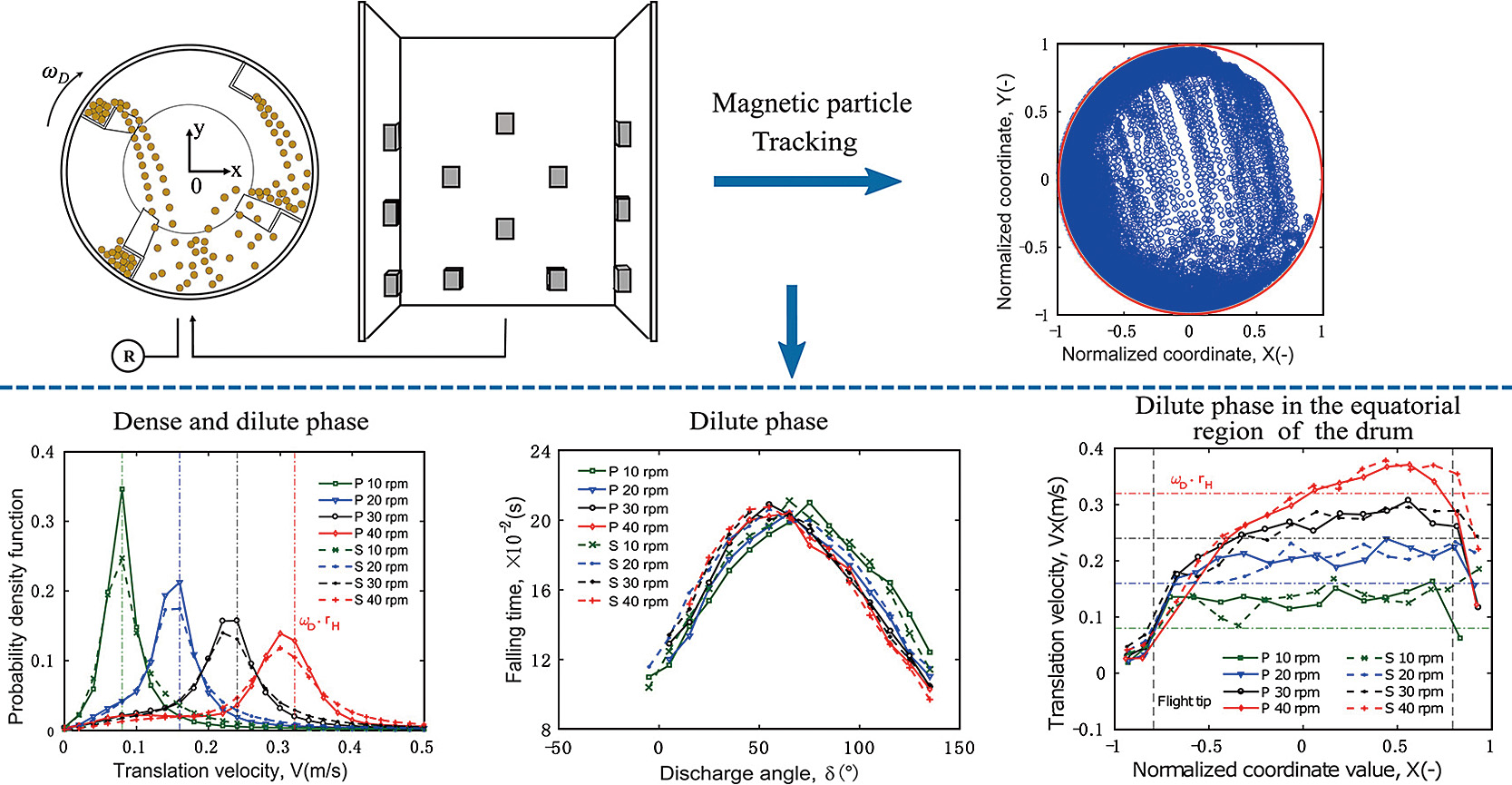
Schematic of the experimental setup and critical experimental results, reprinted with permission from Ref. (Zhang et al., 2018). Copyright: (2018) Elsevier B.V.

System and particle setup: (a) the measuring system includes a LED light source and a CCD camera; (b) the drum is half filled with three types of particles, respectively: spherical particles, Rice particles A with AR = 2 and Rice particles B with AR = 3, reprinted with permission from Ref. (Li R. et al., 2021). Copyright: (2021) Elsevier B.V.
Some essential experimental experiences for the mixing processes in the rotating drum in the last 3 years.
| Reference | Structure | Solid properties | Operating condition | Measuring method | Reported results |
|---|---|---|---|---|---|
| (Nijssen et al., 2022) | D = 50 mm L = 50 mm Plexiglass |
Cork particles 6.3 mm 152 kg/m3 |
35 % and 45 % fill level 20, 40, 60 and 80 rpm |
Magnetic particle tracking (MPT) |
|
| (Miao et al., 2022) | D = 400 mm L = 400 mm Plexiglass |
6 and 12 mm 2500 kg/m3 |
10 % and 20 % fill level ±40 rpm |
Multi-camera acquisition system |
|
| (Kumar et al., 2022) | D = 290 mm L = 50 mm Plexiglass |
Sphere, oblate, prolate and elongated-needle 1–6 mm 2500 kg/m3 |
60% fill level 5 rpm |
Digital camera (NIKON D5300) |
|
| (Kato et al., 2022) | D = 122 mm L = 75 mm Plexiglass |
Plastic particles 6 mm 1800 kg/m3 |
2000 white 2000 black 30, 50 and 70 rpm |
Digital camera |
|
| (Jadidi et al., 2022) | D = 220 mm L = 320 mm Plexiglass |
Glass beads 5 mm 2500 kg/m3 |
40 % 10, 40 and 70 rpm |
Digital camera |
|
| (Li R. et al., 2021) | D = 160 mm L = 10 mm Plexiglass |
Glass beads 2 mm 2500 kg/m3 Rice length = 4 mm aspect ratio 2 1020 kg/m3 |
50%fill level 3–5 rpm |
PIV algorithm using the images |
|
| (Jiang et al., 2021) | D1 = 287 mm D2 = 209 mm D3 = 162 mm L = 100 m |
Acrylonitrile butadiene styrene (ABS) 15, 10, 6, and 3 mm 1100 kg/m3 |
30% fill level 0–200 rpm |
PhantomV10 high-speed camera |
|
| (Huang et al., 2021) | D = 400 mm L = 400 mm Plexiglass |
Glass beads 22 mm and 12 mm 2500 kg/m3 |
20 % 50 % fill level 10 rpm |
Image recognition method using stacked images | The segregation indices, radial for short drums and axial for long drums, can be utilised to quantify the overall level of segregation in rotating drums. |
| (Huang et al., 2021b) | D = 100 mm L = 400 mm Plexiglass |
Glass beads 1.19 mm–1.41 mm 0.84 mm–1.00 mm 2500 kg/m3 |
20% fill level 20 rpm |
Camera (1 fps, HDR XR-520, Sony, Japan) |
|
| (L and Huang, 2021) | D = 280 mm L = 20 mm Glass |
Polyformaldehyde beads 3 mm and 4 mm | 50% fill level 2, 3 and 4 rpm | Image-processing method and particle-tracking technology |
|
| (Chung et al., 2021) | D = 280 mm L = 20 mm Glass |
Polyformaldehyde Particles 3 mm and 4 mm 1410 kg/m3 7 μm Al2O3 powders |
50% fill level 2, 3 and 4 rpm |
Digital video motion recorder/analyzer (SONY HDR-PJ820) |
|
| (Zhang et al., 2020) | D = 194 mm L = 150 mm Acrylic glass |
Glass bead 6 mm 596 kg/m3 |
10, 15, and 20 % fill level 10, 20, and 30 rpm |
Particle tracking velocimetry (PTV) |
|
| (Liao et al., 2020) | D = 280 mm L = 20 mm Glass |
Polyformaldehyde 4 mm 1410 kg/m3 7 μm Al2O3 |
50% fill level 1, 2, 3, and 4 rpm |
Image-processing technology and a particle-tracking method |
|
| (Lia and Tsai, 2020) | D = 300 mm L = 15 mm Glass |
Polyformaldehyde 3 mm 2480 kg/m3 1410 kg/m3 900 kg/m3 |
50% fill level 2, 3, and 4 rpm |
Digital Video (DV) camcorder (SONY HDR-PJ820) |
|
| (Chen et al., 2020) | D = 140 mm L = 200 mm Plexiglass |
Glass beads 4–6 mm 2500 kg/m3 |
10 % 50 % fill level 0.3 rpm |
Area CCD camera (IDT Y7-S1) |
|
In contrast to the rotating drum, there exists a relatively limited amount of experimental work on other types of tumbler mixers. The following section provides a review of some important experimental studies.
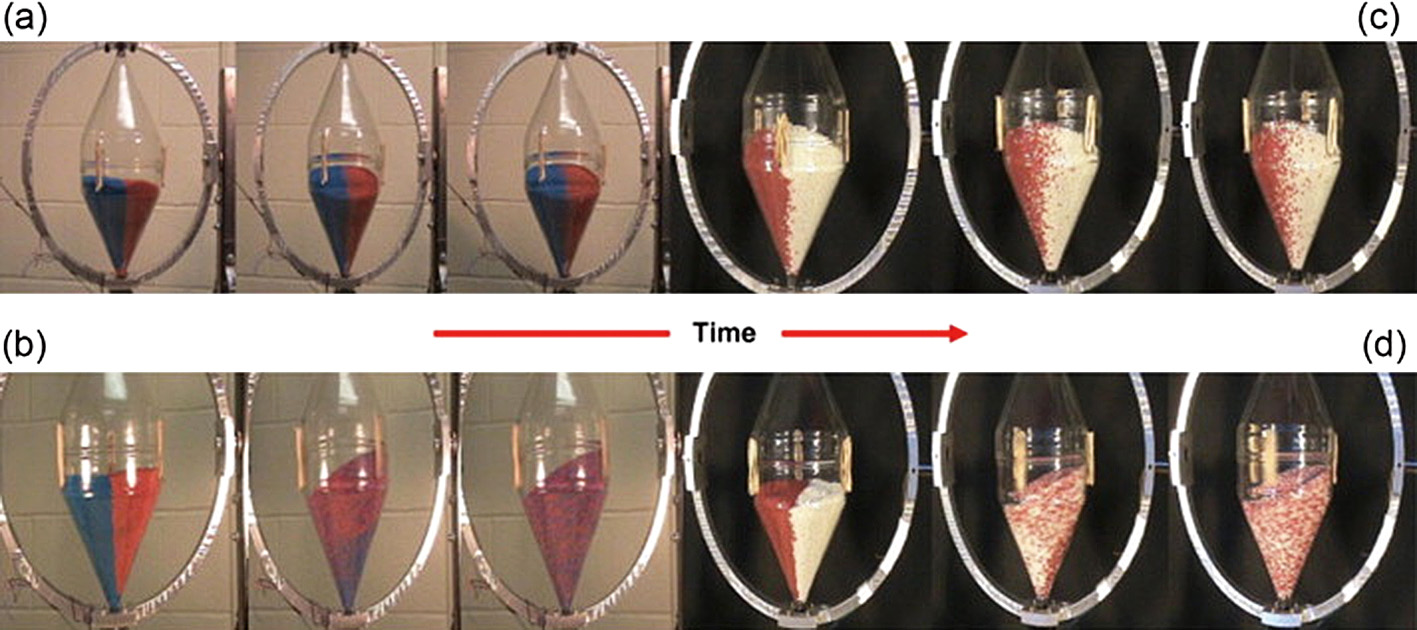
Brone and Muzzio (2000) performed a comparison of the mixing performance between a conventional double-cone blender and a modified version incorporating a stationary deflector plate. The latter was designed to enhance axial particle flow and was found to be highly effective in achieving improved mixing outcomes. The results showed that the incline of the deflector plate relative to the mixer plane resulted in the creation of a convective axial flow across the centre of the blender, leading to an increase in the mixing rate by a factor of 25. The images demonstrating the plate effect on mixing within the double cone can be found in Fig. 3. Volpato et al. (2018) examined the effects of the unloading process on mixture quality in three distinct types of tumbling mixers, namely symmetrical double cones, asymmetrical double cones, and conic mixers. The experiments utilised tetraacetylethylenediamine (TAED) powder that was available in different size ranges and differentiated by colour, either white or blue. The results showed that tumblers capable of unloading the material in the mass flow regime performed better than those operating in funnel flow. Specifically, the best mixing performance was obtained using an asymmetrical double-cone mixer. An intrusive investigation of mixing characteristics in a double-cone mixer utilizing discrete pocket samplers was conducted by Cho et al. (2012). Millimetre-sized glass beads were used in the study. The results indicated that axial mixing was improved by 70– 90 % with the implementation of dual-axis rotation, compared to single-axis rotation. It was observed that particles of smaller size (art sand) exhibited faster mixing compared to larger particles (glass beads) due to the presence of mild cohesive effects. Fig. 4 provides visual representations, obtained through experiments, of the mixing characteristics of glass beads of varying sizes during single-axis and dual-axis rotations.

Demonstration of the effect of the plate on mixing within the double cone. All experiments correspond to a filling level of 50 %. The standard double cone shown at (a) the initial condition, (b) after one min and (c) after 10 min (160 revolutions). The enhanced double cone shown at (d) the initial condition, (e) after 1 min and (f) after 10 min (160 revolutions), reprinted with permission from Ref. (Brone and Muzzio, 2000). Copyright: (2000) Elsevier B.V.
Snapshots from the experiment with glass beads of different sizes for single and dual axes rotations. (a) 1 mm glass beads: corresponds to X rotational speed = 10 rpm; no rotation about the Y axis (i.e. 0 rpm); (b) 1 mm glass beads: corresponds to X rotational speed = 10 rpm; the Y rotational speed = 10 rpm; (c) 3 mm glass beads: corresponds to X rotational speed = 10 rpm; no rotation about the Y axis (i.e. 0 rpm); and (d) 3 mm glass beads: corresponds to X rotational speed = 10 rpm; the Y axis rotational speed = 30 rpm. Dual rotation enhances mixing. Reprinted with permission from Ref. (Cho et al., 2012). Copyright: (2012) Elsevier B.V.
Alexander et al. (2004) conducted experimental studies to examine the stable segregation patterns in V-blenders under varying vessel capacities, fill levels, and rotation speeds. The findings indicated that the magnitudes of particle velocities determined the pattern formation. However, the relationship between the formation of segregation patterns and the fill level of the blender could not be established due to the intricate flow patterns in the V-blender. The photographs related to this study are depicted in Fig. 5. Kuo et al. (2005) utilised the PEPT technique to investigate the movement of 3 mm glass beads within a V-mixer. The results of their experimentation exhibited a linear correlation between the axial dispersion coefficient of the particles and the rotational speed of the V-mixer, with an increase observed in the coefficient from 15 rpm to 60 rpm. Crouter and Briens (2015) conducted a study exploring the feasibility of utilizing passive acoustic emission monitoring as a tool for monitoring the mixing process in a V-blender. The acoustic emissions acquired during the tumbling of the V-shell were subjected to a wavelet filter to remove the associated vibrational noise. This enabled a concentration of information pertaining to particle movement and interactions within the V-shell. The study conducted by Crouter and Briens demonstrates that passive acoustic emissions can be employed as a monitoring method to gain insight into the movement and interactions of particles in a V-blender. By analysing the measured vibrations, valuable information about particle behavior can be obtained. As such, the study highlights the potential of this approach for monitoring V-blender operations.
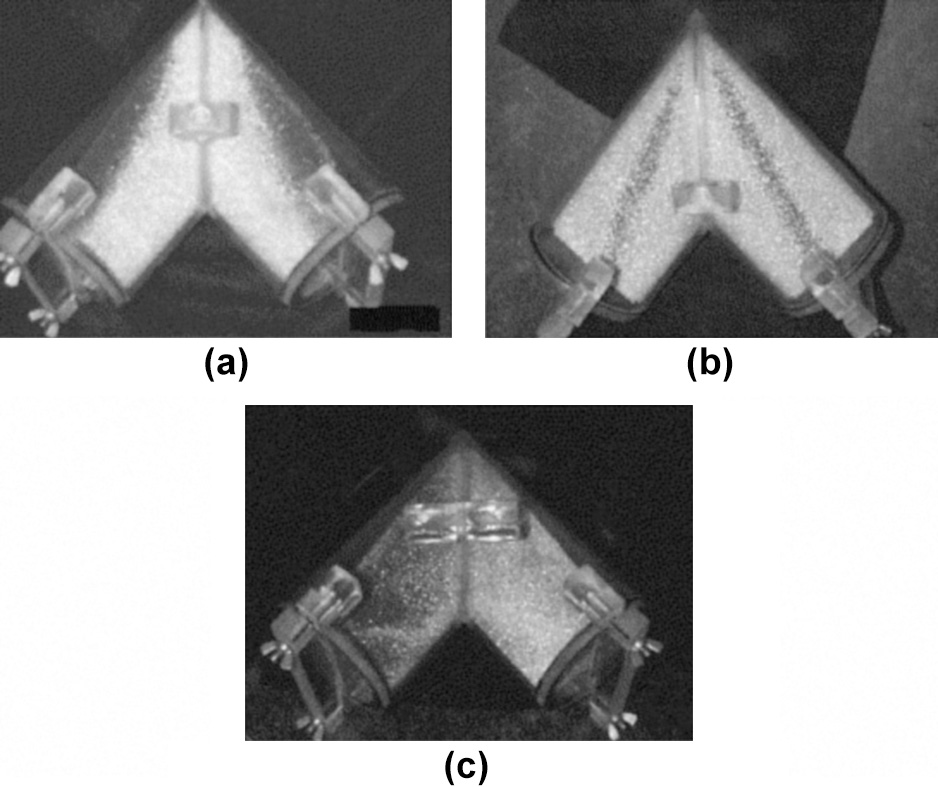
The three segregation patterns found in the 1 quart V-blender when run at 50 % of capacity. (a) At low rotation rates (<7.5 rpm), the ‘small-out’ pattern forms; (b) intermediate speeds (7.9–19 rpm) produce ‘stripes’; and (c) high rotation rates (>19.3 rpm) induce ‘left–right’ segregation, reprinted with permission from Ref. (Alexander et al., 2004). Copyright: (2004) Elsevier B.V.
In contrast to tumbler mixers, convective mixers incorporate rotating components to increase the mixing rate and improve mixing performance (Rahmanian N. et al., 2008). Some typical types of ribbon mixer can be found in our previous work, as shown in Fig. 6. MArczuk et al. (2017) conducted experimental studies on a horizontal ribbon mixer in a livestock farming mechanization laboratory, employing a personal computer, measurement and control devices, and instruments in accordance with GOST 15.101-98. The results indicated that the mixing time significantly affected the amount of mixing components, the uniformity coefficient of the mix, the capacity, and the specific energy consumption. Yeow et al. (2011) conducted an experimental investigation to examine the effects of various operating parameters and feed preparation characteristics on the homogeneity of mixing in a batch ribbon mixer. Lactose 100 M, Lactose 200 M, Ascorbic Acid, and Zinc Oxide powders were utilised as the testing materials for the study. The physical geometry of the batch ribbon mixer is depicted in Fig. 6. The findings indicated that improved mixing homogeneity could be achieved by increasing the rotational speed and duration of mixing, as well as through pre-blending and using smaller feed particle sizes, which enabled the attainment of the desired homogeneity in a shorter period at a lower rotational speed. Muzzio et al. (2008) conducted a study to evaluate the impact of processing and equipment parameters in a ribbon blender on the homogeneity of magnesium stearate. The study was carried out by analysing the properties of the blender using a core sampling technique, which involved collecting at least one hundred samples from throughout the blender and characterizing the entire bed. The investigation took into account several parameters, such as the loading technique for the lubricant, fill level, blade design, and blade speed, to evaluate their influence on the homogeneity of mixing in a batch ribbon mixer. The outcomes of this research can serve as a valuable reference for devising suitable blending processes and characterisation protocols for ribbon blenders, as presented in Fig. 7. Gijón-Arreortúa and Tecante (2015) conducted a study to evaluate the impact of helical double-ribbon impeller parameters on the mixing time and power consumption during the blending of normal corn starch and icing sugar. Results indicated that the optimal mixing performance was achieved with an impeller speed of 75 rpm and a load ratio of 0.33, resulting in the lowest mixing time and the highest coefficient of mixing rate.
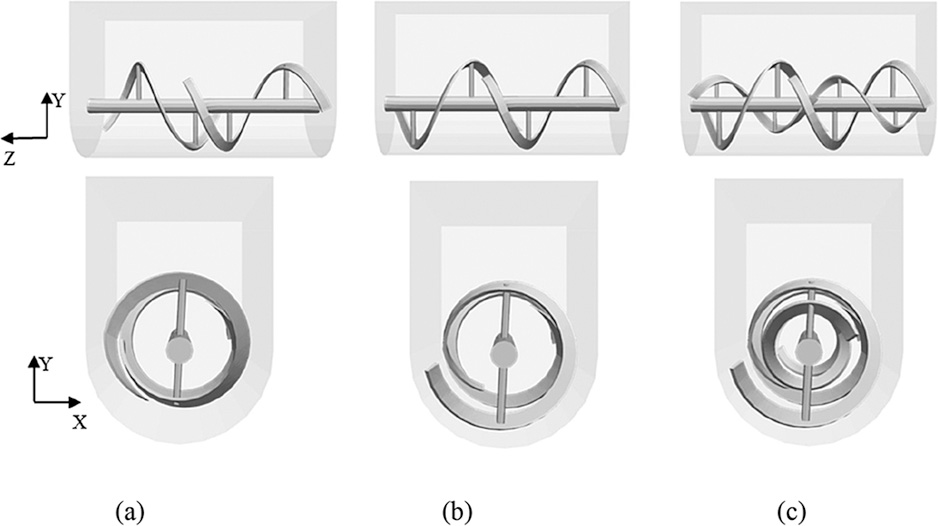
The geometry of ribbon impellers: (a) 2-bladed impeller spiralling in the same direction (i.e., Design I); (b) 2-bladed impeller spiralling in the opposite direction (i.e., Design II); (c) 4-bladed impeller (i.e., Design III), reprinted with permission from Ref. (Jin et al., 2022). Copyright: (2022) Elsevier B.V.
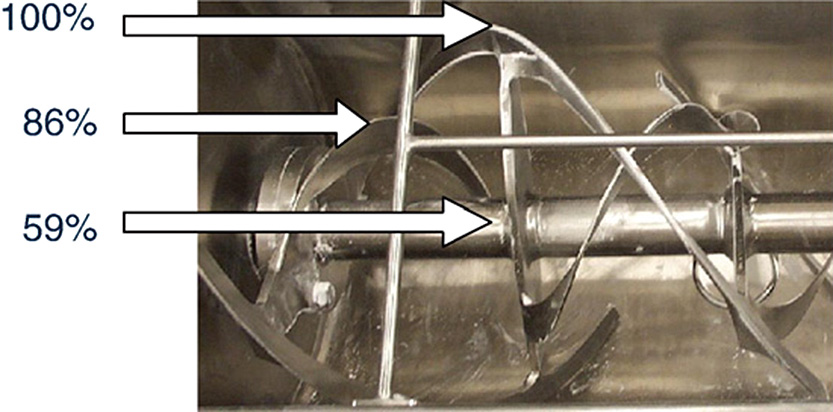
Blender and fill level designations, reprinted with permission from Ref. (Muzzio et al., 2008). Copyright: (2008) Elsevier B.V.
By summering the previous experimental studies of ribbon mixers, it can be observed that the mixing behavior of ribbon mixers is influenced by various parameters, including the design and geometry of the mixer, rotational speed, fill level, feed preparation characteristics, and loading methods. The results of these studies suggest that an optimal combination of these parameters can result in efficient mixing and homogenisation of the material. Moreover, various sampling and characterisation techniques, such as core sampling and PEPT, have allowed for a more comprehensive understanding of the mixing behavior in ribbon mixers. Despite the advancements in the understanding of mixing in ribbon mixers, there is still a need for further research to fully comprehend the mixing mechanisms in these mixers and optimise their design for specific industrial applications. This is especially important for the pharmaceutical and food industries, where strict standards are in place for homogeneity, particle size distribution and product quality. Furthermore, the limited number of studies conducted in this area highlights the need for future research to bridge the gap and provide a more comprehensive understanding of the fundamental aspects of ribbon mixer design, performance, and optimization.
The paddle mixer is a significant type of convective mixer that finds widespread application in industrial operations. Ebrahimi et al. (2018) conducted an experimental study to investigate the influence of impeller design on the mixing efficiency of mono-disperse, free-flowing spherical particles in a horizontal paddle mixer. Fig. 8 displays the experimental setup. The study involved collecting 16 samples for each experiment, which can be utilised to verify simulation results. Sixteen samples were gathered during each experiment, which can be employed to verify the results of simulations. Shenoy et al. (2015) conducted a study that involved the examination of binary powder mixing in a 2 L prototype lab-scale paddle mixer using several types of food powders with varying particle sizes and poured bulk densities (Fig. 9). The results of the study conducted by Shenoy et al. showed that a particle size ratio of up to 4.45 resulted in a well-mixed powder mixture. However, for higher ratios, there was a decrease in mixture quality without any visual observation of segregation. The study found that bulk density had a greater impact on mixture quality compared to particle size. When the bulk density ratios were elevated, complete segregation was noted, and its manifestation was primarily attributed to the irregular shapes of thyme and oregano powder particles. Berntsson et al. (2002) proposed a technique for quantifying the chemical composition of powder mixtures in situ using near-infrared spectroscopy (NIRS) and a fibre-optic diffuse reflection probe. The probe was inserted into the powder in a Nauta mixer. The application of NIRS and a fibre-optic diffuse reflection probe for in-situ quantitative measurement of the chemical composition of powder mixtures in a Nauta mixer was examined, and the results demonstrated its feasibility. The findings indicated that high-speed sampling is an effective method for evaluating both the mean composition and the distribution of the mixture composition during processing. The empirical content-over-time trajectories were found to be consistent with a theoretical simulation model of blending in Nauta mixers.

The experimental setup, reprinted with permission from Ref. (Ebrahimi et al., 2018). Copyright: (2018) Elsevier B.V.
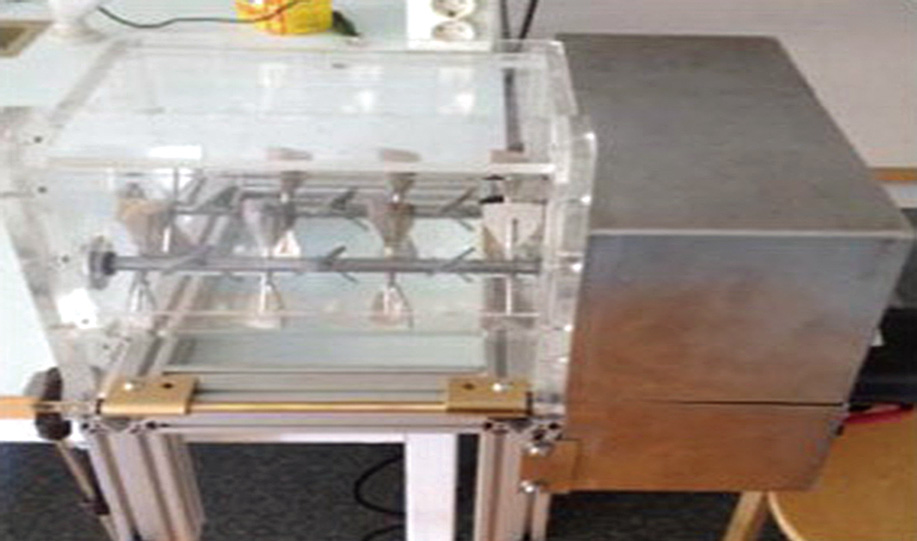
Image of the 2 L paddle mixer, reprinted with permission from Ref. (Shenoy et al., 2015). Copyright: (2015) Elsevier B.V.
Despite some progress being made, the research and understanding of solid mixing processes remain relatively limited in scope. This highlights the need for further experimental studies to be conducted in this field in order to gain a more comprehensive understanding of the underlying principles and mechanisms involved in these processes. Most experimental studies in the field of solid mixing were limited to a paradigm where only a few samples were collected for characterisation. Recent experimental studies have investigated the impact of various parameters, such as fill level, blade speed, and the number of blades, on the mixing performance of mixers. Advanced measurement techniques, such as non-invasive near-infrared (NIR) spectroscopy, tomography, and PEPT, have been utilised in these investigations (Cullen et al., 2017; Page et al., 2015). However, the experimental analysis of mixers is impeded by the opaqueness of the equipment and the intricacy of the flow within the mixer. As a result, obtaining particle-scale details, such as particle velocity, inter-particle contact force, and particle dispersion, is challenging. The absence of such data limits the prospects for improving mixer performance. Furthermore, due to the high cost of experiments, the optimal design of mixers, which necessitates extensive experimentation, has not been fully explored.
The progression of computer technology and parallel computing has facilitated the utilisation of numerical simulation as a primary approach in the advancement of solid mixing technology. This approach can potentially reduce the cost of design, operating time, and technical risks and is increasingly being utilised to optimise mixer performance. Additionally, numerical simulation offers the advantage of observing the mixing process in a virtual environment, allowing for in-depth analysis and understanding of the mixing mechanisms. As a result, numerical simulation has become an indispensable tool in the field of solid mixing technology, providing valuable information and insights that are otherwise difficult to obtain through experimental methods.
The current simulation approaches used in the field of solid mixing can be classified into two main categories: the two-fluid model (TFM) and the discrete element method (DEM). TFM is a commonly used simulation method for the study of mixing processes in industry-scale simulations. In this approach, the gas and solid phases are treated as interpenetrating continua, and the computational load is manageable. As an Eulerian-Eulerian method, TFM employs the kinetic theory of granular flow (KTGF) to determine the solid pressure and viscosity, providing valuable mathematical insights into the particulate material’s microscopic and macroscopic behavior (Brone et al., 1998). The method employs the kinetic theory of non-uniform dense phases to model particle–particle collisions. However, the model’s accuracy is constrained as it relies on simplified and estimated empirical relationships for the physical properties of the solid particles, including their shape and size. Another approach is DEM approach. In DEM, individual particles are considered within the mixer, and the forces acting on each particle are calculated through the specification of contact with all other particles. This approach allows for the calculation of the resulting acceleration of each particle through the application of the equation of motion. The trajectory of each individual particle is determined by applying Newton’s equation of motion, which is calculated by considering the forces acting on the particle and its acceleration. Nonetheless, it is worth noting that the Lagrangian approach for simulating solid mixing systems demands a vast amount of computational resources (CPU and memory). Due to the importance of particle–particle interaction details in solid mixing processes, DEM is widely utilised for investigating such processes. Therefore, this section will focus on a literature review of the DEM approach.
DEM has been utilised extensively to examine the processes of particle mixing and segregation within a variety of mixer configurations (Marigo M. and Stitt E.H., 2015; Sakai M., 2016; Sakai M. et al., 2020). This section will present a review of relevant DEM studies, which will be summarized based on the classification of mixers.
3.1 Simulation work of tumbler mixersConsiderable DEM simulations have been carried out to examine the intricate particle mixing behaviors and the impact of different parameters on the mixing efficiency in the rotating drum. For example, (Yang et al., 2016) employed DEM to conduct a three-dimensional simulation of the motion of solid particles in a laboratory-scale rotating drum. The validity of the simulation results was confirmed through comparison with experimental data. Subsequently, the active-passive interface was identified, and particle-scale information was obtained for both of these regions, as shown in Fig. 10, utilizing DEM to perform a three-dimensional simulation of the solid motion in a laboratory-scale rotating drum. The active-passive interface was identified upon validation of the simulation results with available experimental data, and particle-scale information was obtained for both regions. The investigation explored the influence of fill level and rotating velocity on the solid motion. The study results revealed a higher concentration of particles in the passive region compared to the active region, with a more significant collision force observed in the active region, particularly in the y-direction, compared to the x and z directions. Yamamoto et al. (2016) investigated the mixing behavior of particles in a rotating drum mixer (RDM) by means of DEM simulation to examine the impact of particle density. DEM results of the study revealed the effects of fill level and rotating velocity on the mixing behavior of stainless steel and alumina particles within a rotating drum. The results indicated that the lower-density particles had greater mobility compared to higher-density particles, leading to segregation. However, the use of lifters was found to control the behavior of both high- and low-density particles and improve the mixing of particles. The mixing degree of the alumina and stainless steel particles was evaluated, and the results were in good agreement with the DEM simulation. Yazdani and Hashemabadi (2019) examined the effects of cohesive forces and rotating speed on the segregation and mixing of cohesive particles in a horizontal rotating drum. The simulation results indicated that both cohesion and rotation speed significantly impacted the behavior of highly cohesive particles in the drum, as illustrated in Fig. 11. Ma and Zhao (2017) conducted an investigation on the flow of granular materials comprising ellipsoidal particles in a horizontal rotating drum by using DEM. The study focused on examining the influence of the aspect ratio and rotation speed of the drum on transverse mixing, as shown in Fig. 12. The simulation demonstrated that cohesive particles’ cohesion and rotation speed in a horizontal rotating drum significantly impact their behavior. The results showed that particles with lower sphericity had a higher consistency in their orientation and that better coating could be achieved at lower rotation speeds in the rolling/cascading regime.

Schematic representation of the apparatus showing the instantaneous velocity distribution of the solid phase in the rotating drum, reprinted with permission from Ref. (Yang et al., 2016). Copyright: (2016) Wiley Online Library.
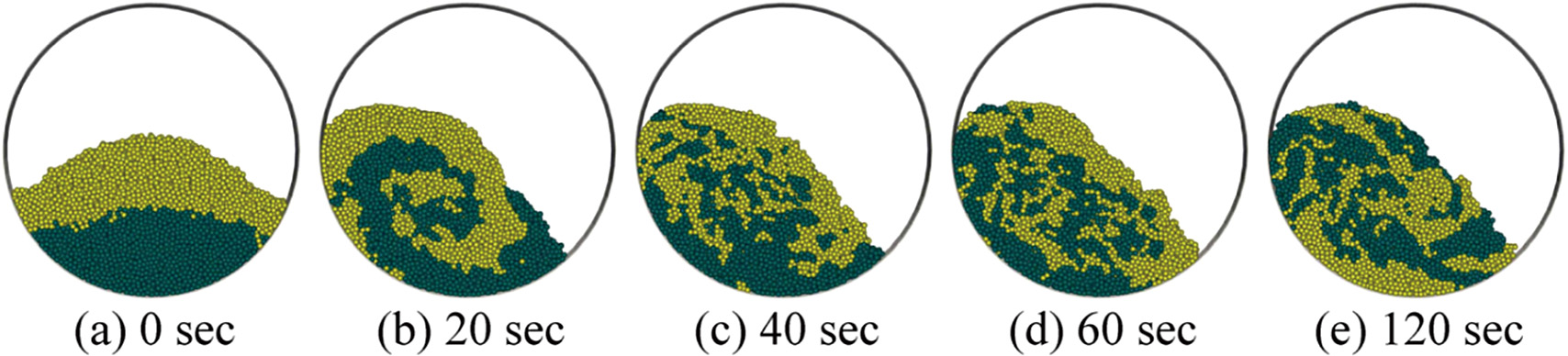
Snapshots of mixing of binary cohesive mixture for segregated loading pattern in the rotating drum containing 6000 cohesive particles with kii and kjj of 100 kJ/m3 and without interparticle cohesion (kij = kji = 0), reprinted with permission from Ref. (Yazdani and Hashemabadi, 2019). Copyright: (2019) Elsevier B.V.

Snapshots of the flow of particles coloured by their magnitude of the translational velocity (from blue (minimum) to red (maximum)), reprinted with permission from Ref. (Ma and Zhao, 2017). Copyright: (2017) Elsevier B.V.
Currently, numerous DEM investigations of the rotating drum have been conducted. Given a large number of rotating drum simulation studies, Table 2 presents a summary of some representative recent DEM works regarding the mixing processes in the rotating drum.
Summary of representative DEM work for the mixing processes in the rotating drum in recent years. (Continued on next page)
| Reference | Solid properties | Operating condition | Research Descriptions | Reported results |
|---|---|---|---|---|
| (Yu et al., 2022) | Particle size: 3–6 mm Particle density 2500 kg/m3 Particle number: 88379, 10105, 113630. |
Fill level 30 %, 40 % 45 % Rotating speed 5.4, 8.5, 11.6 rpm |
The flow behavior of polydisperse particles in a rolling mode rotating drum. |
|
| (Mori and Sakai, 2022) | Particle size: 5.0 × 2.5 × 2.5 mm 4.0 × 4.0 × 2.0 mm Particle density 1150 kg/m3 Particle number: 1000 |
Rotating speed 20, 60 rpm | The powder mixing of non-spherical particles in an industrial rotating drum mixer. |
|
| (Silveira et al., 2022) | Particle size: 1.09 mm Particle density 2445 kg/m3 Particle number: 43,200, 54,000, and 63,837 |
Fill level 10.1 %, 12.7 %, and 15 %, Rotating speed 21.3 rpm |
Identify the optimal configuration and layout of the vanes or blades to achieve maximum dispersion and distribution of the particles in the active zone. |
|
| (Li M. et al., 2021) | Particle diameter: 4.9–10 mm Particle density 1200 kg/m3 Aspect ratio: 1.0–6.0 Particle number: 25,027–31,764 |
Fill level 40.5 % Rotating speed 10–50 rpm |
Investigate the flow behavior and mixing process of sphero-cylinders with varying shapes at a filling level of 40.5 % in a rotating drum. |
|
| (Zhang et al., 2021) | Particle diameter: 0.1–0.3 mm Particle density 596 kg/m3 Particle number: 3474 |
Fill level 15 % Rotating speed 10–30 rpm |
Influence of the number of flights on the dilute phase ratio in flighted rotating drums |
|
| (Huang et al., 2021a) | Particle diameter: 0.71 mm–0.84 mm 0.50 mm–0.59 mm Particle density 2492 kg/m3 |
Fill level 20 % Rotating speed 20 rpm |
Study size segregation of binary mixture in a rotating drum with inner diameter variations. |
|
| (Deng et al., 2021) | Particle diameter: 1–10 mm Particle density 3100 kg/m3 Particle number: 29623, 24241, 9846 9928 |
Fill level 30–33 % Rotating speed 10 rpm |
The effect of slag size distributions on mixing and segregation |
|
| (Wang et al., 2021) | Particle density 2500 kg/m3 Aspect ratios 0.5 and 2.0 |
Rotating speed 7.5–130 rpm | The influences of particle shape, standard deviation of the mixture, and rotating speed on the segregation behaviors. |
|
| (He et al., 2021) | Particle density 2500 kg/m3 Aspect ratios 0.4–2.5 volume-equivalent diameter: 3 mm Particle number: 400000 |
Fill level 38 % Rotating speed 40 rpm |
Report an interesting phenomenon that for ellipsoid-sphere mixtures. |
|
| (Li D. et al., 2021) | Particle diameter: 1.5 and 3 mm Particle density 2500 kg/m3 Particle number: 2500 for 3 mm 20,000 for 1.5 mm |
Fill level 20 % Rotating speed 40,150 and 200 rpm |
Forecast the flow characteristics of two-sized particles, binary particle systems, in a horizontal rotating cylindrical drum and an ellipsoidal drum, a numerical simulation approach can be employed. |
|
| (Brandao et al., 2020) | Particle diameter: 1.1 and 6.3 mm Particle density 2455 and 1160 kg/m3 Particle number: 2500 for 3 mm 20,000 for 1.5 mm |
Fill level 25 % and 50 % Rotating speed 0.59, 1.10 and 1.77 rad/s |
Investigate the mixing/segregation behavior of particles in an unbaffled rotary drum |
|
| (Rong et al., 2020) | Particle diameter: 3 mm Particle density 2500 kg/m3 Particle number: 2000 |
Fill level 35 % Rotating speed 40 rpm |
Investigate the effects of particle contact parameters, sliding friction coefficient (SFC), rolling friction coefficient (RFC) and restitution coefficient (RC) in a rotating drum. |
|
| (Yazdani and Hashemabadi, 2019) | Particle diameter: 1.5 and 2 mm Particle density 1000 kg/m3 Particle number: 14,222 for 1.5 mm 6000 for 2.0 mm |
Fill level 25 % and 55 % Rotating speed 6, 12 and 18 rpm |
Simulate the segregation and mixing of cohesive particles in a horizontal rotating drum |
|
A limited number of simulations can be found for other types of tumbler mixers. Hence, the following discussion presents a review of selected literature on other types of mixers to provide a representative sample. Arratia et al. (2006) utilised DEM to examine the flow dynamics of spherical particles within a tumbling cone blender. The simulation results showed that the radial convection rate was more significant than the axial dispersive transport, leading to decreased mixing performance within this geometry. The particle velocity profiles were analysed, revealing the presence of two distinct regions in the flow: a high-velocity layer cascading above and a region with a nearly solid body rotation, as depicted in Fig. 13. Ren et al. (2013) employed a GPU-based DEM software to investigate the mixing and flow dynamics of granular materials in a conical tote blender. A parametric study was performed to evaluate the impact of fill level and rotation rate on the mixing rate, productivity, and energy consumption. The study revealed that the optimal values for fill level and rotation rate could enhance mixing effectively. Moreover, the findings indicate that the conventional horizontal configuration of the blender leads to inadequate axial mixing. However, tilting the blender at a specific angle can considerably enhance the mixing efficiency. Tanabe et al. (2019) utilised DEM to assess the impact of an increase in particle size and a reduction in blender geometry on the uniformity of the blend. The study revealed that the variation in particle size among components resulted in the segregation of the three blends, as evidenced by the diverse standard deviation of active ingredient content. The research also identified two crucial factors that impact blending performance, namely, the ratio of the blender container to particle size and the total number of particles and samples in the blender. Furthermore, the study demonstrated the process of quantitative prediction of the sample BU probability density distribution using DEM simulation, which can be found in Fig. 14.

Example of velocity fields of a mono-disperse system at 40 % fill level. (a) Side view at 3/4 of a revolution. (b) Top view at 3/4 of a revolution, reprinted with permission from Ref. (Arratia et al., 2006). Copyright: (2006) Elsevier B.V.

Quantitative prediction of the sample BU probability density distribution in reality using the DEM simulation, reprinted with permission from Ref. (Tanabe et al., 2019). Copyright: (2019) Elsevier B.V.
Tahvildarian et al. (2013) employed DEM to simulate the behavior of monodisperse, non-cohesive particles in a V-blender. The simulation accounted for both particle–particle and particle–boundary interactions, as depicted in Fig. 15. As the filling level increased from 20 % to 46 %, the circulation intensity decreased, and at a filling level of 34 %, it reached its minimum value for all rotational speeds. No significant change in circulation intensity was observed for filling levels greater than 34 %. The results also depict the particle velocity in the Y–X plane when the V-blender rotates from 0° to 360° at a fill level of 20 % and rotational speed of 30 rpm. Lemieux et al., (2008) employed DEM to predict the flow dynamics of multiple particles over extended periods, with a specific emphasis on the mixing phenomena that necessitate a considerable amount of time to develop in such systems. To this end, the researchers performed several extensive numerical simulations using the DEM approach, investigating the flow of monodisperse and bidisperse blends consisting of up to 225,000 particles for 120 seconds in a V-blender. Quantities such as particle velocity, granular temperature, mixing system torque, RSD curves, and mixing times are examples of variables commonly used to characterise and analyse the behavior of granular materials during mixing processes.
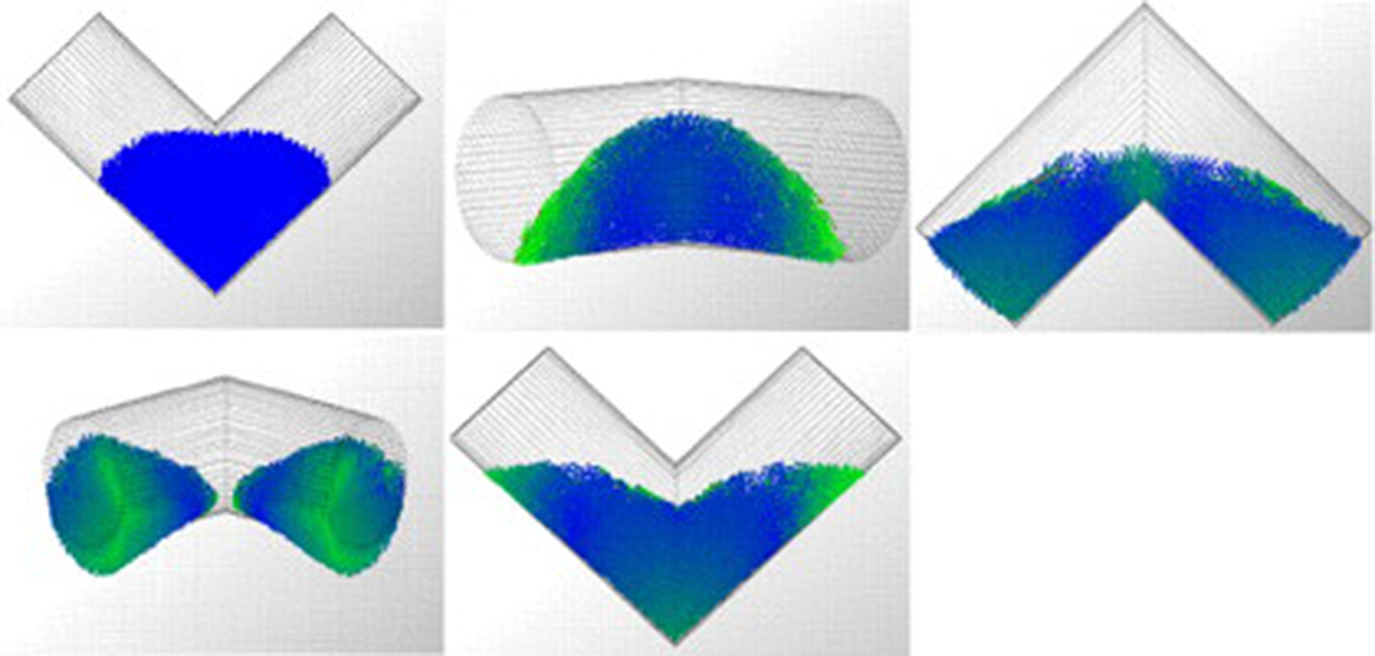
Particle velocity in the Y-X plane when the V-blender rotated from 0° to 360° at 20 % fill level and 30 rpm, reprinted with permission from Ref. (Tahvildarian et al., 2013). Copyright: (2013) Elsevier B.V.
In contrast to the tumbler mixer, convective mixers employ stationary outer vessels with added moving components to improve solid mixing performance.
Sarkar and Wassgren (2015) conducted a study using DEM to examine the impact of modelled particle size on flow and mixing in a bladed granular mixer. The findings revealed that the macroscopic advective flow was considerably influenced by particle size, particularly in areas with sparse flow. Yaraghi et al., (2018) utilised DEM to investigate the flow patterns and mixing kinetics of non-cohesive, monodisperse, and spherical particles in a horizontal paddle blender. The authors found that the most significant factor affecting mixing quality was the rotational speed of the impeller, with the quadratic effect of the impeller rotational speed and the vessel fill level having a lesser impact. Furthermore, the empirical data obtained on granular temperature demonstrated that an increase in impeller rotational speed, from 10 to 70 rpm, resulted in a corresponding increase in the granular temperature values. In a study conducted by (Ebrahimi et al., 2018), the efficacy of mixing monodisperse spherical particles in a horizontal agitating paddle mixer was investigated using the DEM method. The study involved simulating five different impeller designs to determine their influence on mixing performance. The study evaluated five distinct impeller designs through simulation. The findings demonstrated that impeller design significantly affected both the mixing performance and the granular behavior of the materials, as demonstrated in Fig. 16. Additionally, the study analysed the effect of impeller configuration on the forces of contact between the impeller and particles, and between the particles themselves.
A snapshot of particle mixing after 10 revolutions of mixing from the front view sliced at the centre of the mixer, reprinted with permission from Ref. (Ebrahimi et al., 2018). Copyright: (2018) Elsevier B.V.
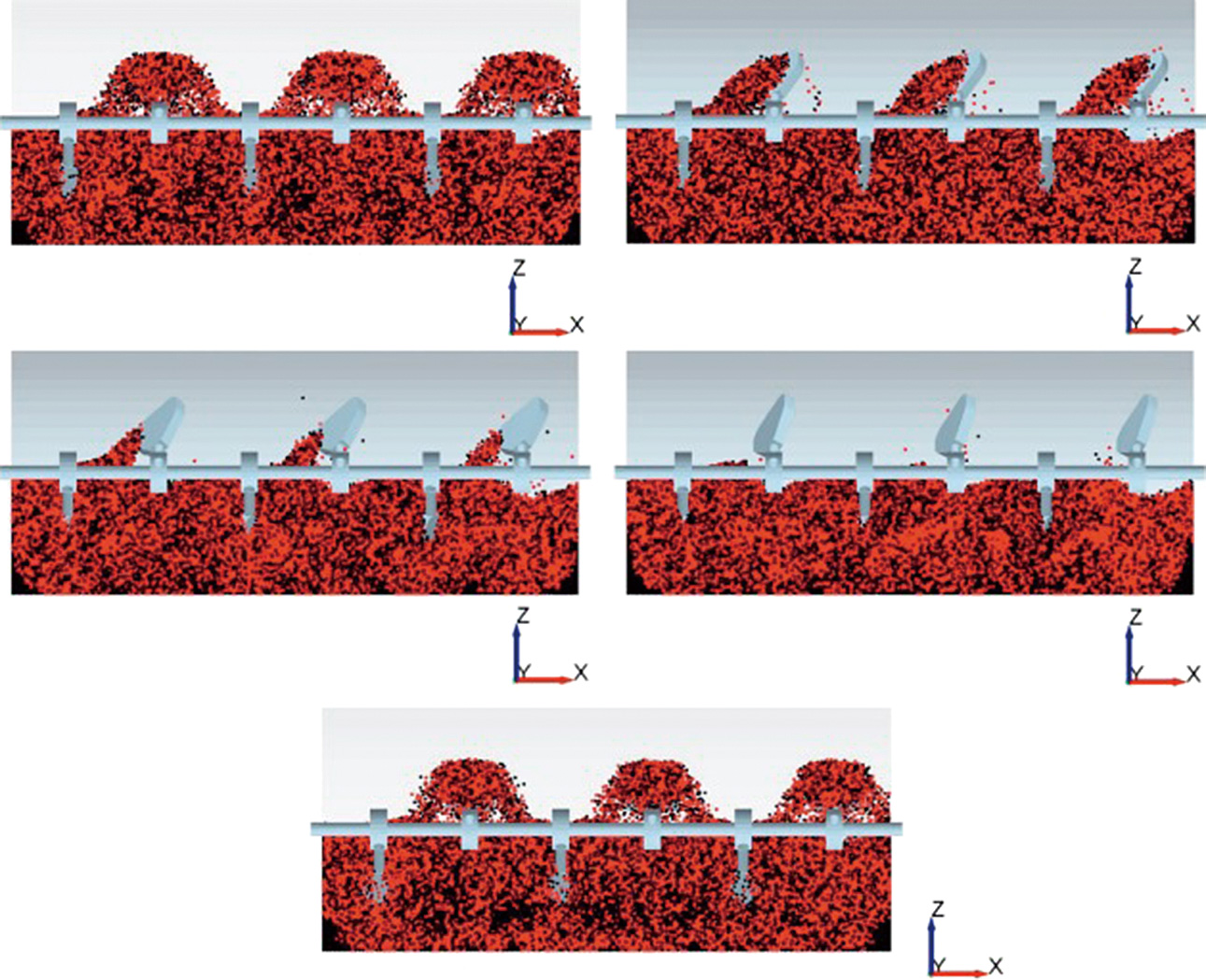
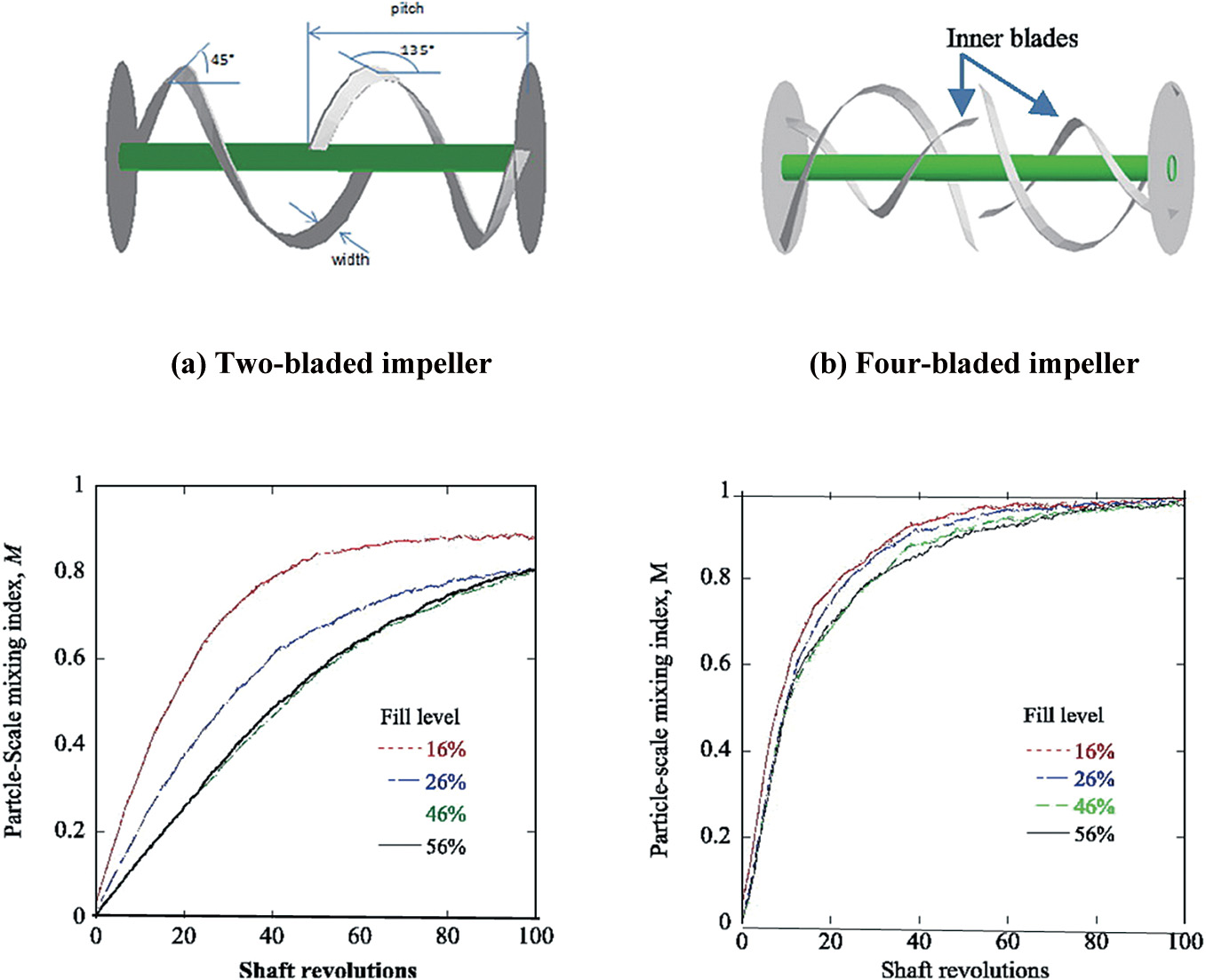
Ribbon mixers are deemed appropriate for blending dry powders and free-flowing granular materials. Literature suggests that a ribbon mixer can achieve improved uniformity in powder mixing due to the high shear stresses it generates and its ability to handle a mixture of particles of varying sizes. Hence, the utilisation of DEM in analysing the ribbon mixer offers valuable insights into its performance and potential optimization. Halidan et al. conducted a series of DEM studies investigating the mixing behaviors in ribbon mixers. A survey was conducted by the researcher to investigate the influence of impeller speed on the mixing behavior of cohesive and non-cohesive particle mixtures in a ribbon mixer, which is characterised by a horizontal cylindrical vessel (Halidan et al., 2016; Musha et al., 2013). The DEM simulations indicated that the mixing rate of both cohesive and non-cohesive mixtures in the ribbon mixer increased as the impeller speed increased up to a certain threshold, after which a decrease was observed. For non-cohesive particles, the mixture quality may deteriorate at higher impeller speeds, but this was not the case for cohesive particles. Halidan et al. (2018) employed DEM to examine the impact of impeller speed and fill level on the blending behaviors of particle mixtures with varying cohesion in both two-bladed and four-bladed ribbon mixers, each possessing a horizontal cylindrical vessel. Beyond that, the mixing rate was observed to decline. In particular, the mixing rate of cohesive particles was found to deteriorate at higher impeller speeds in the 2-bladed mixer. The results showed that with an increase in fill level, the flow behavior of non-cohesive particles changed from sliding flow to recirculation flow and eventually to cascading flow. The comparison results can be seen in Fig. 17. Chandratilleke et al. conducted a numerical investigation of the impact of blade-supporting spokes on the overall mixing performance in a ribbon mixer using DEM. This study analysed the effect of several key variables, including the number of spokes, the cohesiveness of particles, and the fill level on the mixing performance. The results indicated that, in the case of non-cohesive particles, increasing the number of spokes was advantageous for improving the overall mixing rate when the fill level was substantial. However, this improvement came with the cost of increased contact forces.
Effect of fill level on the mixing performance of a 2-bladed mixer at different Bond numbers (shaft speed = 100 rpm), reprinted with permission from Ref. (Halidan et al., 2018). Copyright: (2018) Elsevier B.V.
In contrast, the best overall mixing performance was observed with a no-spoke impeller for cohesive particles. The critical findings are depicted in Fig. 18. Subsequently, DEM was used to examine the impact of particle size and density on particle mixing in a laboratory-scale ribbon mixer (Chandratilleke et al., 2021). The study conducted by Basinskas and Sakai (2016) employed numerical simulations to examine the impact of various factors on the degree of mixing in a laboratory-scale ribbon mixer. The results indicated that the mixing rate decreased as the particle size was reduced with the fill level fixed, and the density effect was negligible for small particle sizes. An empirical equation was formulated to describe the particle-size effect, which was also extrapolated to consider much smaller particles. The present investigation employed numerical methods to assess the impact of powder quantity, blade speed, and initial loading on the degree of mixing in a ribbon mixer (See Fig. 19). The degree of mixing in the axial direction was found to be relatively less variable than that in the perpendicular direction. The results indicated that the amount of powder and the blade speed positively influenced the mixing performance. However, the study found that only the initial loading and powder quantity had a significant impact on the quality of mixing in the ribbon mixer, with only modest variations observed in the axial direction compared to the perpendicular direction. Recently, several noteworthy DEM studies on the mixing processes in convective mixers have been reviewed and summarized in Table 3.
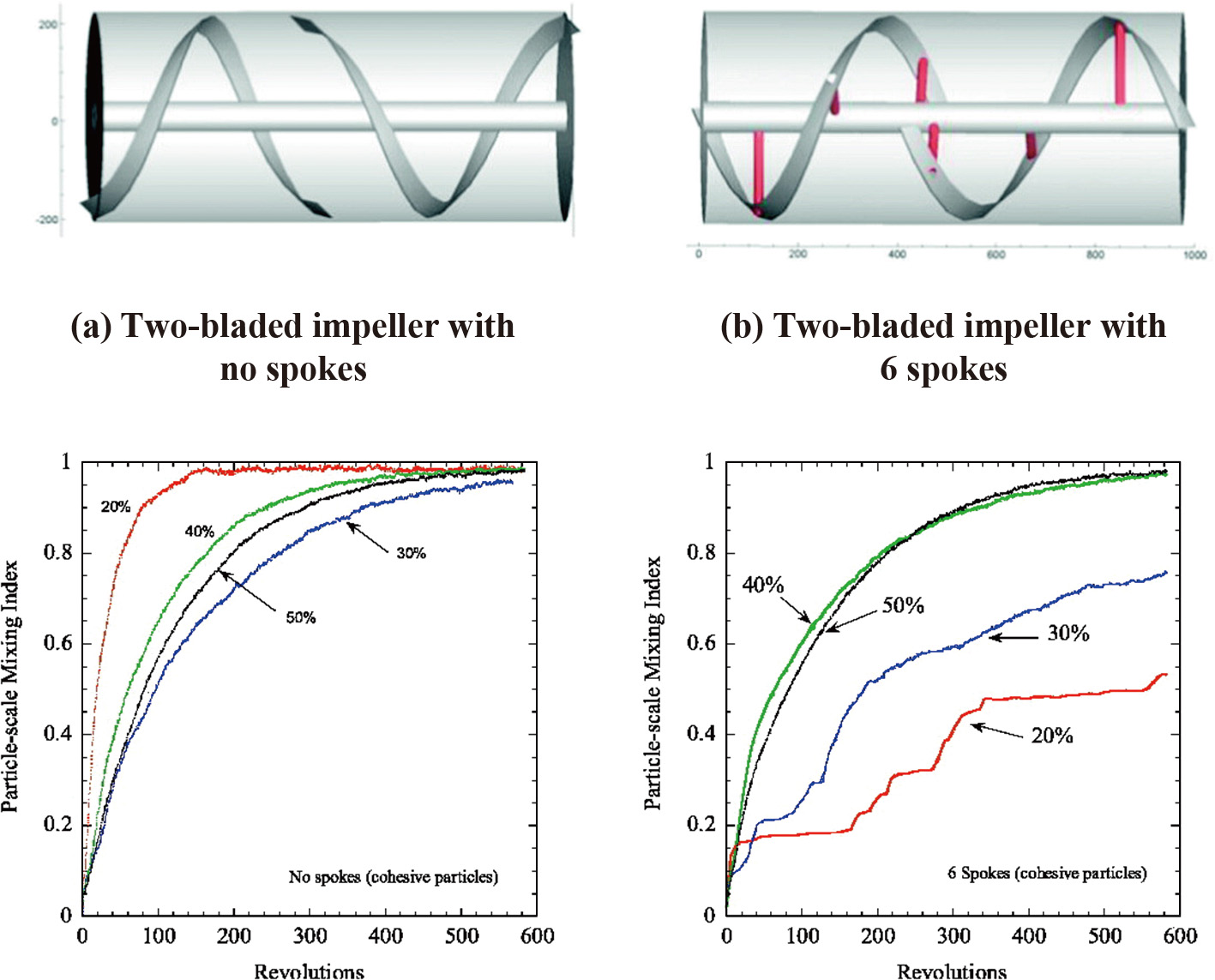
The effect of blade-supporting spokes of the impeller on overall mixing performance in a ribbon mixer, reprinted with permission from Ref. (Chandratilleke et al., 2018). Copyright: (2018) Elsevier B.V.
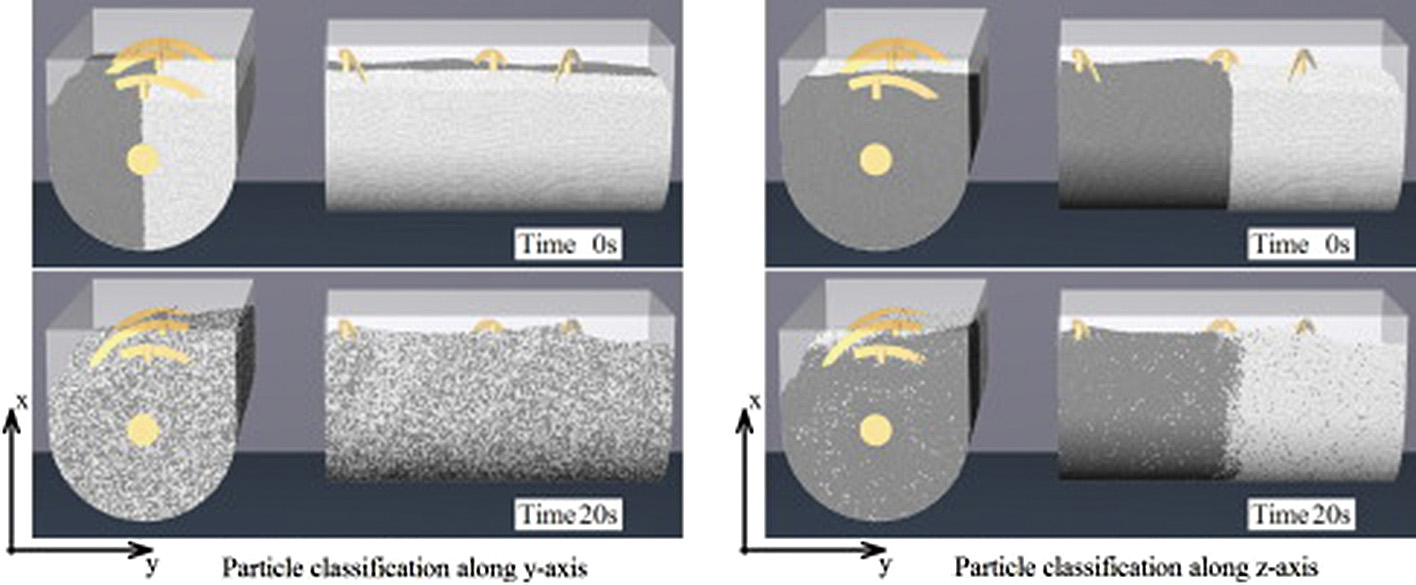
Mixing states at different times for different loading methods, reprinted with permission from Ref. (Basinskas and Sakai, 2016). Copyright: (2016) Elsevier B.V.
Summary of representative DEM work for the mixing processes in the convective flow in recent years. (Continued on next page)
| Reference | Solid properties | Operating condition | Research Descriptions | Reported results |
|---|---|---|---|---|
| (Xiao et al., 2023) | Particle size: 4.75–8 mm Particle density 2837 kg/m3 |
Fill level 45 % Rotating speed 40 rpm |
The mixing processes of gravel materials. |
|
| (Yu et al., 2022) | Particle size: 3, 4, 5 and 6 mm Particle density 2500 kg/m3 Particle number: 88379, 101005 and 113630 |
Fill level 35 %, 40 % and 45 % Rotating speed 5.4, 8.5 and 11.6 rpm |
The flow behavior of polydisperse particles in a rolling mode rotating drum. |
|
| (Xu et al., 2023) | Particle size: 3 mm Particle density 1414 kg/m3 Particle number: 20000, 30000, 35000 and 40000 |
Fill level 15 %, 23 %, 26 % and 31 % Rotating speed 5, 8, 10 and 15 rpm |
Effect of drum structure on particle mixing behavior. |
|
| (Miao et al., 2022) | Particle size: 6 and 12 mm Particle density 2500 kg/m3 Particle number: 20000, 30000, 35000 and 40000 |
Fill level 20 % Rotating speed ±40 rpm |
Particle mixing and segregation behaviors in the rotating drums with adjacent axial segmentations in different speed directions |
|
| (Liu et al., 2022) | Particle size: 3 mm Particle density 2700 kg/m3 Particle number: 10000 |
Fill level 50 % Rotating speed 3 rpm |
Effect of baffles on mixing and heat transfer in drums is studied. |
|
| (Wu et al., 2022) | Particle size: 3 mm Particle density 1358.8 kg/m3 Particle number: 37600 |
Fill level 20 % Rotating speed 15 rpm |
Prediction of particle mixing time in a rotary drum by 2D DEM simulations and cross-correlation. | Compared to machine learning approaches, the cross-correlation method has the advantage of interpretability, expandability, and relatively high accuracy for limited data size. |
| (Ebrahimi et al., 2021) | Particle size: 3 and 5 mm Particle density 2500 kg/m3 Particle number: 153,780 for 3 mm, 38,446 for 5 mm |
Fill level 40 % and 60 % Rotating speed 40, 70 and 100 rpm |
The mixing of bi-disperse particles in a horizontal paddle mixer. |
|
| (Deng et al., 2021) | Particle size: 0.6 mm Particle density 2500 kg/m3 Particle number: 100,000, 200,000 and 300,000 |
Rotating speed 20, 40 and 60 rpm | The effects of various operational parameters on the mixing performance. |
|
| (Horváth et al., 2019) | Particle size: 6, 10 and 20 mm Particle density 7750 kg/m3 Particle number: 43,200, 54,000, and 63,837 |
Fill level 10 %–25 %, Rotating speed 0.63; 0.95; 1.58 r/s |
Create a DEM model suitable for determining the mixing power requirements of an agitated drum dryer pilot plant, which can be applied to the modeling of mixing granular materials of various moisture content. |
|
| (Yaraghi et al., 2018) | Particle diameter: 3 mm Particle density 2500 kg/m3 Particle number: 120,000 |
Fill level 40 % Rotating speed 40 rpm |
The influence of impeller configuration on the mixing performance of free-flowing mono-disperse spherical particles in a horizontal agitating paddle mixer. |
|
| (Pasha et al., 2015) | Particle diameter: 4.52 mm Particle density 1000 kg/m3 Particle number: 60000 |
NA | Simulate PEPT experiments for a paddle mixer using DEM. |
|
| (Sarkar and Wassgren, 2015) | Particle diameter: 1.5 mm–12 mm Particle density 1000 kg/m3 Particle number: 113,152 |
Fill level 30 % Rotating speed 30 rpm |
The influence of the modelled particle size on flow and mixing in a bladed granular mixer. | The effect of particle size on the macroscopic advective flow was found to be significant, particularly in dilute flow regions. These findings indicate that particle size should be taken into consideration when performing DEM mixing simulations with larger particles. |
| (Chandratilleke et al., 2021) | Particle diameter: 5–15 mm Particle density 417–2500 kg/m3 |
Fill level 40 % Rotating speed 100 rpm |
The effects of the particle size and density on particle mixing on a laboratory-scale ribbon mixer. |
|
| (Tsugeno et al., 2021) | Particle diameter: 4 mm Particle density 2500 kg/m3 Particle number: 120,000 80,000 |
Rotating speed 20 and 60 rpm | An effective parameter for better mixing in the ribbon mixer using DEM. |
|
| (Gao et al., 2019) | Particle density 3948 kg/m3 Particle diameter: 40, 50 and 60 mm Particle number: 52348 and 104549 |
Rotating speed 15, 25 and 35 rpm | The effects of the operational and geometrical parameters, including initial loading, particle size, impeller rotational speed, and inner blades on the mixing quality of particles with a double U-shaped vessel. |
|
| (Halidan et al., 2016) | Particle diameter: 15 mm Particle density 417 kg/m3 Particle number: 18000 |
Rotating speed 100 rpm | The effect of interparticle cohesion on powder mixing in a ribbon mixer was studied by means of the discrete element method. |
|
The mixing of particles is a common practice in several industries, including ceramics, pharmaceuticals, food, and chemicals, where a high-quality end product is crucial. The quality of powder products, which are composed of particulate ingredients that must be thoroughly mixed, is heavily influenced by the design of the mixer and its operating conditions. Various types of mixers, such as rotating drums, orbiting screw mixers, and ribbon mixers, are used for this purpose. However, the mechanism of particle mixing in these mixers is still not well understood due to the complex nature of particle behavior in the mixing system. Understanding and controlling particle behavior during mixing remains a significant challenge for improving the operation and optimization of mixers. Up to date, the design of solid mixers is generally limited to first selecting qualitatively the equipment that might be suitable and then arranging tests with potential suppliers, where unified theory and criteria are still not available due to insufficient knowledge of the mixing mechanism. An extensive understanding of particle mixing is crucial both from a scientific perspective and a practical standpoint to optimise industrial processes related to it.
Despite the prevalence of powder mixing in various industries, there remains a lack of robust and systematic methods for characterizing mixing quality and determining the optimum mixing conditions. This has motivated researchers to focus on developing more advanced experimental techniques to better understand the underlying physics and mechanics of particle mixing. By improving our understanding of the mechanisms and principles that govern particle mixing, researchers aim to improve the efficiency and quality of powder processing. Therefore, there is a growing need for improved experimental techniques and advanced simulation methods to better understand particle mixing behaviors and incorporate the particles’ microscopic properties into the models. This would lead to a more accurate prediction of mixing performance and could aid in the design and optimization of industrial solid mixing processes. Additionally, the integration of experimental data and simulation results can help to establish a more comprehensive understanding of particle mixing, which is crucial for the continuous improvement of the powder processing industry. Additionally, developing more advanced computational models that consider the microscopic properties of particles will be critical to understanding and improving the efficiency of solid mixing processes in the industry (Ghadiri, 2020). This, in turn, can lead to significant advances in the quality and consistency of a wide range of powder products, as well as reduced energy consumption, lower costs, and reduced environmental impact associated with the production of these products.
Moreover, the integration of Industry 4.0 technologies, such as the Internet of Things (IoT) and artificial intelligence (AI), can further enhance the accuracy and efficiency of measurement and control systems, thereby enabling more effective and efficient solid mixing processes in the future (Bowler et al., 2020). It is also worth focusing on the recently developed soft sensors, expected to gain popularity as they provide a low-cost and simple-to-implement method of predicting final product qualities.
We sincerely acknowledge the financial support from the Australian Research Council (DP220100306 and FT190100361).
Xin Jin
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/41_2024015_20.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
Dr Jin is a Postdoctoral fellow in Prof. Yansong Shen’s lab in the Department of Chemical Engineering at the University of New South Wales. He received a PhD in Chemical Engineering in 2022 from the same university. His research interests include the numerical simulation and process optimisation of industrial mixing and segregation systems.
Yansong Shen
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/41_2024015_21.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
Yansong Shen is a full Professor (tenured) and ARC Future Fellow (A/Prof, 2019–2021, Senior Lecturer, 2016–2018, UNSW; Lecturer, 2014–2016, Monash). He is the director of a vibrant research lab - Process Modelling and Optimisation of Reacting Flows “ProMO Lab” (www.promo.unsw.edu.au), with applications to a range of complex reactive flow processes in traditional and emerging industries particularly resource and energy sectors, including process metallurgy, solid fuel preparation/utilisation, water treatment, recycling processes of e.g. solar panels, plastic, and renewable energy processes e.g. solar cell/biomass/hydrogen. His research interests range from understanding fundamentals to optimising & developing new, cleaner and more efficient technologies, powered by advanced numerical and experimental approaches. He is a member of the editorial boards of “Advanced Powder Technology” and “Metallurgical and Materials Transactions B”.