Abstract
Superplasticity refers to the ability of some metals, in special testing conditions, to exhibit high elongations of at least 400% before failure. Although this phenomenon appeared initially as a scientific curiosity, it has now become the basis for the large superplastic forming industry which makes significant contributions in many areas including the aerospace and automotive sectors. Early experiments established that superplastic flow requires a small grain size, typically below ∼10 µm, and this is generally achieved through appropriate thermomechanical processing. However, the grain sizes achieved in this way are typically of the order of a few micrometers. Recent investigations of the processing of metals through the application of severe plastic deformation (SPD) demonstrated that these techniques provide an opportunity to achieve much smaller grain sizes to the submicrometer or even the nanometer scale and this gives opportunities to develop new investigations of superplastic flow. Accordingly, this overview summarizes some of the major contributions of SPD processing to research in the area of superplasticity with an emphasis on the characteristics of the flow behavior.

1. The Principles of Superplasticity
When a polycrystalline metal is pulled in tension, it generally breaks at a fairly low elongation. Nevertheless, under some conditions it is possible for the metal to pull out to exceptionally high elongations prior to failure. This latter condition is now known as superplasticity and it was first revealed in laboratory experiments conducted in England over 80 years ago in which tensile experiments on the Pb–Sn and Bi–Sn eutectic alloys led to total elongations of more than 1000%.1) For example, in this work the highest recorded elongations were 1950% and 1505% for the Bi–Sn and Pb–Sn eutectic alloys, respectively. Although regarded initially as a scientific curiosity, subsequent experiments revealed the occurrence of exceptionally high elongations in other alloys and these data led to early investigations using these materials in vacuum forming and blow molding operations.2) These forming experiments formed the basis for the later development of the superplastic forming industry which has now become a major contributor to the processing of sheet metals as curved components for use in many applications including in the automotive and aerospace sectors and in architectural embellishments.3)
Based on these early experiments, it was possible to identify two fundamental requirements that are necessary in order to achieve superplastic elongations.4) First, it is important that the grain size is very small and typically less than ∼10 µm. Second, since superplasticity is a diffusion-controlled process, it requires a high testing temperature, typically of the order of at least ∼0.5 Tm where Tm is the absolute melting temperature. Generally, these two requirements are incompatible because the small grains will grow rapidly at elevated temperatures and this means that optimum superplastic metals tend to be either two-phase eutectic or eutectoid alloys or they contain a fine dispersion of a second phase to act as a grain refiner.
When superplastic metals are tested experimentally, they generally exhibit a three-stage behavior in which the elongations are high at intermediate strain rates in the so-called region II over a range of approximately two orders of magnitude of strain rate but the elongations drop off precipitously and the material is no longer superplastic at both lower and faster strain rates in the so-called regions I and III, respectively. This unique behavior was demonstrated in early experiments on a Zn–22% Al eutectoid alloy where specimens having a grain size of ∼2.5 µm were pulled separately at different strain rates in the range from 10−5 to 1.0 s−1 using a testing temperature of 473 K.5) For this material, the superplastic region II extended from ∼10−3 to ∼10−1 s−1 where the elongations were up to >2000% but at slower and faster strain rates the elongations were much lower at <500%.
An important requirement in superplastic research is to identify the minimum elongation that must be attained in order for the behavior to be correctly identified as true superplasticity. This requires developing a relationship for the strain rate in the superplastic region II and then examining the implications of this relationship with reference to the comparable relationships for other flow mechanisms. In practice, all flow mechanisms in polycrystalline materials exhibit a basic relationships for the strain rate, $\dot{\varepsilon }$, which is of the form:4)
| \begin{equation}
\dot{\varepsilon} = \frac{ADGb}{kT}\left(\frac{b}{d}\right)^{p}\left(\frac{\sigma}{G}\right)^{n}
\end{equation}
| (1) |
where
D is the appropriate diffusion coefficient (=
Do exp(−
Q/
RT), where
Do is the frequency factor,
Q is the activation energy,
R is the gas constant and
T is the absolute temperature),
G is the shear modulus,
b is the Burgers vector,
k is Boltzmann’s constant,
d is the grain size, σ is the flow stress,
p is the exponent of the inverse grain size,
n is the exponent of the stress and
A is a dimensionless constant.
Equation (1) is a universal relationship for all types of flow but for superplasticity it was shown that deformation occurs by grain boundary sliding which is accommodated by slip within the grains and this gives
D =
Dgb for grain boundary diffusion so that the appropriate activation energy is
Qgb, values of
p and
n equal to 2 and a value of
A ≈ 10.
6)
In order to delineate a limiting elongation for superplasticity, it is first necessary to note that a comprehensive analysis, published fifty years ago, showed that the elongation or ductility of a material depended directly upon the value of the strain rate sensitivity, m, which is defined as $m = (\partial \,\text{ln}\,\sigma /\partial \,\text{ln}\,\dot{\varepsilon })$.7) In practice, this definition of m corresponds to the inverse of n in eq. (1) so that n = 2 in superplasticity and m ≈ 0.5. Generally, many metals flow through the occurrence of dislocation climb and for these conditions n ≈ 5 and m ≈ 0.2 so that the resultant elongations are relatively low. But if flow is controlled by dislocation glide, as in many solid solution alloys where solute atoms segregate preferentially at the dislocations and are dragged as solute atmospheres by the moving dislocations, then theory shows, and experiments confirm, that n ≈ 0.3 so that m ≈ 0.33. Under these conditions the elongations are larger than for dislocation climb and they may be up to or even slightly higher than ∼300%.8) Therefore, as described earlier,9) it is reasonable to define true superplastic flow as a measured elongation of at least 400% since there is no evidence for the ability to achieve this elongation when flow is controlled by dislocation glide. In many materials, the measured elongations may be exceptionally high under superplastic conditions: for example, a record elongation of 4850% was measured in a Pb–62% Sn eutectic alloy10) and later an even higher elongation of 7550% was reported for the same alloy.11)
2. Examining the Significance of Severe Plastic Deformation in Superplastic Research
The processing of metals through the application of severe plastic deformation (SPD) has a long history dating back over two thousand years to ancient China with the development of Bai-Lian steel12) and later to India with the processing of Wootz steel.13) Nevertheless, the early artisans producing these metals appreciated only the potential for increasing the strength and they had neither the knowledge nor the scientific tools in order to investigate the microstructural features that gave rise to these improved properties.
The first steps towards achieving an understanding of the fundamental scientific principles of SPD processing came much later with the publication, just over thirty years ago, of a classic paper describing, through the use of modern analytical tools, the formation of an ultrafine-grained (UFG) structure in metallic alloys processed by SPD techniques.14) This paper, and the scientific approach described therein, formed the basis for what has now become a worldwide endeavor to develop and optimize the processing of metals using SPD procedures. Many of the highlights of this subsequent research were summarized in a later review on bulk nanostructured materials.15)
Processing by SPD refers to the ability to impose a very large strain without incurring any significant change in the overall dimensions of the workpiece. This effectively excludes more conventional processing techniques such as extrusion, rolling and drawing even though these procedures may involve fairly severe straining. Numerous SPD procedures are now available and these were described in a comprehensive review in 200616) and then the background to SPD was updated more recently with an emphasis on the material properties.17,18) There are also reviews that summarize many of the fundamental characteristics associated with SPD processing.19–21)
In practice, there are two main SPD techniques that have attracted most attention and these are equal-channel angular pressing (ECAP)22) and high-pressure torsion (HPT).23) In the former the sample is in the form of a rod or bar and it is pressed through a die constrained within a channel that is bent through a sharp angle near the centre of the die and in the latter the sample, generally but not always in the form of a thin disk, is subjected to an applied pressure together with concurrent torsional straining. Both procedures introduce a high density of dislocations which are then able to re-arrange to form high-angle grain boundaries and thereby reduce the overall grain size of the sample. In practice, however, HPT has the advantage that it introduces both a smaller grain size than ECAP24,25) and a higher fraction of grain boundaries having high angles of misorientation26) but there is a disadvantage because the samples used for the HPT processing are generally very small. It is possible to at least partially avoid this size effect by using a continuous HPT facility.27,28)
As already noted, superplasticity requires a grain size smaller than about 10 µm. In the superplastic forming industry, these small grain sizes are achieved through thermo-mechanical processing (TMP) prior to the forming operation but this gives grain sizes that typically are of the order of a few micrometers and TMP has proven ineffective in producing submicrometer grain sizes. By contrast, SPD processing provides a direct and simple procedure for producing exceptional grain refinement to the submicrometer or even to the nanometer level.
An important additional requirement in making use of SPD samples is to check for the occurrence of grain growth at the elevated testing temperatures that are required for superplastic flow. Figure 1 shows an example of the measured grain sizes in pure Al, an Al–3% Mg solid solution alloy and three different Al–3% Mg alloys containing additions of Sc and/or Zr.29) All of these materials were processed by ECAP through various numbers of passes (p) and it is apparent that the ECAP processing gives a grain size close to ∼1 µm in pure Al but smaller grain size of ∼0.2–0.3 µm in the alloys. Nevertheless, neither the pure Al nor the solid solution alloy are capable of retaining the very small grain size needed for superplastic flow at high temperatures and this explains the early inability to achieve true superplastic elongations in an Al–3% Mg alloy processed by ECAP and then tested in tension at a temperature of 403 K.30)

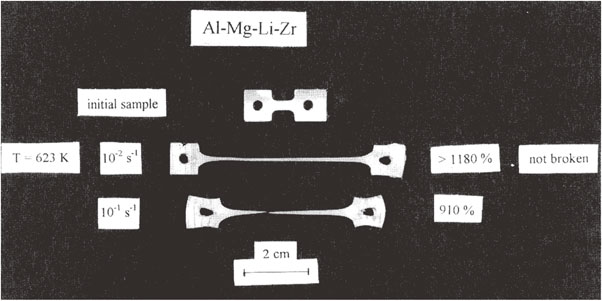
If the UFG structure produced by SPD processing can be retained at elevated temperatures then it follows that the grain size will be smaller, probably by about an order of magnitude, than in conventional superplastic experiments. Reference to eq. (1) shows that, since the strain rate in superplasticity varies inversely with the grain size raised to the power p, this should provide an opportunity for achieving superplastic behavior at exceptionally rapid strain rates. Furthermore, this is clearly advantageous in the superplastic forming industry because it will effectively reduce the time required for the forming operation. The first reported example of this effect is shown in Fig. 2 where an Al–Mg–Li–Zr alloy was processed by ECAP to produce a grain size of d ≈ 1.2 µm and an exceptional elongation of 1180% was achieved without failure when subsequently testing in tension at 623 K with a strain rate of 10−2 s−1.31) For this alloy, the small grain size was retained to a temperature of ∼700 K because of the presence of a fine dispersion of β′-Al3Zr precipitates.32) This result provides a direct example of high strain rate superplasticity (HSR SP) which is defined as superplastic flow at strain rates at and above 10−2 s−1.33) A similar example of HSR SP was also achieved in this work using a commercial Al–Cu–Zr alloy.31)
3. Factors Influencing the Elongations Achieved after SPD Processing
Figure 3 provides an excellent example of the elongations that may be achieved after processing a metal by ECAP.34) For this example, an Al–3% Mg–0.2% Sc alloy was processed by ECAP at room temperature through 8 passes to give a grain size of ∼0.2 µm and tensile specimens cut from the billets were then pulled to failure over a range of strain rates at temperatures from 573 to 723 K. Reference to Fig. 1 shows that this material retains a submicrometer grain configuration at these high temperatures. The results demonstrate also that this alloy exhibits remarkably high elongations of >2000% at intermediate strain rates but, as in conventional superplastic alloys,5) the elongations drop at both slower and faster strain rates. The lower points in Fig. 3 are results obtained at 673 K for specimens subjected to cold rolling (CR) where the microstructure consisted of subgrains having a size of ∼0.9 µm. Thus, SPD processing is effective because it produces a microstructure of high-angle grain boundaries which permits grain boundary sliding and superplasticity whereas conventional CR is not capable of producing a superplastic material because the boundaries have low angles of misorientation which are unable to slide.

In practice, the magnitudes of the superplastic elongations obtained in tensile testing are dependent upon the strain imposed during the SPD processing. An example of this effect is shown in Fig. 4 where an Al–5.5% Mg–2.2% Li–0.12% Zr alloy was processed by ECAP at a temperature of 673 K for either 4 passes shown in (a) or 8 passes shown in (b),35) where all samples were rotated about the longitudinal axis by 90° between each pass in processing route BC.36) The solid points shown at the lower level in each diagram denote the low elongations achieved in the material when pulling at 603 K without processing by ECAP and the upper points show the recorded elongations after processing by ECAP and pulling to failure at temperatures from 573 to 723 K. Thus, higher elongations are achieved after processing through more passes and in these experiments even higher elongations were also obtained after processing through 12 passes.
4. The Importance of SPD Processing for High-Speed Superplastic Forming
In commercial superplastic forming operations, sheets are prepared for forming and generally this is conducted at strain rates of ∼10−3 to 10−2 s−1 so that it takes ∼20–30 min to form each separate sheet.37) This is a slow rate of forming which necessarily restricts the superplastic forming operation to the production of a relatively low quantity of high-value components. There is a potential for avoiding this limitation if the forming operation is conducted at rates of ∼10−2–1 s−1 so that the forming of each sheet is achieved within ∼60 s. Thus, the use of SPD processing to produce exceptional grain refinement may provide this opportunity.
To test the speed of forming with SPD-processed materials, an Al–3% Mg–0.2% Sc alloy was processed by ECAP at room temperature for 8 passes using route BC to give a grain size of ∼0.2 µm and it was then cut into disks having thicknesses of 0.3 mm and inserted in a biaxial gas-pressure forming facility where it was clamped around the periphery.38) Each disk was heated to 673 K where, based on the data in Fig. 3, this is a reasonable temperature for achieving superplasticity and it was then subjected to an argon gas pressure of 10 atmospheres, equivalent to 1 MPa, for various short times up to a maximum of 60 s. Typical results are shown in Fig. 5 where (a) is the disk before applying a gas pressure and (b) and (c) show disks subjected to a gas pressure for times of 30 and 60 s, respectively. Despite the relatively low pressure available in the gas-forming facility, it is readily apparent from inspection of Fig. 5(a) that the disks are quickly formed into smooth domes that confirm the viability of conducting high-speed forming on these materials.

A second question in this work concerns the degree of homogeneity that may be attained after the rapid forming. This was checked by sectioning the two domes shown at (b) and (c) in Fig. 5(a) and then plotting the measured local thicknesses against the angular positions on the dome as shown in Fig. 5(b). Thus, these disks are deforming uniformly about the pole and, as anticipated, the local thicknesses are smaller after the longer forming time. It is especially important to note that this alloy showed no evidence for any cracking or void formation even after forming for 60 s, thereby demonstrating the feasibility of using this rapid forming in industrial operations. To further check the validity of these results, it was also shown by calculation that the results represent uniform thinning and they are fully consistent with the expectations for a sheet metal having a strain rate sensitivity of ∼0.5.38)
5. A Direct Comparison of Processing by ECAP and HPT
In many experiments, tests are conducted separately using either ECAP or HPT and there is no attempt to make a direct comparison between these two procedures. Figures 6 and 7 show examples where the same material, the Zn–22% Al eutectoid alloy, was processed either by ECAP for 8 passes at 473 K using route BC where the sample is rotated by 90° around the longitudinal axis between each pass39) or by HPT at room temperature (RT) for 5 turns under an applied pressure of 6.0 GPa using a rotation speed of 1 rpm.40) All tensile tests were conducted at a temperature of 473 K and samples were pulled to failure over a range of strain rates. For the ECAP samples, the grain size was ∼0.8 µm after processing but this increased to ∼0.9 µm immediately prior to the tensile testing whereas in the HPT samples the grain size was ∼0.35 µm after processing.


Inspection of Figs. 6 and 7 reveals several important trends. First, for both types of processing the results demonstrate the occurrence of conventional high elongations at intermediate strain rates and lower elongations at the slower and faster strain rates. Second, the high elongations are achieved without the advent of any significant necking within the gauge lengths where this is consistent with the fundamental requirements for superplastic flow.41) Third, the maximum elongation of 1800% in the HPT samples occurs at a strain rate of 1.0 × 10−1 s−1 whereas the maximum elongation in the ECAP samples is 2230% at a strain rate of 1.0 × 10−2 s−1 where this strain rate is slower because of the larger grain size. Fourth, and somewhat unexpectedly, the highest elongation to failure was recorded in the ECAP samples and not in the HPT samples despite the larger grain size. The reason for this result lies in the dimensions of the tensile specimens because the ECAP samples had cross-sectional areas of 3 × 2 mm2 whereas the HPT samples had a cross-sectional area of 1 × 0.8 mm2 because the samples were cut from the thin disks used for the HPT processing. It is now well established that the use of very thin specimens of this type will produce relatively low elongations because insufficient material is available within the cross-sectional area of each sample.42)
6. Analyzing the Flow Behavior in Superplastic Samples Prepared by SPD Processing
All flow mechanisms in high temperature deformation follow the basic relationship given earlier as eq. (1) where different flow mechanisms have different values for D, p, n and the dimensionless constant A. Using this approach, it is possible to equate the various rates of flow of the various mechanisms and then plot the flow behavior in the form of a deformation mechanism map in which there is a visual display of the rate-controlling flow mechanisms under different testing conditions. The first approach of this type, developed in 1972, plotted the normalized stress against the homologous temperature for a material having a fixed grain size43) but later alternative procedures were developed plotting parameters such as the grain size and stress at constant temperature.44) The first deformation mechanism maps for superplastic metals were developed in 1976 and these maps plotted the normalized grain size, d/b, against the normalized stress, σ/G.45)
A modern version of this approach is shown in Fig. 8 where the normalized grain size is plotted against the normalized stress for the Zn–22% Al eutectoid alloy after processing by ECAP for 8 passes at 473 K using route BC to give a grain size of ∼1.74 µm.46) The map is based on experimental data published in an earlier report39) and it shows the experimental superplastic region II, the less superplastic regions I and III at slower and faster strain rates, the theoretical predictions for conventional Nabarro-Herring47,48) and Coble49) diffusion creep and the line labeled d/b = 20 (σ/G)−1 which denotes the limiting condition where the grain size in high temperature creep is equal to the subgrain size. This line is reasonably consistent with the boundary between regions II and III, thereby showing that superplasticity requires a grain size which is equal to or smaller than the subgrain size. This provides, therefore, a direct explanation for the need of a very small grain size in superplastic experiments.

Superimposed in Fig. 8 is a series of points derived from experimental data after processing by ECAP39) where these points correspond to the specimens shown earlier in Fig. 6. All of these points lie within the correct regions and this consistency confirms the validity of using deformation mechanism maps to display the flow behavior. A similar map was constructed also for the Zn–22% Al alloy processed by HPT and then subjected to tensile testing.39)
To obtain a more complete understanding of the flow behavior occurring in SPD metals processed to exhibit superplastic behavior, it is appropriate to collect data from the literature and to plot both ECAP and HPT results in a similar format of the grain size and temperature compensated strain rate, $\dot{\varepsilon }kT/D_{\text{gb}}Gb$ (d/b)2, against the normalized stress, σ/G, where this corresponds to a direct representation of eq. (1) and therefore provides a direct check on the nature of the flow process. The results from this plotting are shown in Fig. 9 for a range of Al alloys and in Fig. 10 for various Mg alloys where these are the groups of alloys most generally available in the scientific literature.50) Also superimposed in Figs. 9 and 10 are lines marked $\dot{\varepsilon }_{\text{sp}}$ which correspond to the direct prediction of superplastic flow by grain boundary sliding.6) The results in Fig. 9 were collected from a very wide range of published data29,31,34,51–66) and there was a similar collection of data for the results in Fig. 10.67–86) For simplicity in presentation in Figs. 9 and 10, the ECAP datum points are marked in black, the HPT datum points are in red and the encircling ovals are drawn in blue for ECAP and pink for HPT.

It is readily apparent from inspection of Figs. 9 and 10 that all datum points, for both the ECAP and HPT processing conditions, fall close to, or are in agreement with, the theoretical prediction for superplastic flow. In general, the HPT points tend to lie at slightly higher stresses but this is a consequence of the difficulty of conducting tensile tests on the miniature specimens cut from the HPT disks. Nevertheless, it is concluded that all of these results, collected from a wide range of testing laboratories around the world, are consistent with the fundamental theoretical mechanism for conventional superplasticity when the grain sizes are of the order of a few micrometers.6)
7. Discussion
The results summarized in this report provide a clear demonstration of the considerable impact of SPD processing in the field of superplasticity. The early demonstration that processing by SPD produces submicrometer or even nanometer grain sizes provided an opportunity to achieve superplastic flow under new conditions and especially at significantly faster strain rates than were feasible in conventional superplastic testing. This not only provided an opportunity for new research activities but it also had practical significance because of the rapid forming that may be achieved in these SPD-processed materials as demonstrated, for example, in Fig. 5. Furthermore, the basic properties of these materials produced by SPD processing are fully consistent with, and exhibit no significant differences from, the results already attained in conventional superplastic testing. Thus, the materials exhibit the three regions of flow with superplasticity occurring over a limited range of intermediate strain rates, the samples pull out with no visible necking within the gauge lengths, the experimental data fit well onto the conventional deformation mechanism maps and, as shown in Figs. 9 and 10, the results show excellent agreement with the standard equation for superplastic flow which is given by eq. (1) with D = Dgb, p = 2, n = 2 and A ≈ 10.
Despite this remarkable consistency with the basic flow behavior established for conventional superplastic materials, there are occasional attempts to introduce new experimental parameters and to derive alternative equations to describe the flow process. For example, friction stir processing is an experimental procedure that may be used to produce small areas within selected samples having very small grain sizes and potential superplastic properties. In recent experiments, this procedure was used with an Al-7075 alloy to produce grain sizes in the submicrometer range and then tensile tests were conducted using samples cut from within the stir zone to give elongations to failure of up to >500%.87) These results were interpreted by developing a new equation for superplastic flow which was not of the form shown in eq. (1) but instead included a term representing the average boundary misorientation angle since the authors noted that different average angles of misorientation, all >30°, were recorded using different processing conditions. In practice, the change in average misorientation angle with increasing processing, and therefore increasing straining, is well established when using ECAP with materials such as pure Al88) and an Al–1% Mg alloy.89) Nevertheless, it is not necessary to include a misorientation term in the basic flow equation because, as shown in Figs. 9 and 10, all data fit well to the conventional theoretical mechanism without incorporating this extra term. Furthermore, it was established many years ago in classic experiments on aluminum tri-crystals that the amount of grain boundary sliding depends upon the misorientation angle such that there is no sliding for boundaries having angles of <5° but the amount of sliding increases with increasing angle from 5° to 17° and thereafter the sliding remains essentially independent of the misorientation angle.90) These very early results show, therefore, that a misorientation term is not needed in the rate equation for the superplastic flow of UFG metals.
As noted in a recent review,91) the development of processing by SPD has already made a significant contribution to research on superplasticity and it provides new opportunities for invigorating the field of superplastic research by investigating the significance of testing samples with exceptionally small grain sizes and especially through the development of more rapid forming operations. It is reasonable to anticipate that these developments will play a major role in future research.
8. Summary and Conclusions
-
(1)
Processing through the application of severe plastic deformation, as in ECAP and HPT, has made major contributions to the field of superplasticity by providing an opportunity for testing samples that have much smaller grain sizes than in conventional superplastic experiments.
-
(2)
The use of samples with submicrometer or nanometer grain sizes has given superplastic elongations at rapid strain rates and provided also a potential for achieving superplastic forming operations at short times of the order of ∼60 s by comparison with the conventional times of ∼20–30 min.
-
(3)
The samples produced by SPD processing exhibit the same three regions of flow as in conventional superplastic alloys, with superplasticity occurring over about two orders of magnitude of strain rate at intermediate strain rates, and the data fit well on to deformation mechanism maps. Detailed analysis shows that published results for Al and Mg alloys are in good agreement with the theoretical mechanism developed for conventional superplastic flow.
Acknowledgements
This study was supported in part by the National Science Foundation of the United States under Grant No. DMR-1810343 and in part by the European Research Council under ERC Grant Agreement No. 267464-SPDMETALS.
REFERENCES
- 1) C.E. Pearson: J. Inst. Met. 54 (1934) 111–124.
- 2) W.A. Backofen, L.R. Turner and D.H. Avery: Trans. ASM 57 (1964) 980–990.
- 3) A.J. Barnes: J. Mater. Eng. Perform. 16 (2007) 440–454.
- 4) T.G. Langdon: Metall. Trans. A 13 (1982) 689–701.
- 5) H. Ishikawa, F.A. Mohamed and T.G. Langdon: Philos. Mag. 32 (1975) 1269–1271.
- 6) T.G. Langdon: Acta Metall. Mater. 42 (1994) 2437–2443.
- 7) D.A. Woodford: Trans. ASM 62 (1969) 291–293.
- 8) M. Otsuka, S. Shibasaki and M. Kikuchi: Mater. Sci. Forum 233–234 (1997) 193–198.
- 9) T.G. Langdon: J. Mater. Sci. 44 (2009) 5998–6010.
- 10) M.M.I. Ahmed and T.G. Langdon: Metall. Trans. A 8 (1977) 1832–1833.
- 11) Y. Ma and T.G. Langdon: Metall. Mater. Trans. A 25 (1994) 2309–2311.
- 12) J.T. Wang: Mater. Sci. Forum 503–504 (2006) 363–370.
- 13) S. Srinivasan and S. Ranganathan: India’s Legendary Wootz Steel: An Advanced Material of the Ancient World, (National Institute of Advanced Studies and Indian Institute of Science, Bangalore, India, 2004).
- 14) R.Z. Valiev, O.A. Kaibyshev, R.I. Kuznetsov, R.S. Musalimov and N.K. Tsenev: Dokl. Akad. Nauk SSSR 301 (1988) 864–866.
- 15) T.G. Langdon: Mater. Sci. Eng. A 503 (2009) 6–9.
- 16) R.Z. Valiev, Y. Estrin, Z. Horita, T.G. Langdon, M.J. Zehetbauer and Y.T. Zhu: JOM 58(4) (2006) 33–39.
- 17) R.Z. Valiev, Y. Estrin, Z. Horita, T.G. Langdon, M.J. Zehetbauer and Y. Zhu: JOM 68 (2016) 1216–1226.
- 18) R.Z. Valiev, Y. Estrin, Z. Horita, T.G. Langdon, M.J. Zehetbauer and Y.T. Zhu: Mater. Res. Lett. 4 (2016) 1–21.
- 19) R.Z. Valiev, R.K. Islamgaliev and I.V. Alexandrov: Prog. Mater. Sci. 45 (2000) 103–189.
- 20) Y. Estrin and A. Vinogradov: Acta Mater. 61 (2013) 782–817.
- 21) T.G. Langdon: Acta Mater. 61 (2013) 7035–7059.
- 22) R.Z. Valiev and T.G. Langdon: Prog. Mater. Sci. 51 (2006) 881–981.
- 23) A.P. Zhilyaev and T.G. Langdon: Prog. Mater. Sci. 53 (2008) 893–979.
- 24) A.P. Zhilyaev, B.K. Kim, G.V. Nurislamova, M.D. Baró, J.A. Szpunar and T.G. Langdon: Scr. Mater. 46 (2002) 575–580.
- 25) A.P. Zhilyaev, G.V. Nurislamova, B.K. Kim, M.D. Baró, J.A. Szpunar and T.G. Langdon: Acta Mater. 51 (2003) 753–765.
- 26) J. Wongsa-Ngam, M. Kawasaki and T.G. Langdon: J. Mater. Sci. 48 (2013) 4653–4660.
- 27) K. Edalati and Z. Horita: J. Mater. Sci. 45 (2010) 4578–4582.
- 28) R.Z. Valiev and T.G. Langdon: Metall. Mater. Trans. A 42 (2011) 2942–2951.
- 29) S. Lee, A. Utsunomiya, H. Akamatsu, K. Neishi, M. Furukawa, Z. Horita and T.G. Langdon: Acta Mater. 50 (2002) 553–564.
- 30) J. Wang, Z. Horita, M. Furukawa, M. Nemoto, N.K. Tsenev, R.Z. Valiev, Y. Ma and T.G. Langdon: J. Mater. Res. 8 (1993) 2810–2818.
- 31) R.Z. Valiev, D.A. Salimonenko, N.K. Tsenev, P.B. Berbon and T.G. Langdon: Scr. Mater. 37 (1997) 1945–1950.
- 32) M. Furukawa, Y. Iwahashi, Z. Horita, M. Nemoto, N.K. Tsenev, R.Z. Valiev and T.G. Langdon: Acta Mater. 45 (1997) 4751–4757.
- 33) K. Higashi, M. Mabuchi and T.G. Langdon: ISIJ Int. 36 (1996) 1423–1438.
- 34) S. Komura, Z. Horita, M. Furukawa, M. Nemoto and T.G. Langdon: Metall. Mater. Trans. A 32 (2001) 707–716.
- 35) S. Lee, P.B. Berbon, M. Furukawa, Z. Horita, M. Nemoto, N.K. Tsenev, R.Z. Valiev and T.G. Langdon: Mater. Sci. Eng. A 272 (1999) 63–72.
- 36) M. Furukawa, Y. Iwahashi, Z. Horita, M. Nemoto and T.G. Langdon: Mater. Sci. Eng. A 257 (1998) 328–332.
- 37) A.J. Barnes: Mater. Sci. Forum 304–306 (1999) 785–796.
- 38) Z. Horita, M. Furukawa, M. Nemoto, A.J. Barnes and T.G. Langdon: Acta Mater. 48 (2000) 3633–3640.
- 39) M. Kawasaki and T.G. Langdon: Mater. Trans. 49 (2008) 84–89.
- 40) M. Kawasaki and T.G. Langdon: Mater. Sci. Eng. A 528 (2011) 6140–6145.
- 41) T.G. Langdon: Met. Sci. 16 (1982) 175–183.
- 42) Y.H. Zhao, Y.Z. Guo, Q. Wei, A.M. Dangelewicz, C. Xu, Y.T. Zhu, T.G. Langdon, Y.Z. Zhou and E.J. Lavernia: Scr. Mater. 59 (2008) 627–630.
- 43) M.F. Ashby: Acta Metall. 20 (1972) 887–897.
- 44) F.A. Mohamed and T.G. Langdon: Metall. Trans. 5 (1974) 2339–2345.
- 45) F.A. Mohamed and T.G. Langdon: Scr. Metall. 10 (1976) 759–762.
- 46) M. Kawasaki and T.G. Langdon: J. Mater. Res. 28 (2013) 1827–1834.
- 47) F.R.N. Nabarro: Report of a Conference on Strength of Solids, (The Physical Society, London, U.K., 1948), pp. 75–90.
- 48) C. Herring: J. Appl. Phys. 21 (1950) 437–445.
- 49) R.L. Coble: J. Appl. Phys. 34 (1963) 1679–1682.
- 50) M. Kawasaki and T.G. Langdon: J. Mater. Sci. 51 (2016) 19–32.
- 51) R.K. Islamgaliev, N.F. Yunusova, R.Z. Valiev, N.K. Tsenev, V.N. Perevezentsev and T.G. Langdon: Scr. Mater. 49 (2003) 467–472.
- 52) R. Kaibyshev, K. Shipolova, F. Musin and Y. Motohashi: Mater. Sci. Technol. 21 (2005) 408–418.
- 53) F. Musin, R. Kaibyshev, Y. Motohashi and G. Itoh: Metall. Mater. Trans. A 35 (2004) 2383–2392.
- 54) K.T. Park, D.Y. Hwang, Y.K. Lee, Y.K. Kim and D.H. Shin: Mater. Sci. Eng. A 341 (2003) 273–281.
- 55) I. Nikulin, R. Kaibyshev and T. Sakai: Mater. Sci. Eng. A 407 (2005) 62–70.
- 56) S. Komura, M. Furukawa, Z. Horita, M. Nemoto and T.G. Langdon: Mater. Sci. Eng. A 297 (2001) 111–118.
- 57) K. Turba, P. Málek and M. Cieslar: Mater. Sci. Eng. A 462 (2007) 91–94.
- 58) R.S. Mishra, R.Z. Valiev, S.X. McFadden, R.K. Islamgaliev and A.K. Mukherjee: Philos. Mag. A 81 (2001) 37–48.
- 59) V.N. Perevezentsev, M.Yu. Shcherban, M.Yu. Murashkin and R.Z. Valiev: Tech. Phys. Lett. 33 (2007) 648–650.
- 60) S.V. Dobatkin, E.N. Bastarache, G. Sakai, T. Fujita, Z. Horita and T.G. Langdon: Mater. Sci. Eng. A 408 (2005) 141–146.
- 61) A. Alhamidi and Z. Horita: Mater. Sci. Eng. A 622 (2015) 139–145.
- 62) C. Xu, S.V. Dobatkin, Z. Horita and T.G. Langdon: Mater. Sci. Eng. A 500 (2009) 170–175.
- 63) S. Sabbaghianrad, M. Kawasaki and T.G. Langdon: J. Mater. Sci. 47 (2012) 7789–7795.
- 64) M. Kawasaki, J. Foissey and T.G. Langdon: Mater. Sci. Eng. A 561 (2013) 118–125.
- 65) G. Sakai, Z. Horita and T.G. Langdon: Mater. Sci. Eng. A 393 (2005) 344–351.
- 66) Y. Harai, K. Edalati, Z. Horita and T.G. Langdon: Acta Mater. 57 (2009) 1147–1153.
- 67) R.B. Figueiredo and T.G. Langdon: J. Mater. Sci. 43 (2008) 7366–7371.
- 68) Y. Miyahara, Z. Horita and T.G. Langdon: Mater. Sci. Eng. A 420 (2006) 240–244.
- 69) M. Mabuchi, H. Iwasaki, K. Yanase and K. Higashi: Scr. Mater. 36 (1997) 681–686.
- 70) M. Mabuchi, K. Ameyama, H. Iwasaki and K. Higashi: Acta Mater. 47 (1999) 2047–2057.
- 71) V.N. Chuvil’deev, T.G. Nieh, M.Yu. Gryaznov, V.I. Kopylov and A.N. Sysoev: J. Alloys Compd. 378 (2004) 253–257.
- 72) K. Yan, Y.S. Sun, J. Bai and F. Xue: Mater. Sci. Eng. A 528 (2011) 1149–1153.
- 73) H. Watanabe, T. Mukai, K. Ishikawa and K. Higashi: Scr. Mater. 46 (2002) 851–856.
- 74) V.N. Chuvil’deev, T.G. Nieh, M.Yu. Gryaznov, A.N. Sysoev and V.I. Kopylov: Scripta Mater. 50 (2004) 861–865.
- 75) R.B. Figueiredo and T.G. Langdon: Mater. Sci. Eng. A 430 (2006) 151–156.
- 76) R.B. Figueiredo and T.G. Langdon: Adv. Eng. Mater. 10 (2008) 37–40.
- 77) Y. Miyahara, K. Matsubara, Z. Horita and T.G. Langdon: Metall. Mater. Trans. A 36 (2005) 1705–1711.
- 78) K. Matsubara, Y. Miyahara, Z. Horita and T.G. Langdon: Acta Mater. 51 (2003) 3073–3084.
- 79) M. Furui, C. Xu, T. Aida, M. Inoue, H. Anada and T.G. Langdon: Mater. Sci. Eng. A 410–411 (2005) 439–442.
- 80) M. Furui, H. Kitamura, H. Anada and T.G. Langdon: Acta Mater. 55 (2007) 1083–1091.
- 81) S.W. Xu, M.Y. Zheng, S. Kamado and K. Wu: Mater. Sci. Eng. A 549 (2012) 60–68.
- 82) Z. Kang, L. Zhu and J. Zhang: Mater. Sci. Eng. A 633 (2015) 59–62.
- 83) Y. Harai, M. Kai, K. Kaneko, Z. Horita and T.G. Langdon: Mater. Trans. 49 (2008) 76–83.
- 84) S.A. Torbati-Sarraf and T.G. Langdon: J. Alloys Compd. 613 (2014) 357–363.
- 85) M. Kai, Z. Horita and T.G. Langdon: Mater. Sci. Eng. A 488 (2008) 117–124.
- 86) O.B. Kulyasova, R.K. Islamgaliev, A.R. Kil’mametov and R.Z. Valiev: Phys. Met. Metallogr. 101 (2006) 585–590.
- 87) A. Orozco-Caballero, O.A. Ruano, E.F. Rauch and F. Carreño: Mater. Des. 137 (2018) 128–139.
- 88) M. Kawasaki, Z. Horita and T.G. Langdon: Mater. Sci. Eng. A 524 (2009) 143–150.
- 89) C. Xu, Z. Horita and T.G. Langdon: Mater. Sci. Eng. A 528 (2011) 6059–6065.
- 90) F. Weinberg: Trans. AIME 212 (1958) 808–817.
- 91) T.G. Langdon: Key Eng. Mater. 433 (2010) 3–8.


