Engineering Materials and Their Applications
Effect of Grain Refinement on Fatigue Properties of Mg–0.3 at%Ca Alloy in Air and Simulated Body Fluid
2022 Volume 63 Issue 1 Pages 69-72

Details
2022 Volume 63 Issue 1 Pages 69-72
We investigated the effect of grain refinement on the fatigue properties of biodegradable Mg–0.3 at%Ca alloy, which is expected to be applied in bone fixation devices. Mg–0.3 at%Ca alloy had poorer fatigue properties in simulated body fluid than in air, even after grain refinement. However, the alloy maintained mechanical properties similar to those of human cortical bone. Based on the fatigue fracture surface, the fracture modes of the Mg–0.3 at%Ca alloy differ markedly in air and simulated body fluid. In air, both transgranular and intragranular fractures occurred frequently, whereas in the simulated body fluid, intergranular fracture was the dominant mode. Although the effect of grain refinement on fatigue life was less pronounced in simulated body fluid than in air, the Mg–0.3 at%Ca alloy with grain refinement is considered a promising material for orthopedic devices.
Magnesium alloys have attracted attention as orthopedic implant materials because of their biodegradability.1) However, when immersed in simulated body fluid (SBF) for several weeks, the mechanical properties of magnesium alloys are greatly degraded.2) Moreover, stress corrosion cracking (SCC) of magnesium alloys in SBF has been reported.3,4) To be used in bone fixation devices that are placed in bodily fluids and subjected to cyclic loading, it is crucial to understand the fatigue behavior of magnesium alloys by comparing their behavior in wet environments with that in air.
The strength of magnesium alloys can be improved through microstructural control, such as the addition of alloying elements or the formation of long-period stacking ordered structures.5–7) In contrast, research on improving fatigue properties and suppressing SCC in SBF has been limited to the addition of rare-earth elements and aluminum.8,9) To the best of our knowledge, the fatigue properties are not well understood in magnesium alloys that have high biocompatibility.
It has been reported that adding calcium, which has high biocompatibility with magnesium, can help control biodegradability.2,10) In addition, we have reported that controlling the microstructure of Mg–Ca alloys can improve their mechanical properties when undergoing simple deformation in air.11) Our group studied the fatigue properties of the biodegradable Mg–0.3 at%Ca alloy in air and in SBF.12) The cycle to failure of this alloy at a stress amplitude of 30 MPa in a SBF was lower than 5 × 105, which is the fatigue life of human bone at a stress amplitude of 23–30 MPa.13) Many studies have shown that grain refinement is important to improve mechanical properties.
Therefore, in this study, we examine the effects of grain refinement on the fatigue properties of a Mg–Ca alloy with excellent biocompatibility in air or SBF.
The Mg–0.3 at%Ca alloy ingots were 46 mm in diameter and were melted by gravity casting using pure magnesium (99.98% purity) and a Mg–6.0 at%Ca master alloy as starting materials. After solution treatment at 500°C for 24 h, the first extrusion was conducted at 350°C with an extrusion ratio of 4:1, followed by a second extrusion at a ratio of 20:1. To control the grain size, two types of samples were prepared during the second extrusion process: at 300 and 380°C. These samples are referred to as X300 and X380, respectively. A scanning electron microscope equipped with electron backscattered diffraction (SEM–EBSD) was used to observe the microstructure in the plane parallel to the extrusion direction (ED). X-ray diffraction (XRD) with Cu-Kα irradiation was used to identify the constituent phases. Uniaxial tensile and fatigue tests were performed using the X300 and X380 samples machined into dog-bone-shaped samples. The loading axes for both the tensile and fatigue tests were parallel to the ED. The tensile tests were performed at room temperature at an initial strain rate of 1 × 10−3 s−1. The tension–tension fatigue tests were performed in air and SBF at a stress ratio of 0.1 and at a frequency of 10 Hz, according to the JIS T 0309 standard for fatigue tests of biomaterials. The fatigue tests were conducted using a computer-controlled electromagnetic testing machine (MMT-500NV-10, Shimadzu, Japan).
The SBF was 10% fetal bovine serum in Eagle’s Minimum Essential Medium solution. The maximum number of cycles for the fatigue test was set to 3 × 106 because the number of walking cycles per year is approximately 2 × 106.13) The degradation product that formed on the surface of the alloy after immersion in SBF was analyzed using SEM equipped with energy dispersive X-ray spectroscopy.
Figures 1(a) and (b) are SEM–EBSD images of the microstructure of X300 and X380 samples, respectively. Both microstructures were composed of typical equiaxed grains with no grains extended along the ED. Figure 1(c) shows typical nominal stress–nominal strain curves for X300 and X380 samples with different grain sizes. The yield stress of X300 was 124 MPa, which was much lower than that of X380 (212 MPa). In addition, the elongation of X380 was lower than that of X300 due to the grain refinement. X300, with remarkable grain refinement, showed a yielding phenomenon; upon reaching the upper yield stress, the stress rapidly decreased, accompanied by local elongation, followed by fracture.

SEM–EBSD images of (a) X300 and (b) X380. (c) Typical nominal stress–strain curves for X300 and X380.
Ando et al. reported that in the tensile deformation of magnesium alloys, local stress concentration near $\{ 10\bar{1}2\} \{ 10\bar{1}1\} $ double twinning is the dominant fracture mode.14) Conversely, it has been reported that the formation of deformation twins is limited in magnesium alloys with refined grains.15) Therefore, the local elongation after stress reduction observed in the X300 sample is attributed to the change in the deformation mode owing to the grain refinement.
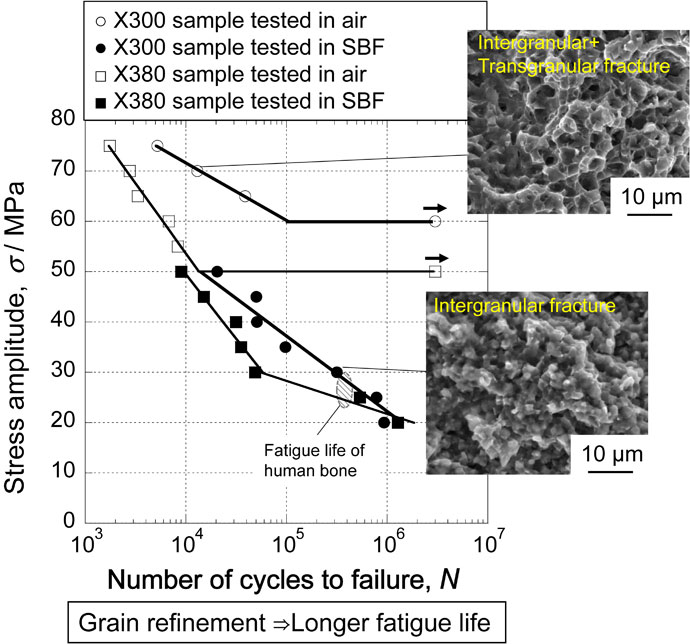
The fatigue properties were evaluated by examining the relationship between the stress amplitude and number of cycles to failure (S–N curves), as shown in Fig. 2 for the alloy in air and SBF. The arrows in Fig. 2 indicate that the samples were not fractured after 3 × 106 cycles. In the fatigue tests in air, the fatigue limit of the X300 sample with refined grains was significantly higher than that of the X380 sample with larger grains. In addition, in the region of low cycle numbers up to the knee point, the slope of the S–N curve of the X300 sample is smaller than that of the X380 sample. This indicates that grain refinement of the Mg–0.3 at%Ca alloy is effective for improving its fatigue properties in air.

Stress amplitude as a function of the number of cycles to failure (S–N curves) of the Mg–0.3 at% Ca alloy with grain sizes of 1.8 and 4.8 µm in air or simulated body fluid (SBF).
Similarly, grain refinement moderately improved the fatigue properties of the alloy in SBF; the stress amplitude of X300 was higher than that of X380 at the same number of cycles to failure. The fatigue properties of human bone are well known, with a stress amplitude of 23–30 MPa at 5 × 105 cycles.13) In this study, X300 (with small grains) endured up to approximately 8 × 105 cycles to fracture at a stress amplitude of 25 MPa. Therefore, it has similar fatigue properties to human bone. However, the fatigue properties of the alloy in SBF were significantly degraded compared to those in air, and grain refinement did not affect the fatigue properties as substantially in SBF as in air. Moreover, both X300 and X380 fractured before 3.0 × 106 cycles. Thus, although grain refinement remarkably improves the tensile and fatigue properties of the Mg–0.3 at%Ca alloy in air, the improvement is only moderate in SBF. However, the fatigue life in SBF is comparable to that of human bone.
There are two possible mechanisms for the inferior fatigue properties in SBF compared to those in air. The first is the reduction in the cross-sectional area caused by the rapid dissolution reaction of the Mg alloy under cyclic loading in the SBF. The second is the dependence of the crack initiation source and subsequent crack growth path on the surrounding conditions. The SEM images of the fracture surfaces obtained from fatigue tests in air and SBF (Figs. 3 and 4, respectively), were used to analyze the abrupt changes in the cross-sectional area based on the rapid dissolution of Mg ions in SBF. Neither of the samples showed an abrupt change in the cross-sectional area, nor the formation of degradation products after the fatigue test. Therefore, the fatigue properties of the Mg alloy in the SBF cannot be attributed to a change in the apparent cross-sectional area.
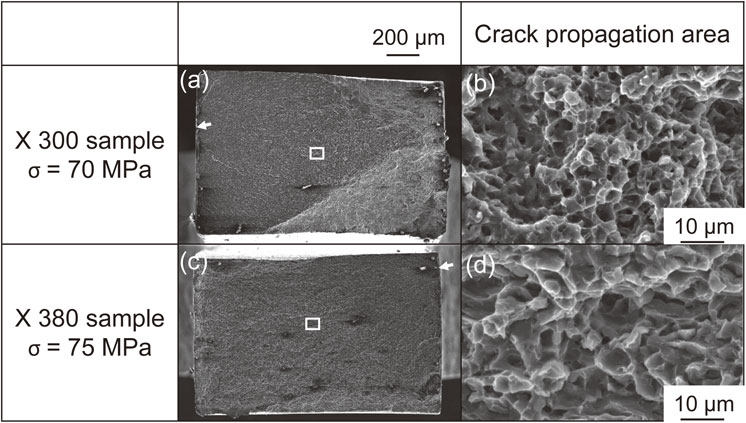
Fracture surface after fatigue testing in air. Here, σ is the stress amplitude. The arrows in (a) and (c) indicate the positions of crack nucleation. The magnified squares in (a) and (c) are shown in (b) and (d), respectively.
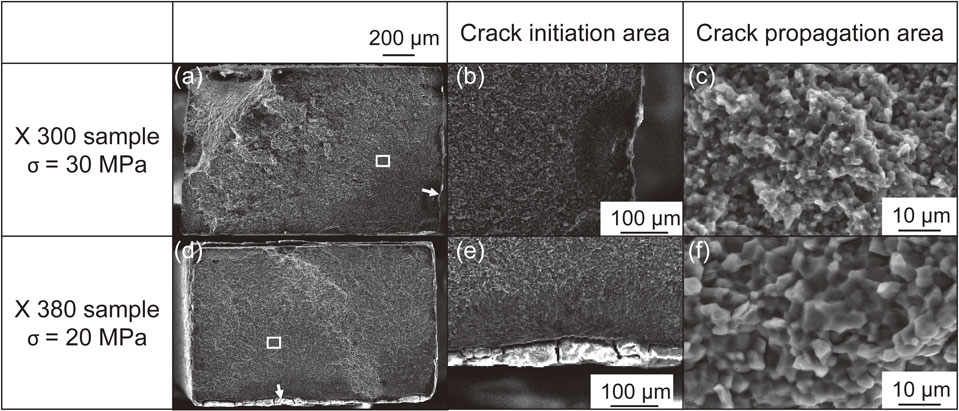
Fracture surface after fatigue testing in simulated body fluid. Here, σ is the stress amplitude. The arrows in (a) and (d) indicate the positions of crack nucleation. The magnified squares in (a) and (d) are shown in (c) and (f), respectively.
In contrast, the crack-initiation source varied for the samples tested in air or SBF. In the fatigue tests in air, indicated by the arrows in Figs. 3(a) and (c), crack initiation sites appeared on the sample surface owing to stress concentrations. Conversely, the formation of degradation products on the sample surface and an increase in stress concentration for crack initiation was apparent for the sample tested in SBF, as shown in Figs. 4(a) and (d).
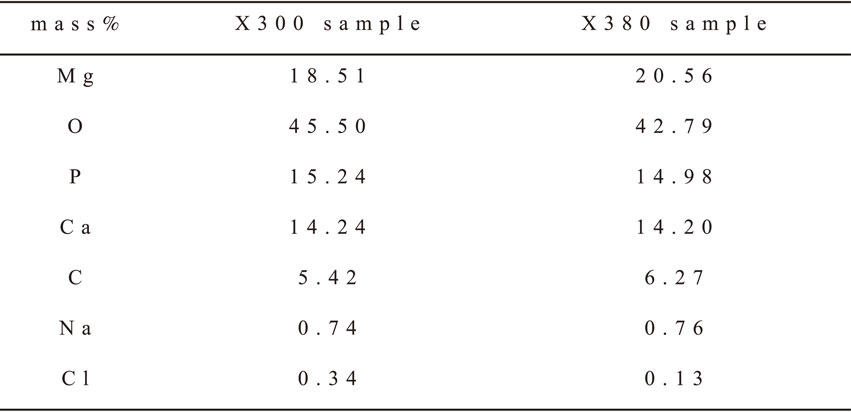
Figures 4(b) and (e) are enlarged images of the crack initiation points of the X300 and X380 samples, respectively, after the fatigue fracture in the SBF. In both samples, the cracks appear in the concave area near the sample surface created by the local dissolution of the Mg alloy. Local degradation has been reported to be caused either by pitting of the degradation product layer, which results from the dissolution of magnesium into the SBF, or by the presence of precipitates on the sample surface.16,17) The composition of the degradation product layer affects the occurrence of pitting corrosion.17) When insoluble phosphate or carbonate is present in the degradation product layer, the layer covering the magnesium surface acts as a protective film,17) whereas the presence of chloride causes local degradation of the Mg alloy. In this study, the MgCl2 and CaCl2 produced in the degradation product layer were dissolved by equilibrium reactions, forming pits in the degradation product layer. This pitting caused local contact between Mg and the SBF, leading to the local degradation of Mg.17)
Table 1 lists the chemical composition of the surfaces of both the X300 and X380 samples after immersion in the SBF. Cl was detected on the surface of both samples. It is therefore possible that the presence of chloride in the degradation product layer led to pitting of the Mg alloy and contributed to the local degradation of both samples in the fatigue test in the SBF.
Another possible mechanism for crack formation is micro-galvanic local degradation due to the potential difference between the precipitate and matrix phase. It is well known that the shape of precipitates has a strong influence on local degradation, because isolated precipitates promote local degradation, whereas precipitates with a network structure along the grain boundary suppress local degradation.18) The SEM–EBSD images shown in Fig. 1 indicated that there was no precipitation network along the grain boundaries of either sample. However, the XRD patterns of X300 and X380 (Fig. 5) identified Mg2Ca precipitates, which are generally dispersed in the matrix phase in the form of particles, resulting in the micro-galvanic local degradation of Mg for crack initiation.11)
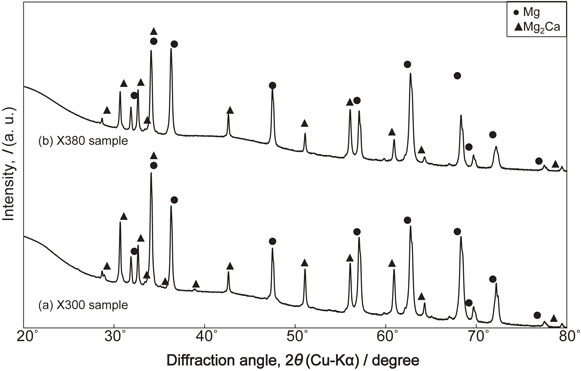
X-ray diffraction (XRD) patterns for (a) X300 and (b) X380.
The main crack-propagation path differs greatly for fatigue in air versus SBF. The fractographs in Figs. 3(b), 3(d), 4(c) and 4(f) identified the crack-propagation region. In air, the crack propagated both at the grain boundary and within the grain, but only propagated at the grain boundary in SBF. However, there was no change in the crack propagation path according to the grain size or stress amplitude. This suggests that crack propagation in SBF is affected by the fracture mode, even though the grain size does not strongly affect the crack growth behavior in the range of grain sizes used in this study. The possible mechanism for crack propagation along grain boundaries was intergranular degradation. The possible reasons for intergranular degradation are grain boundary segregation of solute atoms19) and deformed strain.20) Further investigations, such as in situ observation of the degradation reaction, are required to clarify this point.
Although the fracture mode of the Mg–0.3 at%Ca alloy, including crack initiation and propagation under cyclic loading, depends on the surrounding environment (air or SBF in this case), refinement of the grain size is effective for improving its tensile and fatigue properties. Further studies are needed to understand the optimal grain size to balance the tensile and fatigue properties in air or SBF.
We assessed the effect of grain refinement on the tensile and fatigue properties of a biodegradable Mg–0.3 at%Ca alloy in air and SBF. Two samples were prepared with different equiaxed grain sizes, and both showed poorer fatigue properties in SBF than in air. Nevertheless, the fatigue properties of X300 were comparable to those of human bone, which is the minimum requirement for a bone implant to be placed in vivo. The degradation of fatigue properties in SBF was attributed to the different fracture mode than in air, including crack initiation and propagation.
This work was supported by JSPS KAKENHI Grant Numbers JP18K14015 and 20K05132. The author N.I. also appreciates financial support from the Light Metals Education Foundation, Japan.