Abstract
From the viewpoint of self-medication, it is valuable to develop patient-friendly scored tablets that possess dividing uniformity. In this context, we attempted to optimize the preparation conditions for a tablet with a unique shape, such as a concavely curved scored tablet (CCST). Employing a design of experiment and a response surface method incorporating a thin-plate spline interpolation, and a bootstrap resampling technique, the optimal preparation conditions for CCST were successfully developed. To make it possible to scaleup the optimal solution estimated on a trial-scale, a Bayesian estimation was applied. Credible ranges of critical responses in large-scale manufacturing were estimated as a posterior probability from the trial-scale experiment as a prior probability. In terms of the large-scale manufacturing, the possibility of solving the scaleup problem was suggested using Bayesian estimation. Furthermore, a simulation study using a finite element method revealed that strong tensile stresses generated along the tip of the score line in CCST when an outer force was applied to the back surface of CCST. An advantage in dividing uniformity is indicated by the unique shape of CCST.
Introduction
Tablets are often divided into halves or, in rare cases, quarters to adjust the effective dose of active pharmaceutical ingredients (APIs). Handling ease and dividing uniformity are critical responses of scored tablets.1–3) McDevitt et al. reported that more than 10% of weight deviation between the two pieces of tablet halves was observed in over 40% of commercial products.4) Under these circumstances, personal skills and expertise of patients as well as caregivers are necessary for improving the dividing uniformity of scored tablets. To assure the quality of scored tablets, the United States Food and Drug Administration (FDA) published a Guidance for Industry that addresses tablet scoring.5) The guidance provides testing criteria for scored tablets, as part of the FDA review process for oral solid dosage forms. A subsection that describes scored tablet uniformity tests has also been included in the European Pharmacopeia, suggesting that poorly performing score lines are a quality defect.6) It is thought that force loading from the back of the scored surface results in more uniform division of scored tablets.7) Miura et al. reported that scored tablets having three times wider and two times deeper than conventionally scored tablets were divided easily by hand into equal halves with a small weight variation.8) Furthermore, Ito et al. demonstrated that the dividing uniformity of tablets was greatly influenced by the shape of the scored surfaces.9) From the viewpoint of self-medication, it is important to develop patient-friendly tablets that possess dividing uniformity. In this context, we attempted to discover the optimal preparation conditions for a concavely curved scored tablet (CCST), as schematically illustrated in Fig. 1. Theophylline (THEO) was used as a model API, and direct compression of powders was employed to prepare CCST. The preparation conditions for CCST were optimized using a design of experiment (DoE) and response surface method (RSM). In particular, the RSM incorporating a thin-plate spline interpolation (RSM-S) and a bootstrap (BS) resampling was employed to estimate the optimal solution with high accuracy.10–12)
The scaleup problem is another important issue in the real manufacturing of pharmaceutical products. To solve this, commercial-scale experiments based on the DoE principle should be conducted, but they are unrealistic because of the huge costs associated with relevant experiments. Therefore, DoE studies for establishing a design space have often been conducted on trial-scale experiments rather than the commercial-scale ones. For instance, a constant Froude number for blending and a constant power consumption of the impeller motor have been applied to solve scaleup problems.13,14) Unfortunately, discrepancies have often emerged between different manufacturing scales. Herein, we applied a Bayesian method to estimate the critical responses of CCST in large-scale manufacturing.15,16) The optimal points and their credible ranges in large-scale manufacturing were estimated as a posterior probability from the DoE in a trial-scale experiment as a prior probability. Possibilities and limitations of the Bayesian estimation for solving the scaleup problem were investigated in terms of CCST manufacturing. In addition, a stress concentration generated along the scored line on CCST was simulated using a finite element method (FEM)17,18) to reveal the mechanism by which CCST exhibits adequate dividing uniformity.
Experimental
MaterialsTHEO was purchased from Shizuoka Caffein Co., Ltd. (Shizuoka, Japan). Crude powders of THEO were crushed with a ceramic ball mill for an appropriate time and then sieved using stainless steel screens. The powders passing through a 30-mesh screen (500 µm) and remaining on a 60-mesh screen (250 µm) were used for further experiments. Microcrystalline cellulose (MCC; Ceolus® PH-101) was purchased from Asahi Kasei Chemicals Co., Ltd. (Tokyo, Japan). Cornstarch (CS; Graflow® M) was purchased from Nippon Starch Chemical Co., Ltd. (Osaka, Japan). Smart-Ex® was purchased from Shin-Etsu Chemical Co., Ltd. (Tokyo, Japan). Smart-Ex® is a preliminary processed excipient consisting of mannitol, low-substituted hydroxypropyl cellulose, and polyvinyl alcohol. Smart-Ex® shows excellent moldability and rapid disintegration. Magnesium stearate (MgSt) from plants (Wako 1st grade) was purchased from FUJIFILM Wako Pure Chemical Corporation (Osaka, Japan).
Powder Mixing and TabletingThe mixing time of powders (X1), the quantity of MgSt added as a lubricant (X2), the compression force of CCST (X3), and the concave curvature radius of CCST (X4) were selected as causal factors for preparing CCST containing THEO. Three levels of X1, X2 and X3, and four levels of X4 were assigned by the D-optimal DoE, and 24 preparation conditions were applied in total, as summarized in Table 1. The quantities of THEO (100 g), MCC (46–48 g), Smart-Ex® (35 g), CS (15 g), and MgSt (2–4 g) were dried at 70 °C for 12 h, and then accurately weighed. The powders, with a gross weight of 200 g, were blended for an appropriate time (X1 in Table 1) at 40 rpm using a V-shaped mixer (VM-2, 1000 mL container volume; Tsutsui Scientific Instruments, Co., Ltd., Tokyo, Japan). The weight of the powders was adjusted by subtracting the quantities of MgSt (X2 in Table 1) from those of MCC. The mixture powders (200 mg) were compressed with an appropriate force (X3 in Table 1) to prepare CCST with a diameter of 9 mm, a taper angle of circumference of 30°, a score angle of 65°, and a score depth of 0.9 mm using a handpress-type tableting apparatus (HANDTAB 100; Ichihashi-Seiki Co. Ltd., Kyoto, Japan).
Table 1. D-Optimal Design of Experiment for Mixing Time (
X1), Quantity of MgSt (
X2), Compression Force (
X3), and Concave Curvature (
X4) for Preparation of CCST
| Trial | X1 | X2 | X3 | X4 |
|---|
| Coded | min | Coded | % | Coded | kN | Coded | mm |
|---|
| 1 | 1 | 10 | 3 | 2.0 | 2 | 8 | 2 | 11.2 |
| 2 | 1 | 10 | 2 | 1.5 | 1 | 6 | 2 | 11.2 |
| 3 | 2 | 20 | 1 | 1.0 | 2 | 8 | 4 | 22.7 |
| 4 | 1 | 10 | 2 | 1.5 | 2 | 8 | 3 | 15.0 |
| 5 | 3 | 30 | 1 | 1.0 | 1 | 6 | 2 | 11.2 |
| 6 | 2 | 20 | 2 | 1.5 | 1 | 6 | 3 | 15.0 |
| 7 | 3 | 30 | 2 | 1.5 | 2 | 8 | 1 | 8.9 |
| 8 | 3 | 30 | 2 | 1.5 | 1 | 6 | 4 | 22.7 |
| 9 | 1 | 10 | 1 | 1.0 | 3 | 10 | 3 | 15.0 |
| 10 | 3 | 30 | 2 | 1.5 | 3 | 10 | 2 | 11.2 |
| 11 | 2 | 20 | 1 | 1.0 | 2 | 8 | 2 | 11.2 |
| 12 | 3 | 30 | 3 | 2.0 | 3 | 10 | 3 | 15.0 |
| 13 | 2 | 20 | 3 | 2.0 | 3 | 10 | 2 | 11.2 |
| 14 | 2 | 20 | 3 | 2.0 | 2 | 8 | 1 | 8.9 |
| 15 | 1 | 10 | 3 | 2.0 | 3 | 10 | 4 | 22.7 |
| 16 | 1 | 10 | 3 | 2.0 | 1 | 6 | 1 | 8.9 |
| 17 | 2 | 20 | 3 | 2.0 | 1 | 6 | 3 | 15.0 |
| 18 | 2 | 20 | 1 | 1.0 | 3 | 10 | 1 | 8.9 |
| 19 | 3 | 30 | 1 | 1.0 | 2 | 8 | 3 | 15.0 |
| 20 | 1 | 10 | 1 | 1.0 | 1 | 6 | 4 | 22.7 |
| 21 | 2 | 20 | 2 | 1.5 | 3 | 10 | 4 | 22.7 |
| 22 | 3 | 30 | 3 | 2.0 | 2 | 8 | 4 | 22.7 |
| 23 | 1 | 10 | 2 | 1.5 | 3 | 10 | 1 | 8.9 |
| 24 | 3 | 30 | 1 | 1.0 | 1 | 6 | 1 | 8.9 |
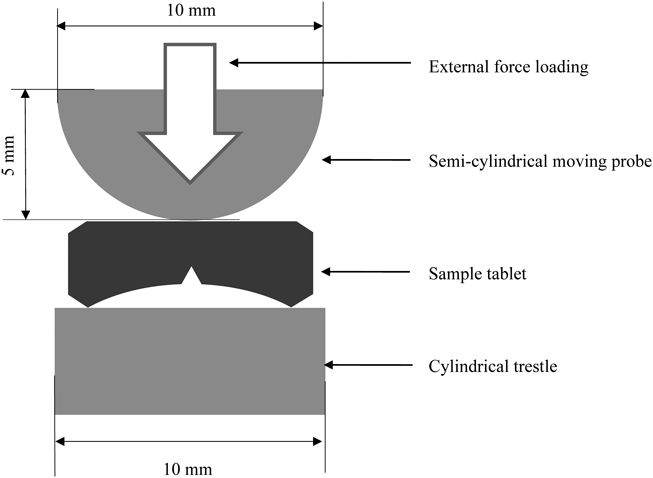
The hardness (Y1) of tablets in a diametral compression was determined using a load-cell-type hardness tester (PC30; Portable Checker, Okada Seiko Co., Ltd., Tokyo, Japan). The tablet was mounted on the hardness tester, ensuring that the scored line was placed horizontally to the direction of diametral compression. Y1 was measured in triplicate for each tablet. The disintegration test (Y2) was performed in accordance with the Japanese Pharmacopeia 17 disintegration test for tablets using a disintegration tester (OSK 97NI115; Ogawa-Seiki Co., Ltd., Hiroshima, Japan) and 900 mL of purified water as a test medium at 37 ±2 °C. Y2 was defined as the time required for the complete disappearance of the tablet and its particles from the tester net and was measured in triplicate for each tablet. The dividing strength (Y3) of CCST was determined using a load-cell-type hardness tester, which was equipped with a semicylindrical stainless steel probe (10 mm in diameter and 12 mm in height), as schematically represented in Fig. 2. Y3 was measured in triplicate for each tablet. The dividing uniformity (Y4) was calculated after the measurement of dividing strength. The individual weights of tablet halves were accurately weighed, and Y4 was then calculated as follows:
 | (1) |
where, WA and WB are individual weights of half pieces of the tablet, respectively. Wtab is the tablet weight before the dividing test. Y4 was measured in triplicate for each tablet.
Linear Least-Squares RegressionA second-order polynomial equation19) was employed to predict responses as a function of the main effects of causal factors, their squared terms and interactions:
 | (2) |
where Y is a response, Xi is a causal factor, Xi Xj is an interaction including a square term, β0 is an intercept, βi and βij are regression coefficients, and e is the residual error. The regression coefficients of each term were estimated using a linear least-squares regression analysis.
Optimization of CCSTTo estimate levels of optimal causal factors with high accuracy, a thin-plate spline interpolation (TPS)20) was conducted to identify the relationship between causal factors and responses. It has been established that TPS always leads to a better approximation compared with linear statistical models.16) The importance of each causal factor in the prediction of responses was evaluated based on a sensitivity analysis.21) The individual response estimated by TPS was integrated into a generalized Euclidian distance, and the optimal solution was obtained through minimization of the standardized distance function under the inequality and equality constraints22):
 | (3) |
where T is a generalized Euclidian distance with constraints; YDk is an individual optimal value of each response; YCk is a simultaneous optimal value (a trade-off optimum); SDk is the sample standard deviation; and Pi and Qj are the inequality and equality constraints, respectively; and r is a non-negative perturbation parameter. The optimal solution is given as a relevant combination of causal factors that minimizes T, subject to r being sufficiently close to 0. To estimate the global optimal points and their confidence ranges, a random sampling with replacement (BS resampling technique) was repeated to generate 1000, 3000, and 5000 BS solutions.23,24) Because the non-linear TPS interpolation was employed to estimate every BS solution, a central limit theorem25) is no longer applicable, so that the optimal solutions obtained from every BS resampled data are often split into several clusters. Kohonen’s self-organizing map (SOM) incorporating a Ward method26) was applied to classify BS optimal solutions into several clusters and to find a reasonable optimum solution.
Scaleup ManufacturingThe posterior probability distribution was calculated with the Bayesian theorem considering prior probability in the trial-scale preparation of CCST and likelihood estimated from newly observed data in small and large-scale manufacturing. The mean and standard deviation of the posterior probability distribution are defined as:
 | (4) |
 | (5) |
where μ1 and σ1 are the mean and standard deviation of the posterior probability, respectively; μ0 and σ0 are the mean and standard deviation of the prior probability, respectively; and yave and s are the mean and standard deviation of the likelihood, respectively; and n is the number of lots to calculate the likelihood. In the small-scale manufacturing, 200 g of mixture powders, equivalent to the quantity in the trial-scale experiment, was prepared and compressed in a fully automatic single-punch tableting machine (AUTOTAB-500; Ichihashi-Seiki Co. Ltd., Kyoto, Japan). The tableting speed was set to 30 tablets/min. In the large-scale manufacturing, 10 kg of mixture powders was prepared at the optimal condition estimated during the trial-scale, and then filled into the rotary tableting machine (HT-AP18SS-II; Hata Tekkosho, Co. Ltd., Kyoto, Japan), set as a turret rotation speed of 10 rpm. In this tableting machine, a maximum of 18 dies can be mounted on the rotating turret. Therefore, the tableting speed was theoretically calculated to be 180 tablets/min. Experimentally, three dies were mounted on the turret at equal distances. The other tableting positions on the turret were filled with dummy dies. The experiments were performed in triplicate (n = 3). The average (yave) was given as the mean of three lots of small or large-scale manufacturing under the optimal conditions. The standard deviation (s) of the likelihood is given as27):
 | (6) |
where, Yi, Yii, and Yiii are the response values of the three small or large-scale experimental batches under optimal conditions. The mean of the posterior probability (μ1) is the value that internally divides the means of the prior probability and likelihood with the standard deviation of two values. The variance of the posterior probability (σ12) is the harmonic mean of the variance of the prior probability and likelihood, which means that the posterior probability is more reliable than the prior probability or likelihood.
Stress SimulationTo understand the mechanism by which CCST exhibits adequate dividing uniformity, a stress concentration generated along scored lines on the optimal CCST was simulated using an FEM. We hypothesized that CCST would be represented as a continuum elastic model.13,14) The stress distribution was estimated after applying an external force of 100 N vertically on the center of the back surface of CCST. The Young’s modulus (E) and Poisson’s ratio (ν) were determined as elastic parameters in the compressed bed of the sample powder prepared under the optimal conditions (described later). These parameters were measured using an instrumented hydraulic press (TK-TB20KN; Tokushu Keisoku Co., Ltd., Yokohama, Japan), with die and flat punch diameter of 8 mm. The axial upper/lower punch forces and displacements, as well as the radial die wall pressure, were measured. Compression and decompression speeds were set at 1 mm/s and 200 mg of the sample powder prepared under the optimal conditions (described later) was used. The relative packing density at 35 MPa was measured to calculate the initial density of the powder bed according to the volume of the gap between the upper and lower punches, after which the powder bed was further compressed up to a force of 8 kN, and then decompressed. The E and ν values were determined from a stress-strain curve obtained during compression and decompression testing. Further details have been fully described in previous reports.28–30)
Computer ProgramsLinear least-squares regression analysis was performed using JMP Pro version 15 (SAS Institute, Cary, NC, U.S.A.). Optimal values of causal factors were estimated with a combined use of RSM-S and the BS resampling method, using dataNESIA version 3.2 (Azbil Corp., Tokyo, Japan). Viscovery SOMine version 5.0 (Eudaptics Software, Vienna, Austria) was used for SOM analysis of the BS optimal solutions. A stress simulation of CCST was performed using SOLIDWORKS Simulation version 5 (Dassault Systèmes S.E., Vélizy-Villacoublay, France).
Results and Discussion
Linear Least-Squares RegressionRegarding tablet shapes, we selected four types of CCST with acceptable ranges of shapes excluding odd-shaped ones, as shown in Fig. 1. As the distance between the concave radii of CCST became unequal (Table 1), D-optimal DoE was conducted instead of classical designs, such as central composite and Box–Behnken designs.31) The regression equations of critical responses were optimized using a stepwise forward-backward-selection method of variables. Results are summarized in Tables 2–5. In the case of disintegration time (Y2), we applied logarithmic transformation to the data to get closer to normal distribution. Other responses (Y1, Y3, and Y4) were used without any transformations. A fairly good approximation of the tablet hardness (Y1) was observed (R2 = 0.8086 in Table 2) as a function of causal factors. In particular, factors such as X3, X4, X32 and X42 were highly significant for predicting Y1, suggesting that an increase in both the compression force and curvature radius in the concave surface resulted in much harder tablets. This is reasonable because an increase in the compression force and curvature radius makes tablets denser and flatten, respectively. The coefficient of X2 (quantity of MgSt) in the regression equation for Y1 was positive but the coefficients of X1X2 and X2X3 were negative. Overall, an increase in mixing time (X1) and quantity of MgSt (X2) reduced tablet hardness (Y1). In the case of disintegration time (Y2), an even better approximation was achieved (R2 = 0.8511 in Table 3). Factors X3, X22, and X2X3 were highly significant for predicting Y2, suggesting that an increase of the quantity of MgSt (X2) and an enhancement in the compression force (X3) led to the retardation of disintegration time. An increase in the quantity of MgSt makes the tablets hydrophobic. Furthermore, disintegration time increased when the tablet was much harder. Similar results have been reported in the literature.32–36) Many of these reports have focused on the unfavorable effects of MgSt on tablet hardness and disintegration time, based on physicochemical analyses. However, it is difficult to identify the synergy of critical factors on important responses. By employing the DoE technique, we could quantitatively evaluate square terms and interactions in addition to the main effects of causal factors, as summarized in Tables 2, 3. Conversely, no good predictions for dividing strength (Y3) and dividing uniformity (Y4) were observed, as the R2 values were inadequate (as seen in Tables 4, 5). This poor predictability may induce a lack of reliability of the optimal solution. Subsequently, it was thought that the optimization of the causal factors of CCST using a regression equation was difficult, and a superior modeling method should be provided for predicting a robust optimal solution.
Table 2. Optimal Regression Equation of Tablet Hardness,
Y1 (N), Based on Second-Order Polynomial Equation
| Factor | βa) | S.E.b) | t | p |
|---|
| Intercept | −60.79 | 19.05 | −3.19 | <0.01 |
| X1 | −0.2067 | 0.2531 | −0.82 | 0.42 |
| X2 | 4.849 | 7.550 | 0.64 | 0.52 |
| X3 | 20.37 | 4.05 | 5.03 | <0.01** |
| X4 | 1.928 | 0.793 | 2.43 | <0.05* |
| X1X2 | −0.08275 | 0.16110 | −0.51 | 0.61 |
| X2X3 | −1.351 | 0.774 | −1.75 | 0.09 |
| X3X3 | −0.9017 | 0.2555 | −3.53 | <0.01** |
| X4X4 | −0.05331 | 0.02435 | −2.19 | <0.05* |
| R2 | 0.8086 | | | |
| RMSEc) | 3.879 | | | |
a) Regression coefficient. b) Standard error of β. c) Residual mean squared error. **Highly significant at p < 0.01. *Significant at p < 0.05.
Table 3. Optimal Regression Equation of Disintegration Time,
Y2 (log(s)), Based on Second-Order Polynomial Equation
| Factor | βa) | S.E.b) | t | p |
|---|
| Intercept | 0.1962 | 0.5889 | 0.33 | 0.74 |
| X1 | −0.003535 | 0.01017 | −0.35 | 0.73 |
| X2 | −0.2654 | 0.5842 | −0.45 | 0.69 |
| X3 | 0.2243 | 0.0508 | 4.41 | <0.01** |
| X1X2 | 0.007796 | 0.006498 | 1.20 | 0.23 |
| X2X2 | 0.5440 | 0.1738 | 3.13 | <0.01** |
| X2X3 | −0.08857 | 0.03252 | −2.72 | <0.01** |
| R2 | 0.8511 | | | |
| RMSEc) | 0.1699 | | | |
a) Regression coefficient. b) Standard error of β. c) Residual mean squared error. **Highly significant at p < 0.01.
Table 4. Optimal Regression Equation of Dividing Strength,
Y3 (N), Based on Second-Order Polynomial Equation
| Factor | βa) | S.E.b) | t | p |
|---|
| Intercept | −3.962 | 6.834 | −0.58 | 0.56 |
| X1 | −0.08717 | 0.08175 | −1.07 | 0.29 |
| X2 | 1.095 | 4.453 | 0.25 | 0.81 |
| X3 | 4.063 | 1.442 | 2.82 | <0.01** |
| X1X2 | −0.01120 | 0.05232 | −0.21 | 0.83 |
| X2X2 | −1.092 | 1.412 | −0.77 | 0.44 |
| X3X3 | −0.2203 | 0.0901 | −2.45 | <0.05* |
| R2 | 0.5493 | | | |
| RMSEc) | 1.372 | | | |
a) Regression coefficient. b) Standard error of β, c) Residual mean squared error. **Highly significant at p < 0.01, *Significant at p < 0.05.
Table 5. Optimal Regression Equation of Dividing Uniformity,
Y4 (%), Based on Second-Order Polynomial Equation
| Factor | βa) | S.E.b) | t | p |
|---|
| Intercept | −2.524 | 4.585 | −0.55 | 0.58 |
| X1 | 0.07474 | 0.04784 | 1.56 | 0.12 |
| X2 | −0.6193 | 1.6775 | −0.37 | 0.71 |
| X3 | 1.749 | 0.943 | 1.85 | 0.07 |
| X4 | 0.1037 | 0.0659 | 1.58 | 0.12 |
| X1X4 | −0.008827 | 0.003021 | −2.92 | <0.01** |
| X2X3 | 0.1539 | 0.1991 | 0.79 | 0.43 |
| X3X3 | −0.1402 | 0.0580 | −2.42 | <0.05* |
| R2 | 0.4659 | | | |
| RMSEc) | 0.8822 | | | |
a) Regression coefficient. b) Standard error of β, c) Residual mean squared error. **Highly significant at p < 0.01, *Significant at p < 0.05.
To predict responses with high accuracy, TPS was applied to approximate real relationships between causal factors and responses.20) The results are summarized in Table 6. The prediction accuracy was evaluated by R2 values in a leave-one-out cross-validation (R2LOOCV). Compared with polynomial regression equations, much better approximations were achieved in every response with sufficiently high R2LOOCV values, although the prediction of Y3 was somewhat worse. The sensitivity of each factor was estimated.21) These results are summarized in Table 6, together with the R2LOOCV values. The importance of the factors was rather different from those of the regression equations. For instance, neither the mixing time (X1) nor the concave curvature radius (X4) were found to be effective in the prediction of Y1 and Y2. On the other hand, these factors (X1 and X4) were considerably sensitive to the dividing strength (Y3) and dividing uniformity (Y4). Interestingly, the best fit prediction was accomplished in Y4, even though the worst result was observed in the regression equations. Although the precise mechanism was unclear, a better approximation was achieved with TPS, suggesting a complex relationship between causal factors and responses.
Table 6. Prediction Accuracy Evaluated by Leave-One-Out Cross-Validation (LOOCV) and Sensitivity of Causal Factors for Predicting Responses
| Prediction accuracy | Sensitivity (%) |
|---|
| Response | R2LOOCVa) | Factor | Y1 (N) | Y2 (log(s)) | Y3 (N) | Y4 (%) |
|---|
| Y1 (N) | 0.9042 | X1 | 8.9 | 2.9 | 23.8 | 33.5 |
| Y2 (log(s)) | 0.8997 | X2 | 19.2 | 77.3 | 34.3 | 14.9 |
| Y3 (N) | 0.7950 | X3 | 65.1 | 18.3 | 29.0 | 25.0 |
| Y4 (%) | 0.9668 | X4 | 6.7 | 1.5 | 12.9 | 26.6 |
a) Coefficient of determination in LOOCV.
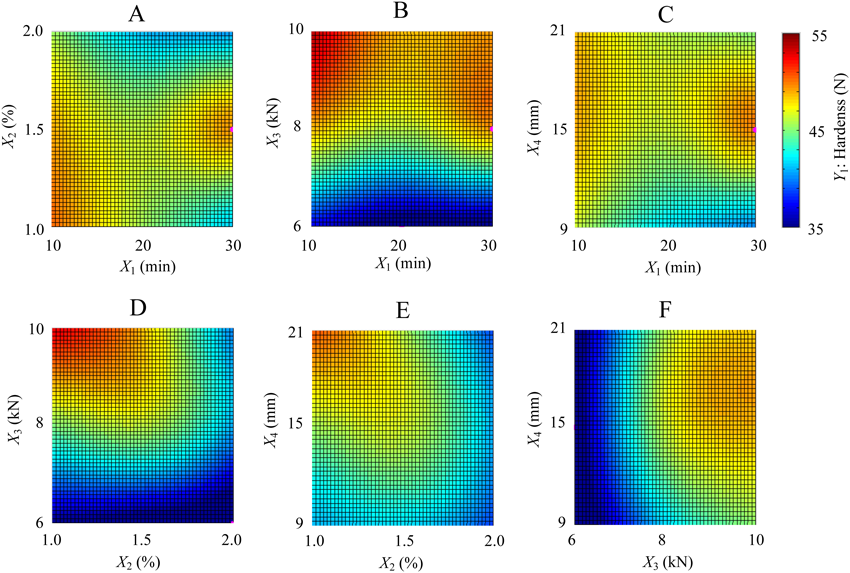
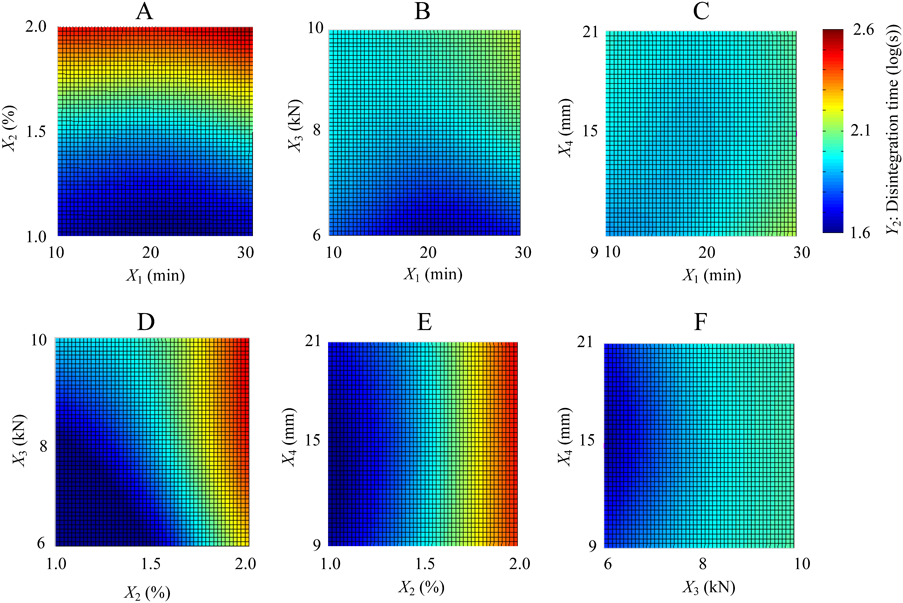
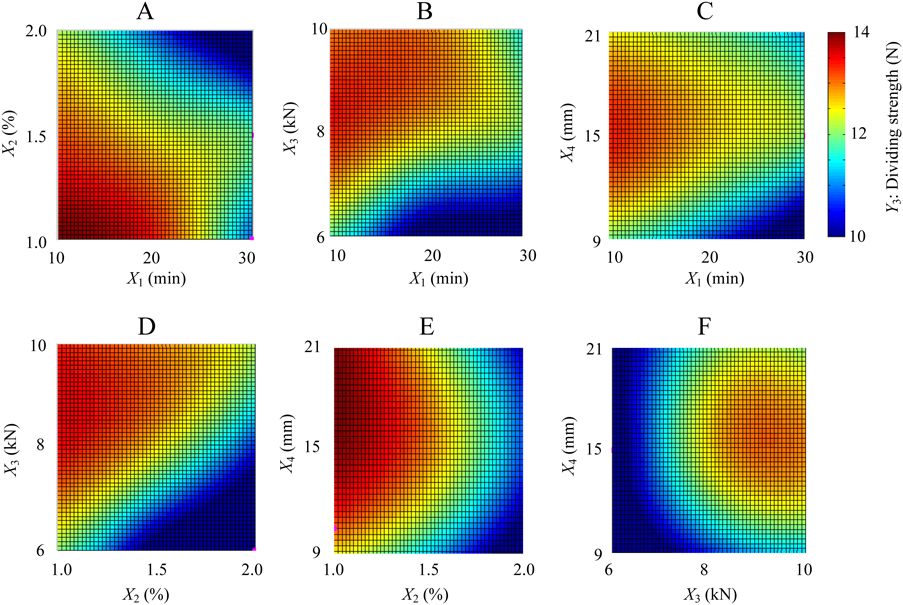
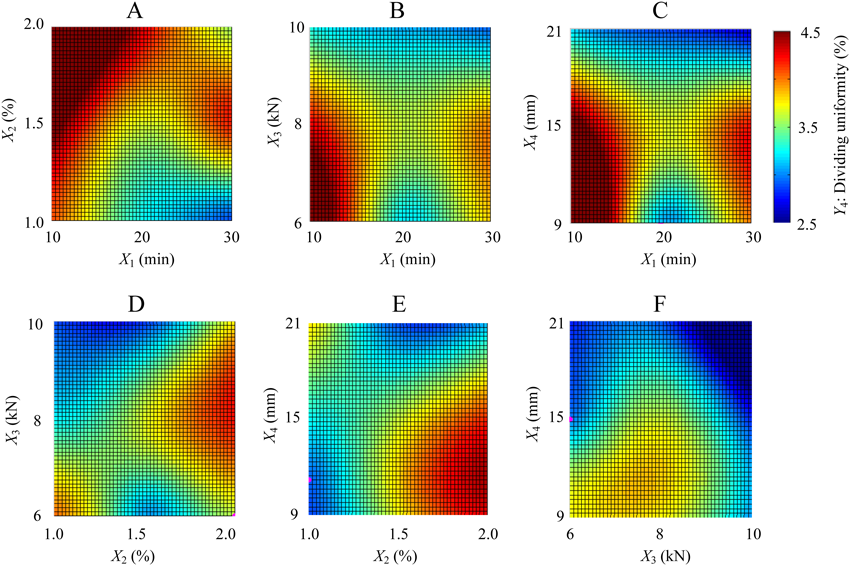
Response surfaces based on the prediction with TPS are shown in Figs. 3–6. The compression force (X3) was the most effective with respect to the change in tablet hardness (Y1), as shown in Figs. 3B, D, and F. The quantity of MgSt (X2) was also effective (Figs. 3D, E), but almost no effects of X1 and X4 were observed. The disintegration time (Y2) was very sensitive to the quantity of MgSt (X2), as shown in Figs. 4A, D, and E. When the quantity of MgSt exceeded 1.5%, the disintegration time was extremely delayed. As for the dividing strength (Y3), synergies of X1 and X2 (Fig. 5A), X1 and X3 (Fig. 5B), and X2 and X3 (Fig. 5D) were notably observed. The Y3 value decreased with an increase in the quantity of MgSt (X2) (Figs. 5A, D, E). This was also observed with tablet hardness (Y1). These results confirmed that increased quantities of MgSt in CCST adversely affected hardness (Y1) and dividing strength (Y3), as seen with conventional tablets. Further, the Y3 value was maximized at a curvature radius of approximately 15 mm (X4) (Figs. 5C, F).
The optimal ranges of X1 (Figs. 6A, B, C) were found to improve the dividing uniformity (Y4). It was interesting that a decrease in concave curvature radius (X4) did not always improve the dividing uniformity. Physically, the decrease in X4 values may act to reduce the cross-sectional area under the score line of tablets. Therefore, the force required to divide the tablets should be weakened with increasing steepness of concave curvature in CCST, so that the dividing uniformity will be improved with a decrease in X4 values. However, the results of experiments diverged from the expectation described above. This may suggest that other factors, such as localization of density around the tip of the score line, could be involved in the dividing uniformity (Y4) in CCST. Sinka et al. reported that a region of localized density was occasionally generated under the tip of the score line in capsule-shaped tablets prepared by the compression of MCC, although this phenomenon was dependent on tablet shape.37)
Optimal SolutionsThe optimal means and their credible ranges were estimated using the RSM-S and BS resampling methods. The optimal combination of causal factors that can maximize Y1 and minimize Y2, Y3, and Y4 was sought subject to the following constraint:
 | (7) |
where Ximax, Ximin and Xi represent the maximum, minimum and optimal values of the factors, respectively. Equation (7) is equivalent to a super-spherical constraint. We can avoid seeking optimal solutions in the extreme and outer areas of the experimental ranges using Eq. (7) as an inequality constraint. After minimizing Eq. (3), the BS optimal solutions were estimated by resampling with replacement. An SOM analysis suggested that these BS solutions were classified into several clusters, and one of these clusters showed a reasonable optimal solution. The results are summarized in Table 7. The optimal solutions of causal factors were almost the same, irrespective of the number of resampling, suggesting that the solution of causal factors with high accuracy was predicted by generating sufficient BS solutions. The predicted responses were validated by the experiments, as shown in Table 8. In terms of X4, the upper punch with a concave curvature radius of 15 mm was employed to prepare the optimal CCST, because the punch was the closest to the optimal value (15.8 mm).
Table 7. Optimal Causal Factors Predicted by SOM Analysis in 1000, 3000, and 5000 BS Optimal Solutions
| BS resamplinga) | X1 (min) | X2 (%) | X3 (kN) | X4 (mm) |
|---|
| 1000 | 26.7 ± 0.6 | 1.15 ± 0.03 | 8.35 ± 0.19 | 15.8 ± 0.9 |
| 3000 | 26.7 ± 0.6 | 1.15 ± 0.03 | 8.36 ± 0.18 | 15.8 ± 0.8 |
| 5000 | 26.7 ± 0.6 | 1.15 ± 0.03 | 8.36 ± 0.19 | 15.8 ± 0.9 |
a) The mean ± standard deviation for BS solutions in the largest cluster.
Table 8. Experimental Verification of Optimal Responses Predicted by SOM Clustering of 1000, 3000, and 5000 BS Optimal Solutions
| BS resamplinga) | Y1 (N) | Y2 (log(s)) | Y3 (N) | Y4 (%) |
|---|
| 1000 | 48.2 ± 1.5 | 1.78 ± 0.05 | 12.0 ± 0.3 | 3.07 ± 0.18 |
| 3000 | 48.3 ± 1.4 | 1.78 ± 0.04 | 12.0 ± 0.4 | 3.05 ± 0.13 |
| 5000 | 48.3 ± 1.3 | 1.78 ± 0.04 | 12.0 ± 0.4 | 3.04 ± 0.18 |
| Experimentb) | 45.0 ± 3.5 | 1.81 ± 0.09 | 11.3 ± 1.2 | 2.70 ± 0.35 |
a) The mean ± standard deviation of BS solutions in the largest cluster. b) The mean ± standard deviation of three experiments.
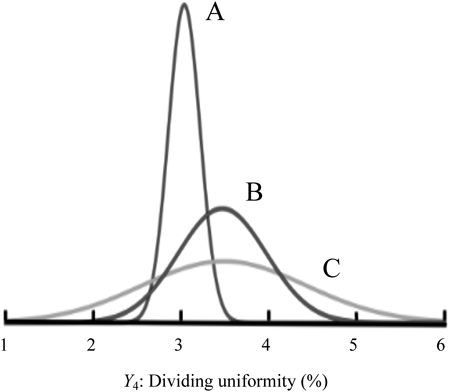
A scaleup problem was investigated based on Bayesian estimation. The means and standard deviations of the responses estimated by the likelihood and Bayesian methods in small and large-scale manufacturing are summarized in Table 9. As an example, Fig. 7 shows the probability density functions of dividing uniformity (Y4) on a large-scale as a posterior probability. A prior probability of Y4 in the trial-scale was represented as a narrower peak (Fig. 7A), suggesting a high credibility in the trial-scale estimation of Y4. Conversely, the Bayesian estimation showed a broader peak in the large-scale (Fig. 7B), although it was better than that in the likelihood estimation. The Bayesian estimation gave us a better solution because the estimation included the information of prior probability in the trial-scale. At the small-scale, the response values in the Bayesian estimation were almost the same as those at the trial-scale. Conversely, the tablet hardness (Y1), dividing strength (Y3), and dividing uniformity (Y4) in the large-scale were deteriorated to a certain extent, compared with those in the trial-scale. The difference between the trial and small-scale was only the difference in tableting machines, that is, the handpress at the trial-scale, and the fully automatic machine at the small-scale. Causal factors, including the gross weight of the sample powders, were same in these scales. In contrast, the sample powders loaded in large-scale manufacturing were 50-times greater than those in the trial-scale. Furthermore, the tableting speed was considerably higher in the large-scale manufacturing. This may have let to insufficient powder filling the dies, resulting in the deterioration of tablet characteristics, such as tablet hardness (Y1), dividing strength (Y3), and dividing uniformity (Y4). Although the response values of Y1, Y3, and Y4 on a large-scale are acceptable in the real sense (Table 9), these values could be improved by adjusting the causal factors within allowable ranges, referring to the response surfaces (Figs. 3–6) and their means ± standard deviations (Table 7). In contrast with actual tablet production, the quantity of large-scale conducted in this study is relatively small, and the turret rotation speed is relatively slow. Nevertheless, this study suggests the possibility of using a Bayesian estimation to solve scale-up problems.
Table 9. Bayesian Estimation of Responses in Small and Large-Scale Manufacturing of CCST
| Scale | Estimation | Y1 (N) | Y2 (log(s)) | Y3 (N) | Y4 (%) |
|---|
| Small | Likelihooda) | 41.3 ± 6.3 | 2.21 ± 0.18 | 11.6 ± 1.8 | 2.67 ± 1.13 |
| Bayesianb) | 43.2 ± 2.5 | 2.00 ± 0.05 | 11.0 ± 0.6 | 2.70 ± 0.92 |
| Large | Likelihooda) | 33.6 ± 5.7 | 1.98 ± 0.22 | 9.0 ± 1.2 | 3.49 ± 0.93 |
| Bayesianb) | 38.5 ± 2.3 | 1.92 ± 0.06 | 9.9 ± 0.5 | 3.47 ± 0.50 |
a) The mean ± standard deviation from the likelihood estimation. b) The mean ± standard deviation from the Bayesian estimation.
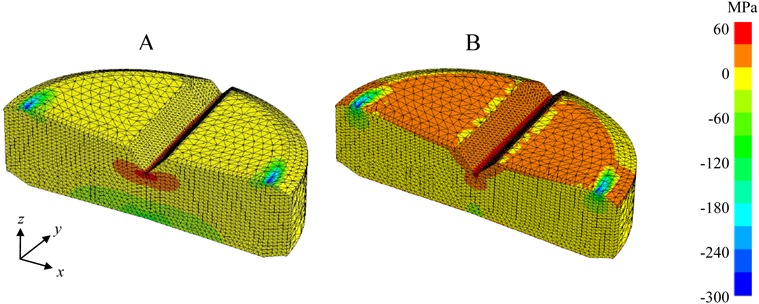
To implement the FEM simulation, CCST of concave curvature radius of 15 mm was represented as a continuum elastic model. Although the actual internal structure of CCST was not fully represented by the elastic model, we could estimate the tensile stress concentration generated under the tip of the score line when the outer force was applied. An elastoplastic model may represent breaking strength with more precision, compared with an elastic model. However, Podczeck et al. reported that no significant difference was observed between these models.38) We therefore employed the elastic model, considering its ease of use. From the stress-strain curve determined with the optimal mixture powders, the Young’s modulus (E) = 2.248 ± 0.098 GPa and Poisson’s ratio (ν) = 0.195 ± 0.002 were estimated as the mean ± standard deviation for three determinations. These values were employed as elastic parameters in the FEM analysis. Figure 8 shows the stress distributions after applying a bending force of 100 N from the back of the flat surface on the opposite side of CCST. Extremely strong tensile stresses became concentrated along the tip of the score line in the x–y cross-section (Fig. 8A). Similar phenomena were observed in the y–z cross-section (Fig. 8B). In addition, weak tensile stresses (≤30 MPa) were generated over the entire surface. The tensile stress concentrated beneath the tip of the score line was calculated to be 277 MPa. No significant difference in tensile stresses was observed in CCST irrespective of the differences in concave curvature radii. The value was evidently greater than 145 MPa, which has been previously observed in the case of flat-faced scored tablets.14) The maximum tensile stress in the similar shape of CCST without the score line was calculated to be 44 MPa, suggesting that the scored line fabricated on the concavely curved surface was crucial to the efficient generation of tensile stresses. Although it is not easy to compare the difference between CCST and previous results with flat-faced scored tablets, the unique shapes of CCST certainly induce the strong tensile stresses just under the tip of the score line.
Conclusion
A second-order polynomial equation resulted in a poor prediction of dividing uniformity as the most important response of CCST. However, promising prediction results were observed with TPS. Compression force was the most effective for the tablet hardness. The disintegration time was very sensitive to the quantity of MgSt. To improve the dividing uniformity, the optimal range of the powder mixing time was estimated. The optimal solution of causal factors with high accuracy was predicted based on the RSM-S and BS resampling techniques. The predicted responses for the optimal factors were validated well with the experiments. In terms of scaleup manufacturing, tablet hardness (Y1), dividing strength (Y3), and dividing uniformity (Y4) became deteriorated somewhat in the large-scale manufacturing, compared with the trial-scale, although the values were acceptable in the real sense. Based on the FEM simulation, the tensile stress was easier to generate along the tip of the score line, because of the unique shape of CCST. Consequently, it was suggested that a sufficiently good dividing uniformity was achieved using CCST.
Acknowledgments
This research was supported by AMED under Grant Number 20hm0102083h0001.
Conflict of Interest
The authors declare no conflict of interest.
References
- 1) Green G., Berg C., Polli J. E., Barends D. M., Pharmacop. Forum, 35, 1598–1612 (2009).
- 2) van der Steen K. C., Frijlink H. W., Schipper M. A., Barends D. M., AAPS PharmSciTech, 11, 126–132 (2010).
- 3) Jacques E. R., Alexandridis P., Appl. Sci, 9, 3066 (2019).
- 4) McDevitt J. T., Gurst A. H., Chen Y., Pharmacotherapy, 18, 193–197 (1998).
- 5) Ciavarella A. B., Khan M. A., Gupta A., Faustino P. J., PDA J. Pharm. Sci. Technol., 70, 523–532 (2016).
- 6) van Santen E., Barends D. M., Frijlink H. W., Eur. J. Pharm. Biopharm., 53, 139–145 (2002).
- 7) van Vooren L., De Spiegeleer B., Thonissen T., Joye P., van Durme J., Slegers G., J. Pharm. Pharm. Sci., 5, 190–198 (2002).
- 8) Miura S., Shimaguchi N., Masada T., Hayakawa E., Ito K., Yakuzaigaku, 57, 16–24 (1997).
- 9) Ito A., Fukumuro K., Miura S., Hayakawa E., Jpn. J. Hosp. Pharm, 25, 231–238 (1999).
- 10) Takayama K., Obata Y., Morishita M., Nagai T., Pharmazie, 59, 392–395 (2004).
- 11) Arai H., Suzuki T., Kaseda C., Ohyama K., Takayama K., Chem. Pharm. Bull., 55, 586–593 (2007).
- 12) Onuki Y., Ohyama K., Kaseda C., Arai H., Suzuki T., Takayama K., J. Pharm. Sci., 97, 331–339 (2008).
- 13) Horsthusis G. J. B., van Laarhoven J. A. H., van Rooji R. C. B. M., Vromans H., Int. J. Pharm., 92, 143–150 (1993).
- 14) Leuenberger H., Luy B., Studer J., Int. J. Pharm., 6, 303–309 (1990).
- 15) Maeda J., Suzuki T., Takayama K., Drug Dev. Ind. Pharm., 38, 1451–1459 (2012).
- 16) Maeda J., Suzuki T., Takayama K., Chem. Pharm. Bull., 60, 1399–1408 (2012).
- 17) Podczck F., Newton J. M., Fromme P., Int. J. Pharm., 495, 485–499 (2015).
- 18) Okada N., Hayashi Y., Onuki Y., Miura T., Obata Y., Takayama K., Chem. Pharm. Bull., 64, 1142–1148 (2016).
- 19) Khuri A., Cornell J. A., “Response Surfaces Design and Analyses, Chap. 4: Second-Order Models and Designs,” Marcel Dekker, Inc., New York, NY, U.S.A., 1987, pp. 105–148.
- 20) Whaba G., “Spline Models for Observational Data,” SIAM, Philadelphia, PA, U.S.A., 1990, pp. 1–151.
- 21) Kikuchi S., Takayama K., Int. J. Pharm., 374, 5–11 (2009).
- 22) Takayama K., Nagai T., Int. J. Pharm., 74, 115–126 (1991).
- 23) Arai H., Suzuki T., Kaseda C., Takayama K., Chem. Pharm. Bull., 57, 572–579 (2009).
- 24) Hayashi Y., Kikuchi S., Onuki Y., Takayama K., J. Pharm. Sci., 101, 333–341 (2012).
- 25) Efron B., Tibshirani R., Stat. Sci., 1, 54–75 (1986).
- 26) Milligan G. W., Psychometrika, 45, 325–342 (1980).
- 27) ASTM International Manual, “Presentation of Data and Control Chart Analysis,” 9th Edition, West Conshohocken, PA, U.S.A., 2018.
- 28) Wu C.-Y., Ruddy O. M., Bentham A. C., Hancock B. C., Best S. M., Elliott J. A., Powder Technol., 152, 107–117 (2005).
- 29) Takayama K., Sato T., Sato K., Todo H., Obata Y., Sugibayashi K., J. Drug Deliv. Sci. Technol., 52, 1021–1031 (2019).
- 30) Sato T., Morita N., Obata Y., Takayama K., Powder Technol., 383, 115–130 (2021).
- 31) Aguiar P. F., Bourguignon B., Khots M. S., Massart D. L., Phan-Tan-Luu R., Chemom. Intell. Lab. Syst., 30, 199–210 (1995).
- 32) Wang J., Wen H., Desai D., Eur. J. Pharm. Biopharm., 75, 1–15 (2010).
- 33) Li J., Wu Y., Lubricants, 2, 21–43 (2014).
- 34) Shah J., Tomar M., Singh A. K., Sinha A. R., Int. J. Dev. Res, 7, 15879–15884 (2017).
- 35) Uchiyama J., Aoki S., Uemoto Y., Chem. Pharm. Bull., 63, 164–179 (2015).
- 36) Uchimoto T., Iwao Y., Hattori H., Noguchi S., Itai S., Chem. Pharm. Bull., 61, 1143–1148 (2013).
- 37) Sinka I. C., Motazedian F., Cocks A. C. F., Pitt K. G., Powder Technol., 189, 278–284 (2009).
- 38) Podczeck F., Newton J. M., Gromme P., Int. J. Pharm., 477, 306–316 (2014).