Original Research Papers
Effect of Particle Size on Flow Mode and Flow Characteristics of Pulverized Coal
2015 Volume 32 Pages 143-153

Details
2015 Volume 32 Pages 143-153
This paper reports on an extensive experimental campaign aimed at studying on effect of particle size and flow mode on the flow characteristics of pulverized coal. A series of pulverized coal changing the mean particle size in the range 18–224 μm were used as the experimental materials and three flow modes including gravity-induced flow, downwards and upwards mechanically forced flow were investigated. The gravity-induced flow was characterized by discharging pulverized coal from the Perspex hopper gravitationally, while the mechanically forced flow was performed inside a cylindrical vessel where the blade rotated and moved downwards or upwards to displace the pulverized coal. Furthermore, the relationship between different flow modes was discussed and the force analysis was used to reveal the flow mechanisms of gravity-induced flow.
Powders are probably the least predictable of all materials in relation to flowability because of the large number of factors that can change their flow behaviors (Peleg, 1978; Fitzpatrick et al., 2004). Unlike the relatively well understood constituent phases from which they are derived, powders are more complicated materials. They are comprised of: solids in the form of particles; gas, usually in the form of air between the particles; and water, either on the surface of the particle or within its structure. The interaction of these phases contributes to the changeability of powders, and as a consequence the processing and handling of powders is certainly not straightforward or easily predictable.
Physical properties, including particle size, shape, surface texture, size distribution, moisture content, etc. determine the flow behavior of the powder to a large extent and external factors, such as humidity, conveying environment, vibration, consolidation and aeration, etc. compound the problem (Freeman et al., 2010). The powder flowability is a consequence of the combined effects of various variables and a more fundamental and physical measurement of powder flow properties is needed.
The influence of particle size in terms of powder flowability has often been described. Beverloo et al. (1961) studied on the flow of a number of coarse seeds (dp ≥ 1000 μm) through orifices as early as 1961. Spink and Nedderman (1978) carried out an experimental and theoretical study on the gravity discharge of fine particles (50 μm ≤ dp ≤ 500 μm) from a hopper. Cannavacciuolo et al. (2009) tried to discharge cohesive powders (dp < 50 μm) from an aerated silo. It confirms that relatively coarse powders, such as plastic pellets and certain grains, rarely present discharge problems. Reliable discharge by gravity is reasonably assured without significant investment in engineering or equipment. Finer powders, starting at about 1000 μm mean particle size, frequently will not discharge reliably from silos without careful engineering and selection of discharge equipment and silo geometry (Ferrari and Bell, 1998).
Furthermore, considering processes used to manipulate powders are diverse and subject materials to a wide range of conditions, there is more and more attention paid to the influence of flow mode in terms of powder flowability. Freeman et al. (2008) showed that fine powders tended to behave more like a fluid when subjected to forced flow, unlike coarse powders that were more likely to become solid like and become very resistant to flow. Latter, Krantz et al. (2009) found that different characterization techniques could provide different results based upon differences in how they tested powders. Thus, care must be taken to select the appropriate characterization technique.
The background of this paper is entrained-flow pulverized coal gasification and pulverized coal was used as experimental materials. Handling coal is a major process concern for situations of adherence containing surfaces, excessive aeration in pneumatic conveying systems, bridging in hoppers, electrostatic charging during handling and consolidation during transport or storage etc. (Liang et al., 2012). Flow properties are the foundation of powder technology, which determine the behavior of powders in bins, hoppers, feeders, and other handling equipment. Therefore, the characterization of flow properties of pulverized coal is an important requirement for engineers to deal with flow problems and design of equipments. However, due to the different geographical environment, production techniques and applications, there is a wide range of particle size distribution, different moisture contents and coal types, all of which contribute to the changeability of pulverized coal, and as a consequence the processing or handling coal is certainly not straightforward or easily predictable. A comprehensive study on the flow properties of pulverized coal is urgently required.
The purpose of this work is to investigate the flow behaviors of pulverized coal with different particle sizes in both gravity-induced flow and mechanically forced flow in order to verify how the particle size and the flow mode can affect the powder flowability.
Coal from Tianba mine in Yunnan province was used as the experimental material in this work. In order to form a series of samples having different particle sizes, coal was first pulverized by a pulverizer and then sieved by an electric vibrating screen. Seven samples of pulverized coal were obtained.
Table 1 shows the physical properties of pulverized coal. The particle size distribution of pulverized coal was measured by a laser diffraction particle size analyzer (Malvern Mastersizer 2000) and shown in Fig. 1. The pulverized coal has a mean particle size (dp) ranging from 18 μm to 224 μm. According to Rosin-Rammler, uniformity coefficient (n) was used to characterize the size distribution, where the smaller n corresponds to the wider size distribution. As shown in Table 1, all samples have an approximate n within the range of 0.91–1.21, indicating some uniformity in the particle size distribution. In addition, all samples were dried to the same moisture content (wt) 1.25% to exclude the water effect. Therefore, the differences of seven samples of pulverized coal mainly focus on the mean particle size.
| a | b | c | d | e | f | g | |
|---|---|---|---|---|---|---|---|
| dp (μm) | 18 | 44 | 56 | 75 | 94 | 141 | 224 |
| n | 1.2 | 1.06 | 1.21 | 1.12 | 1.11 | 1.02 | 0.91 |
| S (m2/g) | 0.79 | 0.36 | 0.33 | 0.29 | 0.26 | 0.22 | 0.19 |
| wt (%) | 1.25 | 1.25 | 1.25 | 1.25 | 1.25 | 1.25 | 1.25 |
| ρb (kg/m3) | 353 | 510 | 547 | 580 | 624 | 696 | 727 |
| ρT (kg/m3) | 779 | 816 | 831 | 848 | 881 | 876 | 801 |
| HR | 2.21 | 1.60 | 1.52 | 1.46 | 1.41 | 1.26 | 1.10 |
| AOR (°) | 51.5 | 43.0 | 42.6 | 40 | 39.0 | 38.4 | 36.8 |
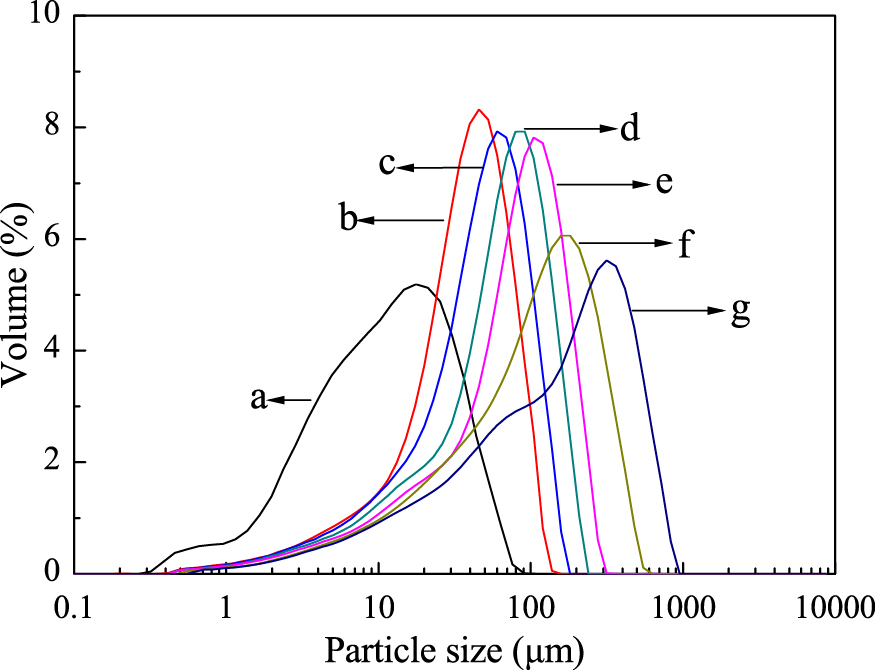
Particle size distribution of pulverized coal.
Particle density (ρp) was determined by the pycnometer method. It was about 1500 kg/m3 for pulverized coal and showed little difference between seven samples. Hosokawa Micron Powder Tester (PT-X) was used to measure bulk density (ρb), tap density (ρT) and angle of repose (AOR) of samples. Hausner Ratio (HR) was calculated by dividing bulk density by tap density (Hausner, 1967). It can be seen clearly in Table 1 that both AOR and HR decrease gradually as the mean particle size increases, which lead to a better powder flowability.
Specific surface area (S) was provided by Malvern Mastersizer 2000, which assumes that particles are dense spheres (Shu et al., 2011). As shown in Table 1, the specific surface area of pulverized coal decreases gradually as the particle size increases. Scanning electron microscopy (SEM) images were further taken to inspect the surface morphologies of pulverized coal. Fig. 2 shows the SEM images of smallest and largest pulverized coal, respectively. For the smallest one with a mean particle size of 18 μm, particles have a great tendency to form agglomerates and clumps, typical of cohesive powders. On the contrary, for the largest one with a mean particle size of 224 μm, particles exist separately in the form of individual particles.
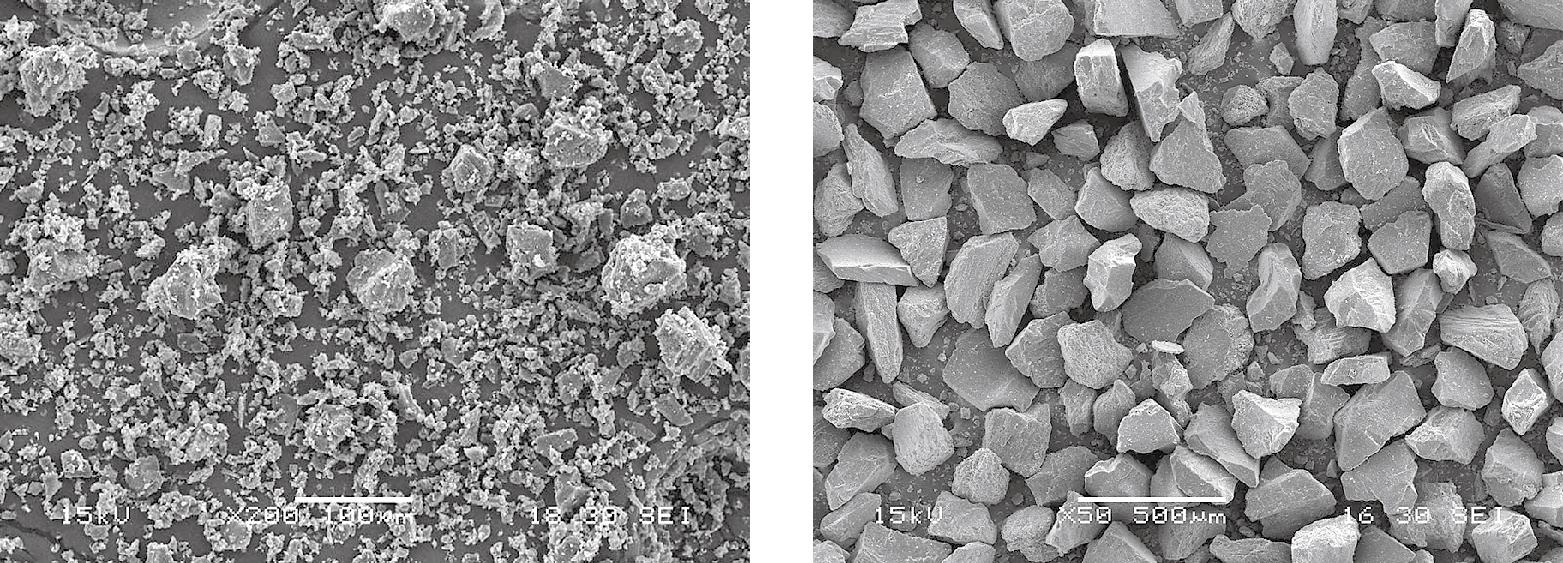
SEM images of pulverized coal.
Discharging form a Perspex hopper was used to characterize the gravity-induced flow. Fig. 3 shows the schematic diagram of hopper discharge process. The hopper made from transparent allowing a visual inspection inside, has a half opening angle 15° and an outlet diameter 32 mm. In each experiment, the hopper was first loaded with about 700 g pulverized coal from the top through a funnel or with a spoon to keep a relatively loose state. The pulverized coal was then discharged immediately to avoid any de-aeration or consolidation phenomena. During the discharge, a weighing equipment was used to calculate the discharge rate and a digital camera was used to ‘freeze’ the motion of the discharging powder.
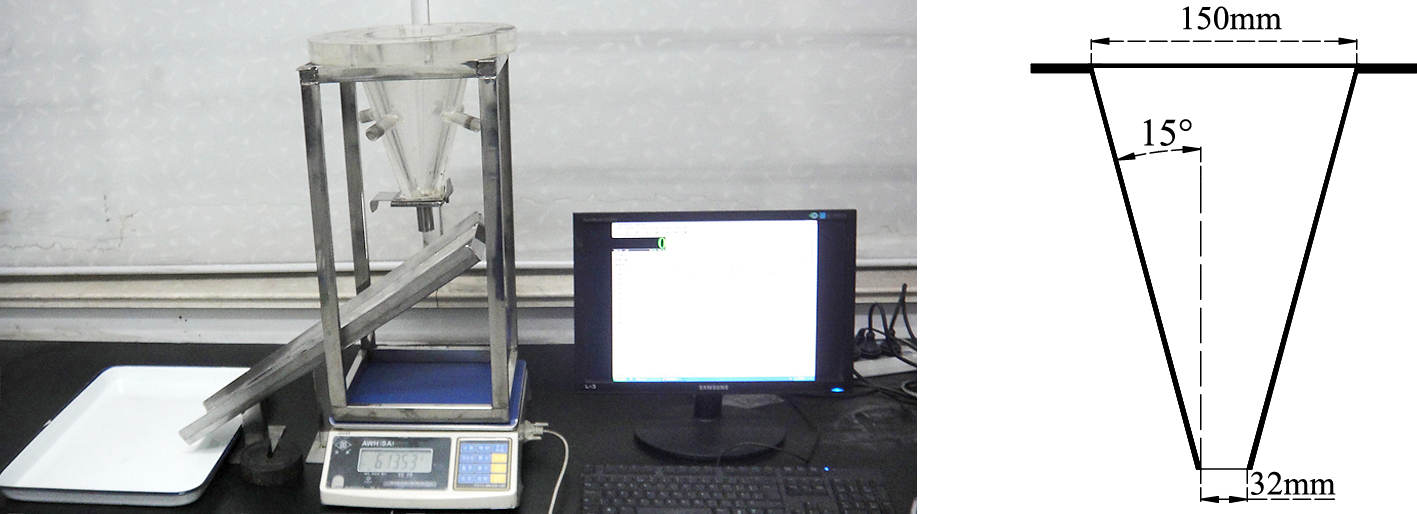
Schematic diagram of hopper discharge.
FT4 Powder Rheometer was used to characterize the mechanically forced flow. The detailed description of this instrument has been provided in the paper (Freeman, 2007). In the experiment, all tests were carried out in a 160 mL borosilicate test vessel with a internal diameter of 50 mm. The sample of pulverized coal was first pre-conditioned using the instrument ‘conditioning’ methodology to produce a homogeneously packed powder bed, and then subjected to forced flow. That means, the volume of sample charged in the FT4 cell was kept constant, 160 ml, and the mass of sample could be obtained by multiplying the conditioned bulk density, with value of 83.2 g, 97.6 g, 99.2 g, 102.4 g, 110.4 g, 115.2 g and 118.4 g. The blade rotates simultaneously and moves both downwards and upwards with a constant tip speed of 100 mm/s and a constant up/down speed of 50 mm/s as shown in Fig. 4. The resistance experienced by the blade represents the difficulty of this relative particle movement. Dynamic methodology of FT4 is employed to measure both rotational and vertical resistances and the flow energy is the composite of these two signals that quantifies the total resistance to forced flow. As shown in Fig. 5, the total flow energy can be obtained by integrating the energy gradient, which is automatically calculated by FT4 for both downwards and upwards testings.
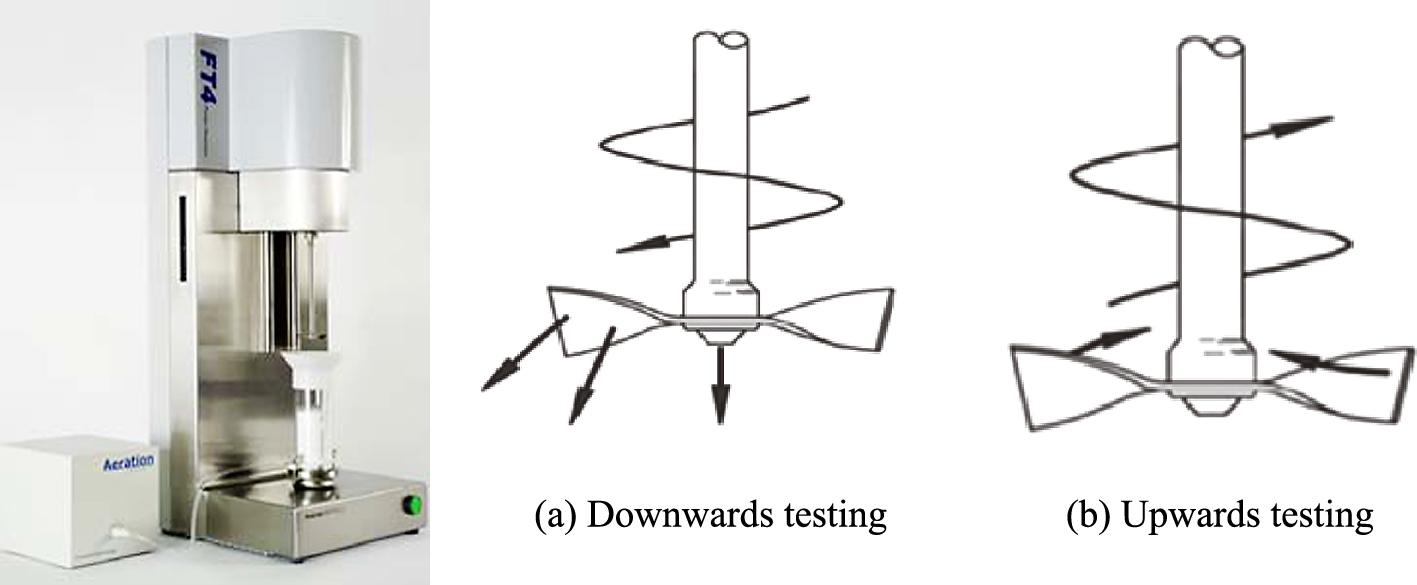
Mechanically forced flow in FT4 Powder Rheometer.
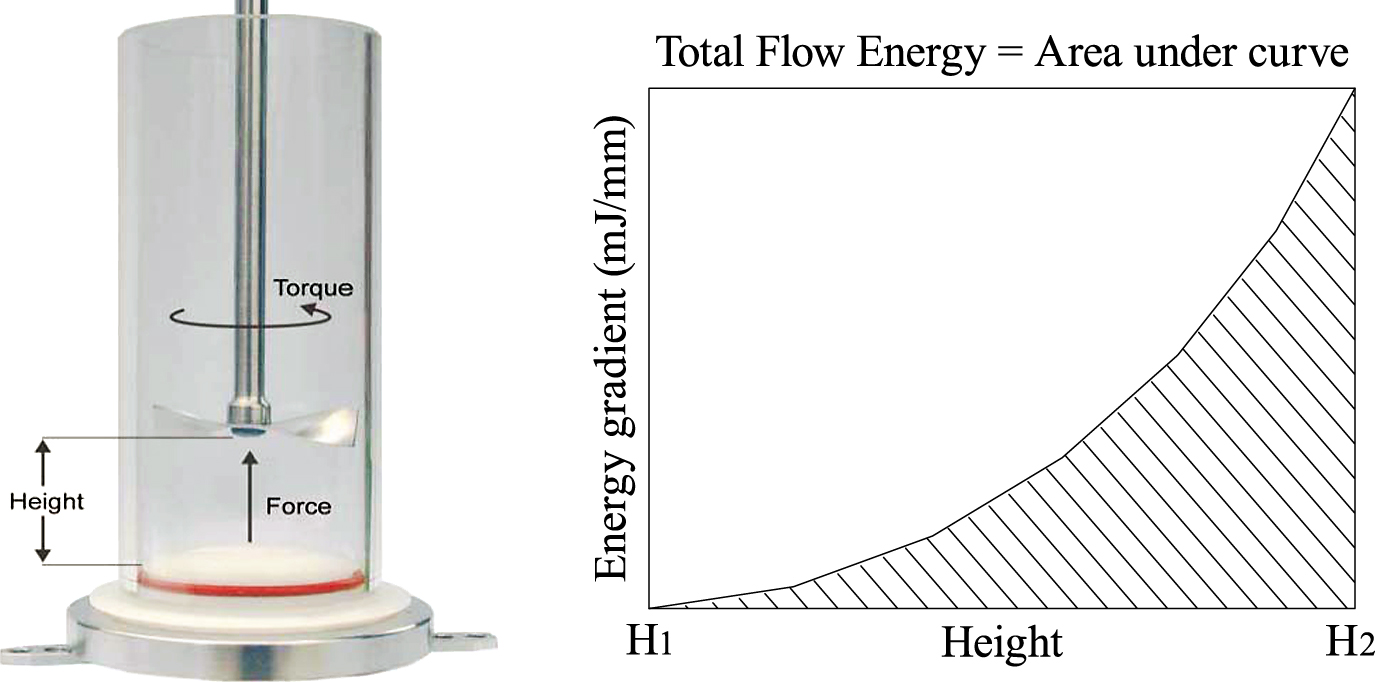
Illustration for flow energy calculation.
In this work, two kinds of flow energies were used to describe the forced flow characteristics, Basic Flow Energy (BFE) used for downwards testing (Fig. 4a) and Specific Energy (SE) used for upwards testing (Fig. 4b). Their definitions and descriptions are shown in Table 2.
| Symbol | Definition or description |
|---|---|
| BFE (mJ) | The energy needed to displace conditioned powder sample during downwards testing at specific consolidating conditions. |
| SE (mJ/g) | The energy per gram needed to displace conditioned powder during upwards testing using a negative 5° helix. |
Gravity-induced flow is one of the most common flow modes, where gravity is relied upon to recover powders from storage and to cause flow in process (Wolf and Schwarz, 1991). In most industrial situations where hoppers are used, it is of interest to know how the powder will flow from the hopper as it empties under gravitational forces only (Medina et al., 2000). Fig. 6 reports the results of pulverized coal discharge from the Perspex hopper. Each discharge experiment was repeated three times. The average discharge rate (Ws), standard deviation (Std Dev) and relative standard deviation (RDS) are provided in Table 3 to show the fluctuation of data in the Fig. 6.
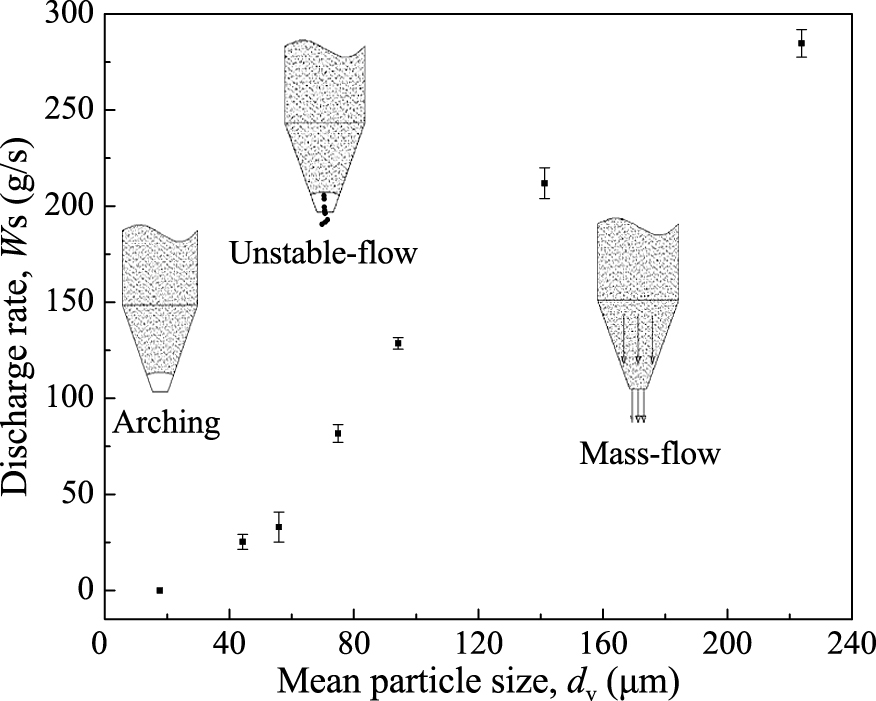
Effect of particle size on hopper discharge.
| a | b | c | d | e | f | g | |
|---|---|---|---|---|---|---|---|
| dp (μm) | 18 | 44 | 56 | 75 | 94 | 141 | 224 |
| Ws (g/s) | 0 | 25.3 | 33.0 | 81.7 | 128.6 | 211.9 | 284.7 |
| Std Dev | — | 3.91 | 7.8 | 4.6 | 2.96 | 8.03 | 7.15 |
| RSD (%) | — | 15.46 | 23.63 | 5.63 | 2.30 | 3.79 | 2.51 |
As shown in Fig. 6, the discharge rate of pulverized coal increases gradually as the particle size increases. However, the actual discharge process is far more complicated: unstable flow or blocking occurs for small pulverized coal, and only those larger than a certain size can perform a stationary flow. The digital camera was used to freeze the discharge of pulverized coal from the Perspex hopper, and found that pulverized coal with different particle sizes would show different flow modes. Based on analyzing the flow behaviors, three regions including arching, unstable-flow and mass-flow were found and reported as a function of mean particle size of pulverized coal.
In arching region (sample: a), a static arch forms across the hopper outlet which completely stops the powder flow. As shown in Fig. 7a, pulverized coal with the mean particle size 18 μm can not be discharged at all due to the arching phenomenon. It has been proved in Fig. 2a that fine pulverized coal trends to form agglomerates and clumps and has strong cohesive forces. The cohesive forces acting in pulverized coal can give rise to arching phenomena, thus the discharge is notoriously unreliable. It is further found that there is amount of pulverized coal adhered to the hopper wall even if the arch was broken artificially.
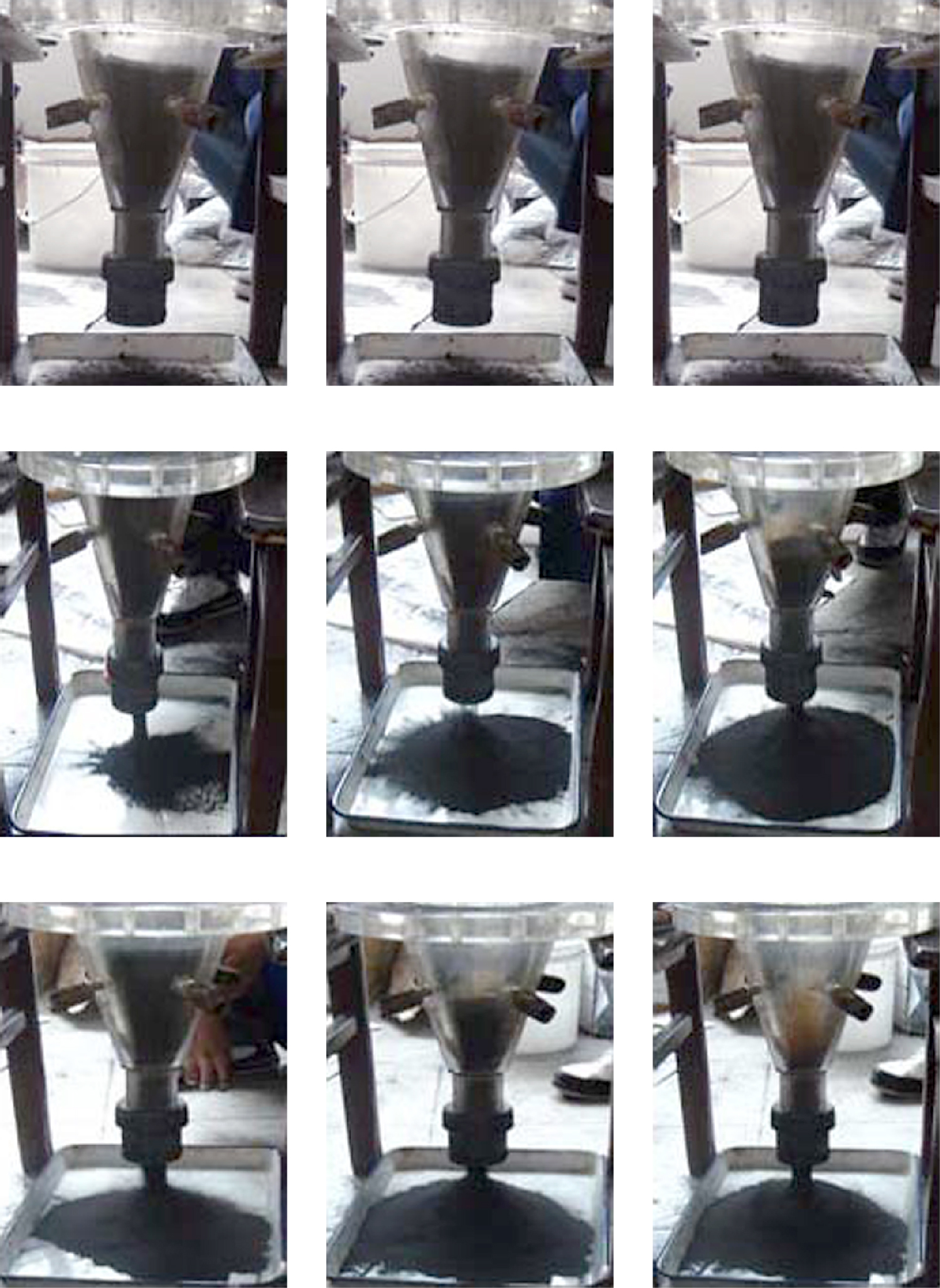
Discharge characteristics of pulverized coal in different regions.
In unstable-flow region (sample: b–e), dynamic arch forms and collapses alternately across the hopper outlet, which does not block the powder flow but results in the non-steady flow. As shown in Fig. 7b, pulverized coal with the mean particle size 56 μm shows irregular shapes of the solid stream (dense → loose → dense) under the hopper outlet. A periodical collapsing phenomenon was observed, particles falling down within the hopper lost their velocities at the location of the arch and formed blocks, then dropped freely down with a certain time for an alternate formation and collapsing of the block.
In mass-flow region (sample: f–g), powder discharges smoothly just as a liquid. As shown in Fig. 7c, pulverized coal with the mean particle size 224 μm shows a typical mass flow pattern; all the particles can move simultaneously without any trouble. It also confirms the fact that powder discharge rate is independent of the quantity of materiel in the hopper.
The experimental results show that with the increase of particle size, the discharge rate increases, the flow stability improves and a progressive transition from blocking to unstable flow and to mass flow can be found.
3.2 Mechanically forced flowMechanically forced flow is another common flow mode, where powders are driven to flow by the mechanical force (Bruni et al., 2007; Klausner et al., 2000). In this section, pulverized coal was subjected to forced flow in FT4 Powder Rheometer and the flow behaviors associated with the blade moving downwards and upwards were discussed, respectively.
In downwards testing, the pulverized coal was forced to flow by moving the blade through the powder from the top of the vessel to the bottom. The movement of blade caused many thousands of particles to interact, or flow relative to one another, named as bulldozing action. BFE was used to describe the forced flow characteristics of pulverized coal. It is a key flowability parameter that is highly sensitive and differentiating in relation to small differences in flow properties (Freeman and Fu, 2008). As shown in Fig. 8, the BFE of pulverized coal increases exponentially as the particle size increases. Eqn. (1) expressed the relationship between the BFE and the mean particle size with the correlation coefficient R2 as high as 0.99.
| (1) |
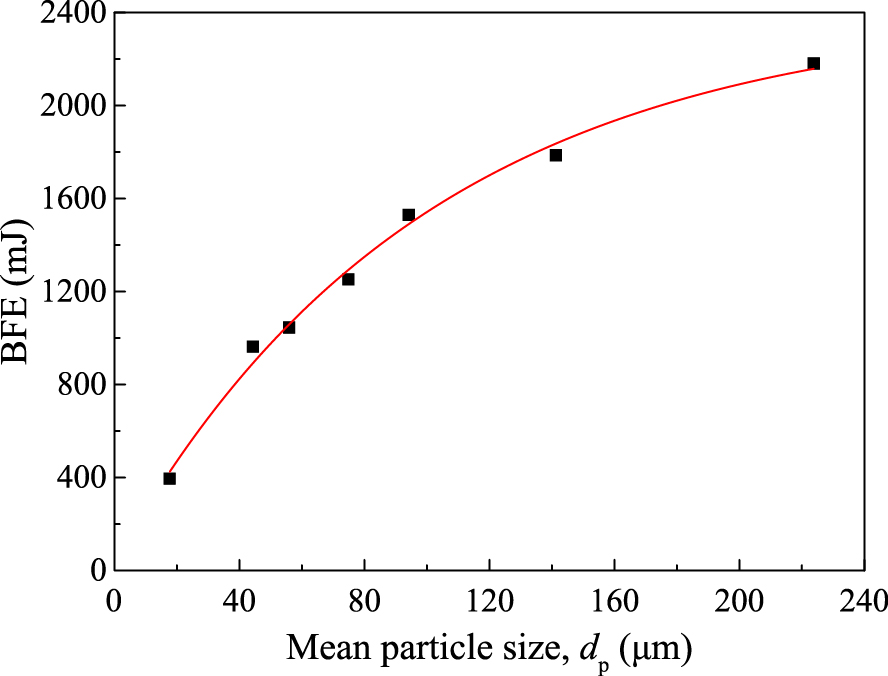
Effect of particle size on BFE.
Generally, the more difficult it is to move the blade, the more remarkably the particles resist motion and the harder it is to get the powder to flow. Therefore, the low BFE represents good flowability and the high BFE corresponds to poor flowability. The experimental results indicate that fine pulverized coal exhibits very little resistance and behaves more like a fluid, while coarse pulverized coal experiences substantial amount of resistance and it becomes more difficult to get the pulverized coal to flow.
In upwards testing, the pulverized coal was forced to flow by moving the blade through the powder from the bottom of the vessel to the top, which establish a particular flow pattern in a conditioned, precise volume of powder. During the measurement, this flow pattern is an upward clockwise motion of the blade (Fig. 4b), generating gentle lifting and low stress flow of the powder. SE was used to describe the forced flow characteristics of pulverized coal and it is a measure of how easily a powder will flow in an unconfined or low stress environment. Fig. 9 reports the SE of pulverized coal as a function of the mean particle size. Eqn. (2) expressed the relationship between the SE and the mean particle size with the correlation coefficient R2 as high as 0.99.
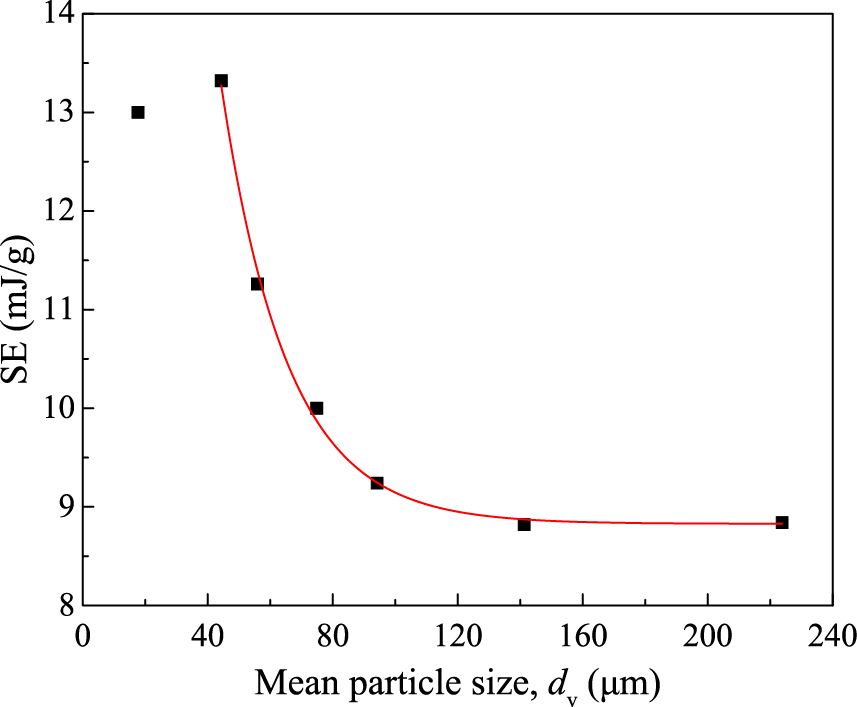
Effect of particle size on SE.
| (2) |
It can be seen that, SE decreases gradually as the particle size increases and tends to be a fixed value about 9 mJ/g when the mean particle size is larger than about 100 μm. It means that 100 μm is a critical size above which powders flowability changes little; it is only below this critical size that powders flowability improves as the particle size increases.
The experimental results show different flow behaviors of pulverized coal under different flow modes. In this section, relationship between gravity-induced flow and mechanically forced flow will be discussed.
Fig. 10 shows the relationship between BFE and discharge rate of pulverized coal. In Fig. 10, the increase trend of discharge rate is slow at beginning and then quicken along with BFE. Especially, the near-perfect linear relationship later indicates that these two flow modes may show some similarities. Eqn. (3) expressed the relationship between the BFE and the discharge rate with the correlation coefficient R2 as high as 0.99.
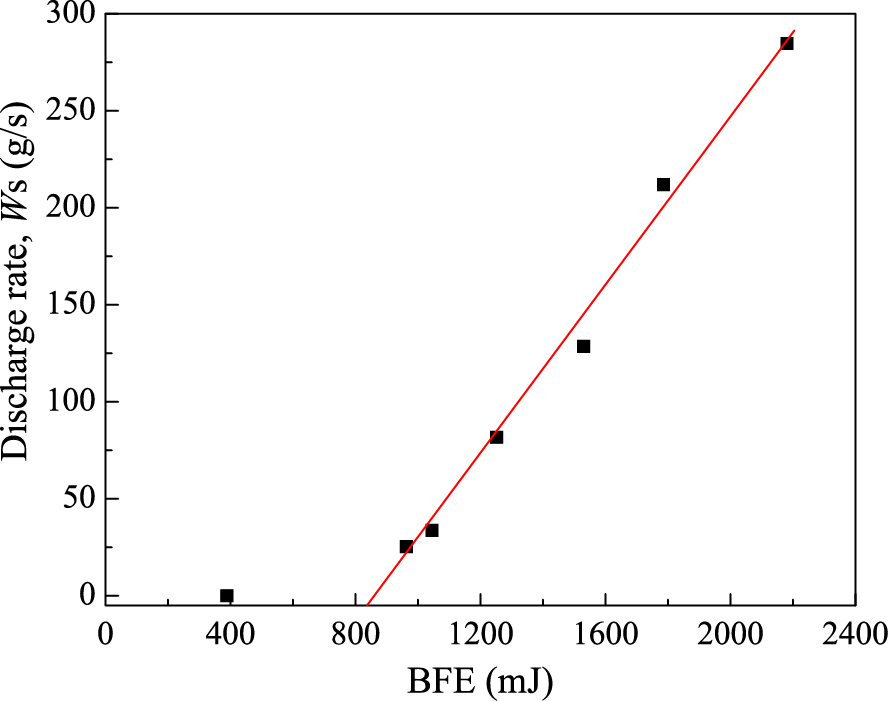
Relationship between BFE and discharge rate.
| (3) |
Submitting Eqn. (1) into Eqn. (3), then a critical value 43 μm of mean particle size can be obtained corresponding the zero discharge rate.
In BFE testing, the blade simultaneously rotates anticlockwise and moves downwards. The resistance experienced by the blade represents the difficulty of this relative particle movement, or the bulk flow properties of the powder bed. In discharge testing, discharge rate from a hopper can be expressed as Beverloo’s model, which is linearly related to the bulk density of powder. It means, both BFE and discharge rate are closely related to the bulk properties of the powder bed. As we know fine particles have a greater tendency to stick to one and another; they are more prone to forming agglomerates and tend to entrain a great deal of air, reducing its bulk density and making it potentially highly compressible. On the contrary, coarse particles always pack in a denser condition and have a higher bulk density as the interparticle force between particles becomes weaker (Abdullah and Geldart, 1999). Therefore, both discharge rate and BFE increase with the particle size, and a positive correlation between discharge rate and BFE was obtained.
Fig. 11 shows the relationship between SE and discharge rate of pulverized coal. The discharge rate decreases rapidly with SE until it reaches a certain value. In SE testing, the blade simultaneously rotates clockwise and moves upwards. The energies measured are more dependent on the cohesive and mechanical interlocking forces between the particles. Considering the demonstration of cohesive force on discharge above, it is concluded that both SE and discharge rate are closely related to the cohesion of powders. For fine particles, they have larger specific surface areas and stronger agglomerations, and the cohesive forces are more appreciable in comparison to the relatively large-size particles. With the rise of particle size, powder changes from cohesive state to more free flowing. Therefore, discharge rate increases but SE decreases with the particle, and a negative correlation between discharge rate and BFE was obtained.
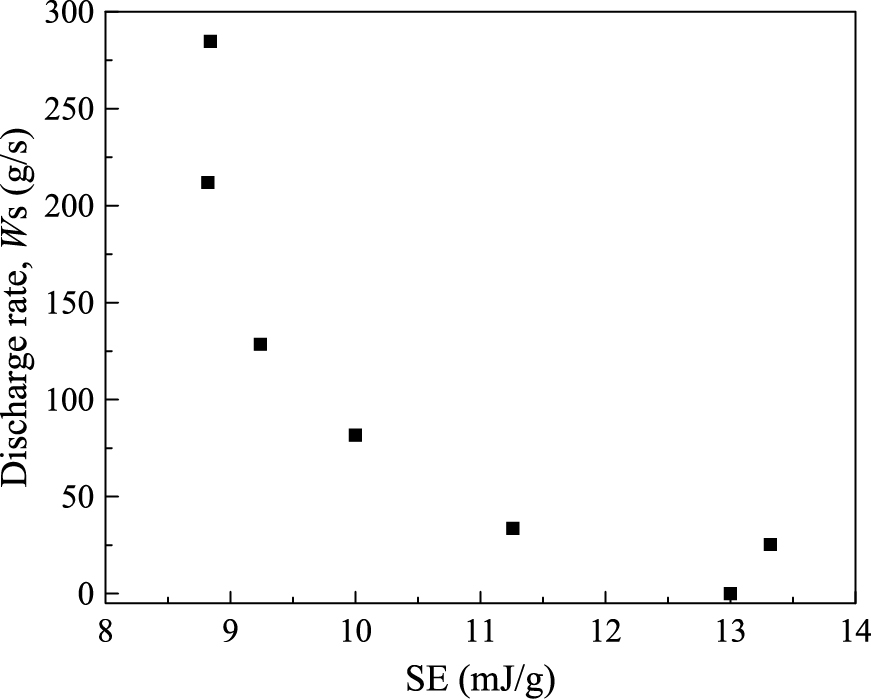
Relationship between SE and discharge rate.
In this section, dominated force between particles will be discussed to reveal the flow mechanism based on force analysis. However, considering the complicated forces during the flow in FT4 Powder Rheometer which may depend on the blade path, only the gravity-induced flow will be focused on here.
During the gravity-induced flow, a particle is acted upon by gravitational force (Wg), buoyancy force (Wb), drag force (Fh) and interparticle force (Finter) (Qian et al., 2001). It should be noted that, discharge experiments were carried out with the pulverized coal ranging the mean particle size from 18 to 224 μm. Spink and Nedderman (1978) considered that, for discharge in air, the motion of particles was significantly influenced by fluid resistance when the size smaller than 500 μm. Therefore, the drag force was taken into account.
In this work, pulverized coal is regarded as a collection of spherical particles. The gravitational force and buoyancy force on a spherical particle are
| (4) |
| (5) |
The “effective weight” of the particle can be therefore given by
| (6) |
If the relative velocity between a single particle and the surrounding fluid is u, then the drag force on the particle is defined by
| (7) |
At low Reynolds number, the drag coefficient CD is given by
| (8) |
| (9) |
The dominant interparticle force between two particles is the Van der Waals force. The Van der Waals force between two spherical and rigid particles of diameter d1 and d2 can be expressed as
| (10) |
Where A is Hamaker’s constant and δ is the distance between the two particles. Assuming that the particles have the same size, d1 = d2 = dp, Eqn. (10) becomes
| (11) |
Fig. 12 shows the influence of particle size on effective weight, drag force and interparticle force. It is a qualitative concept because it is hard to accurately calculate the drag force and the Van der Waals force. On one hand, the relative fluid-particle velocity is unknown. On the other hand, Eqn. (10)(11) are only applicable to the spherical and rigid particles, while the pulverized coal used is irregular. The calculation value of Van der Waals force seems much larger. Thus, we have not provided these data and only qualitatively discussed the change trend of each force. According to Eqn. (6)(9)(11), the effective weight is proportional to the third power of the particle size while both the drag force and the interparticle force are linearly related to the particle size. It can be seen clearly that, the effective weight increases steepest with increasing particle size and becomes the dominant force above a certain particle size (d’). On the contrary, for fine powder with a particle size smaller than d”, the interparticle force will play a vital role and govern the powder properties. When the particle size falls in between d’ and d”, the drag force will be predominant.
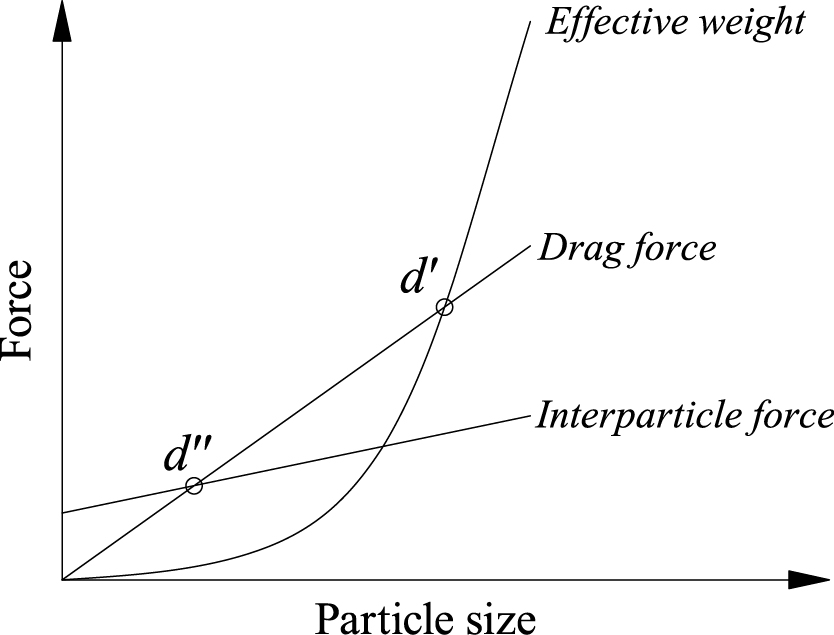
Influence of particle size on effective weight, drag force and interparticle force.
Fig. 12 and the discussion above can be used to well explain the region division in Fig. 6. In the gravity-induced flow, gravity is the driving force while drag force and interparticle force are resistance and contribute a more significant portion for fine powders. For large particles in mass-flow region, the gravity is large compared to the drag force and the interparticle force, and so large particles will have an individual mobility that will result in mass flow pattern. As confirmed in Fig. 2(b) that, the weight and the inertia of individual particles are much larger than the very weak Van der Waals forces in coarse pulverized coal. For intermediate particles in unstable-flow region, the fluid drag is dominate and can no longer be neglected, and the powder motion will be retarded by air resistance significantly. For small particles in arching region, the interparticle force between particles is large enough, resulting in high structural strength and poor particle mobility (Forsyth et al., 2002). As confirmed in Fig. 2(a) that, the Van der Waals force that causes individual particles to cling to one another is predominant in fine pulverized coal. In a word, discharge behaviors in Fig. 6 can be well explained by the model proposed by Qian et al. The predominant force is different in each region and responsible for the various flow behaviors of pulverized coal.
Combining Fig. 12 and experiments as well as discussions above, the characteristic particle sizes d’ and d” for pulverized coal might be obtained. From Fig. 9 and Eqn. (2), we can define a critical particle size of about 100 μm dividing powder flow into two types. From Fig. 8, Fig. 10 and Eqn. (1)(3), another critical particle size of about 40 μm (exact solution is 43 μm) can be calculated. It is considered that the characteristic particle sizes d’ and d” for pulverized coal are about 100 μm and 40 μm, respectively. These values would be very valuable and could provide a reference basis for the size selection of entrained-flow pulverized coal gasification.
In this paper, gravity-induced flow and mechanically forced flow were carried out, and the effect of particle size and flow mode on the flow behavior of pulverized coal was investigated.
From experimental observations it has been shown that the flow behavior of pulverized coal changes drastically within the broad range of particle sizes and different flow modes. With the increase of particle size, a progressive transition from blocking to unstable flow and to mass flow was found in the gravity-induced flow, while the flow resistance increased exponentially (BFE) for downwards testing and decreased gradually (SE) for upwards testing in the mechanically forced flow.
The relationship between different flow modes was discussed. BFE and discharge rate are closely related to the bulk properties of the powder bed, and a positive correlation between them was obtained. SE and discharge rate are closely related to the cohesion of powders, and a negative correlation between them was obtained. The flow mechanism of gravity-induced flow was revealed and well explained based on force analysis. The force dominating the flow properties of pulverized coal varies as the particle size increases. Further, two characteristic particle sizes of pulverized coal were obtained from experiments and discussions, which can provide a reference basis for the size selection of entrained-flow pulverized coal gasification.
This work was supported by the National Natural Science Foundation of China (21006027, 21206041), the Fundamental Research Funds for the Central Universities (WB1214012) and China Postdoctoral Science Foundation funded project (2012M520847). Especially, the authors thank the anonymous reviewers for their helpful suggestions on the quality improvement of this article.
Hamaker’s constant
AORangle of repose [°]
BFEbasic flow energy [mJ]
dpmean particle size [μm]
d1, d2particles diameter defined in Eqn. (7) [μm]
d’, d”characteristic particle size [μm]
CDdrag coefficient
Finterinterparticle force [N]
Fddrag force [N]
HRHausner ratio
SEspecific energy [mJ/g]
urelative fluid-particle velocity [m/s]
Wbbuoyancy force [N]
Weeffective weight [N]
Wggravitational force [N]
Wsdischarge rate [kg/h]
μfluid viscosity [Ps·S]
δdistance between the two particles [μm]
ρbbulk density [kg/m3]
ΡTtap density [kg/m3]
ρffluid density [kg/m3]
ρpparticle density [kg/m3]
Haifeng Lu
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/32_2015002_13.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
Haifeng Lu received his B.S and PH.D. from East China University of Science and Technology in 2007 and 2012, respectively. His research interests include powder technology and multiphase flows.
Xiaolei Guo
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/32_2015002_14.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
Xiaolei Guo received his B.S, M.S and PH.D. from East China University of Science and Technology in 2001, 2004 and 2010, respectively. His research interests include pneumatic conveying and coal gasification.
Yi Liu
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/32_2015002_15.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
Yi Liu is a graduate student in the Institute of Clean Coal Technology. He received his B.S from East China University of Science and Technology in 2012. His current research focuses on powder technology.
Xin Gong
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/32_2015002_16.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
Xin Gong, a Professor at East China University of Science and Technology and an expert on entrained-flow coal gasification. She received her B.S and M.S. from East China University of Science and Technology in 1982 and 1986, respectively. Her research interests include dense-phase flow, pneumatic conveying and coal gasification.