3. Current CaL research projects
During the last years, several research projects have been carried out worldwide with the aim of demonstrating the feasibility of the CaL process on a pilot scale, from a few kWth up to 2 MWth. Promising results from these projects are paving the way to scale up the process towards a demonstration stage under a relevant environment.
3.1 CO2 capture projects
i) SCARLET: Scale-up of calcium carbonate looping technology for efficient CO2 capture from power and industrial plants (2014–2017) (SCARLET EU project, 2014)
The SCARLET project, funded by the European Union’s Horizon 2020 research and innovation programme and recently finished, had the goal of validating the feasibility of the CaL technology in an upgraded 1-MWth pilot plant. Successful operation of the pilot plant and optimization of the process parameters was demonstrated, which has been used to provide essential information for scaling up the process to a future 20-MWth pilot plant.
ii) CEMCAP: CO2 capture from cement production (2015–2018) (CEMPCAP EU project, 2015)
CEMCAP was a project funded by the European Union’s Horizon 2020 research and innovation programme. It addressed the capture of CO2 from cement production by integrating the CaL process. CEMCAP aimed to leverage to Technology Reediness Level (TRL) 6 cement plants with a targeted capture rate of 90 %. Techno-economic results based on process simulations showed the cost of CO2 avoided lies between 42–84 €/t CO2 depending on the CO2 capture system.
iii) CLEANKER: Clean clinker production by Calcium Looping process (2017–2021) (CLEANKER EU project, 2017)
This project is also funded by the European Union’s Horizon 2020 research and innovation programme. In the same vein as the CEMCAP project, CLEANKER aims at demonstrating at TRL7 the CaL concept in a configuration integrated with the cement industry. Entrained flow technology is considered for the reactors.
iv) FLEXICAL: Development of flexible coal power plants with CO2 capture by Calcium Looping (2016–2019) (FlexiCaL EU project, 2016)
FLEXICAL project, funded by the European Research Fund for the Coal and Steel Commission, aims to develop novel flexible calcium looping systems that can work under several flue gas loads. To this end, two process options are tested on a pilot-scale: a highly load-flexible plant concept and an energy storage system using CaO/CaCO3 silos.
v) LEILAC: Low emissions intensity lime & cement (2016–2020) (LEILAC EU project, 2016)
This project is funded by the European Union’s Horizon 2020 research and innovation programme. The LEILAC project is based on the use of an entrained flow reactor to enable an efficient capture of CO2 from lime and cement production.
3.2 Energy storage projects
Below, several interesting projects about integrating the CaL process as TCES are summarized:
i) SOCRATCES: Solar calcium-looping integration for thermochemical energy storage (2018–2020) (Socratces Project, 2018)
The SOCRATCES project, funded by the European Union’s Horizon 2020 research and innovation programme, aims at exploring the feasibility of the CSP-CaL integration by erecting a pilot-scale plant that will serve to reduce the core risks of scaling up the technology as well as allow further understanding of the process integration.
ii) Carbon Dioxide Shuttling Thermochemical Storage Using Strontium (2014–2015) (Mei, 2015)
This project was awarded under the ELEMENTS program supported by the USA SunShot Initiative (DOE). The project was based on the calcination/carbonation of strontium-based carbonates, which would allow discharging the stored solar energy at very high temperatures (over 1000 °C), however, this can hardly be achieved with current CSP with tower technology. The much higher cost of the sorbent precursor (SrCO3) −$580/tonne (Jin et al., 2018) – as compared to a price of around $10/ton for natural limestone (Hanak and Manovic, 2017a) is a serious drawback for commercial expansion on a large scale.
iii) Regenerative Carbonate-Based Thermochemical Energy Storage System for Concentrating Solar Power (2015–2016) (Gangwal and Muto, 2017)
Within the ELEMENTS program, the Regenerative Carbonate-Based Thermochemical Energy Storage System for Concentrating Solar Power project was aimed at developing a TCES for CSP based on reversible gas-solids reactions of carbonate and silicate sorbent-based materials on a bench scale. Overcoming the multicyclic CaO deactivation was a key point of the project. A synthetic, highly refined and tailored reinforced CaO sorbent exhibited a very stable multicycle behavior with a residual sorbent capacity of around 0.3, although its use in practice would be conditioned by a considerable increase of material costs and technical issues in the Ca-based synthetic material fabrication.
iv) Demonstration of High-Temperature Calcium-Based Thermochemical Storage System for use with Concentrating Solar Power Facilities (2014–2018) (Muto and Hansen, 2019)
This project, funded by the APOLLO program (DOE), aimed to demonstrate a novel high-temperature calcium-based thermochemical storage system for use in CSP facilities, which is directly related to the CSP-CaL system. The results obtained are described in Muto and Hansen, 2019.
v) SOLPART: High-temperature Solar-Heated Reactors for Industrial Production of Reactive Particulates (2016–2019) (Flamant et al., 2018)
This project is funded by the European Union’s Horizon 2020 research and innovation programme. The main objective of the SOLPART project is to develop, at high temperature (800–1000 °C), a pilot-scale (30–50 kW) 24 h/day solar process suitable for supplying the thermal energy requirement for CaCO3 calcination by high-temperature solar heat (Flamant et al., 2018). Although this project does not consider thermochemical energy storage, its results are of utmost interest for the CaL process as they would expand the knowledge on solar calcination, high-temperature solar reactors, the transport of high-temperature solid materials and high-temperature thermal storage, all of which are fundamental for further development of the CaL process as a TCES.
4. Technology scale-up
The CaL process has been widely tested on a pilot scale (~2 MWth) as a post-combustion CO2 capture system (Hanak et al., 2015), while the first facilities are being developed to test it as a TCES system (Muto and Hansen, 2019; Socratces Project, 2018). Despite the promising preliminary results achieved on the pilot scale, several technological challenges must be overcome to permit scaling up the technology. The main technologies needed that are already available at commercial level as well as those under development are reviewed next.
4.1 Calciner
Achieving a proper calcination of particles is crucial for a highly efficient CaL process. When applied to capture CO2, calcination under a high CO2 partial pressure requires a temperature of around 930–950 °C to occur over short residence times (few minutes) (Perejón et al., 2016b). The high enthalpy of the reaction and the high reaction temperature involves supplying a high amount of energy to the calciner, which can be satisfied by means of oxy-combustion to ensure an almost pure CO2 stream at the calciner exit ready to be compressed and stored or reused. An important issue to be considered under these harsh calcination conditions is the enhanced CaO sintering, which negatively affects CaO conversion at the carbonator (Maya et al., 2018). To decrease the calcination temperature down to around 725 °C (Valverde and Medina, 2016), the CO2 partial pressure should be reduced by introducing a certain amount of inert gas in the reactor such as steam or helium (Berger, 1927) that should be separable from CO2. In the case of steam, CO2/H2O separation could be carried out by condensation, whereas if He is used, CO2/He selective membranes or Pressure Swing Adsorption (PSA) could be employed. In these cases, however, the energy penalty is increased as compared to calcination by oxy-combustion. Alternatively, calcination could be carried out under partial vacuum (Beruto et al., 2004), which, however, raises the level of complexity to avoid air leakages. Another option is to provide the heat for calcination in an indirect way through a heat transfer wall or heat pipes (Hanak and Manovic, 2017b). This option would avoid the need of oxy-fuel combustion, which contributes to most of the energy consumption in the CaL process (Ortiz et al., 2017b). On the other hand, heat transfer limitations are main challenges yet to be solved. The LEILAC project is currently assessing the possibility of providing heat through a heat transfer wall from natural gas combustion (Hills et al., 2017).
In general, a large-scale calciner should provide: i) enough residence time for particles to reach the target temperature and reaction completion; ii) fast calcination under the required conditions for each application; iii) good heat transfer coefficients; iv) minimization of thermal gradients and non-homogeneous conversion; v) prevention of particle attrition and agglomeration vi) proper management of elevated gas and particle flow rates.
Calcination is a well-known process on a large industrial scale since it constitutes the basis of cement production. The commercial reactor in this case is a rotary kiln, which consists of a steel tube with a length-to-diameter ratio in the range of 10–38:1 (Schorcht et al., 2013) with maximum working temperatures of ~2000 °C and scalable to large sizes (> 200 m long) in order to produce around 3600 tons/day (Schorcht et al., 2013). Usually, rotary kilns are coupled with particle preheaters where the gas effluent from the calciner at 1000 °C preheats the solids entering the kiln up to 700–800 °C. The existing knowledge on calcination on a large scale from the cement industry may play a key role for the development of the CaL process. In fact, the synergy between the cement industry and the CaL process has led researchers to investigate the integration of the CaL process in cement plants to capture the CO2 released during calcination in rotary kilns (De Lena et al., 2019). CO2 emissions from cement plants represent about 7 % of the total CO2 emission from large stationary sources (Romano et al., 2014).
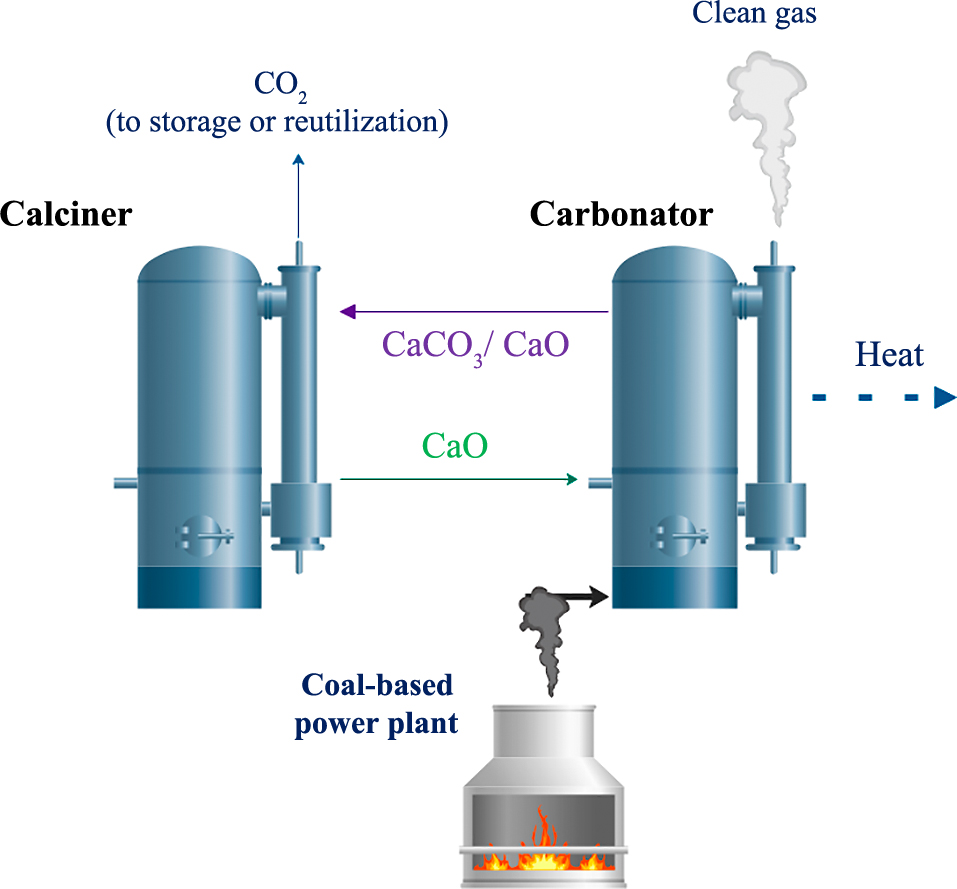
The CaL process for post-combustion CO2 capture was originally conceptualized as a system of two interconnected fluidized bed (FB) reactors (calciner and carbonator) operating at ambient pressure (Shimizu et al., 1999). To date, most of the process schemes and pilot test facilities are based on FB reactors including moving bed (MB), circulating fluidized bed (CFB) or bubbling fluidized bed (BFB) reactors (Hanak et al., 2015). FB reactors, which are widely used in industrial processes, provide a large gas-solids contact surface, thus enhancing heat/mass transfer (Yates and Lettieri, 2016). Fluidizability is critically conditioned by particle size (Valverde, 2013b). In the case of fine cohesive powders (dp < 30 μm), interparticle attraction forces prevail over hydrodynamic and gravitational forces (Castellanos et al., 1999), which leads to agglomeration, gas channeling and plugging phenomena that hinder uniform fluidization (Raganati et al., 2018). Fine particles, with a large surface-to-volume ratio, would, however, provide a high gas-solids contact if fluidizable. This represents an important advantage for the CaL process, as fast calcination is required. In its application for energy storage, the negative effect of pore-plugging during carbonation is minimized if fine particles are used, thus enhancing multicycle CaO conversion (Benitez-Guerrero et al., 2017a). A number of fluidization-assisting techniques have been proposed in the literature that could be employed to enhance the flowability of fine particles in the CaL process (Valverde, 2013b). Nevertheless, current commercial cyclones would not be able to trap particles elutriated in the fluidizing gas of a size below ~10 μm (Zhao et al., 2006).
Entrained-flow reactors, widely employed in the cracking industry (Chuachuensuk et al., 2013), can be an alternative technology to FB reactors for the calcination of fine particles and as such, reactors are being investigated for both CO2 capture and energy storage CaL applications in (LEILAC EU project, 2016) and (Socratces Project, 2018) projects, respectively.
Rotary kilns have been also proposed for CO2 capture as pilot-scale prototypes (Chang et al., 2013; Wang et al., 2010) (Fig. 4). In addition to the maturity and scalability of this technology, efficient heat-mass transfer and gas-solids contact are key advantages of rotary kilns. Moreover, the solids residence time can be accurately controlled by adjusting the kiln rotation speed (Abanades and André, 2018), which is critical to achieve efficient calcination in the face of unforeseen changes in reactor conditions, mainly temperature variations. Thus, an increase of reactor temperature (with unwanted effects such as promoting sintering) could be counterbalanced by increasing the amount of solids and/or reducing the solids residence time. As in the case of entrained-flow reactors, rotary kilns could be properly operated even for fine particles (Moumin et al., 2019).
4.1.1 Solar calcination
Solar calcination has attracted the attention of esearchers since the early 1980s (Badie et al., 1980; Flamant et al., 1980). Using concentrated solar power to carry out the calcination reaction would allow: i) to store solar energy by means of the CSP-CaL scheme (Chacartegui et al., 2016); ii) to reduce non-renewable fuel consumption in CO2 capture applications with added technical, economic and environmental advantages (Tregambi et al., 2015) and iii) to reduce the high energy consumption associated with the endothermic reaction in industrial processes (i.e. cement industry) (Flamant et al., 2018). Despite the huge potential of solar calcination, solar particle receivers still remain on the small demonstration scale (Moumin et al., 2019).
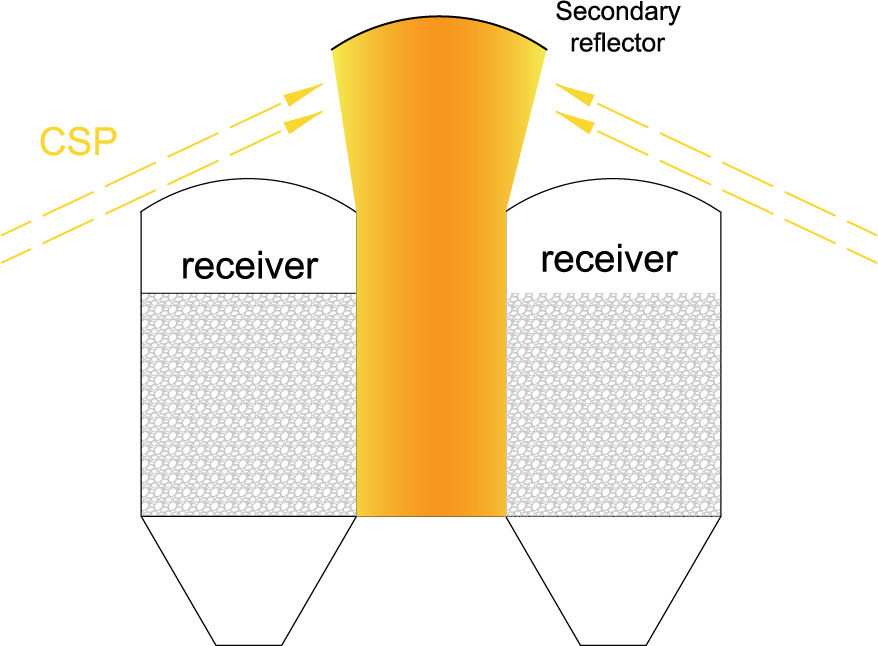
The main candidates such as solar calciners proposed are based on diverse technologies such as falling particle receivers (Ho, 2016), centrifugal reactors (Abanades and André, 2018) and fluidized bed receivers (Flamant et al., 1980). In general, solar particle receivers can be classified by the way particles are irradiated, either directly or indirectly. In the latter case, heated tubes or other receptors are used. A proper selection of the solar particle receiver to be used for carrying out the calcination of CaCO3 particles is dependent on a multitude of factors, mainly related to the reaction conditions (temperature, atmosphere composition, particle size) that determine the residence time required to achieve full decomposition. Solar receiver characteristics (thermal emittance, solar absorptance, etc.) and thermal properties of the CaCO3 and CaO particles entering the solar calciner also play a relevant role. CaCO3 has a poor solar absorptance (Flamant et al., 1980). Thus, indirect heating would be preferred for calcination (Ho, 2016). Since carbonation of CaO in the carbonator reactor would not occur completely, a mixture of CaCO3 and CaO solids would enter the solar calciner. CSP with tower technology is the most suitable system for integrating a solar-calciner because of the high temperature needed in the reactor close to the turning temperature of the calcination/carbonation reaction.
➢ Falling particle receivers
Falling particle receivers are based on the direct heating of particles that fall while being irradiated by a beam of concentrated solar energy flux. According to Ho, 2016, the most interesting features of falling particle receivers are: i) unlimited maximum solar irradiance (> 2000 kW/m2); ii) maximum temperature > 1000 °C; iii) thermal efficiency between 50–90 %, and estimated cost of about 125 $/kWt, which could be lower than molten salt receivers cost (Ho, 2016; Mancini et al., 2011). On the other hand, particle attrition is a critical issue that can be promoted in falling particle receivers. This technology seems to be scalable to 10–100 MWe power tower systems (Ho, 2016).
Several previous works have analyzed the main characteristics of falling particle solar receivers. Siegel et al. developed a 2-MWt on-sun test of a falling particle receiver. The performance model indicated that an 80 W/cm2 average flux will be required to achieve 900 °C given an inlet temperature of 600 °C (Siegel et al., 2010). When the particle mass flow is increased, the output temperature is decreased, albeit thermal efficiency is improved. A possibility to increase the particles’ residence time is to recirculate the hot particles into the curtain (Christian and Ho, 2013; Ho et al., 2013). Another possible strategy to raise the particles’ outlet temperature is to hinder the flow of falling particles by using chevron-like meshes (Mehos et al., 2017). Ho et al. (Ho et al., 2016) studied the performance of a 1-MWth high-temperature falling particle receiver in an on-sun test with continuous recirculation. Ceramic particles (with notably higher absorptance than CaCO3) were used in the test. The peak particle temperatures reached were over 700 °C with a thermal efficiency of ~65 % (Ho, 2016).
Falling particles receivers have a promising future because of their scalability potential, good performance and lower complexity than other solar particle receivers. However, pilot-scale experiments using CaCO3 particles are still being performed to properly evaluate the potential of these receivers for the CSP-CaL integration.
➢ Centrifugal particle receivers
Since rotary kilns are currently used to carry out calcination on a very large scale, this technology is especially interesting for the CSP-CaL integration. Nevertheless, for its use as a solar receiver, the rotary kiln must be properly adapted to enable heating by concentrated solar irradiation.
The main advantages of rotary kilns for solar calcination are (Abanades and André, 2018): i) adjustable residence time of particles by controlling the tube rotational speed and tilting angle; ii) high temperatures achievable in the cavity; iii) solids conversion in continuous mode and in a controlled atmosphere; iv) uniform radial heating; v) good heat transfer thanks to the direct contact of the rotating particle bed with the hot tube walls; vi) possibility of operation in co-current or counter-current flow, which allows solids preheating by the exhaust gas. A calciner based on a solar rotary kiln technology was proposed as early as 1980 by Flamant, Badie et al. (Badie et al., 1980; Flamant et al., 1980). The reactor is almost horizontal, with an inclination of 5° to facilitate particle transport. These works highlighted the relevance of the radiative properties of the solar reactor. A thermal efficiency of 0.1–0.3 was achieved with a maximum calcination conversion of 0.6 by using a 2-kWt solar furnace reactor with a total absorptance of about 0.9–1 due to the cavity effect. Excellent transfer coefficients between the bed and the internal wall were reported. Meier et al. developed two 10-kWth solar reactors to investigate solar calcination. One of them was directly irradiated (Meier et al., 2004) while the other one was irradiated indirectly (Meier et al., 2005). Maximum conversion efficiencies of 20 % and 38 % were achieved for directly and indirectly heated solar reactors, respectively, with a solar flux input of 2000 kW/m2. For the directly irradiated reactor, the typical efficiency obtained in several tests reached 13 % while the maximum efficiency was about 20 % (Meier et al., 2004).
An indirectly heated reactor design seems especially interesting for the CSP-CaL integration since CO2 emissions are avoided. The indirectly heated reactor proposed by Meier at al. (Meier et al., 2005) consists of a tilted cylindrical steel drum with ceramic insulation. In this case, an adequate gas conveying system is needed to ensure proper gas circulation across the receiver. Typical reactor overall efficiencies vary between 25.2 and 34.8 %, depending on the rotational speed (8–18 rpm), mass flow rate (2–8 kg/h), and particle size (2–3 mm) (Meier et al., 2005).
Main reactor energy losses are caused by re-radiation (13.6 %), conduction (20.5 %), and sensible heat of the products (20.2 %), whereas the remaining losses (14.2 %) are mainly due to loss of material and convection heat losses. In this case, an improved reactor design incorporating a recovery thermal energy system and minimizing heat loss by convection and conduction would raise efficiencies up to 70 %.
➢ Fluidized bed receiver
Fluidized bed (FB) reactors display higher thermal inertia than rotary kilns. Therefore, continuous operation is improved in the former, as the thermal regime can be maintained in the case of small fluctuations of solar radiation (Flamant et al., 1980). Both rotary kilns and FB reactors have the potential for rapid employment since the technologies on which they are based are already mature in the cement industry and FB-boiler manufacturing, respectively.
Flamant et al. (Badie et al., 1980; Flamant et al., 1980) proposed an FB reactor to carry out the CaCO3 decomposition. The total absorptance of the fluidized bed depends on both the particle emittance and the bed physical properties (porosity, particle size, fluidization regime) (Flamant et al., 1980). Salatino et al. (Salatino et al., 2016) analyzed the thermal performance of a bubbling fluidized bed of sand particles to store energy from CSP in a sensible form. To evaluate the hydrodynamics of the process, a near-2D fluidized bed prototype was constructed (Migliozzi et al., 2017). The use of compartmented dense gas fluidized beds was proposed by Chirone et al. (Chirone et al., 2013) (Fig. 5). These compartments are: i) the receiver, located around the cavity through which concentrated solar rays enter by means of a beam-down technology; ii) the heat exchanger section, where the sensible heat of solids is released to a steam cycle; and iii) storage. Dynamic simulation results showed an overall thermal efficiency of up to 71 %. This study set the bases for the construction of a 100-kWt solar FB prototype within the SOLTESS project (Chirone et al., 2013).
A SOLTESS pilot-scale plant could be suitable to attain the calcination of limestone, since the achievable temperatures reached 900 °C. Using CaCO3 instead of sand, or a mixture of both, would allow storing energy in both sensible and thermochemical form as proposed in Valverde, 2015.
Summarizing, in addition to particle size effects, the existence of thermal gradients and the uncontrollability of the flux profile across the reactor are important challenges to be solved in both solar and non-solar calciners. In particular, solar calcination has specific issues to scale up such as: i) transfer losses in the high-temperature solar receiver, particularly re-radiation losses; ii) heat transfer to particles by radiation and iii) problems derived from thermomechanical stresses imposed on the solar receiver.
4.2 Carbonator
A proper design of the carbonator reactor is critical to ensure an adequate reaction between CaO and CO2, either to release the stored energy in TCES schemes or to capture CO2 from the flue gas in non-renewable power plants. Unlike calcination, carbonation does not occur completely in the required short residence. Typically, limestone-derived CaO conversion reaches a residual value after a few cycles below 0.1 at conditions for CO2 capture (Abanades, 2002). Remarkably, CaO conversion is highly dependent on the reaction conditions (Benitez-Guerrero et al., 2017b) and the particles’ residence time in the carbonator (Perejón et al., 2016a). This shows the importance of a correct sizing of the carbonator so that the particles can react appropriately during a certain time of residence, which will enhance the efficiency of the reaction (Ortiz et al., 2015).
A large-scale carbonator must provide: i) enough residence time of the particles to reach the target temperature and allow for a satisfactory carbonation conversion; ii) small thermal gradients and non-homogeneous conversion; iii) homogeneous heat transfer to the reactor’s wall; iv) small temperature differences between solids entering the reactor and the carbonator temperature to avoid reactor cooling and the consequent reaction stop, and v) low level of particle attrition and agglomeration.
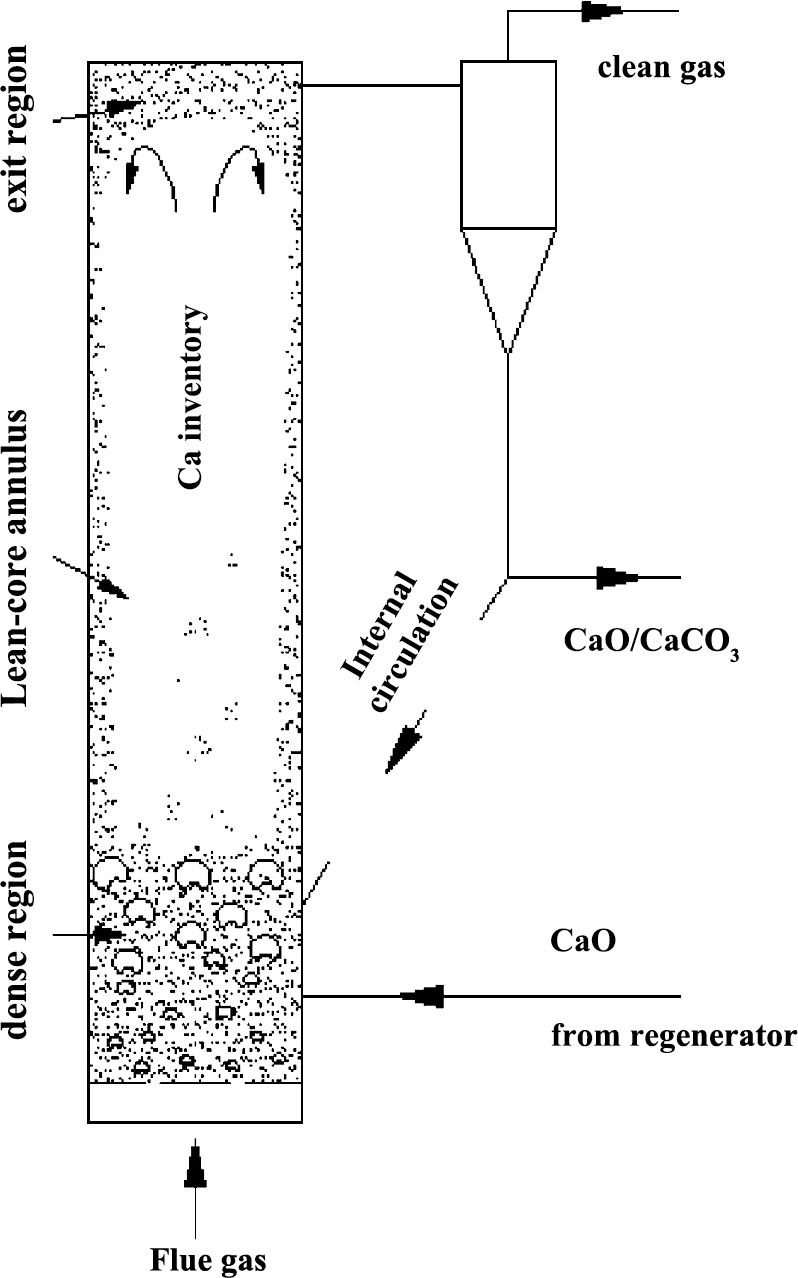
Similarly to the calciner, most of the carbonators proposed are based on FB reactors (Hanak et al., 2015). Fig. 6 shows a schematic of a typical CFB carbonator reactor. High carbonation efficiencies (~90 %) (Romano, 2012) are achieved due to the good mass and heat transfer coefficients achieved using fluidization. High-intensity acoustic fields could improve the carbonation efficiency (Valverde et al., 2013), allowing even fluidization of cohesive particles. This issue is analyzed, together with other assisting methods for fluidization in Raganati et al., 2018. Nevertheless, fluidization-assisting techniques for improving fluidization and carbonator efficiency have been tested on a lab scale. Additional effort is required to bring these options to large-scale FB reactors. The carbonator on a large scale for post-combustion CO2 capture is characterized by a large size (volume ~18 m3/MWe; solids inventory ~1300 kg/MWe (Romano, 2012)). In contrast, in a 100-MWth CSP-CaL plant, the carbonator size could be significantly reduced (128–234 kg/MWe) (Ortiz et al., 2018b) because of the enhanced kinetics and the higher multicycle CaO conversion at conditions for energy storage (Benitez-Guerrero et al., 2017a; Kyaw et al., 1998).
The use of entrained flow reactors has already been developed for carbonation on a pilot scale. This type of reactor is employed in the cracking industry (Chuachuensuk et al., 2013) with the possibility of handling fine particles that are difficult to fluidize in FB reactors. In the CSP-CaL integration, the use of fine particles would serve to achieve a notably higher CaO conversion under TCES typical conditions (high CO2 partial pressure and high temperature at the carbonator) (Benitez-Guerrero et al., 2017a). In these conditions, carbonation is mainly limited by pore plugging, which hinders the multicycle conversion of CaO particles larger than about 50 μm (Benitez-Guerrero et al., 2017a). Moreover, an entrained flow carbonator could be more favorably integrated in cement plants due to the typical small size of particles used in the production of cement (Plou et al., 2019). CO2 capture efficiencies obtained in a kW-scale prototype are over 90 % for a Ca/CO2 molar ratio of 5 and solids residence times just lower than 5 s (Plou et al., 2019). On the other hand, the heat transfer coefficient in the entrained flow reactor would be in the range of 100–200 W/m2K (Ma and Zhu, 1999), which is remarkably low compared to FB reactors (500–800 W/m2K) (Li et al., 2016; Zhang and Koksal, 2006). Therefore the heat transfer between the cloud of gas and particles and the reactor wall has a critical relevance in this type of reactor that must be optimized. The heat transfer rate in the downer is closely related to the system hydrodynamics, the solids suspension density being the most influential factor (Ma and Zhu, 1999). Axial distribution of the average heat transfer coefficient of around 150 W/m2K was found in (Ma and Zhu, 1999). The higher the solids hold-up, the higher the heat transfer coefficient.
In a recently published work (Turrado et al., 2018), the carbonation was tested in a 6-m-long and 0.1-m-diameter downer reactor for CO2 capture, where particles are injected at the top of the carbonator and move downwards together with the gas. Considering just 3 seconds for the solids residence time, the carbonation degree was around 0.06 under a 15 %v/v CO2 atmosphere (typical concentration for post-combustion CO2 capture). The authors found that the higher the CO2 concentration, the higher the reaction rate, which is a relevant observation for CSP-CaL integration according to the proposed configuration in Ortiz et al., 2018b, where carbonation takes place under a pure CO2 atmosphere. Researchers at the University of Ohio tested a 120-kWth pilot plant in which the carbonator was an entrained bed operated at 450–650 °C (Wang et al., 2010). A test campaign was performed to assess the simultaneous capture of CO2/SO2 released by fuel combustion. The gas entering the reactor was preheated to the carbonator temperature by means of auxiliary heaters. Results showed almost 100 % CO2 capture levels (Ca:C mole ratio of 1.6) by using particles of mass median diameter (D50) of 3 μm. The capture efficiency was decreased using larger particles due to the lower reactivity (particles of sizes in the range 3–600 μm were tested). As expected, the higher the particle residence time, the higher the conversion. A similar carbonator configuration was tested at Cranfield University (Hanak et al., 2015). They also found that carbonation was enhanced as the particle size was decreased, which was attributed to the increase of the surface-to-volume ratio.
De Castilho and Cremasco compared the performance of downer and riser reactors (De Castilho and Cremasco, 2012). Downer reactors present a more uniform flow in both radial and axial profiles. At the entrance of the downer, the flow is less complex and more predictable in the center next to the solids feed (De Castilho and Cremasco, 2012). Particle velocities are higher in downer reactors and are more diluted (Bolkan et al., 2003), which has to be carefully assessed in the carbonator design. A 1D model of an entrained flow carbonator was proposed in Spinelli et al., 2018, and is currently being developed on a pilot scale within the SOCRATCES project (Socratces Project, 2018) to analyze the reactor behavior in the CSP-CaL integration.
Typically, carbonation reactors are tested/simulated at ambient pressure for post-combustion CO2 capture (Dean et al., 2011). On the other hand, carbonation under pressure (3–5 bar) would improve the thermochemical energy storage efficiency by the direct integration with a CO2 Brayton cycle (Chacartegui et al., 2016; Ortiz et al., 2017a).
4.3 Power cycle
The high enthalpy of the exothermic carbonation reaction and the high reaction temperature require optimizing the energy integration to maximize the process efficiency. In the carbonator, it is crucial to extract the carbonation heat released not only for enhancing power production but also for keeping the reactor at the desired temperature and avoiding its increase to the equilibrium temperature, which would stop the reaction (Ortiz et al., 2018b).
As usual in power block technology, the power cycle to be integrated with the CaL process should be characterized by: i) a high efficiency (~45 %), taking advantage of the high temperature heat source (650–1000 °C depending on both the CO2 partial pressure and the absolute pressure in the reactor) (Alovisio et al., 2017); ii) the use of turbomachinery available on a commercial scale; iii) the integration of high-efficiency heat exchangers (even for solids-based configurations) to take advantage of the heat released during the CaL process; iv) minimum cooling and heating consumption from utilities, and v) water consumption for cooling to be as low as possible. Air cooling would be preferred in CSP-CaL integration.
A Rankine power cycle has been proven to be especially suitable for CaL-based CO2 capture to take advantage of the heat released during carbonation (Perejón et al., 2016b). Rankine cycle technology is well known as it is the basic technology for both renewable and non-renewable power production, which minimizes implementation risks. Moreover, the current Rankine cycle state of the art shares some synergies with the carbonator reactor. High efficiencies were reached by integrating a supercritical steam Rankine cycle (Stein and Buck, 2017), which is currently commercially used in fossil-based plants with capacities higher than 400 MWe. Several process schemes have been proposed to analyze the potential of integrating a Rankine cycle into the carbonator (Hanak and Manovic, 2017b; Martínez et al., 2011; Ortiz et al., 2016a; Romano et al., 2012; Romano, 2013).
A supercritical steam cycle integrated into the CaL process was proposed in Romeo et al., 2008, which achieved a thermal-to-electric efficiency as high as 40.4 % with a reduced energy penalty (4.5 %). A detailed pinch analysis on the retrofitting of a supercritical steam coal power plant was presented in Romeo et al., 2010. Recently, a supercritical CO2 Brayton cycle was proposed to be integrated for the decarbonization of coal-fired power plants (Hanak and Manovic, 2016). It was possible to reduce the proposed supercritical CO2 cycle by 1 % points of the energy penalty of the CO2 capture process compared to the supercritical Rankine cycle-based-plants (Hanak and Manovic, 2016), although it must be taken into account that supercritical CO2 technology has not yet reached commercial maturity.
In contrast with integrating the CaL process in non-renewable power plants, in which the steam power cycle technology proposed is the same as in non-retrofitted plants, the integration of the CaL process in CSP plants as a TCES system could be compatible with a substantial change in the power cycle. Most of the commercial CSP plants are based on a sub-critical Rankine cycle process (Siva Reddy et al., 2013). Typical live steam operation conditions are (T < 540 °C; 100 bar) (NREL, 2017). This usually involves a cycle efficiency lower than 38 % (NREL, 2017), leading to an annual solar-to-electricity conversion efficiency in the overall plant below 20 % (Yogi Goswami, 1998). The power cycle efficiency can be enhanced by integrating high-temperature (> 650 °C) Brayton cycles, which requires higher heat temperatures in the thermodynamic cycle (Stein and Buck, 2017). In the case of the CSP-CaL process scheme, the most efficient configuration is by directly integrating a CO2 closed cycle (Alovisio et al., 2017; Ortiz et al., 2017a). The CO2 entering the carbonator in this case should be well above the stochiometric needs in such a way that the excess CO2 exiting the carbonator passes directly by a gas turbine for power production. Thus, the heat of the carbonation reaction is directly delivered to the power cycle (gas turbine) by using CO2 as HTF. According to Chacartegui et al., 2016, the optimum pressure ratio (carbonator to outlet turbine pressures) is around 3.2 bar by considering a carbonator temperature of 875 °C, which leads to plant efficiencies above 45 % (without considering solar receiver losses). Other potential power cycles were analyzed (Ortiz et al., 2017a), including direct and indirect integration of Rankine cycles, supercritical CO2 cycles and combined cycles.
4.4 Solids storage
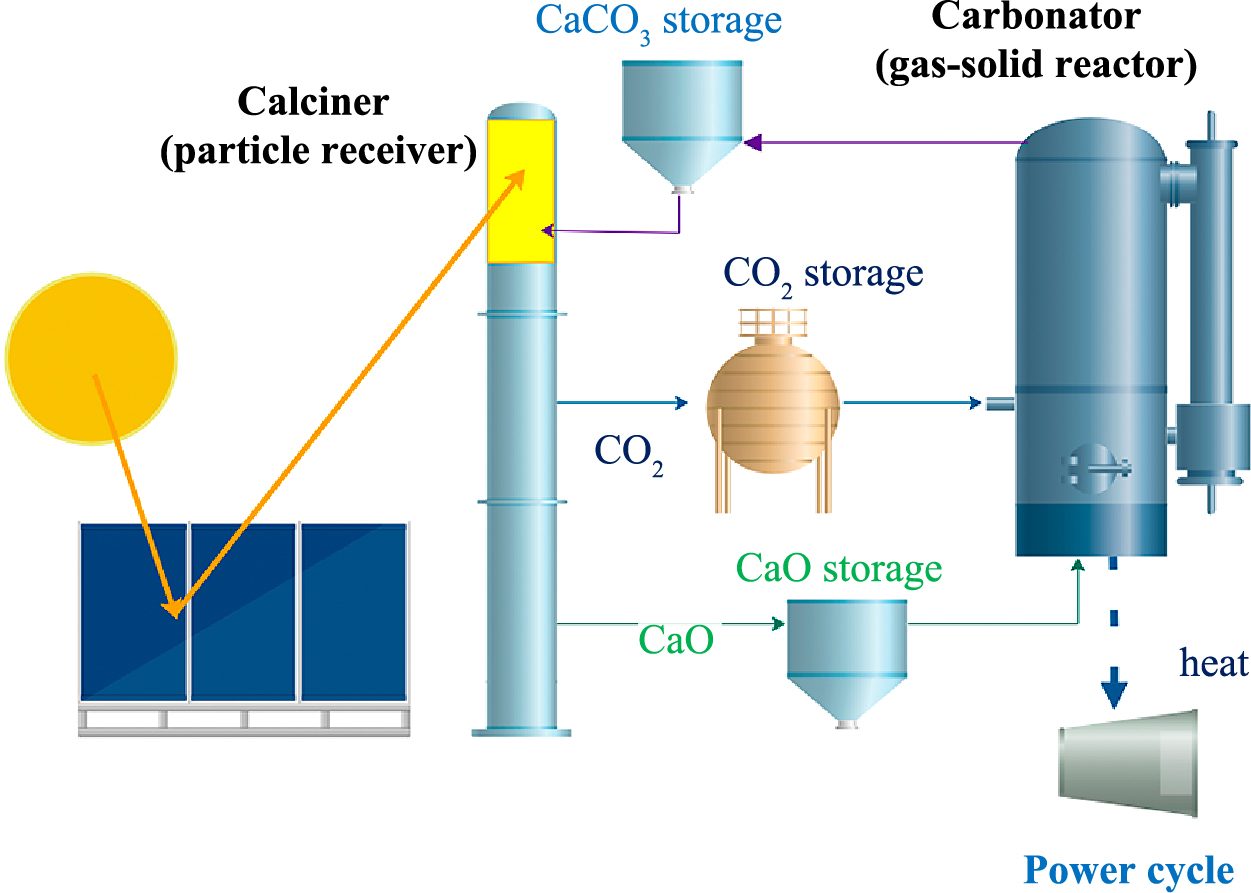
Material storage is a key element for the CaL process as a TCES. Previously proposed CSP-CaL integrations include at least three storage vessels for the streams coming from the calciner (CaO and CO2 vessels) and for the admixture of solids (CaCO3 and unreacted CaO) exiting the carbonator (Fig. 3). Moreover, the use of solids storage tanks in the CaL process integrated as a post-combustion CO2 capture system could improve the plant efficiency and reduce CO2 emissions by adapting the CaL operation to the power plant demand (Astolfi et al., 2019; Criado et al., 2017).
A proper sizing of the storage vessels plays a fundamental role in the CaL integration as a TCES system. A guideline about storage sizing can be found in Bayon et al., 2018. Depending on the energy release criterion, the plant can be configured as a peaker (< 6 h of storage), intermediate or baseload plant. Despite the fact that long-term energy storage is a key advantage of TCES systems (Pardo et al., 2014), it was possible to operate the energy storage at high temperatures (Ortiz et al., 2018a) with a similar solar multiple as in current molten salts-based power plants (Casati et al., 2015). High-temperature storage simplifies the CSP-CaL process scheme. Smaller storage tanks than in molten salts plants are expected due to the higher energy storage density in the CaL process. Regarding CO2 storage, the preferred option is to store it at high pressure (up to 75 bar) in order to guarantee liquid CO2 storage conditions (considering storage at ambient temperature), and therefore reducing the storage volume (Chacartegui et al., 2016). Recently, it has been proposed to store the CO2 at atmospheric pressure (thus avoiding CO2 compression and therefore increasing the process efficiency) in huge vinyl buildings (Muto and Hansen, 2019).
On a large scale, the storage system should accomplish the following characteristics: i) storage size as small as possible (to reduce costs) while ensuring sufficient storage to meet the operating plant criteria; ii) proper filling regulation and safety operation of the CO2 gas vessel; iii) minimum cooling consumption from utilities; iv) ensure an adequate atmosphere inside the CaO storage tank to avoid carbonation, which would reduce the energy released to the power cycle; v) high-temperature solids handling devices and lock hoppers if needed.
From a techno-economic perspective, the system must have the highest energy density possible, which allows maximizing storage capacity. In this regard, it is important to address the size of the vessels needed for solids storage, which determines capital costs. To this end, a recent work (Ortiz et al., 2018a) proposed an equation to estimate the energy density of the system considering the particles’ porosity and their packing density, process characteristics (pressure and temperature in the reactors and storage vessels) and conversion efficiency.
Most important factors for the solids storage vessel are:
-
• Capacity: to cover the expected dispatchability of the plant.
-
• Discharge rate: the storage vessels must deliver the material to a downstream process (calcination/carbonation) at a required rate.
-
• Solids cohesiveness: prolonged contact between the stored particles under consolidation stresses possibly at high temperature and in the presence of moisture, which enhances interparticle attractive forces (Durán-Olivencia et al., 2020; Valverde, 2013b). Moisture migration, aging and recrystallization may lead to dramatic gains in cohesive strength, agglomeration of smaller particles into larger ones, or caking (Prescott and Barnum, 2000). External forces such as vibrations induced during transportation, expansion and contraction resulting from temperature changes can also significantly enhance consolidation. As a result, an increase of the solids cohesiveness can hinder discharge from the container due to arching or ratholing.
-
• Attrition: the porous CaO formed upon calcination results in a friable solid (Blamey et al., 2010). Attrition of particles must be properly addressed.
-
• Safety and environmental concerns: determine explosion or burning risks and adopt adequate explosion/fire-protection measures. Determine whether contaminants, atmospheric gases, humidity, and temperature can adversely affect the material stored.
Solids conveying results are crucial for the CaL process feasibility due to the large amount of solids, in some cases at very high temperature and under reactive (CO2) atmosphere, that must be moved in a large-scale plant. CaO particle transportation from the calciner to the storage tank and then to the carbonator is a key issue. Carbonation of the particles must be avoided outside the carbonator which requires a controlled atmosphere in both conveying systems and storage tanks. A solution is to replace the CO2-rich atmosphere at the calciner exit by a nitrogen atmosphere (system inertization), allowing to reduce the temperature for storage without carbonation.
On a large scale, the solids and gas handling devices must: i) be effective, continuous and reliable, and ii) avoid particle segregation by size. Particles tend to congregate towards the middle, while larger ones fall to the outside (Maynard, 2013; Mehos and Maynard, 2009). Another key requisite is ensuring a low energy consumption. Typical values of consumed energy for the CaL process can be estimated in the range of 3–5 MJ/ton each 100 m (Mills, 2003).
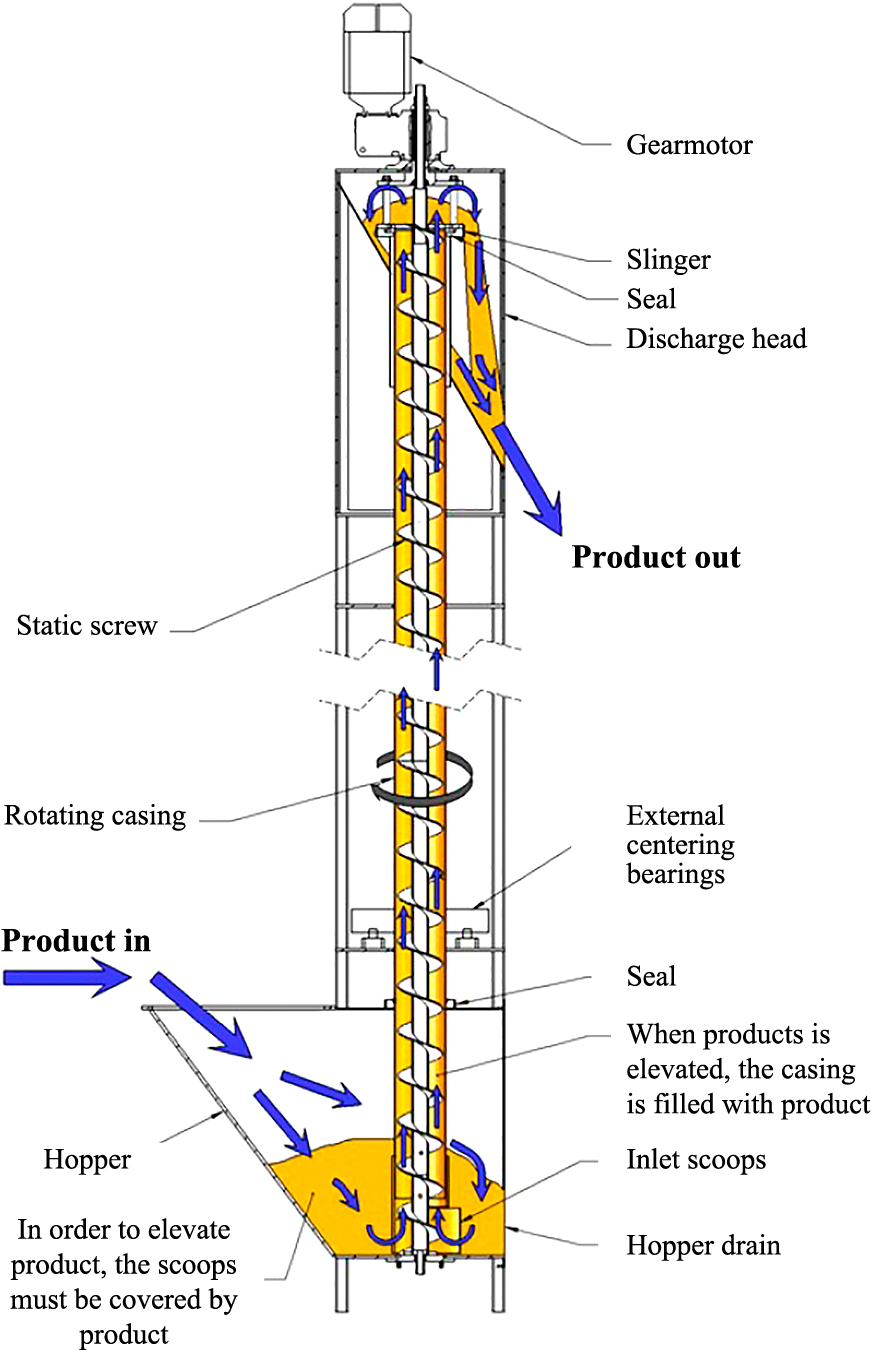
Available technologies to transport high-temperature particles up and down the receiver include mine hoists, bucket elevators, pocket elevators, screw conveyors, pneumatic conveyors, conveyor belts, cleated conveyor belts, metallic belted conveyors, masses elevators, bucket wheels, linear induction-motor-powered elevators and electromagnetic field conveyors (Ho et al., 2013). An OLDS elevator (Fig. 7) is a vertical screw conveyor which seems suitable to be integrated in the CaL process for high-temperature solids elevation, especially if the calciner is located at the top of a solar tower receiver.
Mechanical systems normally have a higher investment cost but a much lower operating cost than pneumatic transport systems (Schorcht et al., 2013). Pneumatic conveying is a well-known technology used in many applications such as the cement and lime industry (Mills, 2003). Therefore, it could expect to be feasible for the CaL process, even if fine particles are employed.
Belt conveyors are cost-effective only when there is a relatively high production rate and the transport distance is long (De La Vergne and Mcintosh, 2000). Many types of feeders exist for belt conveyors, but the most common is the vibrating feeder. Screw feeders have been proposed for the CaL process (European Commission, 2016; Hilz et al., 2017; Zhao et al., 2013), with particles size as small as ~30 μm. One of the key parameters to calculate the volumetric characteristic curve of the screw conveyor is the trajectory angle of particle motion, which affects the filling rate and the theoretical maximum mass flow rate. Several correlations, validated against commercial screw conveyors, predict the fill rate as a function of the rotation velocities and pitches, as well as the outlet mass flow rate as a function of the inclination angles, rotation velocities and pitches (Li et al., 2018).
Solids feeders (hoppers) are critical when using fines due to agglomeration (Turrado et al., 2018). Typical problems with solids hoppers when using cohesive particles are arching or ratholing (Maynard, 2013; Mehos and Maynard, 2009). These effects might give rise to the pulsed inputs of solids (erratic flow) instead of stable flows. According to Turrado et al., 2018, 50 μm is the minimum size of the particles that allows a continuous and controlled flow of solids to be fed into the drop-tube reactor. An option to improve the feeder performance could be to introduce a fluidizing gas at the bottom of the hoppers to ensure mass flow operation by avoiding core flow. Rotary airlocks are important for a dilute-phase system. They enable solids to be fed at a controlled rate into the gas stream (Mehos and Maynard, 2009). This system could be used in the calciner and carbonator to bring into contact both streams (gas and solid particles).
Since gas and solids are stored separately, a separation system must be considered in the plant. At the outlet of the calciner and carbonator, cyclone separators could be used as primary separation devices for relatively coarse particles, with a fabric filter downstream (depending on the particle temperature) in order to remove fine particles (< 20 μm) from the CO2 flow.
4.6 Heat exchangers
An efficient use of the heat from the different hot streams is critical for the process efficiency. In the case of the hot CO2 stream exiting the calciner, a gas-gas heat exchanger as a heat recovery steam generator (HRGS) within a secondary steam cycle could be employed, which would generate enough power to carry out CO2 compression (Ortiz et al., 2018a). Another possibility is to use solids-gas heat exchangers to release energy from the hot CO2 stream for preheating the CaCO3 particles entering the calciner (Chacartegui et al., 2016).
Suspension preheaters are well-known technology in the cement industry as gas-solids heat exchangers. The exhaust gases from the calciner flow through the cyclone stages from bottom to top. Particles are added to the exhaust gas just before the uppermost cyclone stage. They are separated from the gas in the cyclones and re-join it before the next cyclone stage (Schorcht et al., 2013). By using this solids-gas heat exchanger, the same exit temperature of the gas and solids streams is achieved from a co-flow arrangement with a considerably high contact surface. Suspension preheaters usually have between four and six cyclone stages, which are arranged one above the other in a 50–120-m-high tower (Schorcht et al., 2013). Due to high level of maturity of this technology, it seems an optimum choice to carry out both CaCO3 particle preheating in the calciner side and particle cooling in the carbonator side.
The grate preheater is another well-known technique in the cement industry. Particles are fed onto a horizontal grate which travels through a closed tunnel. A fan draws the exhaust gas from the calciner into the top of the preheater. The temperature of the gas could be reduced from > 1000 °C to 150 °C while solids would be heated up to 700–800 °C (Schorcht et al., 2013). Another possible solids-gas direct heat exchanger was proposed by Shimizu et al. (Shimizu et al., 2004). This heat exchanger is an axial flow cyclone in which a quasi-counterflow heat exchange is realized to recover the heat carried by the particles. By using this design, an outlet gas temperature much higher than the particle outlet temperature could be attained. Fluidized bed designs are also a possibility to perform solids-gas heating with high heat transfer coefficients (up to ~600 W/m2-K), but have a higher parasitic power consumption and heat losses associated to fluidization (Ho et al., 2017).
Several solids-solids heat exchangers have been proposed to transfer heat between the CaO solids stream exiting the calciner and the CaCO3/CaO mixture coming from the carbonator, such as a cyclonic preheater (Martínez et al., 2013) or a mixing seal valve (Martínez et al., 2014). To avoid recarbonation of CaO during the cooling process, which notably affects the multicyclic conversion (Valverde et al., 2014), an indirect contact solids–solids heat exchanger with one intermediate heat transfer fluid recirculated within the bulk of both solids could be employed, although this equipment is not fully developed yet on a large commercial scale.

 https://ror.org/03yxnpp24
https://ror.org/03yxnpp24 


;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/38_2021005_08.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/38_2021005_09.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/38_2021005_10.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/38_2021005_11.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)
;%0A%09%09%09newWindow.document.open();%0A%09%09%09newWindow.document.write('<img src=%22./Graphics/38_2021005_12.jpg%22>');%0A%09%09%09newWindow.document.close();%0A%09%09)