-
Ryosuke Kainuma
Article type: Overview
2018Volume 59Issue 3 Pages
327-331
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
In this paper, the progress on shape memory alloys (SMAs) for the past 10 years was reviewed and research trends in the field were briefly introduced. Especially, basic properties in some novel alloys, such as the ductile Cu-Al-Mn SMA, ferrous superelastic alloys and Ni-Mn-based metamagnetic SMAs are focused on and the superelastic behavior at cryogenic temperatures in some SMAs, such as TiNi and Ni-Co-Mn-In alloys, was introduced.
This Paper was Originally Published in Japanese in Materia Japan 56 (2017) 151–155. Some comments on size effect and micro pillar are added with the related literatures to this paper in Sec. 7
View full abstract
-
Yoshihiro Gohda, Yasutomi Tatetsu, Shinji Tsuneyuki
Article type: Review
2018Volume 59Issue 3 Pages
332-337
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 19, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
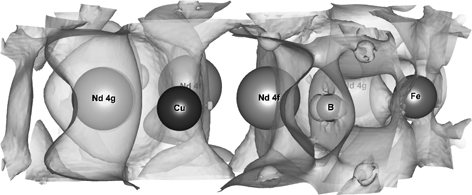
A fundamental understanding of microstructures is indispensable in improving neodymium-magnets performance at high temperatures. Thus, it is of significant importance to clarify atomic structures and local magnetic properties of interphase interfaces in microstructures, based on electron theory. We studied interfaces between the main phase of neodymium magnets, Nd2Fe14B, and a subphase NdOx using massively parallel first-principles electronic-structure calculations with the K computer. As well as the known Cu-addition effect on wettability improvement in metallic Nd subphase, we recognized that some of the added Cu atoms at the (001) interface improve the local magnetic anisotropy of Nd at the interface. Furthermore, we found that the substitution of Fe in the (001)-surface of main-phase grains with Zn can also improve the stability of magnetic anisotropy.
This Paper was Originally Published in Japanese in J. Japan Inst. Met. Mater. 81 (2017) 26–31. In order to more precisely explain the background, the methods, and the results, some parts of the contents were revised. The unit of the energy used in Figs. 2, 3, 4, 5, 7, and 8 was changed, and the Refs. 14) and 23) were added.
Fig. 6 The difference in the electron-density distribution between the Cu-added Nd
2Fe
14B bulk single crystal and the pristine one for the region close to the (001) plane including Nd, Fe, and B. Only the positive change is shown for clarity. Due to the open-core pseudopotential used in the first-principles calculations, the distribution of 4
f electrons is not included in the figure.
Fullsize Image
View full abstract
-
Chang Liu, Mitsuhiro Asato, Nobuhisa Fujima, Toshiharu Hoshino, Ying C ...
2018Volume 59Issue 3 Pages
338-347
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 19, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
We present the ab-initio calculations for the solvus temperatures (Tsolvus) of Pd1−cRuc (0.03 ≤ c ≤ 0.12), in which the interaction energies (IEs) among the Ru impurities in Pd are determined by the full-potential Korringa-Kohn-Rostoker Green's function method, combined with the generalized gradient approximation in the density functional theory. The configurational entropy calculations are based on the cluster variation method (CVM) within the tetrahedron approximation. In order to take into account the long-range 2-body IEs, we renormalized the 1st-nearest neighbor (nn) IE by including the 2~10th-nn IEs. We also take into account the following three effects on the IEs among the Ru impurities; (1) the local lattice distortion for the 1st-nn IE, existing even at T = 0 K, (2) the lattice thermal vibration by the Debye-Grüneisen model, and (3) the T-dependence of the electron excitation due to the Fermi-Dirac distribution. The calculated results for the Tsolvus agree fairly well with the experimental results at low Ru-concentrations (up to ~6%), while the discrepancy between the calculated and experimental results becomes significant for the high Ru-concentrations (8~12%). We discuss that the discrepancy may be corrected by the CVM calculations with the large basic cluster including up to the 4th-nn IE.
View full abstract
-
Adline N. Nwodo, Ryota Kobayashi, Taoto Wakamori, Yoshihiro Matsumoto, ...
2018Volume 59Issue 3 Pages
348-352
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 19, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
The magnetic and structural properties of ferrimagnetic (FRI) Mn1.9Fe0.1Sb0.9Sn0.1 with a Cu2Sb-type tetragonal structure were studied by magnetization and high field X-ray diffraction (XRD) measurements in 10 ≤ T ≤ 773 K and in magnetic fields μ0H up to 5 T. The lattice parameters a and c at 285 K were estimated to be 0.407 nm and 0.655 nm, respectively. The saturation magnetization at 10 K was determined to be 39.1 Am2/kg. It was observed that a first order magnetic transition (FOMT) with a thermal hysteresis occurred in the vicinity of 310 K under low magnetic fields. This FOMT disappeared easily by applying magnetic fields over 0.4 T.
View full abstract
-
Sukeyoshi Yamamoto, Tomohito Yokomine, Kazunori Sato, Tomoyuki Terai, ...
2018Volume 59Issue 3 Pages
353-358
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 02, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
Based on ab initio total energy calculations, we predict the atom location of the third element X (X = Sc, Ti, V, Cr, Mn, Fe, Co, Ni and Cu) in B2-type TiNi. The formation energy of Ti-substitutional X and Ni-substitutional X are estimated by using the Vienna Ab initio Simulation Package (VASP). It is found that Sc prefers the Ti-substitutional site and Cr, Mn, Fe and Co prefer the Ni-substitutional site. The location of V and Cu may depend on the composition of Ti and Ni. The chemical trend of the formation energy can be interpreted by the crystal orbital Hamiltonian population (COHP) analysis.
View full abstract
-
Gui-Sheng Gan, Lin-Qiao Gan, Ji-Zhao Guo, Da-Quan Xia, Chunhong Zhang, ...
2018Volume 59Issue 3 Pages
359-366
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 02, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
SAC0307 (Sn-0.3mass%Ag-0.7mass%Cu) lead-free solder pastes were used to complete Cu/Cu joint by ultrasonic-assisted. Effect of nano-Ni particles and temperature on the performance of joint by ultrasonic-assisted with lead-free solder paste were investigated. The experimental results have shown that interfacial IMC of joint with SACP were typical scallop-type, but the type of interfacial IMC were serrated and became smoother after added nano-Ni particles. The IMC thickness was not more than 6.00 μm and the IMC thickness of SACP joint was slightly thick comparing with SACPC joint at the same temperature. Interfacial IMC of SACP joint at 210℃ was mainly composed of a layer of thick Cu6Sn5 and thin Cu3Sn, and the concentration gradients of Cu and Sn in IMC were also obviously. The composition of IMC was Cu3Sn7 in SACPC joint at 210℃, there were no different and the composition was Cu42.5Sn57.5 whether nano-Ni particles were added at 240℃. The strength of two kinds of joints were increased first and then decreased with the increase of ultrasonic time at 210℃~220℃, but decreased in both joints at 240℃. The shear strength of SACP joint was only 31.59 MPa, but the shear strength of SACPC joint reached the peak value of 41.20 MPa at 5 s by ultrasonic-assisted at 210℃, were about 0.32 and 19.80 percent more than that of no ultrasonic-assisted. The shear strength of SACP joint and SACPC joint reached the peak value of 38.80 MPa and 41.96 MPa after ultrasonic vibration for 0 s at 240℃, but decreased to the minimum of 22.47 MPa and 21.11 MPa after ultrasonic-assisted at 5 s and 10 s, were about 42.09 and 49.69 percent less than that of no ultrasonic-assisted respectively. Ultrasound can help fill the solder seam to increase the shear strength, but slag inclusion and foreign gases would gather and grow up to lead decreasing of the shear strength at 210℃~220℃. Slag inclusion and foreign gases were wrapped into the seam and not easy to overflow under the liquid state in the liquidus nearby, would gather to the interface of IMC/solder and grow up to lead decreasing of the shear strength under the the ultrasonic vibration at 240℃. Nano-Ni particles also played a part in increasing the strength of joints.
View full abstract
-
Li Xiao-ning, He Fei, Xu Ke
2018Volume 59Issue 3 Pages
367-372
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
In order to improve the electromagnetic properties of transformer cores, grain size and boundaries detections of grain-oriented silicon steel are necessary. Conventional electron microscopic grain size detection is off-line and destructive, which cannot meet the requirements of modern production. X-ray detection is non-destructive and the sample can be dynamic. In this paper a new method of the grain boundaries detection of the Hi-B grain-oriented silicon steel with large grains has been proposed based on the change of images capturing by the two-dimensional X-ray diffraction system. The grain boundaries map is calculated with diffraction information which is extracted from the images based on a series of image processing algorithms. The results are basically consistent with the electron microscopy. Compared with the traditional method, the dynamic and non-destructive detection method is able to increase the detection efficiency and improve the overgeneralization of sampling. Compared with X-ray diffraction contrast tomography, this method is more efficient and low-cost. The sample can also be used after the detection, especially in high-end applications. When the grain boundaries are determined, the necessary processing method can be adopted to further enhance its electromagnetic performance in subsequent processing.
View full abstract
-
Tomoya Aoba, Masakazu Kobayashi, Hiromi Miura
2018Volume 59Issue 3 Pages
373-379
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
Microstructural evolution and changes in the mechanical properties of 6000 series aluminum alloys during multi-directional forging (MDFing) and artificial aging were systematically investigated. The strength gradually increased with increasing cumulative strain. The MDFed sample up to a cumulative strain of ∑Δε = 6 showed a yield strength of 252 MPa and an ultimate tensile strength (UTS) of 282 MPa. MDFing evolved a unique deformation texture at a higher cumulative strain region. Artificial aging at 373 K and 393 K after MDFing caused moderate hardening, although softening took place over 423 K without any obvious hardening. The artificially aged sample at 393 K for 100 ks after MDFing exhibited well-balanced mechanical properties of a 288 MPa yield strength and a 313 MPa UTS with an 18.9% plastic strain to failure. The MDFing and subsequent aging succesfully produced a homogeneous ultrafine-grained microstructure with an average (sub)grain size of 220 nm.
This Paper was Originally Published in Japanese in J. JILM 67 (2017) 277–283.
View full abstract
-
Hai Qiu, Linning Wang, Chengduo Wang, Terumi Nakamura, Tadanobu Inoue
2018Volume 59Issue 3 Pages
380-385
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 09, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
The mechanical stability of retained austenite in a Cr-Ni weld metal in a welded joint under a service load is related to the initial amount of retained austenite and the type of welded joint. The welded joint used is the over-matching type, i.e., the tensile strength of the weld metal is higher than that of the base metal. For this welded joint, when the initial amount is less than 7.5%, the retained austenite is stable enough to remain in the weld metal over the whole tension process. However, when the initial amount is 12–27%, the retained austenite is metastable, and a large amount of it has transformed into martensite at the applied stress level of 0.2% proof stress. At that stress level, 12% of the retained austenite is still present. As the applied strain further increases, the retained austenite continues to transform, but 7.5% of it is still available after the failure of the welded joint.
View full abstract
-
Kunio Hayashi, Susumu Onaka
2018Volume 59Issue 3 Pages
386-392
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 19, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
In the case of metals, it is considered that the crystal grain refinement due to plastic deformation is caused by the operation of various slip systems in a grain. In order to understand the initial stage of the grain subdivision, a simple shear test was performed on a low-carbon-steel polycrystal having an average grain size of approximately 150 μm.
After the application of 10% shear, several regions having different slip lines were observed in a grain. The slip lines were explained by {110}<111> slip-system of body-centered cubic iron, and the operated Burgers vectors were estimated. The crystal orientations were different for the subdivided regions, and misorientation angles of the crystal rotation were approximately 10°. The rotation axes of the crystal rotation across the subdivided regions were determined. The rotation axes were almost perpendicular to either of the estimated Burgers vectors in the subdivided regions. The directions of the rotation axes are discussed.
View full abstract
-
Yoji Miyajima, Takahiko Shinohara, Hiroki Adachi, Toshiyuki Fujii, Sus ...
2018Volume 59Issue 3 Pages
393-398
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 02, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
In this study, the change in electrical resistivity of pure Cu processed by accumulative roll bonding (ARB) was measured. The microstructure observations using electron backscattering diffraction in a field emission-scanning electron microscope were performed in order to obtain the density of grain boundaries. X-ray diffraction was used for evaluating dislocation density. The change in electrical resistivity after 8 ARB cycles was about 0.8 nΩm, which is associated with the change in lattice defects introduced by the ARB; dislocation density of about 5 × 1014 m−2 and density of grain boundaries of about 8 Mm−1 as maximum. The contribution of the density of grain boundary for the electrical resistivity becomes dominant compared with that of dislocation density after ARB 1c. However, the contribution of dislocations for electrical resistivity at high ARB cycle number is about 15% in the case of Cu, whereas that is less than 3% in the case of Al. It was concluded that both dislocation density and the density of grain boundary affect the electrical resistivity of UFG metals fabricated by SPD processes.
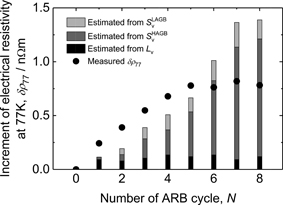
Fig. 6 Increment of electrical resistivity depending on the number of ARB cycle; both the measured values (symbols) and estimated values based on the microstructure (bars).
Fullsize Image
View full abstract
-
Hirofumi Inoue
2018Volume 59Issue 3 Pages
399-405
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 02, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
Sheet metal formability is generally affected by crystallographic texture. In particular, bendability and deep-drawability of aluminum and its alloys are closely related to the recrystallization texture of the rolled sheets. It is necessary to quantitatively predict them from a viewpoint of texture control. This paper described a method for simultaneous prediction of both the bendability and the deep-drawability on the basis of the average Taylor factor as a polycrystal calculated by using an orientation distribution function. The normalized Taylor factor (Mn-value) and the r-value were used as measures of bendability and deep-drawability, respectively. The predicted results from ideal orientations demonstrated that {001}<100> orientation had excellent bendability and poor deep-drawability, whereas {111}<110> orientation had poor bendability and excellent deep-drawability. The predicted results for some aluminum alloys suggested that conventional cold-rolled and annealed sheets would be favorable to bendability, and the addition of asymmetric warm rolling after cold rolling would lead to improved deep-drawability.
This Paper was Originally Published in Japanese in J. JILM 66 (2016) 582–588.
View full abstract
-
Peng-Nan Wang, Shih-Hsien Chang
2018Volume 59Issue 3 Pages
406-411
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
AISI 4340, a high strength low alloy steel employed in aeronautical structural components, are always protected by various surface treatments from failure. In order to obtain better mechanical properties and corrosion resistance economically, in this study, multiple surface treatments were applied to the AISI 4340 steel, including of nickel-cadmium duplex electroplating, chromate conversion processing, and solid solution treatments with different temperatures and duration times. To evaluate the properties of the nickel-cadmium duplex coating for various solid solution treated AISI 4340 steel, thickness and hardness measurements, salt spray tests, XRD and SEM inspections were performed. The experimental results showed that the electroplated specimens, followed by 300~350℃ solid solution treatment, exhibited a distinct nickel-cadmium intermediate compound (Cd5Ni). The highest hardness reached was HV0.3 582.9 after 300℃ solid solution treatment for 120 min. Moreover, the anti-salt corrosion capability of the nickel-cadmium layers effectively improved with the 300~325℃ solid solution treatment. However, the mechanical properties and corrosion resistance declined with the increase in temperature above 350℃ because of the depletion of the cadmium layer and Cd5Ni compound, and the formation of cadmium oxide and chloride.
View full abstract
-
Hideaki Nakayama, Bai-Rong Zhao, Noriaki Furusato, Satoru Yamada, Tsuy ...
2018Volume 59Issue 3 Pages
412-419
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
Chunky graphite is generated in heavy-section castings, and it is detrimental to the mechanical properties, especially the ductility and toughness, of cast iron. However, there have been few quantitative reviews that show the mechanical properties as functions of the amount of generated chunky graphite. In this study, a cylindrical casting containing chunky graphite was prepared. Pig iron and steel scraps with Fe–Si and rare-earth–Si compounds were used. We extracted some specimens from the casting and measured their mechanical properties through tensile-strength tests and Brinell hardness tests. The amount of chunky graphite in the specimens was determined by analyzing their electron microscope images to determine the ratio between the area of chunky graphite and the total area of all graphite. The specimen with a chunky-graphite content of 0% exhibited a tensile strength of 506 MPa and elongation of 25%. When the chunky-graphite content increased above 20%, the tensile strength of the specimens gradually decreased and finally reached ~50 MPa, which is lower than that of the specimen containing no chunky graphite. The elongation decreased quickly among the specimens containing 20% to 40% of chunky graphite, and it eventually reached about 1/5 of that of the specimen containing no chunky graphite. On the other hand, the yield strength and hardness of the specimens were not affected by the chunky-graphite content.
View full abstract
-
Satoshi Tadano, Shigetaka Okano, Takehisa Hino, Haruki Ohnishi, Masahi ...
2018Volume 59Issue 3 Pages
420-424
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 12, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
In regard to the dimensional accuracy of additive manufactured parts, the prediction and control of residual stresses constitute a challenging issue. The objective of this research is to develop a simplified method of estimating residual stresses in powder-bed electron beam additive manufacturing (EBAM). We propose a model in which residual stresses arise from thermal strains during the cooling step, and confirmed the validity of the model by X-ray diffraction using the sin2ψ method and the modified internal residual stress method. The stress distribution of the model showed good agreement with the experiment except in local areas such as the side of the additive layer and the interface with the base plate. We clarified that the residual stresses of manufactured parts in powder-bed EBAM can be mostly estimated by thermal strains induced in the additive layer and the base plate during cooling step.
View full abstract
-
Mitsuhiro Watanabe, Kentaro Ishiuchi, Shinji Kumai
2018Volume 59Issue 3 Pages
425-431
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 02, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
Copper/nickel joint was fabricated using magnetic pulse welding and the interfacial microstructure was examined. Hardness change close to the welding interface was investigated by using a nanoindentation tester. Characteristic wavy morphology was formed at the welding interface. TEM observations and STEM-EDX analyses revealed that approximately 100 nm-diameter-fine grains of Cu-Ni solid solution were formed at both of copper and nickel regions in the vicinity of the welding interface. Remarkable hardness increase was detected at the vicinity of the welding interface in the nickel side, whereas hardness was constant in the copper side. The hardness increase is considered to be due to the combined effect of solid-solution strengthening and grain refinement strengthening.
View full abstract
-
Toko Tokunaga, Kazushi Sotomoto, Munekazu Ohno, Kiyotaka Matsuura
2018Volume 59Issue 3 Pages
432-436
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 02, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
The poor corrosion resistance of Mg alloys, which is well known as one of the lightest structural metal materials, limits a wide use of these alloys. In order to dramatically increase not only the corrosion resistance but also the surface hardness of Mg alloys (AZ80), coating with A2024 Al alloy by hot extrusion has been attempted in this study. The coating was successfully realized by hot extrusion of a Mg alloy (AZ80) billet together with an Al alloy plate placed between the billet and the extrusion die. The A2024 Al alloy-coated Mg alloy exhibited an excellent corrosion resistance and no weight loss was observed after immersion in a 5 mass% HCl aqueous solution for 10 min while a weight loss of about 1500 g・m−2 was observed in case of AZ80 Mg alloy without coating under the same condition. The surface hardness of the coated alloy was increased to about 85 HV by aging for 144 h at room temperature after solution treatment for 3 h at 673 K.
This Paper was Originally Published in Japanese in J. Japan Inst. Met. Mater. 81 (2017) 389–393
View full abstract
-
Naoto Kitamura, Tatsuaki Sakamoto, Hiromichi Takebe
2018Volume 59Issue 3 Pages
437-442
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 19, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
FeO–Fe2O3–P2O5 and BaO–FeO–Fe2O3–P2O5 glasses were immersed in ultrapure water at 120℃ for 24–168 h. The weight loss of ternary barium iron phosphate glasses immersed for 168 h with a value of < 1.0 × 10−9 kg mm−2 (< 0.03% of initial sample weight) was ten times smaller than that of the binary iron phosphate glass. A reaction layer was formed during immersion tests on the barium iron phosphate glasses. FE-SEM observations indicated the thickness of reaction layer increased with immersion time up to a thickness of 150–230 nm. Weight loss of dissolution samples was suppressed once the reaction layer reached a thickness greater than 150 nm. TEM-EDS analysis with selected-area electron diffraction patterns revealed the reaction layer consisted of 6-line ferrihydrite and non-crystalline phase containing phosphorus with a Fe–O richer and no Ba (< 1 at%) composition, compared to the original glass composition. The dissolution and precipitation process of ionic species with a role of Ba ions for local pH modification is discussed for the formation of the reaction layer.
View full abstract
-
Zhenghao Pu, Jibiao Han, Yifu Li, Bin Yang, Yongnian Dai
2018Volume 59Issue 3 Pages
443-449
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 26, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
In this work, vacuum distillation experiments of Zn-Al-Fe alloy were performed. A method for predicting the infinite dilute activities in the Zn-Fe system was examined. The activities of components of the Zn-Al-Fe system were calculated based on the Wilson equation. Vacuum distillation of Zn-Al-Fe alloy was discussed based on the experimental investigations of the distillation temperature, the holding time and the thickness of the raw materials mixture by response surface methodology. The results showed that there were remarkable influences of the distillation temperature, holding time and little influence of the thickness of the raw materials mixture on vacuum distillation. The zinc in Zn-Al-Fe alloy were effectively recovered at 800℃–850℃ for 60 min–75 min. This work aims to investigate the vacuum distillation of Zn-Al-Fe alloy to optimize the process for high zinc recovery. After vacuum distillation, the direct yield and volatilization rate for zinc were 99.8% and 99.79% when the distillation temperature was 800℃, and the soaking time was 75 min. The calculations and experimental results demonstrated that this method can guide the vacuum distillation of Zn-Al-Fe alloy based on the Wilson equation.
View full abstract
-
Naruya Tsuyuki, Anna Takahashi, Sagiri Takase, Daisuke Kitahara, Masae ...
2018Volume 59Issue 3 Pages
450-455
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 09, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
The homogeneous and quick treatment of 100 keV class electron beam irradiation (EBI) improved the resistance to impact fatigue indicated by the critical collision number (Nc) of impact fracture of PZT (Pb(Nb2/3Ni1/3)O3-Pb(Zr1/3Ti2/3)O3) ceramics, although an additional dose decayed them. An optimal dose of 0.086 MGy-EBI apparently improved the Nc and ECi of PZT. It could be explained by shortening the lattice constant after the collision for the PZT irradiated with the optimal dose.
View full abstract
-
Toshitake Kanno, Yuki Iwami, Ilgoo Kang
2018Volume 59Issue 3 Pages
456-461
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 19, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
Three cup thermal analysis is a good method for predicting chill depth, tensile strength and graphite type in gray cast iron. However, it cannot be used in ductile cast iron due to several reasons. For this reason, we have developed a method for investigating the graphite eutectic temperature (hereafter TEG) and cementite eutectic temperature (hereafter TEG) in ductile cast iron, from the chemical composition of the molten metal, as follows;
TEG = 1149.1(℃) + 4.7Si% − 4.0Mn% − 44P% + 2.7Cu% + 1.0Ni% + 1.8Co% + 13.9Al% − 17.7Mo% − 10.5Cr% − 9.3Sn% − 5.2Sb% − 6.1W% − 3.7Nb% − 14.8V% − 80.3B%
TEC = 1142.6(℃) − 11.6Si% − 0.75Mn% − 46.2P% − 1.4Cu% − 1.1Ni% − 0.7Co% − 1.8Al% − 14.5Mo% + 5.9Cr% − 6.0Sn% − 5.1Sb% − 2.8W% + 0Nb% + 3.3V% − 26.0B
Using the cooling curve of 1 cup and the above equations, we calculated eutectic graphitization ability (hereafter EGA). We investigated if this one cup thermal analysis can be used to predict the quality of molten metal (graphite nodule count and shrinkage tendency) correctly even in ductile cast iron, before it is poured.
The graphite nodule count (N) of CE cup T.P. is determined by EGA(= ΔT1 × 100/ΔTE) as follow; N = 6.13 × (ΔT1 × 100/ΔTE) − 126 In addition, when EGA exceeds 90%, the shrinkage tendency parameter (θ) becomes low near 55° which is that of gray cast iron. Consequently, one cup thermal analysis is a good system for predicting the quality of molten metal (graphite nodule count and shrinkage tendency) correctly in ductile cast iron before pouring.
This Paper was Originally Published in Japanese in J. JFS 89 (2017) 332–337.
View full abstract
-
Dickson Kindole, Ifeanacho Anyadiegwu, Yasutaka Ando, Yoshimasa Noda, ...
2018Volume 59Issue 3 Pages
462-468
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 19, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
In this study, as cost effective and an environmentally friendly film deposition technology, Atmospheric Solution Precursor Plasma Spray (ASPPS) was utilized for the deposition of the photo-catalytic titanium oxide (TiO2) film for the fabrication process of photovoltaic devices for rural electrification in developing countries. In addition, ethanol-diluted titanium tetra-iso-butoxide (TTIB: Ti(OC4H9)4) was used as a feedstock. N2-dominant Ar/N2 was also utilized as plasma working gas as well as for the elevation of the thermal plasma energy. By controlling deposition distances and temperature, using vortex generation anode nozzle operated at 1 kW, photo-catalytic TiO2 film was deposited and its crystallinity was confirmed by X-ray diffraction. Besides, the photo-catalytic properties of the film were confirmed by the methylene blue decolorization and the surface wettability tests. Surface morphologies of the TiO2 film was evaluated using optical micrographs. Furthermore, the film thickness and strength were measured using micro screw gauge and pencil scratch tester respectively. Lastly, when this Photo-catalytic TiO2 film was applied to photovoltaic devices, the device generated an open circuit voltage of 146.7 mV with solar irradiance intensity of 574 W/m2. From these results it was confirmed that, the ASPPS technology equipped with high cooling efficiency vortex anode nozzle is available for deposition of TiO2 film for the fabrication process of low-cost photovoltaic devices for rural areas in developing countries.
View full abstract
-
Junya Takasaki, Kazuhiko Kuribayashi, Shumpei Ozawa
2018Volume 59Issue 3 Pages
469-474
Published: January 03, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 02, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
Spherical samples of Tm1−xScxFeO3 were solidified from the undercooled melt under the containerless state using an aerodynamic levitation (ADL) furnace. The change of solidification behavior from double recalescence to single recalescence and powder X-ray diffraction (XRD) analysis of as-solidified samples revealed that metastable hexagonal LnFeO3 (h-LnFeO3) stabilizes with increasing of mole fraction of Sc. The reason for this stabilization was ascribed to the decrease of the difference in the liquidus temperatures of stable orthorhombic LnFeO3 (o-LnFeO3) and metastable h-LnFeO3 phases. Annealing the as-solidified samples at 1473 K for 1 hour resulted in the two-phase coexistent states of o−LnFeO3 and garnet (c-A3B5O12) at 0 < x < 0.3, c-A3B5O12 and h-LnFeO3 at 0.3 < x < 0.5, and h-LnFeO3 and c-ScFeO3 at 0.5 < x < 1.0. Based on these results, we proposed the quasi phase diagram between TmFeO3 and ScFeO3.
This Paper was Originally Published in Japanese in J. Japan Inst. Met. Mater. 81 (2017) 522–526. Table 1 and reference 5 were newly added to make our explanation more clear.
View full abstract
-
Angga Afrinaldi, Toshifumi Kakiuchi, Shohei Nakagawa, Hiroshi Moritomi ...
2018Volume 59Issue 3 Pages
475-481
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 16, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
Friction stir processing (FSP) was applied for the fabrication of carbon fiber (CF) reinforced magnesium (Mg) alloy, AZ91, metal matrix composite (MMC). The CFs were recycled ones extracted from long CF reinforced plastics. A narrow slit was introduced into AZ91 plate and then filled with the chopped CFs with the length about 1 mm. Subsequently, the rotating tool was plunged and traveled along the slit to disperse CFs into the matrix. Two kinds of FSP tools, namely conventional threaded pin tool and 3-flat pin tool were used. Microstructural observation revealed that chopped CFs were broken up into fine ones with the length less than 20 μm by severe stirring of material, and were dispersed in the stir zone (SZ). The 3-flat pin tool reduced the size and number of defects in the SZ compared with the conventional pin tool. The hardness of the SZ was higher than that of the as-cast material and FSPed one without CFs. Axial fatigue tests were conducted using the MMCs fabricated by the 3-flat pin tool to investigate fatigue properties. Fatigue strengths of the MMCs were comparable with those of the as-cast specimens, but lower than those of the FSPed ones without CFs. Fatigue cracks initiated at the agglomerations of CFs in the MMCs. The lower fatigue strengths of MMCs were attributed to the lower fatigue crack initiation resistance resulting from the inhomogeneous distribution of CFs.
View full abstract
-
Kazuki Akino, Koji Kakehi
2018Volume 59Issue 3 Pages
482-487
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 26, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
The additive manufacturing (AM) process, which can produce highly complex components, has been getting significant attention in both industry and academic research. Ti-based alloys, Ni-based superalloys, and Co-Cr-based alloys have been widely investigated. However, as Ni-based superalloys have precipitated phases such as the γ′ and γ′′ phases, and Ti-based alloys and Co-Cr-based alloys are multiphase alloys which have phase transformation, it is difficult to clarify the factors in the AM process that influence the strength of these alloys. In this study, SUS316L stainless steel, which is a single-phase solid-solution alloy and does not have precipitated phases, was used to investigate the effect of specific factors in the AM process on anisotropy or mechanical properties, and the strengthening mechanism in the AM process in comparison with SUS316L plastic-forming (PF) material. The AM SUS316L was fabricated by selective laser melting using an ytterbium fiber laser from fine metallic powder. We found that the coarse columnar grains grew up along the built direction and the dislocation cell structures which were induced during the AM process into the AM material. During the solution heat treatment, dislocation recovery was observed. The AM specimens showed higher tensile and creep strength compared with the conventional material (the PF material) because of the high dislocation density. The ductility of the AM specimens was lower than that of the conventional material because of defects caused by a lack of fusion at the molten pool boundaries. Furthermore, the specimens whose loading direction corresponds to the built direction showed lower strength and elongation than the specimens whose loading direction was perpendicular to the built direction due to the oriented defects.
This Paper was Originally Published in Japanese in J. Japan Inst. Met. Mater. 80 (2016) 772–777. In order to more precisely explain the background, the experimental procedures, and the results, some parts of the contents were revised. The revised contents were enumerated bellow. The sentence of “abstract”, “introduction”, “materials and experimental procedures”, “result”, “discussion”, and “conclusion”, Fig. 4, and the title of Table 1, Table 2, Fig. 1, Fig. 3, Fig. 4, Fig. 5, Fig. 9, and Fig. 10 were slightly modified. Fig. 9(b) was exchanged to another TEM image.
View full abstract
-
Sho Fukui, Yuki Tsunazawa, Shosei Hisatomi, Giuseppe Granata, Chiharu ...
2018Volume 59Issue 3 Pages
488-493
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
Recently, the discrete element method (DEM) has been widely applied to investigate the influence of operating and design parameters on grinding performances. However, while most studies investigated the effects of such parameters on the fineness of milling products, the relationship between them and the size dispersion of milling products has not been elucidated yet. In this study, we investigated the influence that the direction of the agitator shaft has on grinding performance in a media stirring mill. First, we proved by milling experiments that the media stirring mill with the horizontal direction of the agitator shaft can provide better grinding performances. Then, we further elucidated this experimental evidence by applying DEM simulations to a media stirring milling process in a vertical and a horizontal stirred mill. According to the simulations, in the vertical shaft configuration, the motion of the grinding media in the lower section through the vertical direction was inhibited by a too low velocity. On the other hand, the grinding media in the horizontal stirred mill moved more uniformly but with a lower collision energy. Furthermore, the grinding media in the low sections actively mixed with the grinding media in the upper sections, thereby resulting in a more uniform energy transfer and in a better grinding process. Accordingly, this study demonstrated that not only the collision energy but also the uniformity of the movement of the medium particles should be evaluated in order to investigate the grinding performance in a media stirred mill by DEM simulation.
View full abstract
-
Sang-Ho Baek, Ho-Seok Jeon
2018Volume 59Issue 3 Pages
494-498
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: January 19, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
Jig separation, one of the oldest methods of gravity separation, is commonly used to reduce the costs of subsequent processes by pre-concentrating the valuable minerals from the product following coarse particle crushing. In this study, jig separation was used to pre-concentrate scheelite prior to grinding for the next process. Experiments were carried out using 0.21 to 5 mm samples, in order to determine and evaluate optimal conditions by varying factors, including the thickness of the bed, the water flow rate and the number of scavenging. The results of the experiments show that when pre-concentration of low-grade scheelite ore (0.75% WO3) using jig separation is conducted, a concentrate with a mass percentage of about 22.0%, a WO3 grade of about 3.1% and WO3 recovery of about 90.0% can be obtained. It is therefore expected that when this concentrate is supplied to the next separation process, the grade, economic feasibility, and separation efficiency will be improved compared with separations that do not involve a pre-concentration.
View full abstract
-
Seok-Hoan Jeong, Byung-Jin Kim, Hyun-Kyu Lim, Won-Tae Kim, Do Hyang Ki ...
Article type: Rapid Publication
2018Volume 59Issue 3 Pages
499-502
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 02, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
The effect of Zr addition on the corrosion behavior of an extruded Mg-10Gd-1Zn alloy (GZ101) in 3.5 mass% NaCl solution was investigated by electrochemical and immersion tests in 3.5% NaCl solution. The addition of 1 mass% Zr to GZ101 (to afford GZ101-1Zr) decreased the fraction of 14H (number of stacking layers and H-Hexahedral structure) and lamellar long period stacking ordered (LPSO) phases across the α-Mg matrix and increased the fraction of the X-phase (Mg12GdZn) formed at grain boundaries. Extruded GZ101-1Zr exhibited a significantly smaller corrosion rate than extruded GZ101 (0.13 vs. 2.11 mm∙year−1) due to containing less 14H/lamellar LPSO phases (detrimental to corrosion resistance) and featuring a noble {1010} prismatic texture in the extrusion direction.
View full abstract
-
Eun Hye Kim, Hidetoshi Fujii, Jae-Ha Kim, Kuk Hyun Song
Article type: Rapid Publication
2018Volume 59Issue 3 Pages
503-506
Published: March 01, 2018
Released on J-STAGE: February 25, 2018
Advance online publication: February 16, 2018
JOURNAL
FREE ACCESS
FULL-TEXT HTML
This study evaluates the microstructure development and mechanical properties of friction-welded dissimilar steels. Rod type steel materials of S20C and SCM415H with a size of 12 mm diameter and 100 mm length were friction welded at a rotation speed of 2000 rpm and an upset force of 30 kg/cm2. Electron backscattering diffraction method was used to study the grain boundary characteristics. The mechanical properties of the welds were evaluated by Vickers microhardness and tensile tests. The application of friction welding led to grain refinement of the welds, and the average grain size at the welded zone significantly refined to 4.9 μm comparing with those of the base material zone (66.8 μm at S20C and 19.8 μm at SCM415H). The grain refinement contributed to an increase in the mechanical properties such as hardness and strength. Consequently, the Vickers microhardness increased by 20 and 15%, respectively, when compared to those of the base material. Moreover, fracture occurred at the base material zone and not at the welded zone, which confirmed the soundly welded state of the steel materials.
View full abstract
-
2018Volume 59Issue 3 Pages
507
Published: 2018
Released on J-STAGE: February 25, 2018
JOURNAL
FREE ACCESS
 Download PDF (1426K) Full view HTML
Download PDF (1426K) Full view HTML