- |<
- <
- 1
- >
- >|
-
Hideo NakajimaArticle type: Overview
2019 Volume 60 Issue 12 Pages 2481-2489
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
Advance online publication: October 04, 2019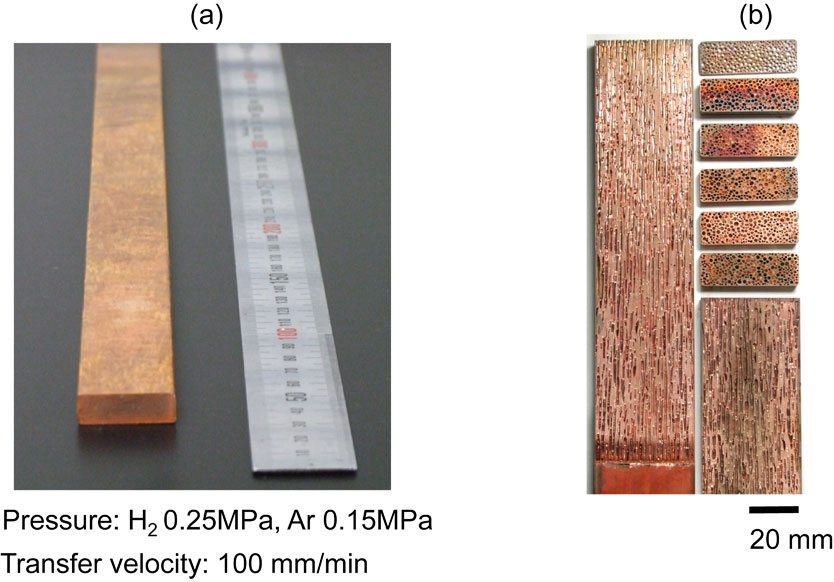 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLThis paper reviews recent development of fabrication methods, various mechanical and physical properties of lotus-type porous metals and its application. The porous metals are fabricated by unidirectional solidification in pressurized gas atmosphere such as hydrogen, nitrogen and oxygen. The elongated pores are evolved from insoluble gas when the melt dissolving gas is solidified. Three fabrication techniques — mold casting, continuous zone melting and continuous casting techniques — are introduced. The latter two techniques can control the solidification velocity and the last one possesses a merit of mass production. Anisotropy observed in mechanical and physical properties is resulted from anisotropic pore morphology. The anisotropic behavior of tensile, compressive and fatigue strength is explained in terms of stress concentration depending upon pore orientation, while that of thermal and electrical conductivities is interpreted by anisotropic electron scattering. The porous metals exhibit good sound absorption and vibration-damping properties. Several possible applications of heat sinks, golf putters, machine tools and dental implants are introduced.
This Paper was Originally Published in Japanese in Materia Japan 58 (2019) 252–260.
Fig. 5 (a) A photograph of the overview of lotus copper fabricated using the continuous casting technique and (b) cross sections parallel and perpendicular to the transfer direction of lotus copper fabricated in mixture gases of hydrogen 0.25 MPa and argon 0.15 MPa by continuous casting technique. Transfer velocity 100 mm/min. Fullsize ImageView full abstractDownload PDF (4477K) Full view HTML -
Koichi Kitahara, Yoshiki Takagiwa, Kaoru KimuraArticle type: Regular Article
2019 Volume 60 Issue 12 Pages 2490-2498
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
Advance online publication: October 21, 2019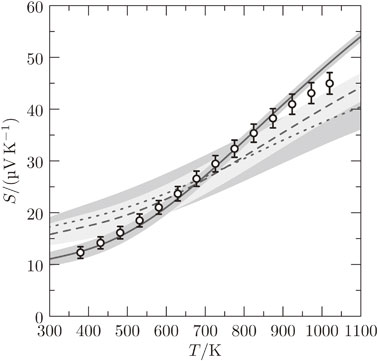 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLThe thermoelectric properties of a cubic quasicrystalline approximant in the Al–Cu–Ir system were investigated experimentally and theoretically. A homogeneous sample with no secondary phase was synthesised by arc melting and spark plasma sintering followed by a heat treatment at 1173 K, and its thermoelectric properties were measured at temperatures between 373 K and 1023 K. Theoretical calculations of the thermoelectric properties were performed under three different approximations, i.e., constant-relaxation-time, constant-mean-free-path and constant-diffusion-coefficient approximations, for the energy dependence of the relaxation time of electrons. The experimental Seebeck coefficient was consistently reproduced, and a physically acceptable lattice thermal conductivity was estimated only under the constant-diffusion-coefficient approximation. The thermoelectric figure of merit zT of the present sample was lower than 0.1, and the maximum value of zT ≈ 0.3 achievable by electron doping was predicted by theoretical calculation under the rigid-band approximation.
This Paper was Originally Published in Japanese in J. Japan Inst. Met. Mater. 82 (2018) 188–196.
Fig. 4 Temperature (T) dependence of the Seebeck coefficient (S) of sample B (open circles) and its best-fitting theoretical curves under CRA (dotted line), CFA (dashed line) and CDA (solid line). Fullsize ImageView full abstractDownload PDF (1110K) Full view HTML -
Bich Dung Mai, Hoai Thuong Nguyen, Duc-Quang HoangArticle type: Regular Article
2019 Volume 60 Issue 12 Pages 2499-2505
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
Advance online publication: October 25, 2019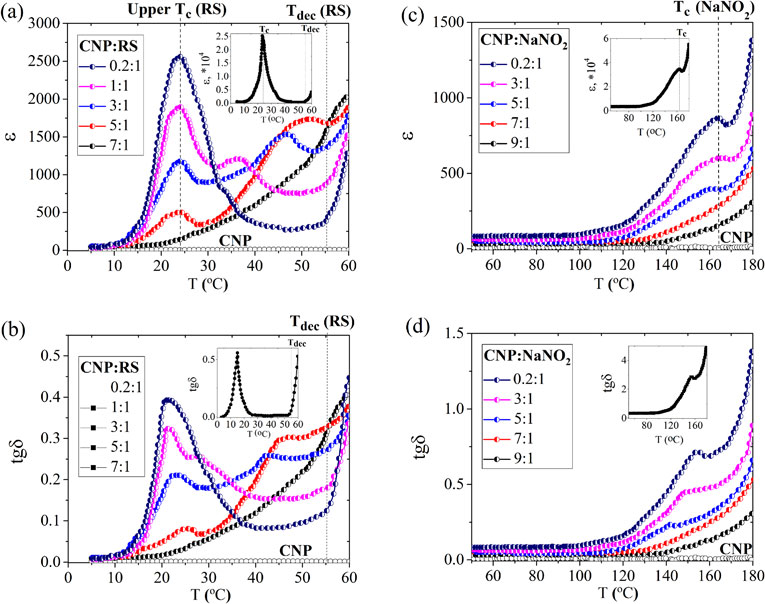 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLIn present work, a comparative study on electrophysical properties of two ferroelectric nanocomposites based on cellulose nanoparticles (CNP) mixed with Rochelle salt (RS) and sodium nitrite (NaNO2) at different composition mass ratios was conducted to clarify the influence of cellulose on dielectric properties of primitive ferroelectrics. The composites were carefully characterized XRD and FTIR techniques. The experiments were carried out in a wide temperature range under a weak electric field with an amplitude of 2 V/cm at 1 kHz. The obtained results revealed that at relatively high cellulose content, the phase transition temperature of Rochelle salt in the composite increased, while for sodium nitrite – decreased as compared to those of volume ferroelectrics. Besides, the higher the cellulose content was, the stronger the shift of phase transition point was observed. At small cellulose content, the Curie point characteristic for volume ferroelectrics occurred. The intermolecular hydrogen bonds and size effects were supposed to be responsible for the observed anomalies.
Fig. 4 Temperature dependences of dielectric constant and dielectric loss tangent for (a), (b) CNP/RS and (c), (d) CNP/NaNO2 composites at different composition mass ratios. The results of cellulose were also added for comparison. Tdec – decomposition temperature of RS. The insets – for polycrystalline RS (a), (b) and NaNO2 (c), (d). Fullsize ImageView full abstractDownload PDF (4243K) Full view HTML -
Ryoichi Furushima, Koji Shimojima, Hiroyuki Hosokawa, Ryo SuzukiArticle type: Regular Article
2019 Volume 60 Issue 12 Pages 2506-2515
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
Advance online publication: November 01, 2019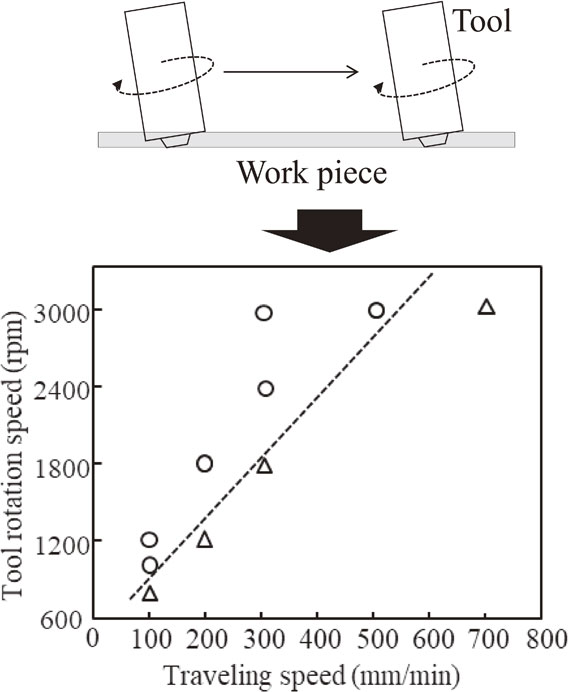 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLFriction stir welding (FSW) of high tensile strength steel plate formed by cold-rolling (SPFC980) was conducted by using SiAlON tools. Characteristics of SPFC980 work-pieces after FSW tests and durability of the SiAlON tools were evaluated. FSW tests were done under various tool rotation speed (VR) and traveling one (VT) to search appropriate FSW conditions. Sound joint conditions were found when temperature measured at the shoulder part of the tool ranged from 686 to 1080°C. The durability of SiAlON tools was strongly influenced by the measured shoulder temperatures. The wear of the shoulder progressed rapidly with increasing travel distance when the measured shoulder temperature reached more than 1080°C. On the other hand, the wear progress was hardly observed in the case when the average measured shoulder temperature was less than 700°C. The most likely mechanism of the tool wear was elimination of grain clusters due to softening of glass phases contained in the SiAlON tool at high temperatures. It was concluded that the measured shoulder temperatures ranging from 680 to 800°C were effective for SiAlON tools to be used for FSW of SPFC980.
View full abstractDownload PDF (5665K) Full view HTML -
Yujiao Ke, Kazuhiro Matsugi, Zhefeng Xu, Yu He, Yongbum Choi, Mingzhi ...Article type: Regular Article
2019 Volume 60 Issue 12 Pages 2516-2524
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
Advance online publication: October 25, 2019 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLTiB2 doped Fe system alloys composites as a new generation of novel materials in sustainable society show the great potential in hot work tool steels usage. Compared with SKD61, the new generation materials are focused on improving both thermal conductivity and hardness. For the suppression of TiB2 decomposition and Fe2B formation, monophase BCC structured Fe–5Ti alloy powders were fabricated by mechanical allying method. The TiB2 addition with 30 vol% was selected for the control of hardness. The compacts sintered at 1323 and 1373 K for 0.6 ks consisted of α-Fe and TiB2 with almost 30 vol%, which meant no decomposition of TiB2 occurred during sintering. The result agreed with the achievement of thermal stability of TiB2 in Fe–5Ti during spark sintering synthesis. The thermal conductivity and Vickers hardness of compacts sintered at 1323 and 1373 K for 0.6 ks were 48.0 W/(m·K), 684.7 HV and 53.5 W/(m·K), 717.5 HV, respectively, which were 2.0, 1.3 and 2.2, 1.4 folds than those (24.0 W/(m·K), 516.0 HV) of SKD61. In addition, the compression strength of two compacts sintered at 1323 and 1373 K were measured to be 1698 and 2591 MPa, respectively. The compact sintered at higher temperature showed better mechanical properties and higher thermal conductivity due to the improvement of densification and interface bonding between Fe–5Ti and TiB2 as proved by the fracture modes in compression tests and the crack propagations in hardness tests. Hence, this work provides a new method for fabricating Fe2B free Fe–TiB2 composites by powder metallurgy with both improvement of thermal conductivity and hardness in the usage of hot work tool steels.
Fig. 5 SEM images of (Fe–5Ti)–30 vol%TiB2 compacts sintered at (a) 1323 and (b) 1373 K for 0.6 ks; pores are indicated in the upper-left insets corresponding to the marked areas by white boxes in (a), (b). Fullsize ImageView full abstractDownload PDF (6966K) Full view HTML -
Ken Takata, Kohsaku Ushioda, Kenji Kaneko, Ryutaro Akiyoshi, Ken-ichi ...Article type: Regular Article
2019 Volume 60 Issue 12 Pages 2525-2529
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLThe yield strength and work hardening of Al–Mg–Si alloys are related to the concentration of solute atoms. This study was carried out to clarify the effect of two kinds of solute atoms on these properties in terms of a linear combination of contributions from a solid solution. Tensile tests were conducted with Al and with Al–0.62Mg–0.32Si, Al–0.65Mg–0.81Si, Al–2.4Mg, and Al–4.4Mg (mass%) alloys in solid solution. Work hardening was analyzed using the Kocks–Mecking model, yielding two parameters which indicate the storage and recovery of dislocations in the material. The yield strength could not be expressed as a linear combination of solute atom concentrations, but the amount of dislocation storage and dynamic recovery could be expressed as such linear combinations. In the high-strain region, the Kocks–Mecking model no longer applies, and the maximum stress at which the model failed increased with increasing concentrations of solute atoms. It is generally known that an interaction between strain fields around solute atoms and quenched-in vacancies can affect the yield strength owing to dislocation motion and that these atoms can retard the development of microstructures in high-strain regions. A linear combination of contributions from solid solutions is possible only for the storage and recovery of dislocations in the low-strain region.
This Paper was Originally Published in Japanese in J. Japan Inst. Met. Mater. 82 (2018) 314–318.
Fig. 6 Concentration dependence of the work hardening intercept of the lines shown in Fig. 4 and Fig. 5. Fullsize ImageView full abstractDownload PDF (869K) Full view HTML -
Takahiro Inoue, Tetsuya UdaArticle type: Regular Article
2019 Volume 60 Issue 12 Pages 2530-2536
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
 JOURNAL FREE ACCESS FULL-TEXT HTML
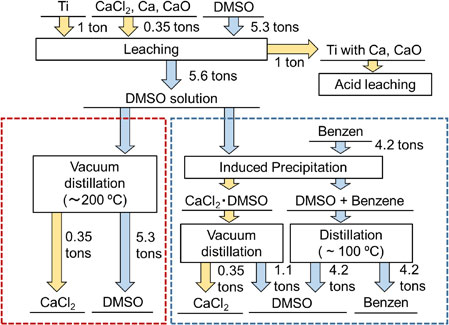
JOURNAL FREE ACCESS FULL-TEXT HTMLDeoxidation of titanium by a calcium reductant is a promising process for the recycling of titanium scrap. Molten calcium chloride (CaCl2) is typically used as a flux for calcium oxide (CaO) formed as a by-product of deoxidation. At present, removal of CaCl2–CaO can only be achieved by aqueous leaching. However, when CaCl2 hydrate is heated, a pyrohydrolysis reaction occurs, making it difficult to reuse the CaCl2. Therefore, in this study, we examined organic solvents as alternatives to aqueous leaching. Formamide, ethylene carbonate, propylene carbonate, dimethyl sulfoxide (DMSO), and ethylenediamine were selected as candidate organic solvents. The solubility of CaCl2 in DMSO was found to be 9.2 g per 100 g-solvent at 69°C and that in formamide was 25.9 g per 100 g-solvent at 47°C.
Vacuum distillation and crystallization separation were examined as separation methods for the solvent and solute after leaching. A low temperature vacuum distillation, i.e., less than around 200°C for DMSO, is required to prevent thermal decomposition. However, the rate of the vacuum distillation at low temperatures was slow. We therefore devised a process combining a nonpolar solvent-induced precipitation with vacuum distillation to reduce the amount of solvent requiring distillation. Benzene was selected as a nonpolar solvent to induce precipitation from DMSO. After the precipitation, DMSO-solvated CaCl2 was obtained and distilled under vacuum.
Fig. 9 Process flow of CaCl2-leaching by DMSO. Fullsize ImageView full abstractDownload PDF (2216K) Full view HTML -
Nobuya Sasaguri, Kaoru Yamamoto, Yuzo Yokomizo, Yasuhiro MatsubaraArticle type: Regular Article
2019 Volume 60 Issue 12 Pages 2537-2541
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
Advance online publication: November 01, 2019JOURNAL FREE ACCESS FULL-TEXT HTMLContinuous cooling transformation of plain high chromium cast irons with Cr/C value from 2 to 15 was investigated using a transformation measuring apparatus with subzero function, and the transformation behavior was clarified. Both AC1 and nose temperature of pearlite transformation (TP-n) rose slightly and its nose time (tP-n) shifted to long time side with an increase in Cr/C value. When the austenitizing temperature was increased, TP-n did not change but tP-n moved to long time side in each Cr/C value. The relationship between tP-n and Cr/C value can be expressed by following equations (1). MS and Mf temperatures rose with increasing Cr/C value and the relations can be expressed by equations below (2). As Cr/C value increased, the maximum hardness after finishing transformation increased to the highest at 6 Cr/C, and then decreased in spite of subzero treatment.

This Paper was Originally Published in Japanese in J. JFS 90 (2018) 224–229.
View full abstractDownload PDF (1163K) Full view HTML -
Koichiro Sugiyama, Takuma MatsuoArticle type: Regular Article
2019 Volume 60 Issue 12 Pages 2542-2551
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
Advance online publication: November 01, 2019JOURNAL FREE ACCESS FULL-TEXT HTMLThe vibration method is a standard non-destructive inspection method used to identify defects in rotary machines. However, it is difficult to detect defects at an early stage with this method. Therefore, an effective alternative monitoring technique is required to detect defects at an early stage. The acoustic emission (AE) method can be used to determine small defects in a material by detecting elastic waves that occur when cracks or deformations begin to form. In this study, we developed a method to monitor the surface condition of the gear teeth, and examined its relationship with the released AE wave. A correlation was obtained between the RMS value and the average roughness of the gear teeth surface, wherein the RMS value increases with the increase in the surface roughness. However, a large deviation was observed due to the existence of wear particles. Therefore, the effect of wear particles on AE signals was examined. The existence of the particles was estimated by measuring the AE signals of 33–140 kHz, and the approximate teeth surface roughness was estimated by measuring the AE signals of 140–300 kHz.
View full abstractDownload PDF (3695K) Full view HTML -
Yasunori Harada, Hiroto Ono, Yuki Nishikubo, Narishige MaedaArticle type: Regular Article
2019 Volume 60 Issue 12 Pages 2552-2557
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLIn order to increase the number of applications of a copper cup, the formability of copper-resin-copper laminated sheets by the deep drawing process was investigated. Pure copper is a ductile metal with very high electrical conductivity, and its density is higher than that of aluminum and titanium. As part of the copper cup is made of resin, a reduction in the weight of the cup can be achieved. Furthermore, heat is more likely to be retained in the clad cup, and the resin clad structure provides protection for the contents from vibrations, like a vibration-damping composite steel plate. In the experiment conducted in this work, the materials employed were pure copper and resins, which were polycarbonate plastic (PC), nylon 66 (66N), polyvinyl chloride (PVC), and polyethylene terephthalate (PET). PC is commonly used due to its impact resistance. The initial thickness of the sheets varied from 0.2 to 0.5 mm and their blank diameter was 70 mm. The punch and the die, whose shoulder radius were 3 mm and 4 mm respectively, were made from cold tool steel JIS-SKD11 and the clearance between them was the same as the thickness of the laminated sheet. The deep drawing process was performed using an oil hydraulic press at a forming speed of approximately 10 mm/min. The laminated sheet was constituted by interposing the resin sheet between two stacked copper sheets. The laminated sheet was employed in the deep drawing process and a flat blank was formed into a circle by the punch. The multistage deep drawing process was, thereafter, employed to investigate the formability of the laminated sheet, which was successfully drawn without cracks. No failure conditions were identified at the bottom or side wall of the drawn cup. Many wrinkles, however, were observed on the opening of the cup, as no pressure was applied in this region by the blank holder during the deep drawing. The section of the drawn cup was observed to examine the formability of the resin sheet, which was within the desirable values. At the bottom corner of the clad cup, the reduction rate of the total thickness was lower than 6%.
This Paper was Originally Published in Japanese in J. Japan Inst. Copper 57 (2018) 142–147.
Fig. 3 Appearance of drawn cups (type A). Fullsize ImageView full abstractDownload PDF (2859K) Full view HTML -
Lihong Wu, Chuanhai JiangArticle type: Regular Article
2019 Volume 60 Issue 12 Pages 2558-2561
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLSurface layers characteristics of pre-stressed shot peening Inconel 625 was investigated. Residual stress and microstructure in the deformation layers were characterized by X-Ray diffraction method.
The results showed that pre-stressed shot peening can further improve compressive residual stress and microstructure with the same intensity of traditional shot peening. Both surface compressive residual stress and maximum compressive residual stresses were produced in the deformation layers after various pre-stressed shot peening. The higher applied pre-stress resulted in more obvious effects of domain size refinement and micro strain generation.
Compressive residual stress, finer domains and higher micro strain strengthened the effects of pre-stressed shot peening, which caused the further increment of micro hardness and yield strength of Inconel 625.
Fig. 2 Compressive residual stress distribution of pre-stressed shot peening Inconel 625 in the deformation layers. Fullsize ImageView full abstractDownload PDF (1483K) Full view HTML -
Jaehoon Choi, Taekyung Kim, Hoyoung Hwang, Shinill KangArticle type: Regular Article
2019 Volume 60 Issue 12 Pages 2562-2568
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLIn this study, we proposed a design methodology for a ladle with flow characteristics that minimize air entrapment and oxidation during the pouring of molten aluminum in the casting process, and experimentally analyzed how filling behavior affects the porosity and mechanical properties of the cast product. To confirm the validity of the proposed ladle design, we performed a numerical analysis based on the solution algorithm for transient fluid flow to investigate mold filling behavior using the proposed ladle. We fabricated a ladle based on the design, and gravity cast the test specimens. Computed tomography was used to analyze the effects of the ladle’s pouring characteristics on porosity. Tensile tests were performed to evaluate the mechanical properties of cast specimens. The designed ladle reduced casting porosity and improved the mechanical properties of the cast product.
Fig. 2 (a) A conventional ladle, (b) mold filling simulation by the conventional ladle, (c) surface oxide disruption and molten metal splashing due to surface turbulence when mold filling using the conventional ladle, (d) cross-section of A-A′, (e) the proposed ladle with the designed dimensions (f) mold filling simulation using the proposed ladle, (g) minimization of surface turbulence and air aspiration when mold filling using the proposed ladle, and (h) cross-section of B-B′. Fullsize ImageView full abstractDownload PDF (3263K) Full view HTML -
Dependence of Vickers Hardness on Layer Thickness in Electrodeposited Ni–Co–Cu/Cu Multilayered FilmsHiroyuki Hagiwara, Naofumi Kawakami, Yoshihisa Kaneko, Makoto UchidaArticle type: Regular Article
2019 Volume 60 Issue 12 Pages 2569-2575
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
Advance online publication: October 21, 2019 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLThe layer thickness dependence of Vickers hardness was investigated in Ni–Co–Cu/Cu multilayered films having layer thicknesses h ranging from 10 nm to 300 nm. The Ni–Co–Cu/Cu multilayered films were fabricated by electrodeposition. In the layer thickness range of h ≥ 75 nm, the hardness increased with decreasing layer thickness. Conversely, the hardness decreased with decreasing layer thickness at h ≤ 75 nm. At h = 10 nm, the hardness decreased to 97 HV, although the local maximum at h = 75 nm was 210 HV. In the X-ray diffraction (XRD) profiles around the fcc (111) peak, the 10 nm multilayered film revealed a single peak, while two peaks corresponding to the Ni–Co–Cu and Cu layers were detected in the other multilayered films. The low hardness of the 10 nm film can be understood from the absence of interface strengthening, which was deduced from the single XRD peak. For 20 nm ≤ h ≤ 75 nm, the two (111) peaks approached each other. The decreased hardness in this region could be related to sparse misfit dislocations, which can be estimated from the XRD peak angles.
View full abstractDownload PDF (1422K) Full view HTML -
Hidetoshi Miyazaki, Yu Mimaru, Yuki Makinose, Takeshi Tsuji, Hirotoshi ...Article type: Technical Article
2019 Volume 60 Issue 12 Pages 2576-2579
Published: December 01, 2019
Released on J-STAGE: November 25, 2019
Advance online publication: October 21, 2019 JOURNAL FREE ACCESS FULL-TEXT HTML
JOURNAL FREE ACCESS FULL-TEXT HTMLHerein, a stable LiCoO2/acetylene black (AB) acetone suspension was prepared using LiCoO2 and AB powders with iodine dissolved in acetone as solvent. Using the LiCoO2/AB acetone suspension, LiCoO2/AB films without binders were deposited on stainless steel substrates via direct current (DC) and pulsed electrophoretic deposition (EPD) methods. The thickness of the resulting films deposited via both methods was greater than 50 µm with 5.0% AB content. The capacity of the DC-EPD film was 100 mA·h/g in the first cycle; this capacity decreased with increasing number of cycles, and subsequently began to peel off from the substrate. The capacity of the pulsed-DC EPD deposited films was 115 mA·h/g in the first cycle; this capacity slightly decreased with an increase in the number of cycles, and film degradation was not observed after the charge–discharge cycles.
View full abstractDownload PDF (2775K) Full view HTML
- |<
- <
- 1
- >
- >|